Thiết kế, chế tạo bộ điều khiển thiết bị hàn ống theo quỹ đạo (Đề tài NCKH)
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (5.29 MB, 67 trang )
BỘ GIÁO DỤC VÀ ĐÀO TẠO
TRƯỜNG ĐH SƯ PHẠM KỸ THUẬT TPHCM
BÁO CÁO TỔNG KẾT
ĐỀ TÀI NGHIÊN CỨU KHOA HỌC CỦA SINH VIÊN
THIẾT KẾ, CHẾ TẠO BỘ ĐIỀU KHIỂN THIẾT BỊ HÀN ỐNG THEO QUỸ
ĐẠO
<Mã số 89>
Chủ nhiệm đề tài: Trịnh Quốc Thắng
TP Hồ Chí Minh, tháng 7 năm 2020
BỘ GIÁO DỤC VÀ ĐÀO TẠO
TRƯỜNG ĐH SƯ PHẠM KỸ THUẬT TPHCM
BÁO CÁO TỔNG KẾT
ĐỀ TÀI NGHIÊN CỨU KHOA HỌC CỦA SINH VIÊN
THIẾT KẾ, CHẾ TẠO BỘ ĐIỀU KHIỂN THIẾT BỊ HÀN ỐNG THEO QUỸ
ĐẠO
<Mã số 89>
Thuộc nhóm ngành khoa học: Kỹ thuật
SV thực hiện: Trịnh Quốc Thắng Nam, Nữ: Nam
Dân tộc: Kinh
Lớp, khoa: 16143CL2
Năm thứ: 4
/Số năm đào tạo:4
Ngành học: Cơ khí chế tạo máy
Người hướng dẫn: PhS. Nguyễn Trà Kim Quyên
TP Hồ Chí Minh, tháng 7 năm 2020
BỘ GIÁO DỤC VÀ ĐÀO TẠO
TRƯỜNG ĐH SƯ PHẠM KỸ THUẬT TPHCM
THÔNG TIN KẾT QUẢ NGHIÊN CỨU CỦA ĐỀ TÀI
1. Thông tin chung:
- Tên đề tài: THIẾT KẾ, CHẾ TẠO BỘ ĐIỀU KHIỂN THIẾT BỊ HÀN ỐNG
THEO QUỸ ĐẠO
- Chủ nhiệm đề tài:
Trịnh Quốc Thắng
- Lớp: 16143CL2
Khoa: ĐT Chất lượng cao
Mã số SV:16143143
- Thành viên đề tài:
Trần Thành Đạt
MSSV:18143079
Khoa: ĐT Chất lượng cao
Bùi Nhật Lê Đông
MSSV: 18143082
Khoa: ĐT Chất lượng cao
- Người hướng dẫn: ThS. Nguyễn Trà Kim Quyên
2. Mục tiêu đề tài: Thiết kế bộ điều khiển thiết bị hàn theo quỹ đạo. Gia công bộ điều
khiển thiết bị hàn theo quỹ đạo. Lắp ráp bộ điều khiển thiết bị hàn theo quỹ đạo. Thử
nghiệm bộ điều khiển thiết bị hàn theo quỹ đạo.
3. Tính mới và sáng tạo:
Kết hợp giữa điện tử và cơ khí, tạo ra mơ hình bộ điều khiển thiết bị hàn ống theo quỹ
đạo
4. Kết quả nghiên cứu:
Mơ hình bộ điều khiển thiết bị hàn theo quỹ đạo
5. Đóng góp về mặt giáo dục và đào tạo, kinh tế - xã hội, an ninh, quốc phòng và
khả năng áp dụng của đề tài:
Đề tài có ứng dụng thực tế để điều khiển thiết bị hàn ống theo quỹ đạo, giúp máy hàn
ống theo quỹ đạo có thể vận hành chính xác và hiệu quả hơn
6. Công bố khoa học của SV từ kết quả nghiên cứu của đề tài
3
Ngày
tháng
năm
SV chịu trách nhiệm chính
thực hiện đề tài
(kí, họ và tên)
Nhận xét của người hướng dẫn về những đóng góp khoa học của SV thực hiện đề
tài
Ngày
tháng
năm
Người hướng dẫn
(kí, họ và tên)
4
MỤC LỤC
MỤC LỤC ....................................................................................................................... 5
I. PHẦN MỞ ĐẦU .......................................................................................................... 7
CHƯƠNG 1: TỔNG QUAN ĐỀ TÀI ............................................................................. 7
1.Tổng quan tình hình nghiên cứu trong và ngồi nước ........................................... 7
2. Lí do chọn đề tài .................................................................................................... 9
3. Phương pháp nghiên cứu ....................................................................................... 9
4. Mục tiêu đề tài ....................................................................................................... 9
5. Đối tượng và phạm vi nghiên cứu ......................................................................... 9
6. Ứng dụng và nhu cầu của công nghệ hàn theo quỹ đạo ...................................... 10
6.1 Ứng dụng ..................................................................................................... 10
6.2 Nhu cầu ....................................................................................................... 24
II. NỘI DUNG BÁO CÁO ............................................................................................ 33
CHƯƠNG 2: CƠ SỞ LÝ THUYẾT .............................................................................. 33
2.1 Hệ thống điều khiển PLC .................................................................................. 33
2.1.1 Tổng quan về PLC ................................................................................... 33
2.1.2 Cấu trúc bộ nhớ của PLC ......................................................................... 35
2.1.3 Vịng qt của chương trình: .................................................................... 38
2.1.4 Ngơn ngữ lập trình. .................................................................................. 38
2.1.5 Bộ đếm tốc độ cao của PLC ..................................................................... 40
2.2 Các loại động cơ ................................................................................................ 41
2.2.1 Động cơ bước (step) ................................................................................. 41
2.2.2 Động cơ Servo .......................................................................................... 41
2.2.3 Động cơ điện xoay chiều AC ................................................................... 42
CHƯƠNG 3: TÍNH TỐN THIẾT KẾ ........................................................................ 44
3.1 Thơng số đầu vào .............................................................................................. 44
3.2 Chọn động cơ .................................................................................................... 44
3.3 Thiết kế mạch điều khiển .................................................................................. 47
CHƯƠNG 4: LẮP RÁP THỬ NGHIỆM ...................................................................... 54
CHƯƠNG 5: KẾT LUẬN ............................................................................................. 66
5.1 Kết luận ............................................................................................................. 66
5.2 Kiến nghị ........................................................................................................... 66
5
TÀI LIỆU THAM KHẢO ............................................................................................. 66
6
I. PHẦN MỞ ĐẦU
CHƯƠNG 1: TỔNG QUAN ĐỀ TÀI
1.Tổng quan tình hình nghiên cứu trong và ngồi nước
Cơng nghệ Orbital vốn được ứng dụng ở nhiều nơi trên thế giới trong các lĩnh
vực y tế, thực phẩm, sinh học và cơng nghệ cao. Tuy nhiên, ở Việt Nam thì đây là
những thuật ngữ tương đối mới và ít được biết đến. Vậy cơng nghệ Orbital này là gì ?
Tại Việt Nam, Máy hàn và cắt Orbital được cung cấp bởi một số hãng thuộc EU,
G7, CHINA như: TAG-PIPE, GF, MausItalia, Axxair, Orbitalum, Lefon. Giá thành
phụ thuộc vào chất lượng và xuất xứ máy giá cả dao động từ vài chục triệu đồng (với
hàng Trung Quốc) cho tới vài trăm triệu đồng (với hàng TAG-PIPE, Orbitalum,
MausItalia..).
Hàng EU, G7 giá cả gấp 2 tới 3 lần so với hàng Trung Quốc, tuy nhiên xét về bài
tồn hiệu quả năng suất cơng việc, chúng tôi khuyên bạn nên mua hàng EU, G7 để có
được hiệu quả cơng việc cao nhất, thời gian khấu hao máy dài hơn 3 lần so máy Trung
Quốc (khảo sát dựa trên thời gian sử dụng của một số đơn vị nhà máy phía Nam Việt
Nam) . Quan trọng hơn là Service của hàng EU, G7 rất tốt, có đại diện tại Việt Nam
nên có thể hỗ trợ kỹ thuật khi máy sử dụng có vấn đề.
Hình 1: Thiết bị hàn orbital trong phịng thí nghiệm
7
Uni Group là đại diện của TAG-PIPE, MausItalia tại Việt Nam, với các loại máy
cắt ống Orbital, hàn ống Orbital, máy vát mép ống , lưỡi dao cắt ống, lưỡi dao vát mép
ống kim loại đều stock kho số lượng lớn, đội ngũ kỹ thuật được đào tạo trực tiếp tại
hãng TAG (Anh Quốc).
Hình 2: Đầu hàn orbital kín ở Malaysia
Mỏ hàn - trong hầu hết các trường hợp, hàn TIG (Khí trơ vonfram) được sử dụng
- đi vịng quanh các đường ống được kết nối, được dẫn hướng bởi một hệ thống cơ khí.
Tên hàn quỹ đạo xuất phát từ chuyển động trịn của dụng cụ hàn xung quanh
phơi. Nói chung, cơng nghệ hàn quỹ đạo bao gồm hai phạm vi ứng dụng chính:
Ống với ống / ống để nối ống
Hàn ống-to-tubesheet
8
Hình3: Thiết bị hàn orbital trong sản xuất
Trong nhóm đầu tiên, tất cả các loại kết nối đường ống được bao gồm: hàn mơng
và mặt bích hàn, uốn cong, phụ kiện T và van, tức là các yêu cầu đầy đủ cho đường
ống và ống.
Nhóm thứ hai liên quan đến việc sản xuất nồi hơi và bộ trao đổi nhiệt và bao gồm
các nhiệm vụ hàn khác nhau liên quan đến hoạt động hàn ống-to-tubesheet.
2. Lí do chọn đề tài
Với các cơng nghệ hàn hiện có, phụ thuộc rất nhiều vào trình độ tay nghề của người
thợ. Vì vậy, nhằm mục đích phát triển cơng nghệ hàn tự động giúp quá trình hàn bớt
phụ thuộc vào người thợ và đảm bảo chất lượng mối hàn. Thiết kế bộ điều khiển giúp
điều khiển thiết bị hàn ống theo quỹ đạo góp phần phát triển công nghệ hàn này. Giúp
cho công nhân sử dụng thuận tiện, giảm sự chênh lệch kinh nghiệm tay nghề của
người thợ.
3. Phương pháp nghiên cứu
_ Phương pháp phân tích tổng kết kinh nghiệm
_ Phương pháp nghiên cứu lý thuyết
4. Mục tiêu đề tài
Thiết kế được bộ điều khiển thiết bị hàn ống theo quỹ đạo giúp cải thiện cơng nghệ
hàn quỹ đạo được chính xác và hiệu quả hơn
5. Đối tượng và phạm vi nghiên cứu
_ Đôi tượng nghiên cứu
+ PLC
+ Động cơ máy hàn
_ Phạm vi nghiên cứu
9
+Bộ điều khiển thiết bị hàn ống theo quỹ đạo
+Ý kiến đóng góp để cải tiến bộ điều khiển
6. Ứng dụng và nhu cầu của công nghệ hàn theo quỹ đạo
6.1 Ứng dụng
Hàn quỹ đạo thường được áp dụng cho các ống chứ không phải ống và được coi
là tiêu chuẩn để nối các ống được sử dụng cho các hệ thống khí và chất lỏng trong
ngành cơng nghiệp bán dẫn và dược phẩm. Các ngành công nghiệp nhạy cảm này địi
hỏi một tiêu chuẩn hàn cực kỳ chính xác, vì hệ thống của họ cần khơng bị rị rỉ và
khơng có vết rạn để loại bỏ bất kỳ khu vực vướng mắc nào trên ID của mối hàn để
tránh các chất gây ơ nhiễm nguy hiểm.
Hình 4: Hàn ống inox bằng công nghệ hàn orbital
10
Hình 5: Hệ thống ống inox được hàn từ cơng nghệ hàn orbital
Tối ưu hóa quy trình hàn quỹ đạo thông qua các phương tiện chuẩn bị và xem
xét cẩn thận trước khi hàn thực tế sẽ giảm chi phí tổng thể, tăng tốc sản xuất và giảm
nhu cầu từ chối hàn và sửa chữa mối hàn trong khi cho phép chất lượng và độ tin cậy
tối ưu.
Các ngành công nghiệp áp dụng hàn TIG quỹ đạo
Hàng không/Công nghiệp hàng khơng vũ trụ: Trong ngành cơng nghiệp máy
bay, đó là lần đầu tiênngười ta nhận ra tầm quan trọng của hàn quỹ đạo cho mục đích
của họ, hơn cả 1.500 mối hàn là cần thiết để hoàn thành hệ thống áp suất cao của một
máy bay. Hàn thủ công các ống nhỏ, mỏng là cực kỳ khó khăn; cuối cùng yêu cầu chất
lượng khớp nhất quán không thể được đảm bảo. Giải pháp duy nhất là thành lập quy
trình hàn sử dụng thiết bị quỹ đạo. Theo cách này, các giá trị tham số là kiểm soát
đáng tin cậy bởi các thiết bị và mối hàn cuối cùng đáp ứng mức chất lượng tương tự
như các mối hàn thử nghiệm đủ điều kiện.
11
Hình 6: Hàn ống inox trong nhà máy sản xuất nước giải khát bằng công nghệ hàn
orbital
Công nghiệp thực phẩm và đồ uống: Các ngành công nghiệp thực phẩm, nhật
ký và đồ uống cần hệ thống ống và ống đáp ứng yêu cầu vệ sinh tinh tế. Sự thâm nhập
đầy đủ của các mối hàn là cần thiết; bất kỳ hố, lỗ chân lơng, kẽ hở, vết nứt hoặc
undercut có thể trở thành một điểm chết trong đó phương tiện là bẫy và phát triển vi
khuẩn gây bệnh, (Listeria, v.v.), có thể xảy ra. Bề mặt nhẵn mọi nơi bên trong các ống
cho phép làm sạch thành công và khử trùng hoàn toàn hệ thống. Chất lượng bề mặt
được yêu cầu có thể chỉ được đảm bảo nếu thiết bị quỹ đạo là được sử dụng để hàn các
khớp quan trọng này. Vì thế, hầu hết các tiêu chuẩn và thông số kỹ thuật bắt buộc các
nhà sản xuất cài đặt lai để áp dụng quy trình này ngày hơm nay.
Công nghiệp dược phẩm và công nghệ sinh học: Cây trồng trong ngành dược
phẩm phải được trang bị hệ thống đường ống để vận chuyển và xử lý sản phẩm và để
cung cấp an toàn hơi nước sạch và nước phun. Đối với nước phun và các dẫn xuất của
nó được dự định để tiêm vào cơ thể con người, yêu cầu tinh khiết đặc biệt cao Bất kỳ
dấu vết ăn mòn tuyệt đối cấm, khả năng chống ăn mòn của các mối hàn này không
được làm suy yếu, đặc biệt là khơng q nóng một phần của vật liệu cơ sở. Khớp được
12
tạo bởi quỹ đạo hàn đủ điều kiện cho khả năng chống ăn mịn mở rộng. Ngồi ra, để
tránh bất kỳ tiếp theo oxy hóa hoặc ăn mịn, bề mặt mịn của chúng có thể bị động.
Hình 7: Hàn ống vi sinh trong nhà máy bằng máy hàn orbital
Sản xuất các thiết bị bán dẫn: Đối với việc chế tạo bán dẫn thiết bị, ống thép
khơng gỉ được đánh bóng điện được cài đặt như các dịng khí q trình, chủ yếu là với
OD là 6,3 mm và độ dày thành 0,9 mm.
Khí q trình siêu tinh khiết phải đi qua các ống mà không nhặt độ ẩm, oxy, hạt
hoặc các chất gây ơ nhiễm khác. Các tiêu chí chấp nhận cho những cài đặt rất nghiêm
ngặt: thống nhất mối hàn với hạt hàn nhỏ để giảm thiểu bề mặt hàn trong các ống,
thâm nhập đầy đủ vào ID, không có sự đổi màu, vv. Chỉ những người điều hành có
kinh nghiệm, những người làm việc với thiết bị hàn quỹ đạo đáng tin cậy, có thể để
thực hiện nhiệm vụ này.
13
Hình 8: Hệ thống ống vi sinh trong nhà máy sản xuất nước tinh khiết xây dựng từ công
nghệ hàn ống ortbial
Điều này thường đạt được ngay cả trong điều kiện phiền toái tại chỗ. Một phần
đáng kể của thiết bị nhà máy cho cơng nghiệp hóa chất được sản xuất và cài đặt bằng
phương pháp hàn quỹ đạo. Bộ máy hóa chất bao gồm ống, bộ trao đổi nhiệt và bộ
chuyển đổi được làm bằng chống ăn mòn hoặc kim loại chịu lửa hoặc hợp kim titan,
zirconi, niken, crôm, v.v.; đừng qn tồn bộ phạm vi của khơng gỉ khác nhau các loại
thép. Vì tuổi thọ của các cài đặt phụ thuộc trực tiếp vào mức chất lượng của các mối
hàn, kiểm soát chặt chẽ và truy xuất nguồn gốc của quá trình hàn được yêu cầu bởi
khách hàng, cơ quan kiểm tra và tiêu chuẩn cơ quan chức năng. Để lắp ráp một nhiệt
trao đổi, hàng trăm hoặc thậm chí vài ngàn mối hàn khơng bị lỗi phải được thực hiện,
Vì vậy, ở đây hàn quỹ đạo trở thành phải đảm bảo kết quả mong đợi.
14
Hình 9: Hệ thống vận chuyển bằng ống vi sinh trong nhà máy bia được làm từ cơng
nghệ hàn orbital
Hình 10: Kích cỡ các đầu hàn orbital của hãng Orbitec
*Nhà máy điện hóa thạch và hạt nhân
Vì sự an tồn của các nhà máy năng lượng hóa thạch và lị phản ứng hạt nhân
toàn bộ phạm vi kỹ thuật nối quỹ đạo được áp dụng: ống với đường kính nhỏ để cảm
biến và kiểm sốt mục đích phải được kết nối, bộ trao đổi nhiệt và các thành phần khác
được sản xuất bằng cách sử dụng ống quỹ đạo để hàn ống, và ống vách dày để hoạt
động theo áp suất và nhiệt độ cao phải lắp ráp tại chỗ. Các quy trình hàn và chất lượng
mối hàn thường dưới giám sát liên tục của tương ứng chính quyền và các tổ chức bên
ngoài, yêu cầu tài liệu đầy đủ và truy xuất nguồn gốc được đảm bảo bằng việc cung
cấp thiết bị quỹ đạo với việc thu thập dữ liệu trực tuyếnhệ thống
15
Hình 11: Hàn ống vi sinh trong nhà máy trở nên tiện lợi nhờ công nghệ hàn orbital
Để làm sạch, khí có chất lượng cao đã được cấp chứng nhận, sẽ được chuyển
đến phòng sạch với thiết bị đo để xác định nồng độ oxy và độ ẩm đến mức phần tỷ
(ppb). Máy đo áp suất Magnehelic thường được sử dụng để theo dõi và kiểm sốt áp
suất khí xơng bên trong ống nhỏ trong suốt quá trình hàn trong phịng sạch.
Hình 12: Máy đo áp suất Magnehelic
16
Áp lực nhẹ khoảng 25,4mm cột nước có thể được sử dụng để đạt được đường
hàn bên trong phẳng với ống 6,3 mm, tuy nhiên, áp lực quá mức có thể dẫn đến mối
hàn lõm bên trong ống và lồi bên ngồi hoặc thậm chí có thể thổi ra ngồi vùng hàn.
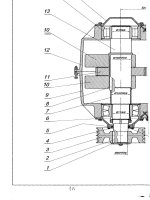
Kết cấu kẹp:
Hình 13:
Cơng nhân sử dụng máy hàn orbital trong nhà máy
Sự căn chỉnh các thành phần được hàn là nền tảng để hàn thành công các kết
cấu trong các ứng dụng đường ống khí. Các cụm này khá phức tạp, bao gồm nhiều van,
bộ điều tiết, khớp nối, ống và các bộ phận khác. Với các cụm lắp ráp đơn giản, việc
căn chỉnh được cung cấp bởi đầu hàn có thể là đủ, nhưng đối với các cụm phức tạp với
van và bộ điều tiết công nghiệp, các hệ thống đỡ thay thế cho các chi tiết cần hàn là
cần thiết.
Hình 14:
Sử dụng cơng nghệ hàn orbital trong xây dựng hệ thống ống vi sinh
Một trong những lý do chính mà một mối hàn quỹ đạo bị từ chối là mối hàn bị
lệch và không đồng tâm (cao thấp) khi hàn ống nhỏ (6.3mm, 3.2mm hoặc 12.7mm OD)
17
vào các khớp nối siêu nhỏ microfit. Nếu khớp nối không đồng tâm với ống, mối hàn sẽ
bị cong và các bộ phận sẽ khơng được lắp đúng vị trí, gây ra các vấn đề khi cố gắng
lắp các bộ phận cịn lại trên dây chuyền. Vì những fitting này khá đắt, nên một số nhà
chế tạo đã sử dụng đến việc cắt các mối hàn ở vùng đã bị ảnh hưởng nhiệt sau hàn ( ta
gọi là vùng HAZ) và tiện mặt lại mặt cuối của fitting đó để nó có thể được hàn lại vào
một ống mới. Rõ ràng, đó là phương án thực tế hơn và ít tốn kém hơn là cố gắng căn
chỉnh ngay vị trí đầu tiên. Có nhiều dụng cụ hữu ích để giữ tồn bộ hệ thống đúng vị
trí để đảm bảo đúng kết cấu hình học của chúng.
Hình 15: Máy đo chiều cao cơ khí
Máy đo chiều cao cơ khí, hoặc các giá đỡ phịng thí nghiệm và các thước kẹp
có thể được sử dụng để đỡ và căn chỉnh các chi tiết. Một trong những hệ thống thực tế
hơn đã được phát triển bởi ICF Inc được gọi là MicroAlign Plate.
Nó bao gồm một
tấm đế nhôm với các lỗ được tarô ren để có thể căn chỉnh nhiều bộ phận khác nhau.
Điều này loại bỏ lực căng từ đầu mối hàn đang gắn ở trung tâm của tấm nhôm để các
bộ phận được hàn khơng bị kéo ra ngồi bởi trọng lượng của các phần còn lại của hệ
thống.
18
Hình 16: Sử dụng máy hàn orbital trong nhà máy
Kiểm tra các chi tiết hàn nhỏ và toàn bộ hệ thống:
Các mối hàn trong dược phẩm và bán dẫn thường được kiểm tra trên ID ống để
xác minh rằng chúng đáp ứng các tiêu chí hàn cụ thể cho ứng dụng. Trong khi kiểm tra,
mẫu hàn có thể được cắt mở để test. Các mối trong sản xuất thực tế thường được kiểm
tra trên ID ống với máy nội soi đường ống. Hình ảnh của mối hàn có thể được chiếu
trên màn hình video và có thể được lưu trữ trên bộ nhớ để tham khảo trong tương lai.
Hình 17: Sử dụng máy hàn orbital để hàn ống trong nhà máy sản xuất
Một bản mô tả bằng văn bản chi tiết các tiêu chí hàn thích hợp cho ngành cơng
nghiệp hoặc ứng dụng cụ thể phải có hiệu lực. Cần nêu lưu ý trong đó là các mẫu hàn
19
mẫu trong thực tế cho thấy các mối hàn nào được chấp nhận và các mối hàn nào bị lỗi
và bị từ chối sẽ được nhân viên hàn tham khảo. Các mối hàn ống quỹ đạo cho bất kỳ
ứng dụng độ tinh khiết cao nào phải được ngấu đầy đủ bên trong ống. Đường hàn phải
đồng nhất về độ phẳng và rộng, tức là không lõm hoặc lồi trên OD hoặc ID với ít hoặc
khơng bị cháy nhiệt do q trình oxy hóa.
Hình 18: Sử dụng máy hàn orbital thực tế
Một số nhà chế tạo trong phòng sạch sử dụng máy so sánh để kiểm tra sự đồng
tâm các mối hàn quỹ đạo của chúng. Thiết bị này chiếu một hình ảnh của các mối hàn
trên màn hình và sự đồng tâm thẳng hàng có thể được xác định trong một mức độ sai
số và sai số này được giữ trong dung sai rất nghiêm ngặt.
Các ngành công nghiệp thực phẩm và sữa ở Hoa Kỳ, nơi trước đây chậm thích
nghi với hệ thống hàn quỹ đạo nay đã cho thấy nhận thức ngày càng tăng trong năm
qua. Nhờ đó giờ đây công nghệ hàn nối ống này được sử dụng cho sản xuất chế tạo
các hệ thống đường ống vi sinh được coi là nền tảng để đạt được và duy trì khả năng
sạch và vơ trùng. Cơng nghệ này đang từng bước cải thiện điều kiện vệ sinh của hệ
thống đường ống của các nhà sản xuất.
20
Hình 19:Sử dụng máy hàn orbital để nối ống vi sinh
Ngành công nghiệp thực phẩm và sữa đang theo sau ngành công nghiệp chế
biến sinh học đưa ra một tiêu chuẩn mới cho việc thiết kế và chế tạo các thiết bị chế
biến sinh học, bao gồm hệ thống ống dẫn (ASME Tiêu chuẩn thiết bị chế biến sinh
học BPE '97) vào tháng 11 năm 1997. Ủy ban Tiêu chuẩn vệ sinh 3-A hợp tác với
Hiệp hội Hàn Mỹ (AWS), vừa công bố tiêu chuẩn AWS D18.1 cho các mối hàn trong
các hệ thống đường ống bằng thép không gỉ có tiếp xúc với sản phẩm.
Hình 20: Thử nghiệm vận hành máy hàn orbital
21
Tiêu chuẩn này chính xác hơn và được xác định rõ hơn các tiêu chuẩn trước đây
được sử dụng trong ngành công nghiệp thực phẩm và sữa.
Tuy nhiên, ngành công
nghiệp sản xuất bia, cả ở Mỹ và nước ngoài, đã sớm nhận ra những ưu điểm của việc
hàn bằng quỹ đạo nhằm đạt được mức độ sạch cao trong hệ thống đường ống của họ.
Nhu cầu về tiêu chuẩn cao hơn được thúc đẩy bởi công nghệ mới bao gồm công nghệ
chế biến sinh học và công nghệ chế biến thực phẩm tiên tiến, cũng như của thị trường
toàn cầu. Thương mại quốc tế về dược phẩm sinh học cũng như thực phẩm và các sản
phẩm từ sữa đã dẫn tới việc cải tiến phương pháp xây dựng nhà máy ở nước ngoài, bao
gồm cả việc giới thiệu việc hàn quỹ đạo để đáp ứng các yêu cầu nghiêm ngặt hơn về
xuất khẩu, đặc biệt đối với Mỹ.
Hình 21: Sử dụng máy hàn orbital để sửa ống vi sinh trong nhà máy
Sinh Dược – Vi sinh:
Đường ống xử lí dược phẩm và các hệ thống đường ống
cung cấp nước chất lượng cao cho các q trình của nó. Điều này đòi hỏi các mối hàn
chất lượng cao để đảm bảo một nguồn nước từ các ống đó khơng bị ơ nhiễm bởi vi
khuẩn, gỉ hoặc chất gây ô nhiễm khác. Hàn Orbital đảm bảo mối hàn thâm nhập đầy
đủ và khơng bị q nhiệt mà nếu xuất hiện có thể làm suy yếu khả năng chống ăn mòn
của vùng hàn cuối cùng.
Việc hàn bằng quỹ đạo đã được sử dụng cho hệ thống đường ống khử ion DI
(deionized) và WFI (nước pha tiêm) trong ngành dược phẩm kể từ những năm 1970.
Ví dụ, hệ thống WFI tại cơ sở Thú y Pfizer ở Missouri. Hiện tại, hàn bằng quỹ đạo đã
được sử dụng cho một số cơ sở dược phẩm ở Châu Mỹ Latinh.
22
Hình 22: Sử dụng máy hàn orbital để hàn ống inox
Đường ống inox vi sinh trong những ngành thực phẩm, dược phẩm... là đường
ống công nghệ để vận chuyển nguyên vật liệu và thành phẩm, chất lượng mối hàn của
nó ln là ưu tiên hàng đầu trong q trình kiểm sốt chất lượng, nếu trong q trình
hàn đường ống xử lý không đúng, sẽ dẫn tới các khiếm khuyết như vách hàn bên trong
ăn vào cạnh méo ống, hoặc chưa hàn kín. Hiểu mơm na là ống inox bình thường,
nhưng được đánh bóng cả bên trong và bên ngồi thành ống để tránh mảng bấm y tế
và thực phẩm, vì các mảng bám này dễ lên men và sinh lợi cho vi khuẩn, vi trùng.
Inox vi sinh là loại inox được sử lý bề mặt có độ nhám (độ bóng) nhỏ thường là 180
Grid trở lên. Thường thì bề mặt được nhà sản xuất đánh bóng theo yêu cầu từng lĩnh
vực. Ống inox vi sinh và phụ kiện inox vi sinh ngồi u cầu độ bóng bên ngồi thì độ
bóng bên trong là yếu tố quan trọng bậc nhất, chính độ bóng bên trong nó quyết định
tính hữu dụng của nó tạo thành yếu tố vi sinh hay vệ sinh.
23
Hình 23: Hệ thống ống vi sinh trong nhà máy được xây dựng nhờ công nghệ hàn
theo quỹ đạo
Những khiếm khuyết này sẽ làm cho môi chất/chất lọng khi được truyền trong
đường ống sẽ tích lại bám vào những chỗ lõm bên trong ống inox, trong thời gian dài
sẽ tích tụ chất tàn dư trong thành vách đường ống inox vi sinh sẽ gây ra ăn mòn và
biến chất. Điều này tuyệt đối không được cho phép đối với ngành thực phẩm và dược
phẩm cần yêu cầu vệ sinh rất cao, cho nên cũng yêu cầu rất cao đối với loại hình
dáng/tạo hình/thành hình/form bề mặt trong ngồi mối hàn đường ống inox vi sinh,
yêu cầu hàn một mặt nhưng tạo hình hai mặt, khơng cho phép các lỗi như mẹo lõm,
chưa hàn kín. Đối với chiều cao mối hàn và độ sâu lõm bên trong thành vách đường
ống inox vi sinh cũng cần yêu cầu cao, rất nghiêm ngặt.
Hình 24: Hệ thống ống inox để giữ vệ sinh trong công nghiệp
6.2 Nhu cầu
Lựa chọn phương pháp hàn cần quyết định theo tính chất liệu linh kiện hàn và
yêu cầu chất lượng hàn, do đều là đường ống inox vi sinh thành ống mỏng, trong
khi đó đường kính nhỏ, thường đường kính đều dưới DN50, yêu cầu mối hàn hàn
một mặt thành hình hai mặt, hơn nữa xét tới việc bố trí đường ống inox cơng nghệ
thành hàng tại hiện trường, khiến cho rất điểm hàn nối đến máy hàn tự động cũng
cũng khơng có cách nào để hồn thành. Vì vậy căn cứ vào tình hình thực tế, lựa
chọn công nghệ hàn hồ quang argong vonfram bằng tay với tồn bộ khí argong
trong đường ống. Do khí argong là khí trơ, trong q trình hàn dùng argong để cơ
24
lập khơng khí, làm cho kim loại được hàn khơng dễ bị oxy hóa, có thể làm cho tạo
hình mối hàn đẹp, trơn bóng và khơng có ba via.
Hình 25: Hệ thống ống sản xuất sữa được hàn từ máy hàn orbital
Hình 26: Hệ thống sản xuất thực phẩm được làm từ máy hàn orbital
25