ĐLVN 149:2004 pptx
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (170.17 KB, 11 trang )
3
văn bản kỹ thuật đo lờng việt nam ĐLVN 149 : 2004
Calip vòng - Quy trình hiệu chuẩn
Gauge rings - Methods and means of calibration
1 Phạm vi áp dụng
Văn bản ny quy định quy trình hiệu chuẩn calíp vòng có kích thớc đờng kính danh
định (5 - 300) mm bằng phơng pháp đo so sánh có độ chính xác 1 m.
2 Các phép hiệu chuẩn
Phải lần lợt tiến hnh các phép hiệu chuẩn ghi trong bảng 1.
Bảng 1
STT Tên phép hiệu chuẩn Theo điều mục của QTHC
1
Kiểm tra bên ngoi
6.1
2
Kiểm tra đo lờng
Xác định kích thớc đờng kính
calíp vòng
Xác định chênh lệch đờng kính v
6.2
6.2.1
6.2.3
3 Phơng tiện hiệu chuẩn
Bộ vòng chuẩn
+ Phạm vi đo phù hợp với calip vòng cần hiệu chuẩn.
+ Độ không đảm bảo đo U 0,2 m.
Thiết bị đo độ di
+ Phạm vi đo 300 mm
+ Độ chính xác (0,2 + 2L) m; [L]: m
Nhiệt kế tiếp xúc có giá trị độ chia 0,2
o
C.
4
ĐLVN 149 : 2004
4 Điều kiện hiệu chuẩn
Khi tiến hnh hiệu chuẩn phải đảm bảo các điều kiện sau đây:
- Nhiệt độ môi trờng: (20 1)
o
C;
- Độ ẩm tơng đối: (50 20) %RH.
5 Chuẩn bị hiệu chuẩn
Lm sạch v đặt vòng chuẩn v calip vòng cần hiệu chuẩn trong phòng đo ít nhất 6 giờ
sao cho nhiệt độ của chúng cân bằng.
6 Tiến hnh hiệu chuẩn
6.1 Kiểm tra bên ngoi
Phải kiểm tra bên ngoi theo các yêu cầu sau đây:
- Calip vòng phải có đủ ký hiệu, kích thớc danh định, ký hiệu dung sai.
- Không có các vết xớc, hay vết rỉ trên mặt lm việc của calip vòng.
6.2 Kiểm tra đo lờng
Calip vòng đợc kiểm tra đo lờng theo trình tự nội dung, phơng pháp v yêu cầu sau
đây:
6.2.1 Xác định kích thớc đờng kính calip vòng
- Đặt vòng chuẩn có kích thớc D
S
gần với kích thớc danh định của calip vòng cần
hiệu chuẩn lên bn đo của máy đo độ di.
- Dùng mỏ đo trong xác định kích thớc gốc ban đầu, đọc số chỉ trên máy đo ký hiệu
l A
S
.
- Lấy vòng chuẩn ra khỏi bn đo của máy.
- Đặt calip vòng cần hiệu chuẩn lên bn đo, dùng mỏ đo trong của máy xác định kích
thớc đờng kính của calip vòng cần hiệu chuẩn, đọc số chỉ của máy đo ký hiệu l
A
M
.
- Kích thớc đờng kính của calip vòng cần hiệu chuẩn đợc xác định nh sau:
D
M
= (A
M
- A
S
) + D
S
6.2.2 Vị trí v hớng đo
5
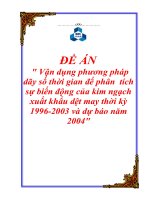
Tiến hnh xác định kích thớc đờng kính calíp vòng theo ba mặt phẳng đo cách đều
nhau (hình 1).
ĐLVN 149 : 2004
- Hớng đo chính l hớng đo đợc đánh dấu trên calíp vòng.
- Hớng đo vuông góc l hớng đo vuông góc với hớng đo chính.
- Mặt phẳng đo l những mặt phẳng vuông góc với trục của calip vòng.
- Mặt trên của calip vòng l mặt ghi khắc kích thớc danh định, ký hiệu dung sai, ký
mã hiệu của calip vòng.
- Chiều dy của calip vòng ký hiệu H.
- Vị trí mặt phẳng đo 1 v mặt phẳng đo 3 cách mặt trên v mặt đáy l 2 mm.
- Trong mỗi một mặt phẳng đo tiến hnh đo xác định kích thớc đờng kính của calip
vòng theo hớng đo chính (0
o
) ký hiệu D
MC
v hớng đo vuông góc (90
o
) ký hiệu D
MV
.
- Giá trị kích thớc đờng kính tại mỗi một mặt phẳng đo đợc xác định nh sau:
D = (D
MC
+ D
Mv
) /2.
Mặt phẳng đo 2 (giữa)
Mặt
p
hẳn
g
đo 1 (đầu)
Mặt
p
hẳn
g
đo 3 (cuối)
Hớng đo
chính
(
0
0
)
Vị trí
g
hi số hiệu, k
ý
hiệu ca líp vòng
Hớng đo
vuông góc (90
0
)
Vị trí
g
hi kích
thớc danh định,
ký hiệu dung sai
Mặt trên
Mặt đáy
H
Hình 1
6
- Trong trờng hợp chiều dầy của calip vòng H nhỏ hơn 14 mm chỉ tiến hnh đo xác
định kích thớc đờng kính của calip vòng tại mặt phẳng đo giữa .
ĐLVN 149 : 2004
6.2.3 Xác định chênh lệch đờng kính trong mặt phẳng đo 2 (giữa)
Trong mặt phẳng đo 2 xác định chênh lệch giữa hai đờng kính D
MV
v D
MC
ký hiệu
l v.
MVMC
DDv =
Chú thích:
- Khi đặt vòng chuẩn hoặc calíp vòng lên bn đo sao cho mặt đáy của chúng tiếp xúc
với mặt bn đo.
- Trong quá trình đo phải kẹp chặt vòng chuẩn v calíp vòng vo bn đo, phải giữ
nguyên lực đo trong suốt quá trình đo.
7 Xử lý chung
7.1 Calip vòng sau khi hiệu chuẩn đợc dán tem, cấp giấy chứng nhận hiệu chuẩn kèm
theo thông báo kết quả hiệu chuẩn bao gồm kích thớc đờng kính tại các mặt phẳng
đo v chênh lệch đờng kính tại mặt phẳng đo giữa.
7.2 Chu kỳ hiệu chuẩn của calip vòng đợc khuyến nghị l 12 tháng.
7
Phụ lục 1
Tên cơ quan hiệu chuẩn Biên bản Hiệu chuẩn
Số :
Tên phơng tiện đo:
Kiểu: Số:
Cơ sở sản xuất :
Đặc trng kỹ thuật:
Kích thớc danh định : D
dd
=
Cơ sở sử dụng :
Phơng pháp thực hiện :
Chuẩn, thiết bị chính đợc sử dụng :
Điều kiện môi trờng : Nhiệt độ: Độ ẩm:
Ngời thực hiện: Ngy thực hiện:
Kết quả hiệu chuẩn
+ Mặt phẳng đo 1 (đầu)
Hớng đo X Hớng đo Y D = (D
MC
+ D
MV
)/2
A
S
A
M
A
S
A
M
D
MC
=
D
MV
=
+ Mặt phẳng đo 2 (giữa)
Hớng đo X Hớng đo Y D = (D
MX
+ D
MY
)/2
A
S
A
M
A
S
A
M
D
MC
=
D
MV
=
8
MVMC
DDv =
=
+ Mặt phẳng đo 3 (cuối)
Hớng đo X Hớng đo Y D = (D
MC
+ D
MV
)/2
A
S
A
M
A
S
A
M
D
MC
=
D
MV
=
Kết luận:
Độ không đảm bảo đo U =
Với mức tin cậy P = 95 %.
Ngời soát lại Ngời thực hiện
9
Phụ lục 2
Xác định độ không đảm bảo đo của
phép hiệu chuẩn calip vòng
1 Mô hình toán học
Đờng kính vòng chuẩn v đờng kính calip vòng tại 20
o
C: D
S
v D
M
.
Đờng kính vòng chuẩn v đờng kính calip vòng tại thời điểm hiệu chuẩn: D
S
1
v D
M
1
Nhiệt độ của vòng chuẩn v calip vòng tại thời điểm hiệu chuẩn: t
S
v t
M
Hệ số dãn nở nhiệt của vật liệu chế tạo vòng chuẩn v calip vòng:
S
;
M
+ Đờng kính calip vòng cần hiệu chuẩn đợc xác định:
D
M
= (A
M
- A
S
) + D
S
- D
S
( t
S
-20) - (
TB
t + t )D
M
Trong đó:
= (
S
-
M
)
TB
= (
S
+
M
)/2
t = (t
S
- t
M
) t = (t
S
+ t
M
)/2 - 20
D = D
M
- D
S
2 Độ không đảm bảo đo tổng hợp
)t(uc)(uc)t(uc
)(uc)t(uc)u(uc)D(uc)A;A(uc)D(u
22
t
2222
t
TB
22
TBS
22
tsS
22
Ss
22
DSMS
22
AM;ASM
2
c
+++
++++=
Xác định hệ số nhậy c
i
c
As;AM
= 1 c
TB
= t D
M
c
Ds
= 1 c
t
=
TB
D
M
c
S
= (t
s
-20)D c
= tD
M
c
ts
=
S
D c
t
= D
M
3 Xác định độ không đảm bảo đo thnh phần.
a) u(A
s
;A
M
): thnh phần ĐKĐB đo phụ thuộc vo độ chính xác của thiết bị đo đợc lấy
từ giấy hiệu chuẩn hoặc đặc trng kỹ thuật của thiết bị đo.
10
b) u(D
S)
): thnh phần ĐKĐB đo của vòng chuẩn đợc xác định thông qua giấy chứng
nhận hiệu chuẩn của vòng chuẩn.
c) u(
S
) : thnh phần ĐKĐB đo của hệ số dãn nở nhiệt của vật liệu chế tạo vòng chuẩn,
đợc xác định thông qua giấy hiệu chuẩn của vòng chuẩn hoặc trong các ti liệu kỹ
thuật.
Ví dụ: hệ số dãn nở nhiệt của thép chế tạo vòng chuẩn l (11,5 1).10
-6
/K
khi đó
3
1
)(U
s
= .10
-6
/K
d) u(t
S
): thnh phần ĐKĐB do sử dụng nhiệt kế để xác định nhiệt độ của vòng chuẩn
khi đo u(t
s
) đợc xác định thông qua giấy chứng nhận hiệu chuẩn nhiệt kế.
e) u(
TB
):
TB
= (
S
+
M
)/2
)(u)(u
2
1
)(u
M
2
S
2
TB
+=
f) u(t): thnh phần ĐKĐB đo do chênh lệch nhiệt độ của vòng chuẩn v calip vòng
khi tiến hnh đo.
g) u():
= (
S
-
M
)
)(u)(u)(u
M
2
S
2
TB
+=
h) u(t):
t = (t
S
+ t
M
)/2 - 20
)t(u)t(u
2
1
)t(u
M
2
S
2
+=
4 Độ không đảm bảo đo mở rộng
Độ không đảm bảo đo mở rộng U đợc tính bằng độ không đảm bảo đo tổng hợp u
c
nhân với hệ số phủ k .
U = k.u
c
Trong đó k l hệ số phủ, thông thờng k = 2 ứng với mức tin cậy p = 95 %.
11
§LVN v¨n b¶n kü thuËt ®o l−êng viÖt nam
§LVN 149 : 2004
calÝp vßng
Quy tr×nh hiÖu chuÈn
Gauge rings - Methods and means of calibration
hμ néi - 2004
12
Ti liệu tham khảo
Limit Gauge JIS B 7519
ISO 3670 -1979
DIN 2250
Lời nói đầu :
ĐLVN 149 : 2004 do Ban kỹ thuật đo lờng TC 7 Phơng tiện đo độ di v các đại
lợng liên quan biên soạn, Trung tâm Đo lờng đề nghị, Tổng cục Tiêu chuẩn Đo
lờng Chất lợng ban hnh.
13