Giáo trình: Công nghệ sửa chữa vỏ tàu thủy part 8 pot
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (126.27 KB, 9 trang )
Giáo trình: Công nghệ sửa chữa vỏ tu thủy
II. Sửa chữa thiết bị đẩy (chân vịt).
Vật liệu để lm chân vịt :
- Hợp kim đồng.
- Thép không dỉ.
- Thép các bon.
- Gang xám.
1. Các dạng h hỏng của chân vịt :
- Bị mòn do dỉ hoặc do xâm thực.
- Bị cong cánh.
- Bị nứt.
- Bị gẫy cánh.
2. Tháo chân vịt ra khỏi trục chân vịt.
Trớc hết ta phải nghiên cứu cách nối ghép của mũi thoát nớc của chân vịt với
trục chân vịt, đồng thời phải chuẩn bị các dụng cụ tháo lắp.
Chân vịt v trục chân vịt có thể ghép với nhau bằng then, bằng keo dính. Nếu
chân vịt trục chân vịt nối với nhau bằng then thì ta có thể dùng nêm, dùng kích,
vam hoặc dùng phản ứng nổ để tháo. Trong mọi trờng hợp trớc khi tháo ta phải
đánh dâu vị trí tơng đối của vị trí chân vịt v trục chân vịt. Mục đích đánh dấu l
để sau ny khi lắp ráp sẽ chuẩn xác hơn.
+ Phơng pháp dùng nêm.
Giữa củ chân vịt v đầu ống bao trục ta đặt hai nêm sắt 1(hình 82). Giữa hai nêm
1 ta đặt nêm 2. Dùng búa đập vo nêm 2 để đẩy chân vịt tách khỏi trục chân vịt.
Biên soạn: Nguyễn Mai Lâm
64
Chân vịt
Nêm sắ
Nêm 2
ống bao trục
t 1
Hình 82
+ Phơng pháp dùng các thiết bị khác (hình 83,84,85,86).
+ Phơng pháp nổ.
Ta để bọc thuốc nổ giữa phần củ chân vịt v đầu ống bao trục. Cho thuốc nổ nổ
thì chân vịt sẽ đợc đẩy ra phía sau.
Điều quan trọng nhất của phơng pháp ny l phải xác định chính xác loại v số
lợng thuốc nổ để khỏi lm h hỏng cơ cấu đuôi taù v chân vịt, laoi v số lợng
Giáo trình: Công nghệ sửa chữa vỏ tu thủy
thuốc nổ phụ thuộc vo trọng lợng chan vịt vo vật liệu lm chân vịt, vo chiều
sâu của chong chóng khi tháo chân vịt ở dới nớc.
+ Phơng pháp dùng nhiệt.
Ta có thể tháo chân vịt khỏi trục bằng cách nung nóng củ chân vịt bằng đèn oxy
axeetylen, hoặc lm lạnh bằng oxyt cacbonic rắn.
Nhiệt độ để nung nóng chân vịt l 80
0
C đối với chân vịt lm bằng hợp kim đồng
v 100-120
0
C đối với chân vịt lm bằng thép cácbon.
3. Các phơng pháp xác định mức độ h hỏng của chân vịt.
+ Phơng pháp quan sát để xác định vết nứt lớn, các biến dạng d nh cong, gẫy,
mòn theo kiểu răng ca v.v
+ Phơng pháp thẩm thấu.
Với các vết nứt nhỏ ta phải dùng phơng pháp thẩm thấu. Ta dùng dầu hoả, dùng
bột mu hoặc dùng siêu âm, dùng từ tính v.v Bằng các phơng pháp ny ta có thể
xác định các vết nứt nhỏ trên hoặc gần bề mặt chi tiết.
4. Sửa chữa chân vịt lm từ hợp kim mầu.
Các chân vịt lm bằng đồng thau, đồng đỏ có chứa các kim loại dù chỉ một lợng
rất nhỏ cũng lm thay đổi tính chất v cấu tạo của hợp kim. Các kim loại đó l kền,
nhôm, sắt, măng gan, thiếc.
1
2
8
3
4
5
7
8
Hình 83: Tháo chong chóng bằng tấm chắn v bu lông kéo
1- Bulông kéo 5- Trục chong chóng
2- Êcu 6- Cữ chong chóng
3- Tấm chắn 7- Tấm đệm
Biên soạn: Nguyễn Mai Lâm
65
Gi¸o tr×nh: C«ng nghÖ söa ch÷a vá tμu thñy
4- Thanh chèng 8-TÊm lãt
1
2
3
4
6
5
H×nh 84
1- Bu l«ng kÐo. 4 - Trôc chong chãng
2 - èng bäc 5 - TÊm ®ì
3 - Cñ chong chãng 6 - VÝt cÊy
6
3 2 1
1- TÊm kÐo
2- Kho¸ (mãc)
3- Chong chãng
4- Trôc chong chãng
5- £cu
6-VÝt kÐo (bul«ng kÐo)
H×nh 85 - Th¸o chong chãng b»ng kho¸
Biªn so¹n: NguyÔn Mai L©m
66
Giáo trình: Công nghệ sửa chữa vỏ tu thủy
Biên soạn: Nguyễn Mai Lâm
67
a
a
a - a
Hình 86 - Tháo chong chóng bằng bọc thuỷ lực
1- ống đồng đỏ . 4- Trục chong chóng.
2- Thnh chống. 5- Tấm trung gian.
3- Củ chong chóng. 6- ống bọc thuỷ lực.
7- Tấm đỡ.
Nhôm lm tăng khả năng chống dỉ, lm tăng độ bền nhng nếu thêm nhiều
nhôm vo thì hợp kim sẽ lm giảm tính hn của vật liệu.
Kền lm tăng độ bền, độ rắn v tăng tính chống dỉ của hợp kim. Sắt có ảnh
hởng tốt đến cấu trúc của hợp kim, lm tăng tính cơ học v tính công nghệ của
hợp kim.
Mangan có tác dụng tốt để tăng tính chống dỉ của hợp kim. Các chân vịt lm
bằng hợp kim mu do có độ bền không cao nên thờng bị h hỏng ở dạng cơ học
nh bị nứt, bị cong, bị gẫy.
+ Sửa chữa khi cánh chân vịt bị cong, bị lõm. Nếu góc cong không vợt quá 50
0
thì ta dùng búa, kích để nắn. Khi nắn cánh chân vịt ta phải nung nóng khu vực đó
lên tới 600 - 900
0
C đối với chân vịt lm từ đồng đỏ v 200 - 300
0
đối với chân vịt
lm từ đồng thau.
Nếu cánh chân vịt bị cong quá 60
0
không nắn đợc m phải cắt bỏ phần bị biến
dạng, đúc phần mới để hn nối lại.
Khi chân vịt bị mòn tạo thnh vết lõm, nếu vết lõm có chiều sâu không quá 0.1
lần chiều dy cánh tại vị trí đó thì ta chỉ cần tẩy sạch dỉ, mi cạnh cho nhẵn. Nếu
chiều sâu vợt quá giới hạn nêu trên thì ta tiến hnh hn đắp.
Giáo trình: Công nghệ sửa chữa vỏ tu thủy
Biên soạn: Nguyễn Mai Lâm
68
Nếu do ảnh hởng của xâm thực khí m bề mặt của cánh chân vịt bị nhám thì
khi chiều sâu vết nhám cha vợt quá 2mm ta chỉ cần dũa cho bề mặt cánh nhẵn
lại. Nếu chiều sâu vết vợt quá 2mm-3mm thì ta phải hn đắp.
Sai khi hn đắp v gia công bề mặt ta phải kiểm tra cân bằng tĩnh của chân vịt
nếu cân thiết ta phải kiểm tra bớc của chân vịt.
Một trong những phơng pháp hn đắp chân vịt lm từ hợp kim mầu l hn khí
(hn hơi). Ưu điểm của phơng pháp hn hơi l chất lợng mối hn cao, điều kiện
hn tốt, nhng hn hơi có nhợc điểm l năng suất thấp, tay nghề thợ hn phải cao,
không thuận tiện khi hn đứng.
Khi hn hơi ra có thể thực hiện theo 2 phơng pháp dịch chuyển mỏ hn : phải
v trái, thờng áp dụng pháp dịch chuyển mỏ hn trái. Khi đó mỏ hn sẽ dịch
chuyển sau que hn từ phải sang trái. Khi đó ngọn lửa khí đã nung nóng kim loại
hn trớc khi kim loại hn nóng chảy điền đầy vo mối hn.
Lợng tiêu thụ khí cháy l :
V = (100 - 200) lít/giờ khi hn phải
V = (120 - 150) lít/giờ khi hn trái.
(- chiều dầy vật hn mm).
Khi hn hơi thì nhân cuả ngọn lửa hn phải để cách vật hn l 6 - 8 mm v nỏ
hn phải để nghiêng so với bề mặt vật hn l 30 - 80
0
phụ thuộc vo chiêu dầy vật
hn.
5. Sửa chữa chân vịt lm bằng thép không dỉ.
Để gia công chân vịt ngời ta dùng các loại thép không dỉ sau :
- Thép có crôm cao không chứa kền hoặc lợng kền không quá 2%(2x3 v 1x13)
- Thép crôm đồng không chứa kền.
- Thép crôm đồng có cha một lợng kền nhỏ (1x14H)
Khi hn các vết nứt hoặc hn đắp đối với chân vịt lm từ thép không dỉ ta phải
dùng que hn đồng chất với vật liệu hn. Trớc khi hn ta nung nóng vật hn lên tới
250 - 300
0
C. Sau khi hn lập tức phải tiến hnh ram ở nhiệt độ 680 - 720
0
C trong
thời gian 3 - 5giờ sau đó để nguội trong không khí bình thờng.
6. Sửa chữa chân vịt lm từ thép cácbon.
Để gia công chân vịt ngời ta dùng thép 25, 30 v 35. Các loại thép ny
thuộc loại thép có hm lợng cácbon cao.
Đó chính l một trở ngại trong quá trình hn.
Các dạng h hỏng của chân vịt l từ thép các bon l:
- Bị mòn do dỉ, do xâm thực.
- Bị nứt
- Bị cong cánh
Giáo trình: Công nghệ sửa chữa vỏ tu thủy
- Bị gẫy một phần cánh.
Nếu bị dỉ m chiều sâu vết dỉ không quá 0.05 lần chiều dầy cánh tại vị trí đó thì
ta chỉ việc tẩy sạch vết dỉ sắt bằng dũi hoặc đá mi.
Nếu chiều sâu vết dỉ từ 0.05 đến 0.4 ln chiều dầy cánh tại vị trí đó thì ta phải
tiến hnh hn đắp v sau đó gia công lại bề mặt vết hn đắp.
Khi có vết nứt trên cánh ta phải khoan chăn hai đầu vết nứt với đờng kính 8
10 mm. Chiều sâu của vết khoan phải sâu hơn vết nứt l 1 2 mm.
Nếu trên bề mặt cánh chân vịt có các vết nứt gặp nhau thì ta phải khoan lỗ tại vị
trí giao nhau của các vết nứt đó.
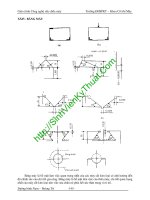
Nếu vết nứt xuyên qua v chiều dầy cánh tại khu vực đó nhỏ hơn 20mm thi ta vát
mép theo hình chữ V với góc ở đỉnh l 70
0
- 90
0
( hình 87a ). Nếu chiều dầy cánh từ
20 30 mm ta vát mép theo hình chữ X ( hình 87b ). Nếu chiều dầy cánh lớn hơn
30mm ta vát mép sao cho thnh nghiêng một góc 10
0
- 15
0
(hình 87c). Với bán kính
góc lợn từ 4 5 mm v m bằng 2 3 mm.
Biên soạn: Nguyễn Mai Lâm
69
Hình 87
70-90
0
10 -15
0
m
20-30 mm
a)
=20-30 mm
b) c)
Khi cánh chân vịt bị cong với góc cong dới 20
0
v chiều dầy cánh tại đó nhỏ
hơn 15mm ta có thể nắn cánh trên bệ hoặc dùng vít hoặc kích để nắn.
Nếu góc cong lớn hơn 20
0
v chiều dầy cánh tại đó lớn hơn 15mm ta phải nắn
lm hai đợt. Đầu tiên ta nắn sơ bộ trên bệ nhờ vít hoặc kích. Đợt hai phải tiến hnh
nắn trên bệ khuôn.
Trong quá trình nắn cánh ta phải thờng xuyên kiểm tra khả năng xuất hiện các
vết nứt tại vị trí đó.
Sau khi nắn ta phải tiến hnh phủ khu vực đã nắn ở nhiệt độ 850
0
c - 900
0
c. Thời
gian nung nóng l 1 phút cho 1 mm chiều dầy cánh v giữ ở nhiệt độ trên trong thời
gian 2 phút cho mỗi chiều dầy 1mm.
Sau khi gia công nhiệt ta dùng đá mi để mi nhẵn bề mặt cánh tại vị trí đã nắn.
Nếu một phần cánh bị gẫy thì ta cắt bỏ phần đó gia công phần mới để hn nói lại.
III. Sửa chữa thiết bị hng hoá
Công việc bốc xếp hng hoá lên xuống tu đợc thực hiện nhờ cần cẩu trên bờ
hoặc cần cẩu tên tu.
Các bộ phận của thiết bị cẩu hng của tu gồm có cần cẩu, dây chằng, tời nâng
hng, móc cẩu, đế cẩu, các pu li v.v
Giáo trình: Công nghệ sửa chữa vỏ tu thủy
Tuỳ thuộc vo chức năng ta chia thnh cần cẩu nhẹ v cần cẩu nặng. Cần cẩu
nhẹ có sức nâng dới 5 tấn ( thờng l 1 tấn , 3 tấn hoặc 5 tấn ). Cần cẩu nặng có
sức nâng trên 5 tấn ( thờng l 10 tấn, 15 tấn, 25 tấn v 50 tấn)
Dâ
y
điều chỉnh
Boon
g
Đến tời
Dâ
y
hn
g
Cần cẩu
Cần cẩu
Hình 88: Thể hiện loại cần cẩu đơn có hệ dây chằng.
Trong phần sửa chữa thiết bị hng hóa ta chỉ nêu về sữa chữa cần cẩu đũa l
chính.
1. Sửa chữa cần cẩu khi bị cong
Hiện tợng cần cẩu bị cong l hiện tợng thờng xuyên xảy ra. Ta có thể sửa
chữa tại tu hoặc tháo đa về xởng. Khi cần cẩu bị cong ta tháo cần cẩu khỏi tu
v thực hiện theo các phơng pháp sau đây:
a. Phơng pháp 1: Đặt cần cẩu lên 2 đế kê ở hai đầu với chiều cao đế kê khoảng
1000 - 1200 mm. Tại vị trí cong nhất ta treo một vật có trọng lợng 500 - 1500 Kg.
Dùng đèn hơi để nung nóng phía cong tới nhiệt độ 700 - 800
0
C. Dới tác dụng của
trọng vật cần cẩu sẽ tự duỗi thẳng. ở giữa cần cẩu ta đặt một đế kê để khi cần cẩu
nằm trên đế kê đó l lúc cần cẩu đã đợc duỗi thẳng. Sau khi cần cẩu đã nguội ta
mới tháo vật treo v kiểm tra độ thẳng của cần cẩu (hình 89).
Biên soạn: Nguyễn Mai Lâm
70
Giáo trình: Công nghệ sửa chữa vỏ tu thủy
Vết nun
g
Cần cẩu
Đế kê
Vật treo
Hình 89
Bằng phơng pháp ny ta có thể sửa chữa cần cẩu bị cong ngay trên boong tu.
Ta đặt cần cẩu nằm trên boong v hai đầu cần cẩu tỳ vo be chắn sóng. Dùng kích
để đặt giữa điểm cong nhất của cần cẩu v tỳ vo thnh miệng quầy hng. Ta tăng
kích để nắn cần cẩu.
Để nung nóng cần cẩu ta có thể dùng đèn hơi hoặc đa trực tiếp đoạn cong vo
lò than hoặc dùng dòng điện công nghiệp. Khi dùng dòng điện công nghiệp ta có
thể đảm bảo quy trình nâng nhiệt độ, có thể điều chỉnh nhiệt độ nung.
Theo phơng pháp ny, tại vùng bị cong ta bọc cần cẩu bằng một lớp vải amiăng
cách nhiệt có chiều dy từ 4 -5 mm. Trên lớp vải đó ta cuốn theo đờng xoắn ốc
cuộn dây đồng đỏ có tiết diện 180 - 240 mm
2
. Bên ngoi cuộn dây ta lại bọc một
lớp vải amiăng để cách điện. Cho dòng điện đi qua dây v cần cẩu đợc nung nóng
dần tới 750 - 800
0
C (nhờ một biến thế nối song song với mạng điện hình 90).
Hình90
b/ Phơng pháp 2:
Nếu độ cong của cần cẩu lớn hoặc tại vị trí cong có vết lõm lớn thì ta nên cắt rời
cần cẩu tại vị trí cong. Sau đó nắn vết lõm v hn nối lại. Ta có thể cắt bỏ một đoạn
cần cẩu chỗ bị cong, gia công đoạn mới sau đó hn lại.
Biên soạn: Nguyễn Mai Lâm
71
Giáo trình: Công nghệ sửa chữa vỏ tu thủy
Để hn nối cần cẩu ta phải đệm bên trong một ống đệm. ống đệm ny có thể đi
suốt hoặc phân lm 2 đoạn phụ thuộc vo chiều di đoạn thay mới. Đầu của ống
đệm phải cách đờng hn nối của cần cẩu tối thiểu l 40 mm (hình 91)
40 mm
40 mm
Hình 91
Nếu ống đệm di thì ta phải khoan lỗ trên ống nối với đờng kính 19 25 mm
để tgực hiện hn xông.
2. Sửa chữa cần cẩu khi bị nứt
Tại vị trí có vết nứt ta phải cạo sạch sơn, tẩy sạch dỉ v tiến hnh khoan chặn hai
đầu vết nứt với đờng kính lỗ khoan l 5 6 mm. Tiến hnh vát mép hn theo
dạng chữ V. Ta tiến hnh hn từ giữa vết nứt sang hai đầu. Để đảm bảo độ bền của
cần cẩu ta phải bọc một ống đệm phái ngoi có chiều dầy ống đệm l 6 8 mm.
Chiều di của ống bọc phải đảm bảo phủ kín vị trí vết nứt v cách đầu vết nứt l 50
60 mm ở phiá ngoi ( hình 91 )
Trong một số trờng hợp nếu vết nứt ngắn v đi dọc theo cần câu thì ta chỉ việc
khoan chặn hai đâù vết nứt v bọc bên ngoi một ống đệm l đợc. ống đệm đó
phải khoan lỗ để thực hiện hn xông.
Hình 91
3. Sửa chữa cần cẩu khi bị gẫy.
Khi cầnc ẩu bị gẫy thì ta phải xem lại kết cấu của cần cẩu. Nếu độ bền của cần
cẩu không đảm bảo dẫn đến hiện t
ợng bị gẫy thì ta phái thay mới cần cẩu với độ
bền cao hơn( tăng chiều dầy của cần cẩu). Nếu bị gẫy do nguyên nhân khác thì ta
Biên soạn: Nguyễn Mai Lâm
72