Thiết kế cung cấp điện cho phân xưởng dệt may quyết thắng
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (1.64 MB, 151 trang )
HUTECH
LUẬN VĂN TỐT NGHIỆP GVHD:Th.S DƯƠNG LAN HƯƠNG
SVTH: TRẦN HOÀI CHÂU TRANG 1
CHƯƠNG 1:
GIỚI THIỆU TỔNG QUAN VỀ CÔNG TY ỐP LÁT GẠCH MEN
I.GIỚI THIỆU VỀ CÔNG TY
1.AVò trí:
Công ty được xây dưng tại số 2/34 Phan huy Ích thuộc phường 15,Quận Tân
Bình.Mặt chính của công ty xoay theo hướng Đông nam tiếp giáp với đường Phan Huy
Ích, mặt hai bên tiếp giáp với khu dân cư ,mặt sau thì tiếp giáp với kênh Tham Lương.
Diện tích công ty: 181 x 104 =18824(m
2
1.B.Giới thiệu về mặt tổ chức của công ty:
)
Công Ty gồm có các phòng ban khu vực sản xuất và phân xưởng sau:
*Phòng giám đốc :chòu trách nhiệm và quản lý công ty .
*Phòng phó giám đốc kinh doanh : chòu trách nhiệm về việc kinh doanh của công
ty .
*Phòng phó giám đốc sản xuất :chòu trách nhiệm sản xuất của công ty
*Phòng thủ quỹ:Quản lý tài chính và chòu trách nhiệm về mặt thu chi và làm nghóa
vụ cho nhà nước
*Phòng tài vụ : chòu trách nhiệm về tuyển dụng và đào tạo nhân lực , tiền lương và
chế độ của CBCNVC
*Phòng kiểm tra chất lượng :chòu trách nhiệm về mặt kiểm tra sản phẩm trước khi
xuất ra thò trường
*Phòng thí nghiệm : chòu trách nhiệm nghiên cứu ra những chất liệu mới để làm ra
sản phẩm tốt hơn cho công ty
*Phòng cơ điện : chòu trách nhiệm bảo trì và sữa chữa các thiết bò về điện .
*Xưởng cơ khí : chòu trách nhiệm bảo trì và sữa chữa các máy móc thiết bò cơ khí
*Phòng kinh doanh : cung cấp kế hoạch sản xuất và tiêu thụ sản phẩm
*Phòng kỹ thuật : chòu trách nhiệm về mặt kỹ thuật và an toàn cho nhà máy
*Khu nghiền vật liệu
*Khu nghiền miền
*Khu ép gạch
*khu vực tráng men
*Khu vực B & T
*Khu nhà lò nung gạch
*Khu vực lựa và kiểm tra chất lượng
*Khu vực đóng gói
*Khu vực kho nguyên liệu
*Khu vực kho thành phẩm
*Khu vực kho phụ tùng thay thế
*kho men màu
*Phân xưởng cơ điện
HUTECH
LUẬN VĂN TỐT NGHIỆP GVHD:Th.S DƯƠNG LAN HƯƠNG
SVTH: TRẦN HOÀI CHÂU TRANG 2
*Các hạng mục khác gồm có: bồn chứa dầu, bồn chứa ga, nhà chứa máy phát điện,
nhà chứa máy biến áp,nhà chứa xe,nhà bảo vệ…
2.Lòch sử thành lập công ty:
Công ty được xây dưng trên cơ sở hãng gạch bông Đời Tân, ở 927 Trần Hưng Đạo
,Q.3 TP.HCM. Đến năm 1996 do nhu cầu phát triển mở rộng sản xuất nên công ty xây
dưng phân xưởng sản xuất gạch Ceramic tại 2/37 Phan huy Ích và đặt tru sở tai đây.
3.Các sản phẩm của công ty:
Sản phẩm chính của công ty là các loại gạch men dùng để lát nền và ốp tường có
các loại kích thước:
30 (cm) x 30 (cm) và 40(cm) x 40 (cm) … với nhiều mẫu hoa văn khác nhau.
4.Nguyên liệu sử dụng:
Nguyên liệu chính đươc sử dụng là: đất sét, cao lanh.tràng thạch, ngoài ra còn có
các nguyên liệu khác để hổ trợ trong quá trình sản xuất như men, màu, keo… .vv.
II.QUY TRÌNH SẢN XUẤT CÔNG CỦA CÔNG TY:
Quy trình sản xuất gạch Ceramic là 1 quy trình khép kín từ khâu nguyên liệu đến
khâu chuẩn bò nguyên liệu đến khâu thành phẩm. Ở đây ta chỉ trình bầy quy trình sản
xuất cơ bản của công ty.
1.Quy trình nghiên cứu nguyên liệu:
Các nguyên liệu từ kho sau khi đã được thí nghiệm, kiểm tra đạt yêu cầu kỹ thuật,
được xe xúc đưa vào cân đònh lượng đúng khối lượng cần thiết của từng loại. Sau đó
chúng được đưa vào máy nghiền nhờ các băng tải, tại đây nước cũng được đưa vào và
cuối cùng là cho các chất phụ gia vào.
Máy nghiền là một hũ hình trụ bằng thép được bòt kín hai đầu, nằm ngang, thân
trên có cửa nạp nguyên liệu và xả nguyên liệu, được truyền động bằng motor.Bên
trong hũ nghiền được lót bằng đá silic có độ cứng cao chòu mòn tốt và chứa đá cuội
(khoảng 50% thể tích hũ).
Sau khi nạp xong, máy nghiền quay tròn nhờ motor.trong quá trình quay nhờ lực
ma sát giữa đá cuội và thành hũ, nguyên liệu được nghiền nát mòn,pha trộn hỗn hợp
với nhau tạo thành một thể bùn đồng nhất.Sau một khoản thời gian thích hợp (khoảng
8 tiếng) đạt được độ mòn cần thiết bùn được tháo ra khỏi máy.
2.Quy trình sấy phun:
Bùn sau công đoạn nghiền được chứa trong các bể chứa có các cánh khuấy để tăng
độ đồng đều. Chúng được bơm màng hút qua các máy lọc nam châm để lấy các tạp
chất từ sắt, đi qua màng rung để loại bỏ các hạt lớn sau đó được chứa vào một bể chứa
khác, sau đó được bơm pistông đưa vào lò sấy phun với áp lực cao. Tại lò sấy phun
bùn được phun thành các hạt nhỏ mòn hơn nhờ béc phun, các hạt bùn này sẽ tiếp xúc
với không gian nóng từ buồng đốt thành các hạt bột có kích thước trung bình khoản
30µm và rơi xuống thoát ra khỏi buồng sấy đi qua sàng rung vào các silô chứa nhờ các
băng tải.
HUTECH
LUẬN VĂN TỐT NGHIỆP GVHD:Th.S DƯƠNG LAN HƯƠNG
SVTH: TRẦN HOÀI CHÂU TRANG 3
3.Quy trình ép tạo hình:
Bột sau khi sấy phun được chứa trong các silô, sau đó được lấy ra nhờ thiết bò tháo
kiểu rôtô.Hệ thống băng tải đưa bột đến sàng rung,rồi theo băng tải xuống silô chứa
của máy ép.Từ silô bột được rải tự động vào vỉ đònh lượng và nạp vào khuông ép.Tại
đây qua hai lần ép,các hạt bột được ép chặt thành những viên gạch mộc.Sau đó viên
gạch mộc được đẩy ra ngoài.
Toàn bộ quá trình ép được thực hiện hoàn toàn tự động nhờ vào các thiết bò van
thuỷ lực,van điện và được kiểm soát chặc chẽ bởi các thông số quy đònh hiển thò trên
màn hình điều khiển.
4.Quy trình sấy đứng:
Các viên gạch mộc sau khi ép được cạo sạch các ba via và quét sạch hai mặt gạch
rồi đưa vào máy sấy đứng bằng hệ thống con lăn.
Tại máy sấy đứng gạch mộc được chứa trong các tầng con lăn và được di chuyển
qua các vùng nhiệt độ cao nhờ thiết bò truyền độ xích. Nhiệt độ được cung cấp thông
qua buồng đốt và được quạt ngay vào trong buồng sấy cung cấp nhiệt cho các vùng
khác nhau nhờ có hệ thống vách ngăn. Qua vùng có nhiệt độ cao (150
0
Hệ thống sấy đứng được tự động hoá cao và được giám sát theo dõi chặc chẽ
thông qua các con số hiển thò trên màn hình điều khiển.
C) viên gạch
bốc hơi nước và khô đi. Sau đó đi vào vùng có nhiệt độ ổn đònh ở phía dưới máy
sấy,gạch được làm nguội nhờ làn gió được quạt đưa từ ngoài vào đến nhiệt độ cần
thiết rồi được đưa ra ngoài nhờ hệ thống con lăn.
5.Quy trình tráng men:
a. Quy trình sản xuất men:
Bản chất của men là thuỷ tinh được cấu tạo từ các oxit như: Frit, SiO
2
, Al
2
O
3
,
B
2
O
3
Tại công ty ốp lát gạch men nguyên liệu để sản xuất men là các bao men nguyên
liệu được nhập của hãng CERDEC, trong đó có sẵn các hỗn hợp các chất trên,ngoài ra
còn dùng thêm tràng thạch,cao lanh,…
,… .
Các nguyên liệu làm men được cân đònh lượng theo yêu cầu rồi được nạp vào hũ
nghiền cùng với nước đã được đònh lượng sẵn bằng công tơ. Cấu tạo và hoạt động của
hũ nghiền men cũng giống như hũ nghiền nguyên liệu. Sau một thời gian nghiền men
được tháo ra khỏi hũ qua hệ thống lọc thô và lọc nam châm để loại các tạp chất,rồi
được bơm vào các bể chứa có các cánh khuấy để chống lắng.sau đó được cấp cho
khâu tráng men.
b. Quy trình sản xuất màu:
Các nguyên liệu làm men được hảng CERDEC cung cấp gồm một số các cách sau:
bột frit, bột màu các loại, các dung môi…
Các nguyên liệu được đònh lượng cho vào thùng trộn, trộn đều thành thể sệt nhão
.sau thời gian cần thiết được tháo ra chuyển qua máy sàng để loại bỏ tạp chất. Sau đó
được đưa vào máy nghiền tinh thể nghiền mòn thêm vào đồng nhất rồi chuyển sang
khâu tráng men.
HUTECH
LUẬN VĂN TỐT NGHIỆP GVHD:Th.S DƯƠNG LAN HƯƠNG
SVTH: TRẦN HOÀI CHÂU TRANG 4
c. Quy trình tráng men:
Công đoạn tráng men là chuỗi các động tác khác nhau với các thiết bò khác nhau:
Gạch sau khi ra khỏi máy sấy đứng có nhiệt độ khoảng 75
o
Sau khi được phun ẩm gạch mộc sẽ được phun men lót và được tráng men bề mặt
nhờ vào các thiết bò chuyên dùng như bơm, dóa phun, chuông tráng men …
C, Đi vào chổi quét để làm
sạch bề mặt trước khi tráng men. Sau đó sẽ đi qua máy phun ẩm nhằm giảm nhiệt độ
và làm đồng đều nhiệt độ bề mặt giúp cho men bám dể dàng.
Khi qua khâu tráng men gạch sẽ qua máy cạo cạnh để cạo sạch ba via trên các
cạnh.
Trước khi qua máy in, gạch được phun một lớp mỏng chất keo dính(fixative) để
làm bề mặt men săn chắc lại không bò bong tróc ra trong quá trình in.
Máy in đã được bơm mực và căn chỉnh lưới đúng vò trí. Khi viên gạch tới đúng vò
trí, máy sẽ tự động nhận biết bằng một photocell và sẽ tiến hành một chu trình in tự
động.
Khi gạch đã qua máy lụa sẽ được tráng một lớp mỏng men lót cho viên gạch.
6. Quy trình tồn trữ gạch:
Các viên gạch sau khi ra khỏi dây chuyền tráng men được một máy tự động nạp
vào các xe chứa gọi là máy B&T. Trên xe chứa các viên gạch được sếp thành từng
lớp đều nhau.
Từ các xe chứa, gạch được tháo ra cũng bằng một thiết bò tự động hoàn toàn rồi
theo băng tải lên đầu lò.
Máy B&T là một cụm thiết bò tự động được theo dõi chặt chẽ bằng các thông số
cài sẳn và sẽ hiện thò trên màn hình.
7. Qui trình nung sản phẩm:
Các viên gạch được các con lăn đỡ và di chuyển vào trong lò nung.Lò nung là một
hệ thống rất phức tạp và rất quan trọng, lò được dốt bằng ga với nhiệt độ khoảng
1200
o
Gạch sẽ đi qua từng vùng có nhiệt độ khác nhau từ thấp đến cao, khi đạt được các
thông số cần thiết sẽ được làm nguội ở phần cuối lò nhờ vào các quạt.
C.
Gạch sau khi được làm nguội sẽ có nhiệt độ khoảng 80
o
8. Quy trình lựa và đóng gói sản phẩm:
C và sẽ đi đến bộ phận
phân loại nhờ hệ thống băng tải.
Gạch sau khi nung được gọi là gạch thành phẩm sẽ được công nhân KCS phân loại
màu sắc và các khuyết tật như: nứt, mẻ góc, lên màu, … bằng mắt thường. Sau đó sẽ
đi qua một máy đo kích thước của 4 cạnh và đo độ phẳng của viên gạch. Tất cả những
thông số về độ phẳng và kích thước sẽ đước các photocell báo về các bộ phận CPU để
phân loại.
Gạch được một hệ thống tự động xếp lại với nhau theo từng loại và đưa tới bộ phận
đóng gói. Sau đó được chuyển vào kho sản phẩm.
HUTECH
LUẬN VĂN TỐT NGHIỆP GVHD:Th.S DƯƠNG LAN HƯƠNG
SVTH: TRẦN HOÀI CHÂU TRANG 5
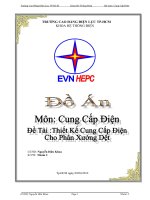
CÔNG NGHỆ SẢN SUẤT GẠCH MEN ỐP LÁT
NGUYÊN LIỆU ĐẤT CHÍNH
NGUYÊN LIỆU ĐẤT CHÍNH
NL DẺO NL GÀY PHỤ GIA,HÓA
CHẤT
NL DẺO NL GÀY PHỤ GIA,HÓA
CHẤT
CÂN ĐỊNH LƯNG
NGHIỀN BI NƯỚC
BỂ CHỨA
SÀNG RUNG
C
ÂN ĐỊNH LƯNG
SÀNG RUNG
BỂ CHỨA
BỂ PHA CHẾ
BẢN ĐIỂU CHỈNH
SẤY PHUN
SILO
MÁY ÉP TẠO
HÌNH GẠCH
SẤY ĐỨNG
TRÁNG MEN
TRÁNG MEN
LÒ ROLLER PHÂN LOẠI
ĐÓNG GÓI
KHO
DẦU ĐO KHÍ NÓNG
TỪ BUỒNG ĐỐT
MÀU
NGHIỀN TRỘN
HUTECH
LUẬN VĂN TỐT NGHIỆP GVHD:Th.S DƯƠNG LAN HƯƠNG
SVTH: TRẦN HOÀI CHÂU TRANG 6
CÁC THIẾT BỊ CỦA CÔNG TY ỐP LÁT GẠCH MEN
STT Tên thiết bò K.H
mặt bằng
Số
lượng
Công suất
P
đm
(KW)
1 Máy nghiền nguyên liệu đất chính 4 2 90
2 Băng tải nguyên liệu đất 1 2 5
3
Máy cấp phụ gia
2
1
5
4 Máy nghiền nguyên liệu đất phụ 3 2 30
5 Mô tơ khuấy bùn sấy phun 5 4 7,5
6
Bơm bùn nghiền xương
6
1
10
7
Mô tơ sàng rung bùn
7
4
7,5
8
Bơm bùn sấy phun
8
1
17
9 Mô tơ khuấy bùn sấy phun 90 4 7,5
10
Quạt cấp không khí buồn đốt sấy phun
10
1
30
11
Quạt hút hơi nóng vào thùng sấy phun
11
1
3
12 Bơm phun nhiên liệu dầu D.O 12 1 2,6
13 Băng tải bột vào silo 13 1 6,6
14 Băng tải chuyển silo 14 1 7,5
15 Băng tải cấp bột cho sàng rung bột 15 1 7,5
16 Sàng rung bột 16 1 2,7
17 Băng tải bột vào silo máy ép 17 1 1,2
18 Máy cấp bột vào khuôn ép 18 1 0,6
19 Máy ép gạch thủy lực 19 1 66
20 Bơm dầu thủy lực 20 1 2,2
21 Băng tải xếp gạch vào lò sấy đứng 21 1 1,2
22 Quạt cấp không khí vào lò sấy đứng 22 1 30
23 Quạt lưu chuyển hơi nóng vào lò sấy đứng 23 1 2,2
24 Bơm phun nhiên liệu dầu D.O 24 1 2,4
25 Môtơ lưu chuyển gạch vào lò sấy 25 1 4
26 Băng tải gạch qua khu tráng men 26 1 1,2
27 Máy phun keo 27 1 7,5
28 Băng tải gạch phun keo 28 1 7,5
29 Máy tráng men 29 1 7,5
30 Băng tải gạch tráng men 30 1 7,5
31 Băng tải xếp gạch 31 1 10,7
32
Băng tải gạch qua lò nung
32
1
4,5
33
Băng tải gạch vào lò nung
33
1
2,9
34 Băng tải gạch trong lò nung 34 1 8,25
35
Băng tải gạch qua khu lựa chọn sản phẩm
35
1
2,2
36
Băng tải kiểm tra gạch
36
1
7,5
HUTECH
LUẬN VĂN TỐT NGHIỆP GVHD:Th.S DƯƠNG LAN HƯƠNG
SVTH: TRẦN HOÀI CHÂU TRANG 7
CÁC THIẾT BỊ CỦA CÔNG TY ỐP LÁT GẠCH MEN
STT
Tên thiết bò
K.H
mặt bằng
Số
lượng
Công suất
P
đm
(KW)
37 Băng tải phân loại gạch 37 2 5,5
38 Máy đóng thùng 38 2 2
39 Quạt hút khí thải lò nung 39 1 22
40 Quạt cấp không khí lò nung 40 1 19,3
41
Quạt cấp nguội gạch nhanh trực tiếp
41
1
9
42
Quạt hút hơi nóng dư lò nung
42
1
25,3
43 Quạt cấp nguội gạch chậm trực tiếp 43 1 21,3
44
Băng tải cấp bột cho máy nghiền men
44
1
7,5
45
Máy nghiền men
45
5
7,5
46 Máy nghiền men siêu mòn 46 1 11
47 Máy khuấy men 47 6 2,2
HUTECH
LUẬN VĂN TỐT NGHIỆP GVHD:Th.S DƯƠNG LAN HƯƠNG
SVTH: TRẦN HOÀI CHÂU TRANG 8
CHƯƠNG 2
PHÂN NHÓM VÀ XÁC ĐỊNH TÂM PHỤ TẢI
I.MỤC DÍCH CỦA VIỆC XÁC ĐỊNH TÂM PHỤ TẢI
Mục đích của việc xác đònh tâm phụ tải là tìm vò trí trung tâm của phụ tải , ở vò trí
này công suất trên mặt bằng được cân bằng .Nó là cở sở để lưa chọn vò trí lắp đặt các
tủ động lực và tủ phân phối của nhà máy .
II.PHÂN NHÓM VÀ XÁC ĐỊNH TÂM PHỤ TẢI
A.PHẦN LÝ THUYẾT:
Công ty có diện tích khoảng 18824 m
2
Các xưởng được cấp điện từ trạm biến áp,trong xưởng đặt một tủ phân phối chính
có nhiệm vụ cung cấp điện cho tủ phân phối phụ và các tủ động lực còn lại.Từ tủ động
lực sẽ cung cấp điện cho các các thiết bò.
,số thiết bò là 71.Dựa vào cách bố trí trên
mặt bằng mà ta chia thành 6 nhóm,mỗi nhóm thích ứng với một tủ động lực.
Để có lợi về mặt kinh tế cũng như lợi về dây dẫnta phải xác đònh tâm phụ tải,mà
tìm ra tâm phụ tải thì tại đó ta sẽ đặt tủ động lực.
Xác đònh tọa độ;
Để xác đònh tâm phụ tải, ta dựng hệ trục Oxy (đơn vò mét) trên mặt bằng cần thết cung
cấp. Hệ trục này có thể chọn tuỳ ý, ở đây ta chọn góc toạ độ O tại góc trái của tứng
phân xưởng, trục tung là X, trục hoành là Y.
Công thức xác đònh tâm phụ tải:
Dựa vào mặt bằng, bảng vẻ ta xác đònh tâm toạ độ (xy) của từng thiết bò. Toạ độ tâm
phụ tải được xác đònh bằng
∑
∑
=
=
×
=
n
i
dmi
n
i
idmi
P
XP
X
1
1
;
∑
∑
×
=
P
YP
Y
dmi
idmi
Với :
- n :là số thiết bò.
- Pđmi :Công suất đònh mức của từng thiết bò
- X
i
- Y
:Tọa độ x của từng thiết bò
i
Nhận xét:
:Toạ độ x của từng thiết bò
Trên lý thuyết ta tính tâm phụ tải theo công thức , nhưng trên thực tế ta lại bố trí các tủ
động lực cũng như tủ phân phối sao cho phù hợp với mặt bằng sản xuất để thuận lợi
trong việc thao tác và các yếu tố mỹ quan .
HUTECH
LUẬN VĂN TỐT NGHIỆP GVHD:Th.S DƯƠNG LAN HƯƠNG
SVTH: TRẦN HOÀI CHÂU TRANG 9
BẢNG PHÂN NHÓM VÀ TỌA ĐỘ CÁC THIẾT BỊ
NHÓM 1:
STT Tên thiết bò Kh.
mặt
bằng
Số
lượng
Công suất
(KW)
X(m)
Y(m)
1 Băng tải nguyên liệu 1 2 5 104,52
108,03
101,48
2 Máy cấp phụ gia 2 1 5 107,33 94,94
3 Máy nghiền nguyên liệu
đất phụ
3 1 30 107,04 85,8
4 Máy nghiền nguyên liệu
đất chính
4 1 90 105,43 97,9
5
Bơm bùn nghiền xương
6
1
10
103,6
86,2
6
TĐL1
6
145
114,83
104,01
*p dụng công thức trên ta tính toán xác đònh được tâm phụ tải của các nhóm như
sau:
Tâm phụ tải nhóm 1:
Ta có :
)(76,105
145
3,15335
145
6,1031043,1059004,1073033,107503,108552,105
1
1
m
X
X
≈=
×+×+×+×+×+×
=
)(73,94
145
5,13736
145
2,86109,97908,853094,94548,101548,1015
1
1
m
X
Y
≈=
×+×+×+×+×+×
=
Nhưng trên thực tế, để dễ cho việc vận hành và phù hợp ta chọn vò trí của tủ như sau:
X
1
Y
=114,83(m)
1
= 104,01(m)
HUTECH
LUẬN VĂN TỐT NGHIỆP GVHD:Th.S DƯƠNG LAN HƯƠNG
SVTH: TRẦN HOÀI CHÂU TRANG 10
NHÓM 2:
N
H
*
tương tự như trên ta lần lược tính được các nhóm khác như sau:
Tâm phụ tải nhóm 2:
)(93,113
137
68,15607
2
m
X
==
)(68,98
137
28,13519
2
m
Y
≈=
trên thực tế :
X
2
Y
=100,19(m)
2
=94,27(m)
STT Tên thiết bò KH
mặt
bằng
Số
lượng
Công
suất
(KW)
X(m) Y(m)
1 Máy nghiền nguyên liệu
chính
4 1 90 109,31 98,78
2 Môtơ sàng rung bùn 7 4 7,5 117,83
117,83
122,73
122,73
97,68
97,68
100,38
100,38
3 Bơm bùn sấy phun 8 1 17 127,14 97,54
4
TĐL 2
6
137
100,19
94,27
HUTECH
LUẬN VĂN TỐT NGHIỆP GVHD:Th.S DƯƠNG LAN HƯƠNG
SVTH: TRẦN HOÀI CHÂU TRANG 11
NH
ÓM
3:
N
H
O
Ù
M
4
:
Tâm phụ tải nhóm 3:
3,121
7,139
204,16946
3
≈=
X
)(21,84
7,139
039,11764
3
m
Y
≈=
Trên thực tế:
X
3
Y
=137,81(m)
3
STT
=81,72(m)
Tên thiết bò Kh.mặt
bằng
Số
lượng
Công
suất
(KW)
X (m) Y(m)
1
Quạt cấp không khí buồn
đốt sấy phun
10
1
30
132,85
97,54
2 Quạt hút hơi nóng vào
buồn sấy phun
11 1 3 127,14 92,93
3
Bơm phun nhiên liệu dầu
D.O
12
1
2,6
132,85
92,93
4 Băng tải bột vào silo 13 1 6,6 127,14 85,91
5
Băng tải chuyển silo
14
1
7,5
132,85
85,91
6
Máy nghiền nguyên liệu
đất phụ
3 1 30 11,57 85,8
7 Mơtơ khuấy bùn sấy phun 5 4 7,5 104,33
107,7
110,92
114,07
74,84
8 Mơtơ khuấy bùn sấy phun 9 4 7,5 119,73
123,83
127,93
131,66
76,23
9 TĐL 3 14 139,7 137,81 81,72
HUTECH
LUẬN VĂN TỐT NGHIỆP GVHD:Th.S DƯƠNG LAN HƯƠNG
SVTH: TRẦN HOÀI CHÂU TRANG 12
NHÓM 4
Tâm phụ tải nhóm 4:
)(96,99
55,110
309,11050
4
m
X
≈=
)(94,41
55,110
547,4636
4
m
Y
≈=
STT Tên thiết bò Kh.mặt
bằng
Số
lượng
Công
suất
(KW)
X (m) Y(m)
1
Băng tải cấp bột cho sàng
rung bột
15
1
7,5
130,14
71,76
2 Sàng rung bột 16 1 2.7 125.75 69.9
3 Băng tải bột vào silo máy
ép
17 1 1,2 135,4 50,18
4
Máy cấp bột vào khuôn
ép
18
1
0,6
135,4
44,52
5
Bơm dầu thủy lực
20
1
2,2
135,4
39,22
6 Băng tải xếp gạch vào lò
sấy đứng
21 1 1,2 101,17 45,87
7 Quạt cấp không khí vào lò
sấy đứng
22 1 30 109.22 42.46
8 Quạt lưu chuyển hơi nóng
vào lò sấy đứng
23 1 2,2 104,88 42,46
9 Bơm phun nhiên liệu dầu
D.O
24 1 1,4 92,5 27,97
10 Môtơ lưu chuyển gạch lò
sấy đứng
25 1 4 96.81 43.43
11
Băng tải gạch qua khu
tráng men
26 1 1,2 96,84 43,43
12 Máy phun keo 27 1 7,5 99,52 35,87
13 băng tải gạch phun keo 28 1 7,5 103,86 35,87
14 Máy tráng men 29 1 7,5 111,59 29,98
15 Băng tải gạch tráng men 30 1 7,5 105,89 29,98
16 Băng tải xếp gạch 31 1 10,7 84,64 36,77
17 Băng tải gạch vào lò nung 32 1 4.5 86,47 36,77
18
Băng tải gạch vào lò nung
33
1
2,9
77,42
45,14
19
Băng tải gạch trong lò
nung
34
1
8,25
67,68
45,14
20 TĐL 4 19 110,55 93,18 50,81
HUTECH
LUẬN VĂN TỐT NGHIỆP GVHD:Th.S DƯƠNG LAN HƯƠNG
SVTH: TRẦN HOÀI CHÂU TRANG 13
trên thực tế:
X
4
=93,18(m)
Y
4
=50,81(m)
NHÓM 5:
T
âm phụ tải nhóm 5:
)(95,35
1,129
693,4641
5
m
X
≈=
)(87,31
1,129
809,4113
5
m
Y
≈=
Trên thực tế:
X
5
Y
=34,64(m)
5
=13,59(m)
STT Tên thiết bò Kh.mặt
bằng
Số
lượng
Công
suất
(KW)
X (m) Y(m)
1
Băng tải gạch qua khu lựa
chọn sản phẩm
35
1
2,2
37,47
36,17
2 Băng tải kiểm tra gạch 36 2 7,5 20,55 23,31
3 Băng tải phân loại gạch 37 2 5,5 9,67
15,71
34,33
4
Máy đóng thùng
38
2
2
3,74
9,84
24,56
5
Quạt hút khí thải lò nung
39
1
22
57,59
20,29
6 Quạt cấp không khí lò
nung
40 1 19,3 26,23 39,28
7
Quạt cấp nguội gạch
nhanh trực tiếp
41 1 9 42,98 30,07
8 Quạt hút hơi nóng dư lò
nung
42 1 25,3 32,87 40,71
9 Quạt cấp nguội gạch chậm
trực tiếp
43 1 21,3 51,33 30,51
10 TĐL5 12 129,1 34,64 13,59
HUTECH
LUẬN VĂN TỐT NGHIỆP GVHD:Th.S DƯƠNG LAN HƯƠNG
SVTH: TRẦN HOÀI CHÂU TRANG 14
NHÓM 6:
Tâm phụ tải nhóm 6:
)(56,128
2,135
855,17381
6
m
X
≈=
)(77,30
2,135
31,4160
6
m
Y
≈=
trên thực tế:
X
6
Y
=128,25(m)
6
B.PHẦN TÍNH TOÁN:
=36,61(m)
*p dụng công thức trên ta tính toán xác đònh được tâm phụ tải của các nhóm như
sau:
Tâm phụ tải nhóm 1:
Ta có :
)(76,105
145
3,15335
145
6,1031043,1059004,1073033,107503,108552,105
1
1
m
X
X
≈=
×+×+×+×+×+×
=
STT Tên thiết bò Kh.mặt
bằng
Số
lượng
Công
suất
(KW)
X (m) Y(m)
1
Máy ép gạch thủy lực
19
1
66
124,76
38,94
2 Máy nghiền men 45 5 7,5 136,73 15,09
18
22,57
25,39
28,3
3
Băng tải cấp boat cho máy
nghiền men
44
1
7,5
130,92
14,05
4
Máy nghiền men siêu mòn
46
1
11
128,38
18,89
5 Máy khuấy men 47 6 2,2 123,2 14,65
16,92
20,97
25,11
27,39
29,7
6 TĐL6 47 135,2
HUTECH
LUẬN VĂN TỐT NGHIỆP GVHD:Th.S DƯƠNG LAN HƯƠNG
SVTH: TRẦN HOÀI CHÂU TRANG 15
)(73,94
145
5,13736
145
2,86109,97908,853094,94548,101548,1015
1
1
m
X
Y
≈=
×+×+×+×+×+×
=
Nhưng trên thực tế , để dễ cho việc vận hành và phù hợp ta chọn vò trí của tủ như sau:
X
1
Y
=114,83(m)
1
tương tự như trên ta lần lược tính được các nhóm khác như sau:
= 104,01(m)
Tâm phụ tải nhóm 2:
)(93,113
137
68,15607
2
m
X
==
)(68,98
137
28,13519
2
m
Y
≈=
trên thực tế :
X
2
Y
=100,19(m)
2
Tâm phụ tải nhóm 3:
=94,27(m)
3,121
7,139
204,16946
3
≈=
X
)(21,84
7,139
039,11764
3
m
Y
≈=
trên thực tế:
X
3
Y
=137,81(m)
3
Tâm phụ tải nhóm 4:
=81,72(m)
)(96,99
55,110
309,11050
4
m
X
≈=
)(94,41
55,110
547,4636
4
m
Y
≈=
trên thực tế:
X
4
Y
=93,18(m)
4
Tâm phụ tải nhóm 5:
=50,81(m)
)(95,35
1,129
693,4641
5
m
X
≈=
)(87,31
1,129
809,4113
5
m
Y
≈=
trên thực tế:
X
5
=34,64(m)
HUTECH
LUẬN VĂN TỐT NGHIỆP GVHD:Th.S DƯƠNG LAN HƯƠNG
SVTH: TRẦN HOÀI CHÂU TRANG 16
Y
5
Tâm phụ tải nhóm 6:
=13,59(m)
)(56,128
2,135
855,17381
6
m
X
≈=
)(77,30
2,135
31,4160
6
m
Y
≈=
trên thực tế:
X
6
Y
=128,25(m)
6
*Vì các nhóm được đặt rời rạc nhau, ta thấy nhóm 1, nhóm 2 và nhóm 3 đặt gần nhau
cho nên tacần bố trí một tủ phân phối phụ I , để gọp chung 3 nhóm này lại.
=36,61(m)
Vậy ta có tâm phụ tải của tủ phân phối phụ I:
).(69,117
7,139137145
7,13781,13713719,10014583,114
321
332211
mX
PPP
PXPXPX
X
PPPI
TDLTDLTDL
TDLTDLTDLTDLTDLTDL
PPPI
=
++
×+×+×
=
++
×+×+×
=
).(46,93
7,139137145
7,13772,8113727,9414501,104
321
332211
mY
PPP
PYPYPY
Y
PPPI
TDLTDLTDL
TDLTDLTDLTDLTDLTDL
PPPI
=
++
×+×+×
=
++
×+×+×
=
*Giống như trên ta gọp nhóm 3, nhóm 4 và nhóm 5 chung tủ phân phối phụ II.
Vậy ta có tâm phụ tải của tủ phân phối phụ II:
).(67,85
5,1351,12955,110
2,13525,1281,12964,345,11018,93
654
665544
mX
PPP
PXPXPX
X
PPPII
TDLTDLTDL
TDLTDLTDLTDLTDLTDL
PPPII
=
++
×+×+×
=
++
×+×+×
=
).(88,17
2,1351,12955,110
2,13561,361,12959,1355,11081,50
654
6652544
mY
PPP
PYPYPY
Y
PPPII
TDLTDLTDL
TDLTDLTDLTDLTDLTDL
PPPII
=
++
×+×+×
=
++
×+×+×
=
HUTECH
LUẬN VĂN TỐT NGHIỆP GVHD:Th.S DƯƠNG LAN HƯƠNG
SVTH: TRẦN HOÀI CHÂU TRANG 17
VỊ TRÍ TỌA ĐỘ CÁC TỦ ĐỘNG LỰC VÀ TỦ PHÂN PHỐI
STT Tên tủ Công suất
(KW)
Tọa độ X
(m)
Tọa độ Y
(m)
1 TĐL1 145 114,83 104,01
2 TĐL2 137 100,19 94,27
3
TĐL3
139,7
137,81
81,72
4 TĐL4 110,55 93,18 50,81
5 TĐL5 129,1 34,64 13,59
6
TĐL6
135,2
128,25
36,61
7
TPPPI
412,7
117,69
93,46
8
TPPPII
374,85
85,67
17,88
HUTECH
LUẬN VĂN TỐT NGHIỆP GVHD:Th.S DƯƠNG LAN HƯƠNG
SVTH: TRẦN HOÀI CHÂU TRANG 18
CHƯƠNG 3:
PHƯƠNG PHÁP XÁC ĐỊNH PHỤ TẢI TÍNH TOÁN
I.MỤC ĐÍCH :
Khi thiết kế cung cấp điện cho công ty, nhà máy hoặc xí nghiệp nào đó, nhiệm vụ
đầu tiên là phải xác đònh phụ tải điện của công trình ấy.
Việc xác đònh cụ thể phụ tải điện sẽ giúp quyết hàng loạt các vấn đề cụ thể như
tính toán lựa chọn và kiểm tra các thiết bò điện: máy biến áp , dây dẩn , thiết bò đóng
cắt , thiết bò bảo vệ, tính toán sụt áp… … .
Vì vậy nhờ những thông số phụ tải điện người thiết kế có thể khảo sát và tính toán
từ đó lựa chọn phương án tối ưu cả về kỹ thuật cũng như kinh tế.
Có nhiều phương án để phân chia nhóm phụ tải nhưng thông thường là 3 phương án
sau :
Phân nhóm theo vò trí mặt bằng của thiết bò.
Phân nhóm theo công suất.
Phân nhóm theo chức năng làm việc, theo tính chất yêu cầu của công việc.
Tóm lạïi: xác đònh phu tải tính toán không những đúng và chính xác đối với hiện tại mà
còn đúng cho cả tương lai. Phụ tải điện có những tính chất và đặc trưng riêng, cho nên
để xác đònh phụ tải tính toán của các loại phụ tải đó nhười ta phải dùng các phương
pháp khác.
II.CÁC ĐỊNH NGHĨA VÀ KÝ HIỆU CỦA CÁC ĐẠI LƯNG CƠ BẢN:
1.Công suất đònh mức P
đm
Công suất đònh mức điện là công suất ghi trên lốc máy hoặc ghi trong lý lòch của
máy
:
Vì động cơ làm việc có tổn hao, cho nên công suất điện phải lớn hơn gọi là P
đặt
và
được tính như sau :
η
dm
d
P
P =
Với η :là hiệu suất của động cơ ,với những động cơ thông thường thì η có giá trò từ
0.86 đến 0.87 (theo TL1 trang 95) khi có nhiều động cơ công suất nhỏ ,một cách gần
đúng khi tính tóan ra ta c thể coi P
đ
= P
đm
2.Phụ tải trung bình P
tb
Phụ tải trung bình là một đặc trưng tónh cơ bản của chúng,do đó trò số trung bình
phụ tải l đặc trưng của phụ tải thay đổi .
:
Nói chung ,phụ tải trung bình của từng thiết bò trong nhóm đó .
∑
=
=
n
i
tbitb
PP
1
;
∑
=
=
n
i
tbitb
1
3.Phụ tải cực đại P
max
Phụ tải cực đại chia làm 2 nhóm :
:
HUTECH
LUẬN VĂN TỐT NGHIỆP GVHD:Th.S DƯƠNG LAN HƯƠNG
SVTH: TRẦN HOÀI CHÂU TRANG 19
a). Phụ tải cực đại dài hạn trong nhưng khỏang thời gian khác nhau (10,30,60, phút … )
dùng để chọn các phần tử của hệ truyền động điện cung cấp điện theo điều kiện phát
sóng và để tính tổn that công suất cực đại trên các phần tử đó .
b). Phụ tải cực đại ngắn hạn còn gọi là phụ tải đỉnh hay phụ tải cực đại tức thời) trong
khỏang thời gian 1 đến 2 giây . Phụ tải đỉnh nhọn dùng để kiểm tra:
Sự dao động điện áp
Kiểm tra lưới đòên theo điều kiện tự mở máy các động cơ công suất lớn.
Chọn dây của các cầu chì
Tính dòng khởi động của rơle bảo vệ ding điện max.
4.Phụ tải tính tóan P
tt
Phụ tải tính tóan là một số liệu rất cơ bản dùng để thiết kế hệ thống cung cấp điện.
Phụ tải tính tóan là phụ tải giả thiết lâu dài không đổi , tương đương với phụ tải thực
về mặt hiệu ứng lớn nhất .Nói một cách khác phụ tải tính tóan cũng làm nóng dây dẫn
lên tới nhiệt độ bằng nhiệt độ lớn nhất do phụ tải thực tế gây ra . Như vậy nếu chọn
các thiết bò điện theo phụ tải tính tóan thì có thể đảm bảo an tòan về mặt phát nóng
cho các thiết bò đó trong mọi trạng thái vận hành .
:
Quan hệ giữa phụ tải tính tóan với các dạng phụ tái khác được nêu trong bất đẳng
thức sau:
P
tb
≤P
tt
≤P
III.CÁC HỆ SỐ ĐẶC TRƯNG :
max
1.Hệsố sử dụng K
sd
Hệ số sử dụng công suất tác dụng của một thiêt bò điện K
:
sd
hay một nhóm thiết bò
điện K
sd
Đối với một thiết bò :
là tỉ số giữa côn suất tác dụng trung bình và công suất đònh mức .
dm
tb
sd
P
P
K =
(3.1)
Đối với một nhóm thiết bò :
∑
∑
=
=
=
n
i
dmi
n
i
tbi
sdN
P
P
K
1
1
hom
(3.2)
Nếu dựa vào đồ thò phụ tải của nhóm thiết bò , ta có thể xác đònh được hệ số sử
dụng như sau :
) (
21
2211
ndm
nn
sd
tttP
tPtPtP
K
+++
×++×+×
=
(3.3)
Trong đó :
-P
1
,P
2
,P
n
nn
n
ttt
,2,1
: là công suất tác dụng ứng với khoảng thời gian
-P
đm :
là tổng công suất đònh mức của các thiết bò trong đó. Ngoài ra K
sd
còn có
thể tra ở bảng.
HUTECH
LUẬN VĂN TỐT NGHIỆP GVHD:Th.S DƯƠNG LAN HƯƠNG
SVTH: TRẦN HOÀI CHÂU TRANG 20
2.Hệ số phụ tải K
pt
Là tỉ số giữa công suất tác dụng thực tế mà thiết bò tiêu thụ (nghóa là phụ tải trung
bình của nó theo thời gian dòng điện : P
:
tbđđ
tb
tbdd
pt
P
P
K =
) và công suất đònh mức của nó :
(3.4)
3.Hệ số cực đại K
max
Hệ số K
:
max
tb
tt
P
P
K =
max
là tỉ số của công suất tác dụng tính tóan với công suất trung bình của
nhóm thiết bò trong thời gian khảo sát .
(3.5)
4.Số thiết bò hòêu quả
hq
n
:
Giả thiết có một nhóm gồm n thiết bò có công suất đònh mức và chế độ làm việc
khác nhau .Ta gọi n
hq
là số thiết bò hiệu quả cuả nhóm đó, đó là một số quy đổi, gồm
n
hq
Số thiết bò hiệu quả được xác đònh như sau:
thiết bò có công suất đònh mức và chế độ làm việc giống nhau tạo nên phụ tải tính
tóan cực đại tương ứng với n thiết bò ta đang khảo sát .
( )
∑
∑
=
=
=
n
i
i
dmi
i
n
i
dmi
hq
P
P
n
1
1
(3.6)
Trong đó :
-P
đmi
-n : là số thiết bò trong nhóm
: là công suất tác dụng đònh mức của từng thiết bò trong nhóm
Nếu tất cả các thiết bò trong nhóm đều có công suất đònh mức như nhau thì n
hq
=n và
nếu khác nhau thì n
hq
max
1
3
2
dm
n
i
dmi
hq
P
P
n
∑
=
=
< n
(3.7)
5.Hệ số đồng thời K
đt
Hệ số đồng thời là tỉ số giữa phụ tải tính tóan cực đại tổng của một nút hệ thống
cung cấp đòên với tổng số các phụ tải tính toán cực đại của nhóm thiết bò nối vào nút
đó :
:
∑
=
=
n
i
tti
tt
dt
P
P
K
1
(3.8)
Khi thiết kế ,ta có thể lấy một cách gần đúng các giá trò của hệ số đồng thời như
sau :
-Đối với đừơng dây cao áp của mạng cung cấp nội bộ nhà máy thì lấy K
đt
= 0.85÷1
HUTECH
LUẬN VĂN TỐT NGHIỆP GVHD:Th.S DƯƠNG LAN HƯƠNG
SVTH: TRẦN HOÀI CHÂU TRANG 21
- Đối với thanh cái của nhà máy điện của xí nghiệp ,thanh cái của trạm pnân phối
chính lấy K
đt
∗
Điều cần phải chú ý ở đây là sau khi xét đến K
= 0.9÷ 1
đt
6.Hệ số cosϕ
:
thì phụ tải tính tóan tổng ở nút
đang xét của hệ thống cung cấp điện không được nhỏ hơn phụ tải trung bình tại đó.
Là đặc trưng cho một nhóm thiết bò ,nếu hệ số cosϕ của các thiết bò trong nhóm
khác nhau thì phải tính hệ số trung bình theo công suất :
∑
∑
=
×
=
n
i
dmi
idmi
tb
P
pP
p
1
cos
cos
(3.9)
7.Hệ số nhu cầu K
nc
Là hệ số nhu cầu công suất tác dụng là tỉ số giữa công suất tác dụng ting tóan và
công suất tác dụng đònh mức của nhómthiết bò ;
:
dm
tt
nc
P
P
k =
(3.10)
Dựa vào các đònh nghóa hệ số sử dụng ,hệ số cực đại , hệ số nhu cầu ta có được
biểu thức sau :
K
nc
=K
max
=K
sd
Theo sổ tay tra cứu K
(3.11)
nc
= f(n
hq
IV.CÁC PHƯƠNG PHÁP XÁC ĐỊNH PHỤ TẢI TÍNH TOÁN :
)
1.Xác đònh phụ tải tính toán theo hiệu suất tiêu hao điện năng trên đơn vò sản
phẩm. Đối với các hộ tiêu thụ có đồ thò phụ tải không đổi hoặc thay đổi ít theo thời
gian thì nên dùng theo phương pháp này để xác đònh phụ tải tính toán :
P
tt
=P
ca
cao
T
Mb ×
tt,ca
Trong đó :
(3.12)
-b
o
-M
: Là suất tiêu hao điện năng trên một đơn vò sản phẩm (KWh)
ca
-T
: là số lượng sản phẩm sản xuất trong một ca
ca
*Nhận xét : Phương pháp chỉ có kết quả gần đúng ,thường áp dụng cho các xí nghiệp
có phụ tải ít thay đổi theo thời gian .
: là thời gian làm việc của ca mang tải lớn nhất (giờ)
2.Xác đònh phụ tải tính toán theo công suất trên một đơn vò diện tích sản xuất. Với
những phân xưởng sản xuất có nhiều thiết bò tương đối đồng đều ,ta có thể dùng
phương pháp này để xác đònh phụ tải tính tóan:
P
tt
=p
o
Trong đó:
.F (3.13)
-P
o
: Công suất tính tóan trên một m
2
diện tích sản xuất (KW/m
2
-F: là diện tích bố trí thiết bò (m
)
2
Giá trò P
)
o
có thể tra trong các sổ tay.
HUTECH
LUẬN VĂN TỐT NGHIỆP GVHD:Th.S DƯƠNG LAN HƯƠNG
SVTH: TRẦN HOÀI CHÂU TRANG 22
*Nhận xét : Phương pháp này là phương pháp gần đúng và theo kinh nghiệm.
3.Xác đònh phụ tải tính toán theo công suất đặt và hệ số nhu cầu :
Phụ tải tính tóan của nhóm thiết bò có chế dộ làm việc giống nhau được xác đònh
theo biểu thức :
P
tt
∑
dt
P
=Knc. (3.14)
Q
tt
=P
tt
S
=tgϕ (3.14a)
tt
p
P
QP
tt
tttt
cos
22
=+
= (3.14b)
Mà :
η
dm
dt
P
P =
Trong đó :
-P
tt
-Q
:Công suất tác dụng (Kw)
tt
-S
: Công suất phản kháng (Kvar)
tt
-K
: Công suất biểu kiến (KVA)
nc
-η: Hiệu suất
: Hệ số nhu cầu
*Nhận xét : Phương pháp này là phương pháp gần đúng sơ lược để tính tóan sơ bộ
trong thiết kế . Nhược điểm là kém chính xác vì K
nc
4. Xác đònh phụ tải tính tóan theo công suất trung bình về hệ số cực đại:
tra ở sổ tay
Khi không có số liệu cần thiết để áp dụng các phương pháp đơn giản đã nêu ở trên
đồng thời muốn nâng cao độ chính xác khi tính tóan phụ tải ta nên dùng phương pháp
này .
a).Đối với nhóm thiết bò ba pha :
Các phương pháp tính toán :
Khi n
hq
P
≥ 4 thì :
tt
=K
max
.P
tb
=K
max
.K
sd
P
đm
-Khi n
.
hq
≤ 10 thì Q
tt
=1.1Q
tb.
-
Khi n
hq
≥10 thì Q
tt
=Q
Trong đó :Q
tb
tb
=K
sd
.P
đm
Khi n
hq
-Khi n≤ 3 thì
≤ 4 thì :
P
tt
∑
=
1
1n
dmi
P
= (3.15)
Q
tt
1
1
1
tgpP
n
dmi
⋅
∑
=
= (3.16)
-Khi n >3 thì :
pti
n
i
dmtt
kPP ×=
∑
=1
(3.17)
ϕ
tgPPQ
ptitttt
××=
∑
(3.18)
HUTECH
LUẬN VĂN TỐT NGHIỆP GVHD:Th.S DƯƠNG LAN HƯƠNG
SVTH: TRẦN HOÀI CHÂU TRANG 23
Trong đó:
n: là số thiết bò trong nhóm.
K
pt
Đối với thiết bò dài hạng : k
:là hệ số phụ tải của thiết bò.
pt
Đối với thiết bò làm việc ngắn hạn: k
=0,9
pt
b).Đối với nhóm thiết bò một pha :
=0.75
Phụ tải tính toán của nhóm thiết bò một pha,phân bố đề trên mạng ba pha có cùng
chế độ làm việc,có đồ thò phụ tải thay đổi,tùy theo n
hq
Chú ý: là cách xác đònh n
mà dùng công thức ở mục (a)
để tính.
hq
max
1
3
2
dm
n
i
dmi
hq
P
P
n
∑
=
=
của nhóm thiết bò một pha theo công thức đơn giản sau:
(3.19)
Trong đó:
-
∑
=
n
i
dmi
P
1
:là tổng công suất của n thiết bò một pha của nhóm.
-P
đm max
Phụ tải tính toán quy ước về mạng diện ba pha của nhóm thiết bò một pha(n>3),có
đồ thò phụ tải thay đổi,có cùng chế độ làm việc thì:
:là công suất đònh mức của một thiết bò một pha lớn nhất.
MdmMtbtt
PKKPP
ΦΦ
××=××=
maxmax
*
33
(3.20)
-khi n
hq
MdmsdMtbtt
QKQQ
ΦΦ
×=×= 3.31,1.3
*
≤ 10 ta có:
(3.21)
-khi n
hq
MdmsdMtbtt
QKQQ
ΦΦ
×== 3.3
*
> 10 ta có:
(3.22)
Trong đó:
-P
tbφM
,Q
tbφM
Phụ tải tính toán quy ước về mạng ba pha của nhóm (n>3),có đồ thò phụ tải thay
đổi,và chế độ làm việc khac nhau,làm việc ở điện áp pha và điện áp dây phân bố
không đồng đềutrnê lưới ba pha, được xác đònh theo biểu thức sau:
là công suất trung bình trong ca mang tải lớn nhất trong lưới điện ba
pha
Mtbtt
KPP ×=
**
(3.23)
-Khi n
hq
**
1,1
tbtt
QQ ×=
≤10 ta có :
(3.23a)
-khi n
hq
**
tbtt
QQ =
>10 ta có:
(3.23b)
Trong đó:
-
**
,
tbtb
QP
:là công suất trung bình quy ước về mạng điện ba pha và xác đònh theo:
****
.3;.3
tbtttbtt
PPQQ ==
(3.24)
HUTECH
LUẬN VĂN TỐT NGHIỆP GVHD:Th.S DƯƠNG LAN HƯƠNG
SVTH: TRẦN HOÀI CHÂU TRANG 24
V.XÁC ĐỊNH PHỤ TẢI ĐỈNH NHỌN:
Ta cần xác đònh phụ tải đỉnh nhọn để chọn các thiết bò bảo vệ như:CB,cầu chì ,chỉ
đònh dòng bảo vệ rơ le…
Nguyên nhân xuất hiện của phụ tải đỉnh nhọn là khi mở máy các động cơ, lò,dòng
điện tăng đột ngột ảnh hưởng đến các thiết bò khác. Phụ tải đỉnh nhọn xuất hiện tức
thời trong khoản thời gian 1 đến 2 giây. Vì vậy việc xác đònh phụ tải đỉnh nhọn là rất
cần thiết.
Đối với một thiết bò thì dòng đỉnh nhọn được xác đònh như sau:
I
đn
=K
mm
.I
đm
Đối với một nhóm thiết bò thì dòng đỉnh nhọn được xác đònh như sau:
(3.26)
I
đn
=K
mm
.I
đm max
+(I
tt
– K
sd
.I
đm max
Khi n≤4 thiết bò thì:
) (3.27)
I
đn
=K
mm
.I
đm max
+I
tt
Trong đó :
(các thiết bò còn lại) (3.28)
-K
mm
• Đối với động cơ không đồng bộ roto lồng sóc và động cơ điện đồng bộ thì
là hệ số mở máy của động cơ .
K
mm
• Đối v ới động cơ một chiều hoặc động cơ đồng bộ roto dây quấn thì K
=5.
mm
• Đối với các lò và các máy biến áp hàn thì K
≥2.5
mm
Để đơn giản trong tính toán, ở đây ta chọn K
≥3
mm
Với:-I
=5.
đm max
-I
:dòng đònh mức lớn nhất trong nhóm.
tt
-K
:dòng tính toán trong nhóm .
sd
VI.NHẬN XÉT VÀ CHỌN PHƯƠNG ÁN THẾT KẾ:
:hệ số ử dụng của dòng động cơ có dòng đònh mức lớn nhất.
Các phương án tính toán phụ tải đều có những ưu điểm khác nhau. Nhưng khi thiết
kế cần có sự chính xác cao nên ta chon phơng pháp tính toán theo công xuất trung bình
và hệ số cực đại cho kết quả tương đối chính xác để áp dụng cho công ty ốp lát gạch
men.
HUTECH
LUẬN VĂN TỐT NGHIỆP GVHD:Th.S DƯƠNG LAN HƯƠNG
SVTH: TRẦN HOÀI CHÂU TRANG 25
CHƯƠNG 4
XÁC ĐỊNH PHỤ TẢI VÀ TÍNH TOÁN CHO CÔNG TY
I.MỤC ĐÍCH:
Xác dònh phụ tải tính toán của xưởngđể lảm cơ sở lựa chọn các thiết bò trong công
ty :máy biến áp,thiết bò bảo vệ CB,dây dẫn…
II.GIỚI THIỆU PHỤ TẢI TÍNH TOÁN CÔNG TY:
Công ty ốp lát gạch men có điện tích khoản 18824(m
2
) và được chia thành 6 nhóm
và được cấp điện từ một tủ phân phối chính.Vì tính chất quan trọng của công ty nên
cần đòi hỏi phải cung cấp điện liên tục, độ tinh cậy cao,do đó ta chọn theo phương
pháp tính toán phụ tải theo công suất trung bình và hệ số k
max
III.XÁC ĐỊNH PHỤ TẢI TÍNH TOÁN CÔNG TY:
để nâng cao độ chính
xác khi chọn dây dẫn,thiết bò bảo vệ
NHÓM 1: Gồm các thiết bò trong khu nghiền xương và khu sấy phun
1
.Dòng đònh mức của thiết bò được xác đònh như sau:
ϕ
cos3 ××
=
dm
dm
dm
U
P
I
Trong đó:
-P
đm
-U
là công suất đònh mức
đm
là điện áp đònh mức thiết bò (U
đm
-cosϕ là hệ số công suất
=380V)
1.1Dòng đònh mức băng tải nguyên liệu số 1:
)(04,9
84.038,03
5
1
AI
dm
=
××
=
STT
Tên thiết bò Kh.
mặt
bằn
g
Số
lư
ợn
g
Công suất
(KW)
cos
ϕ
/
tg
ϕ
K I
sd
(A)
đm
I
(A)
mm
1tb tổng
1 Băng tải nguyên liệu 1 2 5 10 0,84/0,65 0,65 0,94 54,24
2 Máy cấp phụ gia 2 1 5 5 0,84/0,65 0,6 0,94 45,2
3
Máy nghiền nguyên
liệu đất phụ
3
1
30
30
0,87/0,57
0,7
52,3
9
261,95
4 Máy nghiền nguyên
liệu đất chính
4 1 90 90 0,89/0,51 0,7 153,
6
768
5
Bơm bùn nghiền xương
6
1
90
10
0,83/0,7
0,7
18,5
3
92,65
Tổng
TĐL1
6
145
0,86/0,59
0,69