Thực hành hàn khí - Tập 1 - Bài 4 pps
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (154.16 KB, 8 trang )
Dự án JICA HIC Hàn khí tập 1
35
Bi 4: Hình thnh đờng hn trên mặt phẳng sử dụng
que hn phụ
Mục đích:
Hình thành kỹ năng hàn đờng hàn trên mặt phẳng có sử dụng que hàn phụ.
Vật liệu:
- Khí axêtylen và khí ô xy.
- Thép tấm (2,0 x 150 x 150) mm.
Dụng cụ và thiết bị:
- Bộ thiết bị hàn.
- Bộ dụng cụ hàn.
- Bộ bảo hộ lao động.
1. Công việc chuẩn bị.
- Chuẩn bị các thiết bị, dụng cụ tơng tự nh trong bài sử dụng, bảo dỡng
thiết bị và dụng cụ hàn khí.
- Làm sạch bề mặt vật hàn.
- Dùng phấn đá vạch dấu các đờng thẳng song song cách đều 20 mm trên
bề mặt vật hàn.
Dự án JICA HIC Hàn khí tập 1
36
2. Bắt đầu hàn.
- Mồi lửa và điều chỉnh để đợc ngọn lửa trung tính.
- Tạo bể hàn cách điểm bắt đầu hàn khoảng 5 mm.
- Chú ý tránh không để cháy thủng điểm bắt đầu hàn.
- Điều chỉnh que hàn nghiêng một góc 45
o
so với bề mặt vật hàn.
- Làm nóng chảy que hàn bổ xung kim loại cho đờng hàn.
Dự án JICA HIC Hàn khí tập 1
37
3. Trong quá trình hàn.
- Đa que hàn lên và xuống với tốc độ đều trong khi di chuyển nhân ngọn
lửa.
- Đa que hàn vào tâm bể hàn.
- Không đa que hàn ra phía ngoài ngọn lửa.
- Giữ chiều rộng bể hàn đều nhau.
- Điều chỉnh góc nghiêng mỏ hàn nhỏ khi có hiện tợng cháy thủng vật
hàn.
Dự án JICA HIC Hàn khí tập 1
38
4. Kết thúc đờng hàn.
- Tăng tốc độ hàn từ vị trí cách điểm cuối đờng hàn khoảng 20 mm.
- Khi còn cách điểm cuối của đờng hàn khoảng 10 mm đa nhân ngọn lửa
lên và xuống để giảm sự nóng chảy của kim loại cơ bản.
- Lấp đầy rãnh hồ quang ở điểm cuối đờng hàn.
Dự án JICA HIC Hàn khí tập 1
39
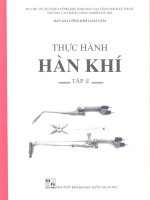
5. Kiểm tra.
Kiểm tra các yếu tố sau:
+ Kích thớc đờng hàn.
+ Sự ô xy hoá.
+ Rỗ khí.
+ Chiều rộng đờng hàn.
+ Độ thẳng của đờng hàn.
+ Cháy thủng.
Tham khảo:
1. Cách tạo các đờng hàn.
- Đầu tiên tạo bể hàn với kích thớc theo yêu cầu sau đó đa que hàn vào bể
hàn làm nóng chảy que hàn.
- Chiều rộng của đờng hàn đợc xác định bởi tốc độ chuyển động của mỏ
hàn. Chiều cao phần đắp đợc quyết định bởi lợng kim loại nóng chảy
của que hàn phụ.
2. Phơng pháp nối mối hàn.
- Nung nóng mối hàn tại vị trí cách phần lõm của mối hàn khoảng 5 mm.
Khi kim loại mối hàn đã nóng chảy di chuyển mỏ hàn chậm tới phần lõm
của mối hàn.
- Khi bể hàn đạt đợc kích thớc nh đờng hàn trớc, đa que hàn phụ vào
bể hàn điền đầy phần lõm và tiếp tục hàn.
Dự án JICA HIC Hàn khí tập 1
40
3. Sự bắn tóe kim loại.
Sự bắn tóe kim loại đợc sinh ra trong khi hàn là do các nguyên nhân sau:
- Ngọn lửa ô xy hoá.
- Chuyển động que hàn quá rộng và không khí lọt vào vùng hàn.
- Ngọn lửa quá mạnh.
- Kim loại nóng chảy quá nhiệt.
Dù ¸n JICA – HIC Hµn khÝ – tËp 1
41
4. C¸c th«ng sè hµn.
¸p suÊt khÝ
Que hµn Mèi hµn
Th«ng sè
ThÐp
tÊm
¤ xy
(Kg/cm
2
)
Axªtylen
(Kg/cm
2
)
Sè bÐp
hµn
ChiÒu
dµi
nh©n
ngän
löa
(mm)
§−êng
kÝnh
(mm)
ChiÒu dµi
lµm viÖc
(mm)
Thêi gian
hµn
ChiÒu
réng
(mm)
ChiÒu
cao
(mm)
1,6x150x150 1,0 0,1 75 7 1,6 250 ~ 275
1’25” ~
1’35”
5 0,7
2,3x150x150 1,5 0,1 100 8 2,0 210 ~ 225
2’15” ~
2’25”
8 1,0
3,2x150x150 1,8 0,1 150 9 2,6 180 ~ 190
2’30” ~
2’40”
10 1,3
Dự án JICA HIC Hàn khí tập 1
42
Phiếu đánh giá
Họ và tên Sản phẩm số
Ngày thực hiện Thời gian thực hiện
Đánh giá
Nội dung đánh giá Yếu tố đánh giá Mã đánh giá
Điểm
Sự đồng đều về chiều rộng mối hàn
Sự đồng đều về chiều cao mối hàn
Sự đồng đều về hình dạng mối hàn
Xử lý điểm đầu và điểm cuối mối hàn
Khuyết cạnh
Chảy tràn
Rỗ khí
Hình dạng
mối hàn
Độ thẳng của đờng hàn
Sự cháy thủng
Hàn
Nội dung
khác
Biến dạng vật hàn
Làm sạch
Làm sạch
mối hàn và
kim loại cơ
bản
Làm sạch ô xy hoá trên bề mặt mối
hàn và kim loại cơ bản
Thời gian
Thời gian
thực hiện
Tổng điểm
Điểm Tổng số điểm/số yếu tố đánh giá = / = Điểm
Khoảng điểm 100 ~ 75 74 ~ 50 49 ~ 25 Dới 24
Mã đánh giá A B C D