đồ án môn đề tài ứng dụng plc s7 1200 và màn hình cảm ứng hmi điều khiển máy trộn sơn
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (2.74 MB, 50 trang )
<span class="text_page_counter">Trang 1</span><div class="page_container" data-page="1">
<b>TRƯỜNG ĐẠI HỌC SƯ PHẠM KỸ THUẬT VINHKHOA ĐIỆN</b>
<b>ĐỒ ÁN MÔN</b>
<b>Đề tài:</b><b>ỨNG DỤNG PLC S7-1200 VÀ MÀN HÌNH CẢM ỨNGHMI ĐIỀU KHIỂN MÁY TRỘN SƠN</b>
<b>Sinh viên thực hiện: NGUYỄN THẾ TUỆLớp: DHTDHCK16A1</b>
<b>Mã số sinh viên: 1605210092</b>
<b>Giảng viên hướng dẫn: ThS. NGUYỄN THANH LONG</b>
<b>Nghệ An, 5-2024</b>
</div><span class="text_page_counter">Trang 2</span><div class="page_container" data-page="2"><b>LỜI MỞ ĐẦU </b>
Trong công cuộc đẩy mạnh Cơng nghiệp hóa - hiện đại hóa Đất nước, việc đầu tưvàứng dụng các dây chuyền sản xuất tự động hóa nhằm mục đích giảm chi phí sảnxuất và nâng cao năng suất lao động, cho ra sản phẩm chất lượng, đáp ứng nhu cầu củakhách hàng là rất quan trọng. Một trong những ngành đang phát triển mạnh mẽ hiệnnay đó là ngành xây dựng và việcứng dụng các dây chuyền sản xuất tự động hóa tronglĩnh vực này là khơng thể thiếu trong đó có cơng nghệ và kỹ thuật pha, trộn sơn. Sơn làmột trong những nguyên vật liệu chủ yếu trong ngành xây dựng, chủ yếu là để sơn phủbề mặt đối tượng đồng thời cũng là hình thức trang trí thẩm mỹ.
Chính vì vậy, màu sắc của sơn là một trong những yếu tố được quan tâm hàng đầu.Đa số việc pha màu hiện nay trên thị trường đều được thực hiện theo phương pháp thủcơng, theo kinh nghiệm nên độ chính xác không cao,chất lượng và năng suất thấp. Đểloại bỏ những nhược điểm trên, cũng như để tạo ra những sản phẩm theo mong muốn,hiện nay PLC (Program Logic Control – thiết bị điều khiển lập trình được) được sửdụng rất rộng rãi để điều khiển hệ thống trộn sơn.Với những ưu điểm vượt trội như:giá thành hạ, dễ thi công lắp đặt, dễ sửa chữa, chất lượng làm việc ổn định linh hoạt…,Xuất phát từ tình hình thực tế trên và ham muốn hiểu biết về PLC, : “Ứng dụngPLC S7-1200 và màn hình cảm ứng HMI điều khiển máy trộn sơn ” do thạc sĩ NguyễnThanh Long hướng dẫn.
Đề tài gồm ba phần chính với nội dung cơ bản như sau: Chương 1. Tổng quan
Chương 2. Giới thiệu thiết bị điều khiển và chấp hành.
Chương 3. Xây dựng lưu đồ thuật toán, sơ đồ mạch điện và chương trình điềukhiển của hệ thống
<b> Em xin chân thành cảm ơn các thầy cô giáo khoa Điện trường Đại học sư phạm kỹ</b>
thuật Vinh đã tận tình truyền đạt cho em những kiến thức, những thành tựu khoa họccủa xã hội và của ngành tự động hóa cơng nghiệp để em có thể thực hiện đề tài này.
<i>Nghệ An, Ngày … tháng … năm 2021</i>
Sinh viên thực hiện.
</div><span class="text_page_counter">Trang 3</span><div class="page_container" data-page="3"><b>CHƯƠNG 1:PHÂN TÍCH YÊU CẦU MÁY TRỘN SƠN</b>
<b>1. Phân tích u cầu cơng nghệ trộn sơn</b>
<i><b>1.1. Đặt vấn đề: </b></i>
Hiện nay, đất nước ta bước vào thời kỳ cơng nghiệp hố, hiện đại hóa, để qtrình này phát triển nhanh chúng ta cần tập trung đầu tư vào các dây chuyền sản xuấttự động hóa, nhằm mục đích giảm chi phí sản xuất, nâng cao năng suất lao động vàcho ra sản phẩm có chất lượng cao. Một trong những phương án đầu tư vào tự độnghoá là việc ứng dụng PLC vào các dây chuyền sản xuất. Đối với những tính năng tiệních của hệ thống PLC nên hiện nay bộ điều khiển này đang được sử dung rất nhiềutrong các lĩnh vực khác nhau. Một trong những ngành đang phát triển mạnh mẽ nhấthiện nay đó là ngành xây dựng, và việc ứng dụng PLC vào trong ngành xây dựng làmột việc làm sẽ đem lại hiệu quả cao và rất phù hợp, đặc biệt là trong cơng đoạn phachế sơn
<i><b>1.2.2. Mục đích nghiên cứu: </b></i>
Vận dụng PLC S7-1200 để điều khiển mô hình pha trộn sơn - Biết được nguyên tắc hoạt động của PLC trên module PLC S7-1200, biết cách sử dụng phần mềm TIA Potalđể viết chương trình điều khiển cho hệ thống pha trộn sơn và kết nối với HMI
<i><b>1.2.3 Hướng thực hiện đề tài:</b></i>
Nghiên cứu về hệ thống trộn sơn tự động. Giới thiệu tổng quan về hệ thống,mụcđích nghiên cứu đề tài mơ tả quy trình cơng nghệ. Giới thiệu thiết bị lập trình plc s7-1200 và HMI.Sau đó xây dựng lưu đồ thuật tốn,vẽ sơ đồ kết nối plc,chương trình điềukhiển,thiết lập giao diện HMI và kết nối với plc cuối cùng đi tới kết luận và hướngphát triển.
<i><b>1.2.4 Yêu cầu kỹ thuật chung khi trộn sơn </b></i>
- Nên sử dụng máy trộn và thanh trộn chuyên dụng.
- Trộn đủ thời gian để 2 thành phần đồng nhất, không trộn quá lâu để tránh bọtkhí.
- Khi pha xong phải được trộn đều.
- Sử dụng ngay sau khi trộn sơn và không pha trộn thêm phụ gia khác hoặc phatrộn sai tỉ lệ của nhà sản xuất.
</div><span class="text_page_counter">Trang 4</span><div class="page_container" data-page="4">- Thời gian trộn phải phù hợp để có màu sơn như mình mong muốn
- Nên sử dụng vật liệu trong cùng một lô sản xuất trong khu vực, thi công cùng mộtthời điểm để đạt được màu đồng nhất.
<i><b>1.2.5. Một số mơ hình ngồi thực tế</b></i>
<b>Hình 1.1 Hệ thống trộn sơn của Seamaster</b>
<i><b>Hình 1.2: Hệ thống máy trộn sơn tự động hiện đại Solite Paint</b></i>
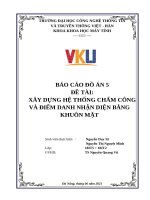
</div><span class="text_page_counter">Trang 5</span><div class="page_container" data-page="5"><b>1.3 Mơ tả quy trình cơng nghệ</b>
<b> Hình 1.3: Sơ đồ cơng nghệ quy trình trộn sơn</b>
<b>Quy trình điều khiển máy trộn sơn</b>
Sơ đồ cơng nghệ cho thấy: bình trộn là nơi trộn để tạo ra các màu sơn khác nhau.Trong sơ đồ cho thấy có đường ống để đưa ba loại sơn màu khác nhau (Gồm các màutheo thứ tự: Đỏ, vàng, xanh) và màu sơn gốc thường là sơn màu trắng làm cơ sở choviệc tạo ra màu sơn mong muốn.
Quy trình làm việc được thực hiện như sau:Thùng sơn sẽ chạy vào hệ thống trộn bằngbăng tải khi thùng sơn chạy đến cảm biến 1: cảm biến vị trí rót thì băng tải hệ thốnglập tức dừng lại và bắt đầu thực hiện quá trình trộn sơn. Đầu tiên sẽ xả sơn gốc vàobồn và các loại sơn khác màu như “đỏ, vàng, xanh” vào bồn trộn. Loại sơn thứ nhất(đỏ) được xả vào bình bằng van điện từ 1 trong khoảng thời gian t1, loại sơn thứ hai(vàng) được xả vào bình qua van điện từ 2 trong khoảng thời gian t2, loại sơn thứ ba(xanh) được xả vào bình bằng van điện từ 3 trong khoảng thời gian t3. Các van dừngđưa sơn vào bình khi đã bơm đủ khoảng thời gian định sẳn thì bắt đầu quá trình trộn.Quá trình này được điều khiển bởi động cơ trộn, thời gian là 5 giây. Sau khi trộn xongthì sẽ chuyển sang q trình rót sơn ra thùng. Sản phẩm sơn thành phẩm được đưa rarót thẳng vào thùng chứa đang chờ ở cảm biến vị trí rót, khi rót xong sơn thành phẩmra thùng thì băng tải sẽ tiếp tục chạy. Khi thùng sơn chạy đến vị trí cảm biến 2: cảmbiến thùng ra thì băng tải sẽ dừng lại và chờ người lại lấy hoặc vận chuyển đi chỗ
</div><span class="text_page_counter">Trang 6</span><div class="page_container" data-page="6"><b>Hình 1.4: Mơ hình sao màu RYB</b>
Ở đây ta sẽ nhập số tương ứng với màu cần chọn vào Wincc, màn hình HMI để,
<b>để nó điểu khiển thời gian xả của ba van tương ứng.</b>
<b>CHƯƠNG 2: GIỚI THIỆU THIẾT BỊ ĐIỀU KHIỂN </b>
<b> 2.1 Giới thiệu thiết bị lập trình plc s7-1200 </b>
<i><b> 2.1.1 Khái niệm chung</b></i>
<b>BỘ ĐIỀU KHIỂN S7-1200</b>
</div><span class="text_page_counter">Trang 7</span><div class="page_container" data-page="7"><small></small> Bộ điều khiển tích hợp, phù hợp cho các ứng dụng từ thấp đến trungbình.
<small></small> Tất cả thu gọn trong một bộ xử lý, tiết kiệm không gian và năng lượng.
<small></small> Kết nối thời gian thực với chuẩn giao tiếp Profinet.
<small></small> Các CPU có thể được sử dụng trong chế độ độc lập hay kết nối thànhmột mạng lưới nhất định.
<small></small> Cài đặt, lập trình và vận hành cực kì đơn giản.
<small></small> Tích hợp web-server với những trang web tiêu chuẩn dễ dàng chongười sử dụng.
<small></small> Có khả năng ghi dữ liệu để lưu trữ khi chạy chương trình.
<small></small> Tích hợp các chức năng mạnh mẽ như đếm, đo, điều khiển vịng kín,điều khiển chuyển động.
<small></small> Có các đầu vào/ra tín hiệu số và tín hiệu tương tự.
<small></small> Khả năng mở rộng linh hoạt:+ Signal board gắn trực tiếp lên CP
+ Những signal module kết nối với CPU để mở rộng I/O
+Những phụ kiện như nguồn cấp CPU, module chuyển đổi, thẻ nhớ simatic.
SIMATIC S7-1200 được trang bị các cơ chế truyền thơng khác nhau:
<small></small> Tích hợp sẵn giao tiếp truyền thông Profinet
<small></small> Module truyền thông PROFIBUS DP master
<small></small> Module truyền thông PROFIBUS DP slave
<small></small> Module GPRS để kết nối với mạng điện thoại di động GSM / G
<small></small> Mô-đun LTE để liên lạc trong các mạng điện thoại di động của thế hệLTE (Long Term Evolution).
<small></small> Bộ xử lý truyền thông để kết nối với phần mềm trung tâm điều khiểnTeleControl qua Ethernet và để truyền thông an tồn qua mạng IP.
<small></small> Bộ xử lý truyền thơng để kết nối với các trung tâm điều khiển cho cácứng dụng từ xa.
<small></small> RF120C để kết nối với các hệ thống SIMATIC Ident.
<small></small> Module SM1278 để kết nối cảm biến IO-Link và bộ truyền động.
<small></small> Module giao tiếp Point-to-point.
</div><span class="text_page_counter">Trang 8</span><div class="page_container" data-page="8"><i>2.1.2 Các module trong hệ PLC S7-1200</i>
<b> A, Giới thiệu về các module CPU</b>
Các bộ điều khiển trung tâm CPUs
<small></small><b>CPU 1211C</b>
+ CPU cấp thấp trong dòng sản phẩm bộ điều khiển S7-1200.
+ Thích hợp cho các ứng dụng có phạm vi chương trình và tốc độ xử lý ở mứctrung bình.
+ Có 2 cổng kết nối truyền thơng PROFINET.
+ thích hợp các module I/O số,analog,mơ đun truyền thông đáp ứng các yêu cầucao cấp hơn trong viêc tự động hố dây chuyền sản xuất
+ Tích hợp Web Server với các tùy chọn để tạo ra các trang web do người dùngđịnh ng hĩa.
+ có 3 versions với điện áp nguồn và điều khiển khác nhau
+ tích hợp nguồn 24V cho encoder hoặc cảm biến .nguồn 300mA sử dụng chocác loại tải khác
+ 2 nguồn xung với tần số lên đến 100kz+ tích hợp các giao tiếp Ethermet
+ tích hợp điều khiển pid và đồng hồ thời gian thực
<small></small><b>CPU 1215C</b>
+ CPU với một chương trình và bộ nhớ dữ liệu lớn trong dịng sản phẩm bộ điềukhiển S7-1200. Được sử dụng cho các ứng dụng với yêu cầu cao về phạm vi chươngtrình và kết nối mạng.
</div><span class="text_page_counter">Trang 9</span><div class="page_container" data-page="9">+ Bộ mã hoá Encoder cung cấp dòng tải đến 24v
+ Nguồn điện cung cấp dưới dạng dòng điện xoay chiều từ 85V - 264V hoặc dòngđiện một chiều 24V.
+ 14 đầu vào kỹ thuật số với nguồn điện một chiều (DC) 24V.
+ 2 ngõ vào (AI) tương đồng có DC từ 0 đến 10V, 2 ngõ ra tương đồng có cường độdịng điện từ 0 đến 20mA.
+ 10 cổng ra kỹ thuật số (DO).
+ Đầu ra PWM (Pulse-width modulated) có tần số có thể lên đến 100kHz.+ 4 ngõ ra dạng xung (PTO) với tần số cao (có thể lên tới 100kHz).+ 2 ngõ kết nối mạng Ethernet.
+ PID - Bộ điều khiển có tính năng tự động điều chỉnh.+ Tích hợp đồng hồ chuẩn thời gian thực.
<small></small><b>CPU 1217C</b>
+ CPU với một chương trình và bộ nhớ dữ liệu lớn trong dịng sản phẩm bộ điềukhiển S7-1200. Được sử dụng cho các ứng dụng với yêu cầu cao về phạm vi chươngtrình và kết nối mạng.
Nguồn điện cung cấp một chiều: 20.4 - 28.8V
- Đầu vào kỹ thuật số tích hợp: 10 đầu DI 24V DC, 4 đầu vi sai DI RS422/485 - Đầu ra kỹ thuật số tích hợp: 6 đầu DO 24V DC, 4 đầu vi sai RS422/485 - Đầu vào tích hợp: 2 đầu 0 - 10V
- Đầu ra tích hợp: 2 đầu 0 - 20mA - Đầu ra PTO: 4 đầu tần số 100kHz
<i><b>2.1.3 Làm việc với phần mềm Tia portal</b></i>
A. Giới thiệu SIMATIC STEP 7 Basic – tích hợp lập trình PLC và HMI
Step 7 basic hệ thống kỹ thuật đồng bộ đảm bảo hoạt động liên tục hoàn hảo.
</div><span class="text_page_counter">Trang 10</span><div class="page_container" data-page="10">trình, chẩn đốn và nhiều hơn nữa.Lợi ích với người dùng:
- Trực quan: dễ dàng để tìm hiểu và dễ dàng để hoạt động- Hiệu quả: tốc độ về kỹ thuật
- Chức năng bảo vệ: Kiến trúc phần mềm tạo thành một cơ sở ổn định cho sự đổi mới trong tương lai.
<i><b>2.1.3.1 Kết nối qua giao thức TCP/IP</b></i>
- Để lập trình SIMATIC S7-1200 từ PC hay Laptop cần một kết nối TCP/IP- Để PC và SIMATIC S7-1200 có thể giao tiếp với nhau, điều quan trọng là các địa chỉ IP của cả hai thiết bị phải phù hợp với nhau.
<i><b>2.1.3.2 Cách tạo một Project</b></i>
Bước 1: từ màn hình desktop nhấp đúp chọn biểu tượng Tia Portal V15
Bước 2: Click chuột vào Create new project để tạo dự án.
Bước 3: Nhập tên dự án vào Project name sau đó nhấn create
</div><span class="text_page_counter">Trang 11</span><div class="page_container" data-page="11">Bước 4: Chọn configure a device
Bước 5: Chọn add new device
Bước 6: Chọn loại CPU PLC sau đó chuột trái
</div><span class="text_page_counter">Trang 12</span><div class="page_container" data-page="12">Bước 7: Project mới được hiện ra
<i><b>2.1.3.3 TAG của PLC / TAG local</b></i>
Tag của PLC
- Phạm vi ứng dụng: giá trị Tag có thể được sử dụng mọi khối chức năng trong PLC- Ứng dụng: binary I/O, Bits of memory
- -Định nghĩa vùng: Bảng tag của PLC
- Miêu tả: Tag PLC được đại diện bằng dấu ngoặc kép Tag Local
</div><span class="text_page_counter">Trang 13</span><div class="page_container" data-page="13">- Phạm vi ứng dụng: giá trị chỉ được ứng dụng trong khối được khai báo, mơ tả tương tự có thể được sử dụng trong các khối khác nhau cho các mục đích khác nhau.
- Ứng dụng: tham số của khối, dữ liệu static của khối, dữ liệu tạm thời- Định nghĩa vùng: khối giao diện
- Miêu tả: Tag được đại diện bằng dấu # Sử dụng Tag trong hoạt động
- Layout: bảng tag PLC chứa các định nghĩa của các Tag và các hằng số có giá trịtrong CPU. Một bảng tag của PLC được tự động tạo ra cho mỗi CPU được sử dụng trong project.
- Colum: mô tả biểu tượng có thể nhấp vào để di chuyển vào hệ thống hoặc có thể kéo nhả như một lệnh chương trình
- Name: chỉ được khai báo và sử dụng một lần trên CPU- Data type: kiểu dữ liệu chỉ định cho các tag
- Address: địa chỉ của tag
- Retain: khai báo của tag sẽ được lưu trữ lại- Comment: comment miêu tả của tag
Nhóm tag: tạo nhóm tag bằng cách chọn add new tag table
</div><span class="text_page_counter">Trang 14</span><div class="page_container" data-page="14">Ngoài ra cịn có một số chức năng sau:- Lỗi tag
- Giám sát tag của plc- Hiện / ẩn biểu tượng- Đổi tên tag: Rename tag- Đổi tên địa chỉ tag: Rewire tag- Copy tag từ thư viện Global
<i><b>2.1.4 Làm việc với một trạm PLC</b></i>
<i><b>2.1.4.1. Quy định địa chỉ IP cho module CPU</b></i>
IP TOOL có thể thay đổi IP address của PLC S7-1200 bằng 1 trong 2 cách.Phương pháp thích hợp được tự động xác định bởi trạng thái của địa chỉ IP đó:
-Gán một địa chỉ IP ban đầu: Nếu PLC S7-1200 khơng có địa chỉ IP, IP TOOL sửdụng các chức năng thiết lập chính để cấp phát một địa chỉ IP ban đầu cho PLC S7-1200.
-Thay đổi địa chỉ IP: nếu địa chỉ IP đã tồn tại, công cụ IP TOOL sẽ sửa đổi cấuhình phần cứng (HW config) của PLC S7-1200.
<i><b>2.1.4.2 Đổ chương trình xuống CPU</b></i>
Đổ từ màn hình soạn thảo chương trình bằng cách kích vào biểu tượng download trên thanh cơng cụ của màn hình
</div><span class="text_page_counter">Trang 15</span><div class="page_container" data-page="15">Chọn cấu hình Type of the PG/PC interface và PG/PC interface như hình dưới sau đó nhấn chọn load
Chọn start all như hình vẽ và nhấn finish
</div><span class="text_page_counter">Trang 16</span><div class="page_container" data-page="16"><b> 2.2 Giới thiệu các tập lệnh</b>
<i><b>2.2.1 Bit logic (tập lệnh tiếp điểm) 1)tiếp điểm thường hở</b></i>
L AD
Tiếp điểm thường hở sẽ đóng khi giá trị củabit có địa chỉ là n bằng 1
Giá trị của bit có địa chỉ là n sẽ bằng 1 khi đầu vào của lệnh này bằng 1 và ngược lạiToán hạng n: Q, M, L, D
Chỉ sử dụng một lệnh out cho 1 địa chỉ
</div><span class="text_page_counter">Trang 17</span><div class="page_container" data-page="17">4) Lệnh OUT đảo
L AD
Giá trị của bit có địa chỉ là n sẽ bằng 1 khi đầu vào của lệnh này bằng 0 và ngược lạiToán hạng n: Q, M, L, D
Chỉ sử dụng một lệnh out not cho 1 địa chỉ
Toán hạng n: Q, M, L, D
</div><span class="text_page_counter">Trang 18</span><div class="page_container" data-page="18">8) Lệnh set nhiều bit
LA D
Giá trị của các bit có địa chỉ đầu tiên là OUTsẽ bằng 1 khi đầu vào của lệnh này bằng 1 Khi đầu vào của lệnh bằng 0 thì các bit này vẫn giữ nguyên trạng thái.
Trong đó số bit là giá trị của n Tốn hạng OUT: Q, M, L, D
Trong đó số bit là giá trị của n Toán hạng OUT: Q, M, L, D
11) Tiếp điểm phát hiện xung cạnh lên dạng 2
</div><span class="text_page_counter">Trang 19</span><div class="page_container" data-page="19">LA D
Thay đổi trạng thái tín hiệu phía trước khôngảnh hưởng đến “IN”.Phát hiện sự thay đổi trạng thái của 1 tín hiệu “IN” từ 0 lên
1.Trạng thái của tín hiệu IN được lưu lại vào “M_BIT”.Độ rộng của xung này bằng thời gian của một chu kì quét.
</div><span class="text_page_counter">Trang 20</span><div class="page_container" data-page="20">12) Tiếp điểm phát hiện xung cạnh xuống dạng 1
LA D
Tiếp điểm phát hiện cạnh xuống sẽ phát ramột xung khi đầu vào tiếp điểm này có sựchuyển đổi từ mức cao xuống mứcthấp.Trạng thái của tín hiệu được lưu lại vào“M_BIT”.Độ rộng của xung này bằng thờigian của một chu kì quét.
13) tiếp điểm phát hiện xung cạnh xuống dạng 2
</div><span class="text_page_counter">Trang 21</span><div class="page_container" data-page="21"><i><b>2.2.2 Sử dụng bộ Timer</b></i>
Sử dụng lệnh Timer để tạo một chương trình trễ định thời. Số lượng của Timer phụ thuộc vào người sử dụng và số lượng vùng nhớ của CPU. Mỗi timer sử dụng 16 byte IEC_Timer dữ liệu kiểu cấu trúc DB. Step 7 tự động tạo khối DB khi lấy khối Timer
Kích thước và tầm của kiểu dữ liệu Time là 32 bit, lưu trữ như là dữ liệu Dint: T#-14d_20h_31m_23s_648ms đến T#24d_20h_31m_23s_647ms hay là -
2.147.483.648 ms đến 2.147.483.647 ms.1) Timer tạo xung - TP
LA D
Timer TP tạo một chuỗi xung với độ rộng xung đặttrước. Thay đổi PT, IN không ảnh hưởng khi Timer đang chạy.
Khi đầu vào IN được tác động vào timer sẽ tạo ra một xung có độ rộng bằng thời gian đặt PT
2) Timer trễ sườn lên có nhớ - Timer TONR
L A D
Thay đổi PT khơng ảnh hưởng khi Timer đang vận hành, chỉ ảnh hưởng khi timer đếm lạiKhi ngõ vào IN chuyển sang “FALSE” khi vận hành thì timer sẽ dừng nhưng khơng đặt lại bộ định thì. Khi chân IN “TRUE” trở lại thì Timer bắt đầu tính thời gian từ giá trị thời gian đã tích lũy.
3) timer trễ khơng nhớ - TON
</div><span class="text_page_counter">Trang 22</span><div class="page_container" data-page="22"><b> Lệnh Counter được dùng để đếm các sự kiện ở ngồi hay các sự kiện q trình ở </b>
trong PLC. Mỗi Counter sử dụng cấu trúc lưu trữ của khối dữ liệu DB để làm dữ liệu của Counter. Step 7 tự động tạo khối DB khi lấy lệnh.
Tầm giá trị đếm phụ thuộc vào kiểu dữ liệu mà bạn chọn lựa. Nếu giá trị đếm là một sốInterger không dấu, có thể đếm xuống tới 0 hoặc đếm lên tới tầm giới hạn. Nếu giá trị đếm là một số interder có dấu, có thể đếm tới giá trị âm giới hạn hoặc đếm lên tới một số dương giới hạn.
1) Counter đếm lên - CTU
L A D
Giá trị bộ đếm CV được tăng lên 1 khi tín hiệu ngõvào CU chuyên từ 0 lên 1. Ngõ ra Q được tác độnglên 1 khi CV>=PV. Nếu trạng thái R = Reset được tác động thì bộ đếm CV = 0.
</div><span class="text_page_counter">Trang 23</span><div class="page_container" data-page="23">2) Counter đếm xuống – CTD
L AD Giá trị bộ đếm được giảm 1 khi tín hiệu ngõ vào CDchuyển từ 0 lên 1. Ngõ ra Q được tác động lên 1 khiCV <=0. Nếu trạng thái LOAD được tác động thì CV= PV.
3) Counter đếm lên xuống – CTUD
L A D
Giá trị bộ đếm CV được tăng lên 1 khi tín hiệu ngõ vào CU chuyển từ 0 lên 1. Ngõ ra QU được tác động lên 1 khi CV >=PV. Nếu trạng thái R = Reset được tác động thì bộ đếm CV = 0.
Giá trị bộ đếm CV được giảm 1 khi tín hiệu ngõ vào CD chuyển từ 0 lên 1. Ngõ ra QD được tác động lên 1 khi CV <=0. Nếu trạng thái Load đượctác động thì CV = PV.
Lệnh so sánh dùng để so sánh hai giá trị IN1 và IN2 bao gồm IN1 = IN2, IN1 >= IN2, IN1 <= IN2, IN1< IN2, IN1 > IN2 hoặc IN1 <> IN2
So sánh 2 kiểu dữ liệu giống nhau, nếu lệnh so sánh thỏa thì ngõ ra sẽ là mức 1 = TRUE (tác động mức cao) và ngược lại
Kiểu dữ liệu so sánh là: SInt, Int, Dint, USInt, UDInt,Real, LReal, String, Char, Time, DTL, Constant.
</div><span class="text_page_counter">Trang 24</span><div class="page_container" data-page="24">2) Lệnh trong khoảng In – range
Tham số: MIN, VAL, MAX
Kiểu dữ liệu so sánh: SInt, Int, Dint, USInt, UInt,UDInt, Real, LReal, Constant
So sánh 2 kiểu dữ liệu giống nhau, nếu so sánhMIN<=VAL<=MAX thỏa thì tác động mức cao vàngược lại
3) Lệnh ngoài khoảng out-of-range\
Tham số: MIN, VAL, MAX
Kiểu dữ liệu so sánh: SInt, Int, Dint, USInt, UInt, UDInt, Real, LReal, Constant
So sánh 2 kiểu dữ liệu giống nhau, nếu so sánh MIN> VAL hoặc MAX < VAL thỏa thì tác động mức cao và ngược lại
4) Lệnh OK
LA D
<b> Tham số: IN</b>
Kiểu dữ liệu: Real, LReal
Lệnh OK kiểm tra tính hợp lệ của toán tử5) Lệnh NOT OK
<b> Tham số: IN</b>
Kiểu dữ liệu: Real, LReal
Lệnh NOT_OK kiểm tra tính khơng hợp lệ của tốn tử
</div><span class="text_page_counter">Trang 25</span><div class="page_container" data-page="25">Các thông số ngõ vào dùng trong khối phải chung định dạng
Tham số ENO = 1 nếu khơng có lỗi xảy ra trong quátrình thực thi. Ngược lại ENO = 0 khi có lỗi, một sốlỗi xảy ra khi thực hiện lệnh này:
- Kết quả tốn học nằm ngồi phạm vi của kiểu dữliệu.
-Chia cho 0 (IN2 = 0)
-Real/LReal: Nếu một trong những giá trị đầu vào làNaN sau đó được trả về NaN.
-ADD Real/LReal: Nếu cả hai giá trị IN là INF có dấu khác nhau, đây là một khai báo không hợp lệ và được trả về NaN
-SUB Real/LReal: Nếu cả hai giá trị IN là INF cùng dấu, đây là một khai báo không hợp lệ và được trả về NaN
-MUL Real/LReal: Nếu một trong 2 giá trị là 0 hoặc là INF, đây là khai báo không hợp lệ và được trả về NaN.
-DIV Real/LReal: Nếu cả hai giá trị IN bằng không hoặc INF, đây là khai báo không hợp lệ và được trả về NaN
</div>