Luyen thep lo dien
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (807.42 KB, 72 trang )
LUYỆN THÉP LÒ ĐIỆN
LUYỆN THÉP LỊ ĐIỆN
• Trong lị điện có thể luyện thép hợp kim với hàm lượng
lưu huỳnh, photpho và các tạp chất phi kim thấp, ít cháy
hao các nguyên tố hợp kim. Trong q trình nấu luyện
lị điện có thể điều chỉnh nhiệt độ và thành phần hóa học
của kim loại chính xác, nấu luyện bất kỳ hợp kim nào.
• Lị điện có các ưu điểm so với các lị luyện thép khác
cho nên người ta chỉ nấu luyện các loại thép dụng cụ,
thép ổ lăn, thép làm việc ở nhiệt độ cao và nhiều loại
thép khác trong các lò điện.
• Lị điện cơng suất lớn được sử dụng thành cơng để
luyện thép cacbon thấp và cacbon cao. Ngồi ra, lò điện
còn sử dụng để sản xuất các loại hợp kim fero khác
nhau, đó là các hợp kim của sắt với các nguyên tố cần
đưa vào thép để hợp kim hóa và khử oxi.
1. Cấu tạo của lị điện hồ quang.
•Hiện nay, nước Nga đã đi vào sản xuất thép trong lò điện 100250 tấn/mẻ, nước Mỹ sử dụng loại lò 200-360 tấn/mẻ để sản xuất
thép cacbon chất lượng, còn Trung Quốc, Ấn Độ đã sử dụng lò
điện cỡ 100-200 tấn/mẻ để sản xuất thép cacbon và thép hợp
kim.
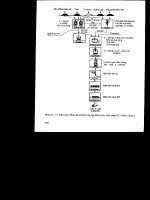
•Trên hình 1 là lị hồ quang có dung tích 200 tấn. Lị gồm có vỏ lị
bằng thép dạng hình trụ với đáy hình cầu. Bên trong vỏ thép là
gạch chịu lửa. Lò được đậy bằng nắp tháo rời được. Lị có cửa
thao tác và lỗ tháo thép nối với máng tháo. Lò được cấp điện
xoay chiều 3 pha. Nung nóng và nấu chảy kim loại thực hiện
được nhờ hồ quang giữa các đầu của 3 điện cực và kim loại trong
lò. Lò tựa trên hai trụ đỡ hình viên phân, lăn trên hai bệ lị. Nhờ
cơ cấu thanh răng, lị có thể nghiêng về phía máng tháo hay cửa
thao tác. Trước khi nạp liệu vào lò, nắp lò được nâng lên nhờ cần
trục, sau đó nắp lị và các điện cực được quay về hướng máng
tháo và liệu được nạp vào lò từ thùng chất liệu.
Hình 1. 1- Điện cực; 2- Kẹp điện cực; 3- Nắp lị; 4- Móc treo
nắp lị; 5- Vành ơm nắp lị; 6- Vỏ lị hình trụ; 7- Sàn thao tác; 8Cơ cấu nghiêng lò; 9- Bệ lò; 10.Giá lắc; 11. Máng tháo thép;
12. Cần trục; 13. Dây dẫn mềm; 14. Trụ đỡ kẹp điện cực; 15.
Xà ngang của kẹp điện cực; 16. Ống dẫn điện.
1.1. Các thiết bị cơ khí của lị điện hồ quang
• Vỏ lị. Vỏ lị phải chịu được tải trọng của vật liệu chịu lửa
và kim loại. Vỏ lò được hàn từ thép tấm dày 16-50 mm tùy
thuộc vào kích thước lị. Nội hình khơng gian làm việc của
lị phụ thuộc vào hình dạng vỏ lị. Phổ biến nhất là vỏ lị
hình trụ-nón (hình 2).
• Phần dưới vỏ lị có dạng hình trụ, cịn phần trên – hình
nón cụt mở rộng về phía trên. Hình dạng vỏ lị như vậy dễ
vá lò bằng vật liệu chịu lửa, thành lò nghiêng tăng độ bền
của lớp xây vì xa hồ quang hơn. Người ta cịn sử dụng vỏ
lị hình trụ có các tấm làm nguội bằng nước. Để giữ được
dạng hình trụ, vỏ lò được tăng cường bằng các gân, vành
cứng. Đáy vỏ lị có dạng hình cầu để đảm bảo độ bền vỏ
lò lớn nhất và khối lượng gạch chịu lửa nhỏ nhất. Đáy lị
được làm bằng thép khơng từ tính để lắp đặt dưới lò thiết
bị khuấy trộn bằng điện từ.
Hình 2. Vỏ lị điện hồ quang hình trụ - nón
• Nắp lị. Phía trên của lị được đậy bằng nắp lò. Nắp lò
được xây bằng gạch chịu lửa trong vành ơm nắp lị. Bên
dưới vành ơm nắp lị có vành gờ nằm trong rãnh cát của
vỏ lò. Trong lớp xây vịm nắp lị có chừa lại 3 lỗ để đưa
các điện cực vào lị. Đường kính lỗ lớn hơn đường kính
điện cực nên trong thời gian nấu luyện khí nóng phun ra
khe hở gây hư hỏng điện cực và mất nhiệt. Do vậy, người
ta đặt các vịng ơm điện cực để làm kín lỗ đặt điện cực và
làm nguội vịm lị. Trong vịm lị cịn có lỗ để hút khí mang
bụi và lỗ để thổi oxi.
• Cửa thao tác. Để nạp liệu vào lị có dung tích nhỏ và để
đưa các thành phần hợp kim, trợ dung vào các lị lớn, để
cào xỉ, quan sát, vá sửa lị có cửa thao tác được viền bằng
khung đúc. Các thanh dẫn hướng được gắn vào khung
cửa. Nắp cửa lò sẽ trượt trên các thanh dẫn hướng này.
Để nâng nắp cửa lò, người ta sử dụng các cơ cấu dẫn
động bằng khí nén, thủy lực hay cơ điện.
• Phía đối diện với cửa lị có cửa tháo thép ra khỏi
lò. Máng tháo được hàn vào cửa tháo thép. Lỗ để
tháo thép có dạng trịn đường kính 120-150 mm
hay chữ nhật 150x250 mm. Máng tháo được hàn
vào vỏ lị với một góc nghiêng 10-120 theo phương
ngang. Phía trong máng tháo lót bằng gạch samơt,
chiều dài máng tháo khoảng 1-2 m.
• Kẹp điện cực để cấp điện cho điện cực và để kẹp
điện cực. Đầu của kẹp điện cực bằng đồng thanh
hay bằng thép và được làm nguội bằng nước vì bị
nung nóng mạnh bởi nhiệt từ lị và các dòng điện
tiếp xúc. Bộ kẹp điện cực phải kẹp chặt điện cực
và có điện trở tiếp xúc nhỏ. Phổ biến nhất là kẹp
điện cực kiểu lị xo-khí nén (hình 3).
Hình 3. Cơ cấu dịch
chuyển các điện cực
(a); Kẹp điện cực kiểu
lị xo - khí nén (b)
1- Điện cực; 2- Vòng
kẹp; 3- Xà ngang của
kẹp điện cực; 4- Puly;
5- Trụ đỡ; 6- Đối trọng;
7- Động cơ của cơ cấu
dịch chuyển điện cực;
8- Xilanh khí nén; 9Ống dẫn điện; 10- Lị
xo; 11- Đầu kẹp điện
cực; 12- Thanh kéo
• Việc kẹp điện cực thực hiện được nhờ không khí nén.
Kẹp điện cực được gắn vào xà ngang – côngxon, gắn
chặt với trụ di động (trụ trong) tạo thành một kết cấu
cứng. Trụ trong có thể di chuyển lên xuống bên trong trụ
cố định dạng hộp (trụ ngoài). Ba trụ ngoài cố định liên
kết cứng vào một kết cấu chung, đặt trên sàn của giá
lắc. Trụ ngồi có gắn 4 hoặc 8 puly bên trong, có nhiệm
vụ dẫn động trụ trong lên xuống theo hướng nhất định.
Sự dịch chuyển của các trụ trong nhờ hệ thống dây tời,
đối trọng, được truyền động bằng các động cơ hay thiết
bị thủy lực. Cơ cấu dịch chuyển điện cực phải đảm bảo
nâng điện cực nhanh trong trường hợp sụt liệu khi nấu
luyện, hay hạ điện cực xuống đều để tránh nhúng sâu
vào kim loại hay va đập với các cục liệu chưa nóng
chảy. Tốc độ nâng điện cực khoảng 2,5-6,0 m/phút; tốc
độ hạ điện cực 1,0-2,0 m/phút.
• Cơ cấu nghiêng lò phải nghiêng lò đều đặn về
phía lỗ tháo một góc 40-450 và về phía cửa thao
tác một góc 10-150 để tháo xỉ. Sơ đồ cơ cấu
nghiêng lị như hình 4. Thân lị đặt trên giá lắc,
tựa trên hai – bốn trụ đỡ hình viên phân, lăn
theo các thanh dẫn hướng nằm ngang. Trong
các trụ hình viên phân có các lỗ, cịn trong các
thanh dẫn hướng có các răng vấu để ngăn
ngừa sự trượt của các trụ hình viên phân khi
nghiêng lị. Việc nghiêng lị nhờ thanh răng và
cơ cấu bánh răng hay dẫn động thủy lực. Hai
xilanh được gắn chặt trên gối tựa cố định của
móng lị, cịn cần pittơng liên kết với trụ hình
viên phân bằng khớp nối.
Hình 4. Sơ đồ nghiêng lị
điện hồ quang
Hình 5. Sơ đồ thùng liệu
• Hệ thống nạp liệu. Thường có hai dạng: Nạp liệu qua
cửa thao tác bằng máy nạp liệu và nạp liệu từ trên xuống
bằng thùng liệu. Nạp liệu qua cửa thao tác chỉ sử dụng
cho các lị nhỏ.
• Khi nạp liệu từ trên xuống một-hai lần nạp trong ~5 phút,
gạch chịu lửa ít bị nguội hơn, rút ngắn thời gian nấu luyện,
giảm tiêu hao điện năng, sử dụng dung tích lò hiệu quả
hơn. Để nạp liệu vào lò, người ta nâng nắp lò lên trên vỏ
lò 150-200 mm và quay cùng với các điện cực về một
phía, khơng gian lị được mở ra hoàn toàn để đưa thùng
liệu vào. Nắp lò được treo trên khung. Khung liên kết với
các trụ cố định của các kẹp điện cực thành một kết cấu
cứng tựa trên bàn quay, được gắn chặt với ổ lăn. Các lị
lớn có tháp quay, trong đó tập trung tất cả các cơ cấu
quay nắp lò. Tháp quay xung quanh các khớp trên các
con lăn theo đường ray hình cung.
• Thùng liệu là hình trụ bằng thép, có đường kính
nhỏ hơn đường kính khơng gian làm việc của lị.
Phía dưới hình trụ có các tấm hình quạt mềm, di
động ghép lại. Đầu cuối của các tấm hình quạt
được thắt chặt lại qua vòng dây cáp. Việc cân và
nạp liệu vào thùng liệu được thực hiện ở sân liệu
của phân xưởng luyện thép. Thùng liệu được đưa
vào xưởng luyện thép bằng xe goòng và được
nhấc lên bằng cầu trục và được thả xuống lò. Nhờ
cơ cấu nâng phụ của cầu trục, người ta bứt dây
cáp ra khỏi tai vấu của các tấm hình quạt và khi
nâng thùng liệu, các tấm hình quạt mở ra, liệu rơi
vào thùng theo trình tự mà liệu đã được xếp vào
thùng. Sơ đồ thùng liệu được thể hiện trên hình 5.
• Khi sử dụng liệu là sắt xốp dạng viên, việc nạp
liệu có thể được thực hiện liên tục theo ống
dẫn đi vào lỗ trên nắp lị.
• Trong thời gian luyện thép, các điện cực khoét
ba hố trong liệu, đáy của các hố này tập trung
kim loại lỏng. Để nhanh chóng nấu chảy liệu, lị
được trang bị thiết bị quay thân lị về phía khác
với một góc 800. Như vậy, các điện cực sẽ
khoét 9 hố trong liệu. Để quay thân lò, người ta
nhấc nắp lò, nhấc các điện cực cao hơn mức
liệu và quay thân lò nhờ vành bánh răng gắn
trên vỏ lò và bánh răng truyền động. Thân lò
tựa trên các con lăn.
• Làm sạch khí thải. Khi làm việc, các lị hồ quang luyện
thép lớn sẽ thải vào mơi trường khí quyển một lượng khí
lớn mang theo bụi. Khi sử dụng oxi và các vật liệu bột còn
tăng thêm bụi trong khí thải. Hàm lượng bụi trong khí lị
điện hồ quang đạt đến 10g/m3, cao hơn nhiều so với tiêu
chuẩn cho phép. Để thu bụi, người ta hút khí từ lị ra bằng
quạt hút cơng suất lớn. Để hút khí, người ta tạo bốn lỗ có
ống hút khí trong nắp lị. Ống đi qua khe hở, cho phép
nghiêng lò hay quay lị, đi đến ống dẫn khí cố định. Trên
đường đi, khí được pha lỗng bằng khơng khí, cần thiết
để đốt cháy khí CO. Sau đó khí được làm nguội bằng các
vòi phun nước trong thiết bị trao đổi nhiệt và được đưa
đến ống Venturi, ở đó bụi được giữ lại do thấm nước.
Người ta còn sử dụng các bộ lọc túi vải, lọc điện. Người ta
sử dụng hệ thống làm sạch khí cho tồn bộ phân xưởng
luyện thép lị điện bằng cách đặt các chụp hút khí dưới
mái nhà xưởng, phía trên lị điện.
• Lớp lót của lị. Phần lớn các lị hồ quang có lớp lót mang tính
bazơ, bằng vật liệu cơ bản là MgO. Lớp lót lị tạo ra bể chứa
kim loại và đóng vai trị cách nhiệt, giảm mất nhiệt. Các phần
chính của lớp lót lị 100 tấn như hình 6. Nhiệt độ ở vùng hồ
quang điện đạt đến vài ngàn độ. Mặc dù lớp lót lị cách xa hồ
quang, nó vẫn phải chịu sự nung nóng đến 17000C. Do vậy,
để xây lớp lót lị, vật liệu phải có độ chịu lửa, độ bền cơ học,
độ bền nhiệt và độ bền hóa học cao. Đáy lị được xây theo
trình tự sau: Trên lớp vỏ thép người ta lót amiăng tấm, trên
lớp amiăng là lớp bột samôt, rồi đến hai lớp gạch samơt và
lớp gạch manhêzit xây phía trong. Trên lớp gạch manhêzit,
người ta đầm một lớp bằng bột manhêzit với nhựa than đá và
pec dầu mỏ. Chiều dày lớp đầm khoảng 200 mm. Chiều dày
tổng của lớp xây đáy lò gần bằng chiều sâu bể chứa kim loại
và có thể đạt đến 1 m đối với các lò lớn. Sau khi lót amiăng và
xây gạch samơt, tường lị được xây bằng gạch crơm-manhêzit
khơng nung có kích thước lớn với chiều dài đến 430 mm.
Hình 6. Sơ đồ lớp lót lị hồ quang 100 tấn
1- Vỏ kim loại; 2- Amiăng tấm; 3- Lớp bột samôt; 4- Gạch samôt;
5- Gạch manhêzit; 6- Bột manhêzit; 7- Vòng ray; 8- Nắp cửa
thao tác; 9- Khung cửa thao tác; 10- Vịng ơm điện cực; 11Cửa van cát; 12- Gạch crom-manhêzit; 13- Amiăng vụn
• Tường lị có thể xây bằng gạch trong các khung sắt để
đảm bảo hàn các viên gạch thành một khối liền. Tuổi
thọ của tường lò khoảng 100-150 mẻ nấu. Tuổi thọ của
đáy lò khoảng một – hai năm. Lớp lót của nắp lị làm
việc trong điều kiện khó khăn. Lớp này phải chịu tải
nhiệt lớn từ hồ quang điện và nhiệt bức xạ từ xỉ. Nắp lò
được xây bằng gạch crôm-manhêzit. Người ta sử dụng
gạch tiêu chuẩn và gạch định hình để xây nắp lị.
Trong mặt cắt ngang, nắp lị có dạng vịm để đảm bảo
sự liên kết chặt chẽ giữa các viên gạch với nhau. Tuổi
thọ của nắp lị khoảng 50-100 mẻ nấu. Nó phụ thuộc
vào chế độ điện của mẻ nấu, thời gian kim loại lỏng ở
trong lò, thành phần của thép đang nấu và của xỉ. Phổ
biến nhất là nắp lị có nước làm nguội và tấm làm
nguội tường lò. Các bộ phận này giảm nhẹ điều kiện
làm việc của lớp lót.
• Điện cực và hồ quang điện. Dòng điện đi vào khơng gian
nấu luyện của lị được cung cấp qua các điện cực có đường
kính từ 100 đến 610 mm và chiều dài đến 1500 mm. Trong
các lò nhỏ, người ta sử dụng điện cực bằng than, còn trong
các lò lớn – điện cực graphit. Điện cực graphit được làm từ
các vật liệu cacbon ít tro: Cốc dầu mỏ, nhựa than đá, pec dầu
mỏ. Vật liệu làm điện cực được trộn đều và ép, sau đó nung
trong các lị đốt bằng gas ở 1300 0C rồi nung graphit hóa ở
2600-28000C trong các lị điện trở. Trong q trình vận hành,
do sự oxi hóa bởi khí lị và phun bụi khi hồ quang cháy, các
điện cực bị cháy. Theo mức độ ngắn dần của điện cực,
người ta hạ các điện cực xuống lò và kẹp điện cực sẽ ngày
càng gần nắp lị. Đến lúc điện cực trở nên q ngắn, khơng
thể giữ được hồ quang thì cần phải nối dài điện cực. Để nối
dài điện cực, ở đầu cuối điện cực có lỗ ren để vặn ống nối
chuyển tiếp vào. Nhờ ống nối chuyển tiếp, các điện cực được
nối dài. Tiêu hao điện cực vào khoảng 5-9 kg/tấn thép.