Thực hành hàn khí - Tập 1 - Bài 3 potx
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (333.2 KB, 10 trang )
Dự án JICA HIC Hàn khí tập 1
25
Bi 3: hình thnh đờng hn trên mặt phẳng không
dùng que hn phụ
Mục đích:
Hình thành kỹ năng tạo đờng hàn trên mặt phẳng không dùng que hàn phụ.
Vật liệu:
- Khí axêtylen và khí ô xy.
- Thép tấm (2,0 x 150 x 150) mm.
Dụng cụ và thiết bị:
- Bộ thiết bị hàn.
- Bộ dụng cụ hàn.
- Bộ bảo hộ lao động.
- Chậu nớc.
- Bàn chải sắt.
Dự án JICA HIC Hàn khí tập 1
26
I/ Sử dụng mỏ hàn.
1. Công việc chuẩn bị.
- Chuẩn bị các thiết bị, dụng cụ tơng tự nh trong bài sử dụng, bảo dỡng
thiết bị và dụng cụ hàn khí.
- Làm sạch bề mặt hàn bằng bàn chải.
- Dùng đá phấn vạch các đờng thẳng song song cách đều 20 mm trên bề
mặt vật hàn.
- Kê tấm đệm giữa mặt gạch chịu lửa và vật hàn.
2. T thế.
- Không để ống dẫn khí bị xoắn.
- Cầm mỏ hàn và mở rộng khuỷu tay.
- Để tay trái trên đầu gối.
Dự án JICA HIC Hàn khí tập 1
27
3. Đặt mỏ hàn.
- Mồi lửa và điều chỉnh để đợc ngọn lửa trung tính.
- Đặt mỏ hàn và ngọn lửa thẳng hớng với đờng vạch dấu.
4. Nâng mỏ hàn.
- Giữ mỏ hàn nghiêng khoảng 45
o
.
- Giữ khoảng cách giữa nhân ngọn lửa và bề mặt vật hàn bằng từ (2 ~ 3)
mm.
Dự án JICA HIC Hàn khí tập 1
28
5. Làm nóng chảy kim loại cơ bản.
- Kiểm tra hớng, góc nghiêng và chiều cao nhân ngọn lửa.
- Quan sát quá trình nóng chảy.
II/ Thực hành hàn.
1. Công việc chuẩn bị.
- Chuẩn bị tơng tự nh khi chuẩn bị trong sử dụng, bảo dỡng thiết bị và
dụng cụ hàn khí.
- Điều chỉnh ngọn lửa hàn.
- Vạch dấu các đờng thẳng song song cách đều 20 mm trên bề mặt vật
hàn.
+ Chấm dấu cách nhau 20 mm ở đờng thẳng 1.
+ Chấm dấu cách nhau 15 mm ở đờng thẳng 2.
+ Chấm dấu cách nhau 10 mm ở đờng thẳng 3.
+ Chấm dấu cách nhau 5 mm ở đờng thẳng 4.
Dù ¸n JICA – HIC Hµn khÝ – tËp 1
29
2. T¹o bÓ hµn.
- T¹o bÓ hµn t¹i ®iÓm giao nhau cña c¸c ®−êng v¹ch dÊu.
- Kh«ng lµm s«i bÓ hµn vµ t¹o ra tia löa.
Dự án JICA HIC Hàn khí tập 1
30
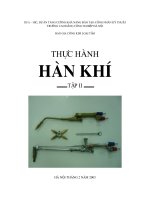
3. Chuyển động mỏ hàn.
- Di chuyển nhân ngọn lửa từ phải sang trái với chiều cao không đổi.
- Điều chỉnh đúng hớng, góc nghiêng và chiều cao nhân ngọn lửa.
4. Làm lại bớc 2 và 3.
- Di chuyển với tốc độ đều đồng thời giữ chiều rộng bể hàn không đổi với
đờng thẳng 5, 6, và 7.
- Tăng vận tốc di chuyển của mỏ hàn khi đến gần cuối đờng hàn bởi vì
điểm cuối đờng hàn dễ bị cháy thủng.
Dự án JICA HIC Hàn khí tập 1
31
5. Kiểm tra.
Kiểm tra các yếu tố sau:
+ Kích thớc đờng hàn.
+ Độ lõm của đờng hàn.
+ Sự ô xy hoá.
+ Rỗ khí.
+ Chiều rộng đờng hàn.
+ Độ thẳng của đờng hàn.
+ Cháy thủng.
Tham khảo:
1. Vị trí nhân ngọn lửa.
T thế hàn là yếu tố quan trọng ảnh hởng đến kết quả hàn, ngoài ra còn yếu
tố quan trọng hơn là vị trí nhân ngọn lửa. Đó là sự kết hợp giữa hớng, góc
nghiêng và chiều cao nhân ngọn lửa. Trong quá trình luyện tập phải điều chỉnh
góc độ và nhân ngọn lửa chính xác nh hình vẽ dới đây. Tuy nhiên do ngọn lửa
nhìn xiên từ phía ngời thợ nên khó kiểm tra các điều kiện của ngọn lửa và các
yêu cầu luyện tập.
Dự án JICA HIC Hàn khí tập 1
32
2. Làm nguội bép hàn bằng nớc nguội.
Khi có hiện tợng ngọn lửa tạt lại (cháy ngợc) là do bép hàn quá nóng,
hoặc cần thay bép hàn ngay sau khi hàn nên làm nguội bép hàn bằng nớc.
Khi nhúng mỏ hàn vào trong nớc để làm nguội phải mở van ô xy để tránh
nớc và các tạp chất chui vào bép hàn.
Hình chiếu bằng
Đờng tâm ngọn lửa
Hình chiếu đứng Hình chiếu cạnh
Dự án JICA HIC Hàn khí tập 1
33
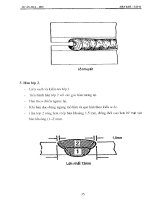
3. Nung nóng chảy kim loại cơ bản.
4. Các phơng pháp phòng ngừa ngọn lửa cháy ngợc.
- Tăng áp suất khí.
- Mở van tăng thêm khí.
- Dùng bép hàn cỡ nhỏ hơn.
- Làm nguội bép hàn bằng nớc.
- Làm sạch lớp xỉ bám ở lỗ bép.
- Điều chỉnh đúng chiều cao nhân ngọn lửa.
- Tránh để lỗ của bép hàn rộng ra.
Lm bong vảy
trên bề mặt v
nung đỏ kim loại
Tạo thnh
bể hn
Bể hn chuyển
mu trắng
Tâm bể hn
lõm xuống
Cháy thủng
Dự án JICA HIC Hàn khí tập 1
34
Phiếu đánh giá
Họ và tên Sản phẩm số
Ngày thực hiện Thời gian thực hiện
Đánh giá
Nội dung đánh giá Yếu tố đánh giá Mã đánh giá Điểm
Sự đồng đều về chiều rộng mối
hàn
Sự đồng đều về hình dạng mối
hàn
Độ thẳng của mối hàn
Xử lý điểm đầu và điểm cuối
mối hàn
Độ lõm của đờng hàn
Hiện tợng cháy thủng
Rỗ khí
Hàn
Hình dạng
mối hàn
Độ chính xác về kích thớc của
đờng hàn
Làm sạch
Làm sạch
mối hàn và
kim loại cơ
bản
Tình trạng ô xy hoá mặt sau của
vật hàn đã đợc làm sạch bằng
bàn chải sắt
Thời gian
Thời gian
thực hiện
Tổng điểm
Điểm Tổng số điểm/số yếu tố đánh giá = / = Điểm
Khoảng điểm 100 ~ 75 74 ~ 50 49 ~ 25 Dới 24
Mã đánh giá A B C D