Giáo trình Chế tạo hệ thống thông gió công nghiệp (Nghề Chế tạo thiết bị cơ khí Trình độ Cao đẳng)
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (5.84 MB, 88 trang )
ỦY BAN NHÂN DÂN TỈNH BÌNH ĐỊNH
TRƯỜNG CAO ĐẲNG
KỸ THUẬT CƠNG NGHỆ QUY NHƠN
GIÁO TRÌNH
MƠN HỌC 08: KỸ THUẬT CHẾ TẠO THIẾT BỊ CƠ KHÍ
NGHỀ: CHẾ TẠO THIẾT BỊ CƠ KHÍ
TRÌNH ĐỘ CAO ĐẲNG
Ban hành kèm theo Quyết định số:
/QĐ- CĐKTCN ngày .... tháng .... năm 20.....
của Hiệu trưởng trường Cao đẳng Kỹ thuật Cơng nghệ Quy Nhơn
Bình Định
1
TUYÊN BỐ BẢN QUYỀN
Tài liệu này thuộc loại sách giáo trình nên các nguồn thơng tin có thể được phép
dùng nguyên bản hoặc trích dùng cho các mục đích về đào tạo và tham khảo.
Mọi mục đích khác mang tính lệch lạc hoặc sử dụng với mục đích kinh doanh
thiếu lành mạnh sẽ bị nghiêm cấm.
2
LỜI GIỚI THIỆU
Giáo trình Chế tạo hệ thống thơng gió là giáo trình chun mơn phục vụ cho
việc đào tạo mơ đun 22“Chế tạo hệ thống thơng gió” trong chương trình đào tạo nghề
chế tạo thiết bị cơ khí.
Nội dung biên soạn của giáo trình dựa theo chương trình của mơ đun chế tạo hệ
thống thơng gió bao gồm 10 bài như chương trình chi tiết:
Để thuận lợi cho người học nên giáo trình được bố trí có những mục nhỏ, trong
các mục nhỏ bao gồm lý thuyết liên quan, trình tự thực hiện và thực hành; tài liệu cịn
được bổ sung thêm các phần lý thuyết để người học tham khảo thêm. Đặc biệt trong
giáo trình đưa vào phần lý thuyết khai triển để người học tham khảo phương pháp khai
triển để vận dụng vào khi làm bài tập...
Trong quá trình biên soạn tham khảo một số tài liệu tham khảo ở phần tài liệu
tham khảo.
Biên soạn
Khoa Cơ Khí
MỤC LỤ
1
BÀI 1: CHUẨN BỊ ĐIỀU KIỆN CHẾ TẠO
7
1. 1 Lý thuyết chuẩn bị điều kiện chế tạo
7
1.1.1 Cấu tạo, nhiệm vụ của hệ thống thơng gió
7
1.1.2 Đọc tài liệu
9
1.1.3. Kiểm tra mặt bằng thi công, sàn thao tác
9
1.1.4. Lập phương án thi cơng
9
1.1.5. Chuẩn bị dụng cụ vật tư:
10
1.2 Trình tự thực hiện
10
1.3 Thực hành
11
Bài 2: CHẾ TẠO ỐNG DẪN THẲNG
12
2.1. Lý thuyết chế tạo ống dẫn thẳng
12
2.1.1 Cấu tạo, phân loại, ghép mối nối ống dẫn khí thẳng
12
2.1.2. Đọc xử lý bản vẽ chi tiết ống dẫn khí thẳng
13
2.1.3. Vẽ khai triển
13
2.1.4 Triển khai kích thước:
14
2.16. Uốn tạo hình ống
16
2.1.7. Nắn sửa kiểm tra chi tiết ống
18
2.2 Trình tự thực hiện
19
2.3 Thực hành
20
Bài 3: CHẾ TẠO CÚT (NGOẶT)
22
3.1. Lý thuyết chế tạo cút
22
3.1.1 Các loại cút dẫn khí
22
3.1.2. Đọc xử lý bản vẽ chi tiết cút (ngoặt):
23
3.1.3. Khai triển chi tiết ngoặt có tiết diện trịn
23
3.1.4 Khai trển cút ( khuỷu) cong, ghép nhiều mảnh
24
3.1.5. Cắt ống trịn
26
3.2 Trình tự thực hiện
26
3.3 Thực hành
26
Bài 4: CHẾ TẠO ỐNG CHUYỂN TIẾT DIỆN
28
4.1 Lý thuyết chế tạo ống chuyển đổi tiết diện
28
4.1.1 Cấu tạo, phân loại ống chuyển tiết diện dẫn khí
28
4.1.2. Đọc và xử lý bản vẽ
29
2
4.1.3 Vẽ khai triển hình gị
29
4.2 Trình tự thực hiện
32
4.3 Thực hành
32
Bài 5: CHẾ TẠO PHỂU HÚT, THỔI KHÍ
33
5.1. Lý thuyết chế tạo phễu hút, phễu thổi
33
5.1.1 Công dụng, cấu tạo phễu hút thổi khí
33
5.1.2. Đọc sử lý bản vẽ chi tiết phễu hút:
33
5.1.3. Vẽ khai triển hình gị – Phểu hút thổi khí
34
5.2 Trình tự thực hiện
37
5.3 Thực hành
38
Bài 6: CHẾ TẠO GIÁ TREO ĐỠ ỐNG
39
6.1. Lý thuyết chế tạo giá đỡ
39
6.1.1 Công dụng, cấu tạo giá treo, đỡ
39
6.1.2.Công dụng, cấu tạo giá đỡ máy:
39
6.1.2. Đọc xử lý bản vẽ chi tiết giá treo, đỡ
40
6.1.3. Tính kích thước chiều dài phơi
40
6.2 Trình tự thực hiện
42
6.3 Thực hành
42
Bài 7: CHẾ TẠO VAN ĐIỀU CHỈNH LƯU LƯỢNG KHÍ
44
7.1. Lý thuyết chế tạo van điều chỉnh lưu lượng
44
7.1.1 Công dụng, cấu tạo, nguyên lý làm việc
44
8.1.2. Đọc xử lý bản vẽ các chi tiết của van điều chỉnh lưu lượng khí:
45
7.1.3 Kỹ thuật tán đinh
46
7.2 Trình tự thực hiện
50
7.3 Thực hành
50
Bài 8: CHẾ TẠO MẶT BÍCH TRỊN
52
8.1. Lý thuyết chế tạo bích
52
8.1.1 Cơng dụng, phân loại mặt bích
52
8.1.2. Phương pháp tìm trọng tâm tiết diện thép la. thép L cho quá trình uốn
53
8.1.3. Đọc xử lý bản vẽ chi tiết mặt bích
55
8.1.4. Khai triển, tính kích thước chiều dài phơi
56
8.1.5. Vạch dấu, cắt phơi, mài sửa phơi
57
8.1.6.Uốn tạo hình và xử lý biến dạng
57
3
8.1.7 Khoan lỗ
58
8.2 Trình tự thực hiện
59
8.3 Thực hành
59
Bài 9 CHẾ TẠO ỐNG NHÁNH
61
9.1 Lý thuyết chế tạo ống nhánh
61
9.1.1 Công dụng, cấu tạo của ống nhánh
61
9. 1.2. Đọc xử lý bản vẽ chi tiết ống nhánh
62
9.1.3. Vẽ khai triển hình gị ống nhánh
62
9.1.4 Thực hành vạch dấu, cắt phơi, sửa pa via
64
9.2 Trình tự thực hiện
64
9.3 Thực hành
64
Bài 10: LẮP GHÉP HỆ THỐNG
66
10.1 Lý thuyêt lắp ghép hệ thống
66
10.1.1 Chuẩn bị sàn thao tác (mặt bằng)
66
10.1.2 Chuân bị dụng cụ
66
10.1.3 Phương pháp lắp ghép; lắp ghép cụm chi tiết thơng gió
66
10.1.4 Tổ hợp chi tiết
68
10.1.5 Đo kiểm tra; tổ hợp cụm chi tiết
68
10.2 Trình tự thực hiện
68
10.3 Thực hành
69
Tài liệu tham khảo
70
4
CHƯƠNG TRÌNH MƠ ĐUN
Tên mơ đun: Chế tạo hệ thống thơng gió cơng nghiệp
Mã số của mơ đun: MĐ 22
Thời gian thực hiện mô đun: 135 giờ; (Lý thuyết: 60h; Thực hành, thảo luận, bài tập:
72h; Kiểm tra: 3h)
I. VỊ TRÍ, TÍNH CHẤT CỦA MƠĐUN:
Trước khi học mơ đun này sinh viên phải hồn thành các mơn học (MH); mơ đun
sử dụng cụ cơ khí, khai triển hình gị, hàn cắt khí, hàn điện.
Mơđun Chế tạo hệ thống thơng gió công nghiệp là một môđun chuyên ngành
trong danh mục các mơđun đào tạo nghề Chế tạo thiết bị cơ khí.
Mơ đun Chế tạo hệ thống thơng gió cơng nghiệp là mơ đun chun mơn nghề
mang tính tích hợp; được bố trí học song song hoặc sau các mơ đun chun mơn nghề
chế tạo thiết bị cơ khí.
II. MỤC TIÊU MƠ ĐUN:
+ Trình bày được cơng dụng, cấu tạo; phạm vi sử dụng của hệ thống thơng gió
cơng nghiệp.
+ Đọc, hiểu được bản vẽ chi tiết và bản vẽ lắp chế tạo ống thơng gió.
+Trình bày được phương pháp khai triển hình gị đối với các Ống thơng gió.
+Tính được kích thước phôi để chế tạo chi tiết theo bản vẽ thiết kế của hệ thống
thơng gió cơng nghiệp
+ Sử dụng đúng kỹ thuật các dụng cụ, thiết bị nghề chế tạo cơ khí.
+ Vạch dấu, cắt phơi, viền mép, ghép mối, uốn tạo hình, khoan lỗ, tán đinh, lắp
ghép chi tiết đảm bảo đúng yêu cầu kỹ thuật.
+ Rèn luyện tính kỷ luật, kiên trì, cẩn thận.
III. NỘI DUNG MƠ ĐUN:
5
1. Nội dung tổng quát và phân phối thời gian:
Số
TT
Thời gian (giờ)
Tên các bài trong mô đun
Tổng Lý
Thực
Kiểm
số
hành
tra
thuyết
1
Bài 1: Chuẩn bị điều kiện chế tạo hệ
9
6
3
2
thống thơng gió
Bài 2: Chế tạo ống dẫn khí thẳng
12
6
6
3
Bài 3: Chế tạo cút ( ngoặt)
15
6
8
4
Bài 4: Chế tạo ống chuyển tiết diện
15
6
9
5
Bài 5: Chế tạo phễu hút, thổi khí
15
6
9
6
Bài 6: Chế tạo giá treo, đỡ
12
6
6
7
Bài 7: Chế tạo van điều chỉnh lưu
12
6
6
8
lượng khí
Bài 8: Chế tạo mặt bích trịn
15
6
9
Bài 9: Chế tạo ống nhánh
Bài 10:Tổ hợp cụm hệ thống
Tổng cộng
12
15
0
6
6
0
6
8
0
9
10
6
1
1
3
BÀI 1: CHUẨN BỊ ĐIỀU KIỆN CHẾ TẠO
Mã bài 22-1
Giới thiệu
Thực hiện được công việc chế tạo lắp đặt hệ thống thống gió cơng nghiệp,
người học cần hiểu được cấu tạo, ngun lý làm việc khép kín trong tồn bộ hệ thống;
từ đó biết cách thao tác sử dụng dụng cụ trang thiết bị chế tạo và thực hiện công đấu
nối lắp ghép.
Mục tiêu
- Trình bày được cấu tạo, cơng dụng của hệ thống thơng gió cơng nghiệp.
- Đọc được các tiêu chuẩn, ký hiệu kỹ thuật, dung sai lắp ghép và vật liệu chế
tạo hệ thống thơng gió trên bản vẽ.
- Trình bày được quy cách, trọng lượng thép cách sử dụng bảo quản dụng cụ thiết bị
nghề.
- Đọc được hệ thống các bản vẽ thi công hệ thống thơng gió với các tài liệu liên
quan
- Lập được kế hoạch cho phương án thi cơng hệ thống thơng gió.
- Lựa chọn đúng; sử dụng thành thạo các dụng cụ thiết bị phù hợp với yêu cầu
công việc chế tạo.
- Lựa chọn vật tư đúng quy cách, tiêu chuẩn chế tạo theo yêu cầu bản vẽ thiết
kế
Nội dung
1. 1 Lý thuyết chuẩn bị điều kiện chế tạo
1.1.1 Cấu tạo, nhiệm vụ của hệ thống thơng gió
Cấu tạo
Mục đích của thơng gió là làm thế nào có sự trao đổi giữa khơng khí trong sạch
ngồi trời với khơng khí trong nhà, nhằm tạo mơi trường khơng khí trong nhà thật
thống mát, dễ chiụ hợp vệ sinh. Muốn vậy phải tiến hành hút khơng khí trong nhà đưa
ra ngồi rồi thay vào đó bằng cách thổi khơng khí sạch vào nhà. Do đó trong một cơng
trình thường được bố trí hệ thống thổi và hệ thống hút khơng khí.
Các hệ thống này gồm các bộ phận chính sau:
Bộ phận thu hoặc thải khơng khí.
Buồng máy: Để bố trí máy quạt, động cơ, thiết bị lọc bụi, xử lý khơng khí.
7
Hệ thống ống dẫn: Để đưa khơng khí đến những vị trí theo ý muốn hoặc tập
trung khơng khí bẩn lại để thải ra ngoài trời
Các bộ phận phận phối khơng khí: Bao gồm các miệng thổi và hút khơng khí.
Các bộ phận điều chỉnh: Van điều chỉnh lưu lượng, cánh hướng dịng. Ngồi ra
cịn có các dụng cụ đo: lưu lượng, nhiệt độ, tốc độ. chuyển động, áp suất....
Cấu tạo:
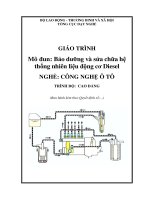
Hệ thống thơng gió gồm có:Động cơ 1, truyển đường ống khơng khí vào và
phân phối 4, 5 máy quạt 2, thiết bị lọc khơng khí 7, bộ phận làm lạnh (có hoặc khơng),
ống chuyển tiết diện 3, chân đế 6.
Nguyên lý hoạt động:
Động cơ 1 chạy làm quạt gió quay hút khơng khí từ bên ngồi vào thơng qua
ổng thơng khí 5 đi qua bộ lọc 7 qua quạt gió 2 và ổng chuyển tiết diện 3 và hệ thống
ổng phân phổi khơng khí 4 tỏa vào các khu vực cần thiết.
4
3
2
1
5
7
6
Hình 1.1Sơ đồ nguyên lý hoạt động cùa hệ thống thơng gió
Nhiệm vụ
Mơi trường khơng khí có tính chất quyết định đối với việc tạo ra cảm giác dễ
chịu, khơng bị ngột ngạt, khơng bị nóng bức hay q lạnh.
Thơng gió trong các xí nghiệp nhà máy sản xuất có hai nhiệm vụ chính sau:
Thơng gió chống nóng: Nhằm mục đích đưa khơng khí mát, khơ ráo vào nhà
máy đẩy khơng khí nóng ẩm ra ngồi tạo điều kiện tối ưu. Tại những vị trí thao tác với
cường độ cao, những chỗ làm việc gần nguồn bức xạ có nhiệt độ cao người ta bố trí
với những hệ thống quạt với vận tốc gió lớn ( 2 -5m/s ) để làm mát khống khí.
Thơng gió khử bụi và hơi độc: Ở những nơi có tỏa bụi hoặc hơi khí có hại, cần
8
bố trí hệ thống hút khơng khí bị ơ nhiễm để thải ra ngồi đồng thời đưa khơng khí sạch
từ bên ngồi bù lại phầ khơng khí bị thải đi. Trước khi thải có thể cần phải lọc hoặc
khử hết các chất độc hại trong khơng khí để tránh ơ nhiễm khí quyển xung quanh.
Hệ thống thơng gió là tạo sự trao đổi khơng khí nhằm cải thiện điều kiện khí
hậu và vệ sinh tốt trong phịng.
1.1.2 Đọc tài liệu
Trước khi bước vào gia công chế tạo bắt buộc người thợ phải nghiên cứu bản vẽ
một chi tiết hay một chi tiết cụm cần gia cơng, sau đó liệt kê xem có bao nhiêu chi tiết
cần gia cơng, hình đáng của chi tiết, yêu cầu kỹ thuật, xác định được phương án gia
cơng, trình tự gia cơng, số lượng nhân lực cần thiết.
Đọc hiểu hệ thống các bản vẽ thi cơng
Vẽ tách chi tiết cần chế tạo
Tìm hiểu tài liệu hướng dẫn chế tạo
Tiêu chuẩn chế tạo
Vạch ra trình tự các bước tiến hành công việc
1.1.3. Kiểm tra mặt bằng thi công, sàn thao tác
Khi tiếp nhận xưởng gia công phải kiểm tra các điểm sau:
+ Mặt bằng gia công đù diện tích làm việc, thơng thống.
+ Mặt nền cao, bang phảng
+ Có đường vận chuyển vật tư, thiết bị đến vị trí thi cơng + Xưởng có hệ
thống ánh sáng đày đù
+ Có nguồn điện cung cấp phù họp với yêu cầu gia công (2 pha hoặc 3 pha)
+ Bản vẽ mặt bàng bố trí xưởng
+ Thiết bị và dụng cụ trong xưởng đầy đù.
Ta có thể sử dụng ni vô, thước dài để kiểm tra độ bằng phẳng, diện tích của mặt
bằng thi cơng, sàn thao tác.
Sau khi tiếp nhận xưởng xong cần cỏ biên bản bàn giao đầy đủ chữ ký cùa các
bèn liên quan, trong biên bản ghi rỏ thực trạng của xưởng khi tiếp nhận.
1.1.4. Lập phương án thi công
Nghiên cứu phương án thi công và tiến độ thi công. Tùy vào điều kiện thực tế
(nguồn nhân lực, thiết bị máy móc, khơng gian làm việc,...) mà ta dưa ra các phương
án thi công họp ]ý nhất.
Chuẩn bị địa điễn, tập kết vật tư
9
Các thiết bị, dụng cụ, vật tư phải được bổ trí một cách hợp lý trong q trình gia
cơng.
Các máy gia công được đặt trên nền mộng cao ráo, dầy đù ánh sáng và không
gian làm việc.
Dụng cụ thi công tập kết tại vị trí thuận lọi, khơng để trên quá cao hoặc đặt
thẳng xuống nền xưởng mà phải đặt trê giá hoặc thùng đụng dụng cụ.
Các thiết bị được phân loại từng kích cỡ, chùng loại và đặt lên giá hoặc thùng
chứa trong kho thiết bị tại xưởng.
Toàn bộ vật tư phải được kê trên giá đỡ hay tà vẹt nhằm tránh gây các khuyêt
tật, biển dạng lảm ảnh hường tới công việc gia công và Iẳp đặt. Các thiết bị phải được
bảo quản che nang, mưa hoặc vận chuyến vào kho thiết bị.
Bố trí thù kho thực hiện công việc theo dõi, quản lý và cấp phát vật tư đúng vào
mục đích sử dụng về sổ lượng cũng như chủng loại theo yêu cầu thiết kế.
Chủ động nhộn thiét bị, dụng cụ, vật liệu phụ cần chuẩn bị
Các loại dụng cụ và vật tư phục vụ trong quá trình gia cơng chế tạo phải được
chuẩn bị đầy đủ, phù hợp với việc gia công.
1.1.5. Chuẩn bị dụng cụ vật tư:
Vật tư
Dụng cụ thi công
Dụng cụ đo
Dụng cụ và trang thiết bị phục vụ bảo vệ an toàn lao động
1.2 Trình tự thực hiện
Bước 1 Đọc tài liệu: Đọc bản vẽ lắp, bản vẽ chi tiết, các yêu cầu kỹ thuật
Bước 2Kiểm tra mặt bằng thi công, sàn thao tác.
Kiểm tra mặt bằng chế tạo.
Kiểm tra mặt bằng và không gian lắp đặt.
Bước 3Lập phương án thi công.
Phương án chế tạo.
Trình tự chế tạo các chi tiết.
Bước 4Chuẩn bị dụng cụ vật tư
Chuẩn bị vật tư gia công chế tạo.
Chuẩn bị máy móc trang thiết bị gia cơng chế tạo.
10
1.3 Thực hành
Bài tập thực hành
Chuẩn bị điều kiện chế tạo hệ thống thơng gió (theo bản vẽ BT-MD12-01)
u cầu:
- Chuẩn bị đúng chủng loại vật tư, máy móc trang thiết bị phục vụ chế tạo.
- Chuẩn bị mặt bằng gia cơng chế tạo.
- Lập trình tự gia cơng chế tạo các chi tiết.
11
Bài 2: CHẾ TẠO ỐNG DẪN THẲNG
Mã bài 22-2
Giới thiệu
Ống dẫn thẳng trong hệ thống thống gió cơng nghiệp về cấu tạo có thể trịn,
vng hoặc chữ nhật, người học cần hiểu được tiết diện ngang theo nguyên lý làm việc
trong hệ thống; từ đó biết cách thao tác ghép mí, ghép nối chế tạo và thực hiện cơng
đấu nối lắp ghép.
Mục tiêu
- Mơ tả được hình dáng, tiết diện ống cần chế tạo
- Trình bày được phương pháp khai triển ống tiết diện trịn, vng, chữ nhật
- Chế tạo ống thẳng đúng kỹ thuật an toàn cho người và thiết bị
Nội dung
2.1. Lý thuyết chế tạo ống dẫn thẳng
2.1.1 Cấu tạo, phân loại, ghép mối nối ống dẫn khí thẳng
Cấu tạo
Ống dẫn khí thẳng là loại đường ống có một kích thước nhất định nào đó người
ta khơng lắp thèm các loại phụ kiện làm thay đổi hướng đi của tuyến ổng đó.
Phân loại
Theo hình dáng, tiết diện ta có ổng tiết diện trịn, vng, chữ nhật
Hình 2.1 Ống gió thẳng
Ghép nối ống
Thơng thường trong hệ thống thơng gió mối ghép nối thường dùng là mối ghép
nối bằng bulông, nối bàng rivê hoặc bàng phương pháp hàn.
2.1.2. Đọc xử lý bản vẽ chi tiết ống dẫn khí thẳng
Đọc nội dung khung tên, bảng kê, các yêu cầu kỹ thuật và phân tích các hình
biểu diễn
Phân tích các hình biểu diễn phải xác định:
Hình dáng kích thước cùa chi tiết.
12
Loại mối ghép nào được sử dụng.
Vật liệu.
Hình 2.2 Kích thước cơ bản ống gió thẳng
Ví dụ: Với hình biểu diễn trên ta có:
Chi tiết dạng hình chữ nhật có chiều đài 254mm chiều rộng 204mm chiều cao
76mm.
Sừ dụng mối ghép rivê để tạo hình.
Mép gập sừ dụng loại có lõi thép bên trong.
2.1.3. Vẽ khai triển
Vẽ hình chiếu đứng (Xem hình 2.2)
Tính tốn kích thước khai triển
Kích thước bao gồm kích thước chiều dài, chiều rộng, chiều cao của ổng đẫn
cùng với kích thước cùa mép gấp tại miệng ống dẫn. kích thước cùa cánh đê tạo liên
kêt trên thân ơng.
Vẽ hình khai triển
13
Hình 2.4 Hình khai triển ống gió thẳng
Lựa chọn phương án xếp hình
Đánh dấu tất cả các kích thước của phần vật liệu cần cắt bô đi lên tấm vật liệu
đã được chọn phù hợp (kích thước tấm vật liệu tương đương với kích thước khai triển
của chi tiết) hoặc bố trí vị trí trên tấm tơn cho phù hợp nhàm tiết kiệm vật liệu (kích
thước tấm vật liệu lớn hơn so với kích thước khai triển của chi tiết), nếu tấm vật liệu
được sản xuất tiêu chuẩn thì ta có thể sử dụng cáccạnh của chủng làm cạnh chuân để
vạch dâu các kích thước khác.
2.1.4 Triển khai kích thước:
Kiểm tra kích thước và các góc bời các dụng cụ đo thích hợp
:
Bố trí đúng
Bố trí sai trên tấm vật liệu
Hình 2.5 Bố trí phơi vạch dấu
Vạch dấu, triển khai kích thước:
14
Hình 2.6 Khai triển phơi
2.1.4. Cắt phơi, nắn sửa mép cắt
Tiến hành cắt phôi bằng các máy cát tôn tấm, ngồi ra có thể sử dụng các loại
kéo phù hợp để cắt.
Máy cắt tơn cầm tay
Hình 2.7 Dụng cụ cắt tole
Tại các khía của các góc khi sử dụng kéo cát thi khơng nên cát qua vị trí này
bời rất khó khăn ta có thể sử dụng các máy chuyên dùng để cắt khía rất nhanh chóng
và thuận tiện, hầu hết các máy đều có khả năng cắt chiều sâu đến 102mm và chiều dày
đến 1,6mm, Tiến hành khoan hoặc sử dụng máy đột lỗ để tạo lỗ cho rivê
15
Hình 2.8 Dụng cụ cắt tole
Sửa mép cắt
Sau khi cắt tiến hành mài sửa pa via, các cạnh sắc
bằng các đũa thích hợp hoặc bàng máy mài.
2.16. Uốn tạo hình ống
a.Ống dẫn dạng hộp chữ nhật
Sử dụng máy gấp mép để gấp cạnh dài cùa ống dẫn
một góc 45° sau đó duỗi thẳng ra, việc gấp này sẽ
tạo vết đe sau khi ta gấp cạnh ngẳn của ống đan
xong thì tiến hành sử dụng tay để gấp cạnh này
vào.
Sử dụng máy gấp mép gấp cạnh ngắn ống đẫn góc 90°, đồng thời gấp các cánh
liên kết thân ống lại sau đó sử đụng đe gấp tơn và búa để gấp tạo hình ống dẫn
Hình 2.9 Phương pháp gị tole
b. Ống dẫn dạng ồng trụ trịn
Sử dụng máy lốc tơn để uốn tấm tơn phẳng thành ổng dạng hình trịn
16
Hình 2.10 Máy uốn tole
Ghép mối mí dọc thân ống
- Sau khi uốn gập tạo hình thân ổng ta tiến hành ghép mối dọc thân ống.
- Sử dụng đe phù hợp để gá chi tiết lên sau đó sử dụng búa dề gò các mép gập
lại
- Đánh dấu tâm lỗ ri vê trên thân ống thông qua lỗ ri vê trên cánh liên kết.
-Khoan hoặc đột các lỗ ở một mặt của ổng dẫn sau đó cho ri vê vào lỗ đã được
khoan hoặc đột để cố định thân ổng, sau đó tiến hành khoan hoặc đột lỗ ờ mặt kia của
ống dẫn.
-Tán ri vẽ và hồn thiện thân ống
Gị mép gập, viền mép
Sau khi tạo hình thân ống ta tiến hành
gị mép gập.
Sứ dụng đe gập tơn và búa phù hợp để
gị tạo hình mép gập.
Ví dụ: đây là mép gập có lõi sắt ta tiến
hành định vị lõi sắt đến vị trí cần gập
sau đó dùng đe làm giá đõ và dùng búa
đê gò.
Đối với ống dẫn tròn ta tiến hành đùng
búa có hình dạng phù hợp đế tạo mép
gập, khi dùng búa phải có tấm đệm để
tránh ảnh hưởng đen chất lượng chi tiết.
- Lượng dư mép gấp không đủ
17
- Lượng dư mép gấp quá dài
-Lõi dây không đúng vị trí
2.1.6. Nắn sửa kiểm tra chi tiết ống
Sử dụng bủa, đe kết hợp với tay nghề của niỉười thợ để chỉnh sửa hình dạng của
các chi tiết bị cone vênh.
Hình 2.11 Dụng cụ gị cầm tay
Sử dụng các dụng cụ đo hoặc các dưỡng để kiểm tra: Kích thước, dung sai, hình
dáng hình học của chi tiết
Hình 2.12 Dưỡng kiểm tra
Dưỡng kiêm tra ống dán trùng và ống dán chữ nhật
Quan sát mcp nổi thân ống, mép gập miệng ống
2.2 Trình tự thực hiện
Bước 1. Đọc bản vẽ
-Đọc hình chiếu (tính các kích thước cơ bản chi tiết, vật liệu, bề dày vật liệu, số
lượng.)
18