Nghiên cứu Thiết kế và chế tạo máy cắt nilon thành sợi
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (2.44 MB, 45 trang )
MỤC LỤC
Chương 1 1
Mở đầu 1
1.1 Đặt vấn đề 1
1.2 Tổng quan 2
1.2.1 Giới thiệu công ty Lan Phương Thành Phát 2
1.2.2 Giới thiệu sản phẩm chuyên sản xuất của công ty 3
1.2.3 Giới thiệu về sản phẩm quai gá nón 4
1.2.4 Tình hình thực tế 5
1.3 Tính cấp thiết 5
1.4 Mục tiêu của đề tài 7
1.5 Phương pháp nghiên cứu của đề tài 8
1.6 Đối tượng và phạm vi nghiên cứu 8
Chương 2: 9
Cơ Sở Lý Thuyết 9
2.1 Giới thiệu tổng quan về biến tần 9
2.2 Động cơ có hộp số 12
2.3 Nút nhấn (PB –Pushbutton) 13
2.4 Xích 14
2.5 Bạc đạn 15
2.6 Gối đỡ ( UCP ) 15
2.7 Tủ điện 16
Chương 3: 17
Thiết Kế Và Thi Công 17
3.1 Tính toán và thiết kế 17
3.1.1 Xác định nguyên lý cấu tạo và nguyên lý làm việc của máy 17
3.2 Tính toán, thiết kế và phác thảo phần cơ khí. 19
3.2.1 Cụm cơ cấu cấp liệu 19
3.2.1.1 Rulô cấp liệu 19
3.2.1.2 Giá đỡ trục rulô 21
3.2.1.3 La chắn liệu 22
3.2.1.4 Bạc đạn 22
3.2.2 Khung chính và cơ cấu truyền động của máy 23
3.2.2.1 Khung chính 23
3.2.2.2 Cơ cấu truyền động của máy 24
3.2.3 Thiết kế cụm cơ cấu dẫn hướng. 28
3.2.3.1 Thiết kế dẫn hướng. 28
3.2.3.2 Nẹp liệu vào 29
3.2.3.3 Zích zắc 30
3.2.3.4 Nẹp liệu ra 31
3.2.4 Thiết kế cụm cơ cấu cắt 31
3.2.4.1 Thanh gá dao 33
3.2.4.2 Khuôn chứa dao cắt 33
3.2.4.3 Trục gá dao 34
3.2.4.4 Tăng đơ 35
3.2.4.5 Thanh đỡ gối 36
3.2.5 Thiết kế cụm cơ dẫn hướng ra 36
3.2.6 Thiết kế cụm cơ dẫn hướng thu 37
3.2.6.1 Trục cuộn thu 37
3.2.6.2 Động cơ 38
Chương 4 41
Kết Luận Và Kiến Nghị 41
4.1 Kết luận 41
4.2 Những hạn chế trong quá trình thực hiện 42
TÀI LIỆU THAM KHẢO 43
- 1 -
Chương 1
Mở đầu
1.1 Đặt vấn đề
Khoa học kỹ thuật thế giới ngày càng phát triển và đã đạt được những thành tựu rất
lớn. Nước ta là nước đi sau về khoa học kỹ thuật, nhưng nhờ những chính sách đúng đắn
của Đảng và Nhà nước nên đã biết đi tắt đón đầu để nhanh chóng tiếp thu trình độ khoa
học kỹ thuật của thế giới, nhanh chóng bắt kịp và nghiên cứu phát triển nhiều đề tài có
ảnh hưởng đến sự phát triển của khoa học công nghệ nước nhà nói riêng và thế giới nói
chung.
Việt Nam là nước đang phát triển, tốc độ công nghiệp hóa – hiện đại hóa ngày càng
cao. Mỗi năm các sản phẩm từ nilon được sản xuất đưa ra thị trường rất nhiều vì sự tiện
lợi cũng như dễ sử dụng của nó, có thể áp dụng trong ngành bao bì, ngành thực phẩm,
ngành thủ công nghiệp…vv. Nhưng các sản phẩm từ nilon chủ yếu là nhập từ nước ngoài
về chính điều này đã làm cho giá thành cao. Để đáp ứng nhu cầu tiêu dùng tăng cao, hiện
nay trong nước đã có rất nhiều doanh nghiệp chuyên sản xuất các sản phẩm từ nilon điển
hình như: cở sở Hòa Kim, Lê Hồng Phong, Đỗ Quyên…vv, áp dụng nilon vào việc sản
xuất gá quai nón lá, ghế ngồi, tủ, giỏ, cặp…Tuy nhiên đây chỉ là các doanh nghiệp nhỏ lẻ,
vẫn áp dụng các biện pháp thủ công dùng dao kéo cắt thành sợi ở một số doanh nghiệp
khác có áp dụng máy móc nhưng chủ yếu là các thiết bị máy móc thô sơ để sản xuất vì
vậy chất lượng của sản phẩm của các doanh nghiệp này không đồng đều chính điều này
đã tạo nên sự cạnh tranh khốc liệt trên thị trường trong đó giá thành và chất lượng sản
phẩm luôn là những vấn đề được đặt lên hàng đầu.
Đứng trước những yêu cầu đó, rất nhiều cơ sở chế biến đã mạnh dạn đầu tư hệ thống
máy móc dây chuyền sản xuất nhằm nâng cao chất lượng sản phẩm, chế biến nilon nhằm
nâng cao năng suất và hạ giá thành sản phẩm. Nhưng chi phí của các hệ thống, dây
chuyền này không hề rẻ và không phải cơ sở nào cũng có khả năng đầu tư. Hơn nữa hầu
hết các loại máy trên thị trường chủ yếu là nhập từ nước ngoài về chính vì vậy mà chi phí
sản xuất rất cao.
- 2 -
Vấn đề đặt ra là cần có một loại máy có thể nâng cao năng suất, giảm chi phí nhân
công và phù hợp với quy trình sản xuất nhưng giá thành phải nằm trong khả năng đầu tư
của các cơ sở có quy mô nhỏ.
Tại công ty Lan Phương Thành Phát tuy đã áp dụng máy móc, thiết bị vào sản
xuất với mong muốn nâng cao năng suất và tối ưu hóa sản phẩm của mình, nhưng công ty
vẫn còn nhiều công đoạn chưa thể tự động hóa vì vẫn chưa tìm ra phương án áp dụng cho
yêu cầu từ chất lượng sản phẩm điều này đã gây ra những ảnh hưởng không tốt đến năng
suất cũng như lợi nhuận của công ty khi mà chất lượng sản phẩm còn phụ thuộc quá nhiều
vào lao động, quy trình sản xuất mang tính thủ công không đáp ứng được những yêu cầu
ngày càng cao về chất lượng cũng như số lượng sản phẩm. Từ những thực trạng bất lợi
đó, ban lãnh đạo công ty đã cố gắng không ngừng nhằm nâng những quy trình từ sản xuất
thủ công trở thành sản xuất tự động hoặc bán tự động, mong muốn tạo được những điều
kiện tốt nhất để phục vụ cho sự phát triển của công ty.
Từ những nhu cầu thiết yếu đó, ban lãnh đạo công ty Lan Phương Thành Phát đã
đặt vấn đề với nhóm nghiên cứu. Nghiên cứu “ Thiết kế và chế tạo máy cắt nilon thành
sợi” cho công ty Lan Phương Thành Phát.
1.2 Tổng quan
1.2.1 Giới thiệu công ty Lan Phương Thành phát
Công ty Lan Phương Thành Phát là một công ty chuyên sản xuất các mặt hàng dân
dụng, phục vụ đời sống hàng ngày. Những sản phẩm được sản xuất tại công ty Lan
Phương Thành Phát bao gồm: sợi gá nón, ghế, tủ, túi nilon… và nhiều sản phẩm dân
dụng khác. Với nguồn nhân lực trên 100 người công nhân lành nghề, công ty Lan
Phương Thành Phát có thể đáp ứng được nhu cầu sản xuất của thị trường tiêu thụ trong
nước cũng như thế giới.
- 3 -
1.2.2 Giới thiệu sản phẩm chuyên sản xuất của công ty
Các loại sản phẩm bàn ghế.
Hình 1.1 Bàn ghế sản suất từ nhựa
Các loại sản phẩm quai gá nón
Hình 1.2 Quai gá nón
Các loại sản phẩm túi nilon
Hình 1.3 Sản xuất túi nilon
- 4 -
1.2.3 Giới thiệu về sản phẩm quai gá nón
Hình 1.4 Sợi nilon dùng làm quai gá nón
Sản phẩm quai gá nón được sản xuất từ chất liệu nhựa, hiện nay đang là mặt hàng
mà thị trường trong nước cũng như thế giới cần rất nhiều, với số lượng đơn đặt hàng ngày
càng tăng cao. Đây là một sản phẩm thuộc ngành thủ công nghiệp. Được sử dụng để định
hình nón, ứng dụng trong ngành bao bì…
Các công đoạn cơ bản hình thành sản phẩm quai gá nón
Để có thể sản xuất được thành nón lá phải trải qua 5 công đoạn như sau: Chọn nilon
sợi, chọn thanh gá, định hình nón, chọn lá cọ, khâu nón lá, kiểm tra sản phẩm, xem có
đúng yêu cầu không.
Hình 1.5 Quy trình sản xuất nón lá
- 5 -
1.2.4 Tình hình thực tế
Hiện nay trên thế giới có rất nhiều máy cắt nilon thành sợi, tuy nhiên không phải mặt
hàng sản xuất từ nilon loại nào cũng có hoặc nếu có thì giá thành rất cao đòi hỏi người
công nhân phải có trình độ nhất định để có thể vận hành được máy.
Đối với việc sản xuất nilon thành sợi ở công ty Lan Phương Thành Phát đang
được sản xuất bằng thủ công với việc cắt nilon bằng kéo, chính điều này đã gây ra rất
nhiều khó khăn cho doanh nghiệp bởi chi phí đầu tư thuê nhân công quá cao.
1.3 Tính cấp thiết
Nhựa nilon là một sản phẩm rất thông dụng trên thị trường được ứng dụng rất rộng
rải được dùng làm bàn, ghế, đồ thủ công mỹ nghệ…Tuy nhiên loại nhựa nilon mà nhóm
đang nghiên cứu gia công cắt ra ở đây là một loại nhựa phế thải, thay vì đem đi tái chế lại
thì nhóm đã tìm hiểu lên bản vẽ thiết kế một loại máy gia công cắt nhựa nilon thành sợi
và bán cho người tiêu dùng với giá rẻ.
Cắt nilon thành sợi 6mm để định hình nón là chi tiết quan trọng trong việc sản xuất
nón lá.
Chi tiết sợi: bề ngang 6mm, chiều dài cắt hết cuộn liệu.
Công đoạn cắt sợi này hiện đang được thực hiện thủ công, đòi hỏi công nhân phải
dùng kéo để cắt, vì vậy mà sợi cắt thường không đều và sợi dây hay bị đứt. Vì nhiệt độ
nóng chảy của loại nilon này là rất thấp chỉ khoảng 80
0
C nên việc gia công là rất khó
khăn nếu dùng phương pháp cắt trục hay cắt ma sát cao đều rất khó khăn. Công ty cũng
đã đưa ra giải pháp máy cắt bằng trục kết quả sợi liệu vẫn không thẳng kết quả như hình
bên dưới:
Hình 1.6a Nguyên liệu Hình 1.6b Sản phẩm
- 6 -
Lý do chọn giải pháp
Qua nhiều tháng tìm hiểu nhóm đã phát hiện có rất nhiều phương pháp để
có thể cắt nilon thành sợi sau đây là một số phương pháp rất thông dụng:
Phương pháp cắt thủ công:
Để cấu thành nên sản phẩm sợi 6mm cần trải qua nhiều công đoạn, nhưng
công đoạn cắt sợi là quan trọng nhất.
Hình 1.7 Công nhân dùng kéo để cắt
Công đoạn cắt nilon bằng tay đang tồn tại rất nhiều nhược điểm cần chúng
ta giải quyết vấn đề này:
- Việc cắt bằng tay tốn rất nhiều nhân công, dẫn tới chi phí sản xuất được sản
phẩm rất cao.
- Sản phẩm cắt ra không đồng đều và không thẳng làm cho lượng sản phẩm bị
loại ra tương đối lớn, dẫn tới lãng phí nguyên liệu. Làm giảm lợi nhuận của
công ty.
- Công việc cắt hoàn toàn thủ công khi công nhân cắt lại dùng với dao kéo vì vậy
mà mức độ an toàn lao động tương đối thấp, khả năng rủi ro khi cắt vào tay là
rất cao.
- Công việc cắt phải dùng kéo cắt nên việc tay bị đau, chai tay chắc chắn sẽ xảy
ra chính điều này đã làm cho năng suất lao động giảm.
Phương pháp cắt bằng trục:
Phương pháp này cũng là giải pháp của công ty Lan Phương Thành Phát
tuy nhiên sản phẩm mà loại máy này làm ra không đạt yêu cầu của công ty.
- 7 -
Hình 1.8 Máy cắt bằng trục
- Ưu điểm: cắt nhanh, cắt được nhiều sợi cùng một thời điểm.
- Nhược điểm: sợi liệu cắt ra không thẳng, trong quá trình cắt sinh ra nhiệt.
Phương pháp cắt bằng đơn dao:
Phương pháp này cũng là giải pháp của một số công ty trong nước chẳng
hạn như công ty Plus tuy nhiên phương pháp này cũng không mang lại năng suất.
Hình 1.9 Máy cắt bằng đơn dao
- Ưu điểm: cắt nhanh, cắt chính xác, thẳng và đồng đều.
- Nhược điểm: cắt được một sợi, năng suất không cao.
Từ những nhược điểm trên việc tìm ra một phương pháp có thể thay thế
công nhân cắt là vấn đề cấp thiết cần phải làm ngay, nhằm mục đích nâng cao chất
lượng sản phẩm cũng như năng suất làm việc và phương pháp cắt bằng dao là
phương pháp mang lại kết quả tốt nhất và chính xác nhất. Nhóm đã chọn phương
pháp cắt bằng dao tuy nhiên phương pháp cắt ở đây nhóm lựa chọn đó là cắt bằng
17 con dao đặt song song với nhau.
1.4 Mục tiêu của đề tài
Thiết kế và chế tạo máy cắt nilon thành sợi 6mm. Đưa công nghệ tiên tiến vào dây
chuyền sản xuất, thay thế lao động chân tay bằng máy móc hiện đại, tăng cao năng xuất
- 8 -
và chất lượng sản phẩm, giảm chi phí mà doanh nghiệp phải chi trả cho công nhân lớn.
Đáp ứng yêu cầu cấp thiết của công ty.
1.5 Phương pháp nghiên cứu của đề tài
Xây dựng ý tưởng: Sử dụng môi trường internet và sách báo trong thư viện
trường, nhóm đã xây dựng ý tưởng xử lý từng phần trong hệ thống.
Tính toán, mô phỏng: Dựa trên kiến thức tìm hiểu trên sách “Nguyên lý chi
tiết máy”, “Sức bền vật liệu”, nhóm thực hiện tính toán về kích thước cũng như
lựa chọn nguyên vật liệu thực hiện hệ thống. Nhóm đồng thời sử dụng phần mềm
solidwworks thực hiện vẽ và mô phỏng hệ thống.
Thi công và hiệu chỉnh hệ thống: Nhóm được sự hỗ trợ của các thầy ở
xưởng thực hành cơ khí.
Thử nghiệm thực tế: Hệ thống được thử nghiệm tại xưởng thực hành cơ khí.
1.6 Đối tượng và phạm vi nghiên cứu
Đối tượng nghiên cứu là sản phẩm quai gá nón
Hình 1.10 Dùng coil gá nón
Để sản xuất được nón lá phải trải qua 6 công đoạn tuy nhiên nhóm chỉ đi sâu vào
nghiên cứu công đoạn cắt nilon thành sợi 6mm.
Hình 1.11 Quy trình cắt thành sợi
- 9 -
Chương 2
Cơ Sở Lý Thuyết
2.1 Giới thiệu tổng quan về biến tần
Biến tần có thể được sử dụng cho nhiều mục đích khác nhau nhưng biến tần đạt
được hiệu quả cao nhất trong ứng dụng điều khiển vô cấp tốc độ động cơ để đáp ứng các
yêu cầu về công nghệ. Tùy vào việc ứng dụng biến tần trong những lĩnh vực điều khiển
khác nhau mà hiệu quả của nó mang lại cho người ứng dụng thể hiện ở các mặt khác
nhau. Như trong giải pháp này thì nó dùng điều khiển tốc độ động cơ.
Nguyên lý làm việc của bộ biến tần khá đơn giản. Đầu tiên, nguồn điện xoay chiều
một pha hay ba pha được chỉnh lưu và lọc thành nguồn một chiều. Công đoạn này được
thực hiện bởi bộ chỉnh lưu cầu diode và tụ điện. Nhờ vậy, hệ số công suất cos(υ) của hệ
biến tần có giá trị không phụ thuộc vào tải và bằng ít nhất là 0.96. Điện áp một chiều này
được biến đổi (nghịch lưu) thành điện áp xoay chiều ba pha đối xứng. Công đoạn này
hiện nay được thực hiện thông qua hệ IGBT (transistor lưỡng cực có cổng cách ly) bằng
phương pháp điều chỉnh độ rộng xung (PWM). Nhờ tiến bộ công nghệ vi xử lý và công
nghệ bán dẫn công suất hiện nay, tần số chuyển mạch xung có thể lên tới dải tần số siêu
âm nhằm giảm tiếng ồn cho động cơ và giảm tổn thất trên lõi sắt động cơ.
Hình 2.1 Nguyên lý hoạt động biến tần
- 10 -
Cấu trúc của bộ biến tần bán dẫn: Bộ biến tần là thiết bị biến đổi nguồn điện từ tần
số cố định (thường 50Hz) sang nguồn điện có tần số thay đổi cung cấp cho động cơ xoay
chiều.
Điện áp xoay chiều tần số cố định (50Hz) được chỉnh lưu thành nguồn một chiều
nhờ bộ chỉnh lưu (CL), (có thể là không điều khiển hoặc bộ chỉnh lưu điều khiển), sau đó
qua bộ lọc và bộ nghịch lưu (NL) sẽ biến đổi thành nguồn điện áp xoay chiều ba pha có
tần số biến đổi cung cấp cho động cơ.
Có khả năng điều chỉnh tần số theo giá trị tốc độ cài đặt mong muốn.
Có khả năng điều chỉnh điện áp theo tần số để duy trì từ thông khe hở không đổi
trong vùng điều chỉnh momen không đổi.
Ưu điểm của biến tần
Hệ thống điều chỉnh tốc độ động cơ bằng biến tần có kết cấu đơn giản, làm việc
được trong nhiều môi trường khác nhau.
Cho phép mở rộng dải điều chỉnh và nâng cao tính chất động học của hệ thống
điều chỉnh tốc độ động cơ xoay chiều.
Khả năng điều chỉnh tốc độ động cơ dễ dàng.
Có khả năng đáp ứng cho nhiều ứng dụng khác nhau.
Các thiết bị đơn lẻ yêu cầu tốc độ làm việc cao (máy li tâm, máy mài )
Các đặc điểm kỹ thuật tiêu chuẩn:
Dãy tần số từ 0.1 đến 400Hz.
Xử lý tín hiệu -10 ~ 10VDC, 0 ~10VDC , 4 ~ 110mA.
Cổng giao tiếp RS - 485.
Thời gian tăng – giảm tốc: 0.1 giây đến 3600 giây
Phanh hãm DC: Tần số hoạt động 0 ~ 400Hz, thời gian khởi động từ 0- 25 giây, thời
gian dừng, từ 0 - 25 giây
Ngõ ra Analog: Chọn tần số ngõ ra hoặc giám sát dòng.
Các chức năng bảo vệ: Quá tải, quá dòng, thấp áp, quá tải motor, dòng rò, quá tải, quá
nhiệt, ngắn mạch.
- 11 -
Phím hiển thị: 8 ký tự, 5 số, 7 đoạn LED, 8 trạng thái LED, tần số chủ, tần số ngõ ra,
dòng ngõ ra, custom units, giá trị tham số để cài, đặt, xem lại và báo lỗi, Run, Stop, Reset,
Fwd/Rev, Job
Hình 2.2 Màn hình điều khiển chính của biến tần
Sơ đồ kết nối: Nhóm sử dụng biến tần một pha hoặc kết nối biến tần 3 pha vào
220V và nối ngõ ra vào động cơ.
Hình 2.3 Kết nối biến tần IE5 của LS
Dòng biến tần LS - IE5 với kích thước nhỏ hơn 5% so với các sản phẩm trước đó.
Với IE5, vận hành trở lên dễ dàng bới 6 phím chức năng và 1 triết áp trên mặt, đồng thời
vẫn đảm bảo giới hạn các thông số bảo vệ với 100 thông số truy cập.
- 12 -
Bảng 2.1 Thông số biến tần IE5
Thông số cài đặt biến tần
f = 44.80 (mức ổn định)
Acc = 0 ( thời gian chạy)
Dec = 0 ( thời gian dừng)
Drv = 1 (điều khiển bằng tín hiệu)
Frq = 3 (điều khiển bằng biến trở ngoài)
P16 = 160 (cài đặt thông số tần số lớn nhất)
P17 = 110 (cài đặt thông số tần số cơ bản)
2.2 Động cơ có hộp số
Nguyên lý hoạt động của động cơ là biến năng lượng điện thành chuyển động quay
(điện năng thành cơ năng).
Đại lượng đặc trưng của động cơ là độ lớn của Momen xoắn (vòng/phút).
Để chọn động cơ cho bộ truyền trước hết ta phải chọn công suất cần thiết.
Kí hiệu:
- 13 -
Kí hiệu và hình ảnh
Hình 2.4 Động cơ 1 pha có hộp số
2.3 Nút nhấn (PB –Pushbutton)
Nút nhấn là loại khí cụ điện dùng để đóng ngắt các thiết bị điện bằng tay. Các cặp
tiếp điểm trong nút nhấn sẽ chuyển trạng thái khi có ngoại lực tác động, còn khi bỏ lực tác
động thì nút nhấn sẽ trở lại trạng thái cũ. Đó chính là điểm khác biệt cơ bản giữa nút nhấn
và công tắc.
Trong mạch điện công nghiệp, nút nhấn thường được dùng để khởi động, dừng, đảo
chiều quay động cơ thông qua contactor hoặc rơle trung gian.
Hình ảnh và ký hiệu:
Hình 2.5 Nút nhấn
Công dụng:
Trong hệ thống dùng để dùng khởi động Start, dùng làm nút dừng Stop, công tắc
chuyển chế độ làm việc.
- 14 -
2.4 Xích
Xích được ứng dụng rất nhiều trong các máy móc trong công nghiệp vì sự tiện dụng
của nó, hoạt động chính xác. Ta chọn xích DID có mã số là A
Cấu tạo và hình ảnh
Hình 2.6 Cấu tạo và hình ảnh
Hình 2.7 Hình ảnh thực tế mắt xích
- 15 -
2.5 Bạc đạn
Cấu tạo và hình ảnh thực tế
Hình 2.8 Cấu tạo
Hình 2.9 Hình ảnh thực tế bạc đạn
2.6 Gối đỡ ( UCP )
Trong máy cắt nilon ta xử dụng gối đỡ giúp cho các chi tiết động chuyển động dễ
dàng hơn.
Hình 2.10 Hình ảnh thiết kế gối đỡ
- 16 -
Cấu tạo và hình ảnh thực tế
Hình 2.11 Hình ảnh thực tế và cấu tạo UCP
Thông số kỹ thuật của một số loại gối đỡ ( UCP)
2.7 Tủ điện
Tủ điện đóng vai trò quan trong trong việc vận hành hệ thống máy móc. Ta chọn
loại tủ mini vuông có kích thước 30 X 40 cm.
Hình 2.12 Tủ điện điều khiển
- 17 -
Chương 3
Thiết Kế Và Thi Công
3.1 Tính toán và thiết kế
3.1.1 Xác định nguyên lý cấu tạo và nguyên lý làm việc của máy
Nguyên lý cấu tạo của hệ thống máy cắt nilon
Trong quá trình tìm hiểu thực tế tại công ty Lan Phương Thành Phát nhóm đã tính
toán chi tiết dựa trên cơ sở lí thuyết và thực tiễn nhu cầu của doanh nghiệp nhóm đã tìm
hiểu rất nhiều phương pháp nhưng nhận thấy phương pháp cắt bằng dao rọc giấy phù hợp
hơn cả bởi những ưu điểm của nó. Nhóm đã thiết kế và đưa ra bản vẽ tổng thể của máy.
1
5
4
3
1
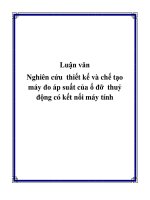
Hình 3.1 Hệ thống cắt nilon tự động tổng thể
Hệ thống cắt nilon thành sợi được bố trí như trong hình vẽ 3.1. Hệ thống bao gồm:
(1) cụm cơ cấu cấp liệu, (2) cụm dẫn hướng cắt, (3) cụm cắt liệu, (4) dẫn hướng thu, (5)
cụm thu liệu.
- 18 -
Sơ đồ khối
Sau khi trải qua quá trình quan sát thao tác của người công nhân thực hiện công đoạn
cắt nilon thành sợi. Nhóm đã đưa ra sơ đồ khối nguyên lý hoạt động của máy cắt nilon
như sau:
Nguyên Liệu
Cụm cấp liệu
Dẫn hướng
cắt
Cụm cắt liệu
Dẫn hướng
thu
Cụm thu liệu
Sản phẩm
Hình 3.2 Sơ đồ khối của máy
Chức năng của từng khối
- Nguyên liệu: Cuộn nilon tròn được sử dụng để cắt thành sợi 6mm có kích
thước D = 550mm, l = 110mm
- Cụm cấp liệu: Nguyên liệu sẽ được đưa đến đây để cấp liệu cho máy hoạt
động.
- Dẫn hướng cắt: Là nơi mà nguyên liệu sẽ đi vào đầu tiên, tại đây cuộn nguyên
liệu sẽ được ép làm thẳng và tạo lực căng.
- Cụm cắt liệu: Sau khi cuộn nguyên liệu được làm căng ra sẽ được đưa vào
cụm cắt liệu tại đây nilon sẽ được cắt ra thành từng sợi nhỏ có bề rộng 6mm bởi
17 con dao đặt trong ụ dao được thiết kế sẵn.
- Dẫn hướng thu: Sau khi quá trình cắt hoàn tất thì nguyên liệu sẽ được thu lại
qua cụm cơ cấu dẫn hướng thu được thiết kế theo hình chữ u để đảm bảo nilon
sau khi cắt sẽ đi ra đúng hướng.
- Cụm thu liệu: Tại cụm này sau khi nilon được cắt thành sợi sẽ được thu lại
thông qua trục thu liệu.
- Sản phẩm: Gồm các sợi nilon có bề rộng 6mm được quấn quanh rulô.
- 19 -
Tóm tắt hoạt động của máy
Cuộn nilon sau khi được chọn lọc kỹ đảm bảo độ dày phù hợp sẽ được đưa
vào cuộn ru lô để cấp liệu cho máy. Tiếp đến nguyên liệu sẽ đi qua cụm cơ cấu dẫn
hướng cắt ở đây nilon sẽ được làm căng để tiện cho việc cắt được dễ dàng hơn, sau
đó quá trình cắt sẽ diễn ra. Sau khi cắt xong nilon sẽ được đưa tới cụm cơ cấu dẫn
hướng thu và chuyển tới rulô thu.
3.2 Tính toán, thiết kế và phác thảo phần cơ khí.
3.2.1 Cụm cơ cấu cấp liệu
3.2.1.1 Rulô cấp liệu
Rulô cấp liệu được thiết kế có thể chịu được sức nặng của nguyên liệu khoảng 50kg.
Từ yêu cầu tính toán thiết kế ta tính toán được kích thước của trục rulô, chọn vật liệu để
gia công là sắt đặc tròn, hình trụ.
Ta có:
Công suất động cơ 375W = 0,375KW. Vận tốc trục n = 100 vòng/phút. Hiệu suất
truyền là 100%. Như vậy tại tiết diện B và C sẽ nhận được công suất truyền lần lượt là
0,125KW và 0,250KW. Biết được [σ] = 16 kN/cm
2
; [ϴ] = 0.25
0
/m; a = 0.2m; G = 8.10
3
kN/cm
2
.
Ngẫu lực xoắn tác dụng lên A, B, C lần lượt là M
1
,
M
2
, M
3.
Áp dụng vào công thức
chuyển đổi:
Ta được:
M
1
= 1740x0.375/100 = 6,525 N.m
M
2
= 1740x0.125/100 = 2,175 N.m
M
3
= 1740x0.250/100 = 4,35 N.m
Biểu đồ nội lực:
- 20 -
Theo điều kiện bền:
τ
max
≤ [τ]
⟹
W
Z
P
M
=
3
0,2
Z
M
D
≤ [τ] ⟹ D
3
≥
0,2.[ ]
Z
M
⟹ D ≥
3
0,2.[ ]
Z
M
Với [τ] = [σ] / 2 = 8 kN/cm
2
, M
Z
= 4,35 N.m = 435 N.cm, ta được:
D ≥ 6,478 cm (1)
Theo điều kiện cứng:
θ
max
≤ [θ] ⟹
.
Z
P
M
GJ
=
4
.0,1
Z
M
GD
≤ [θ] ⟹ D
4
≥
.0,1[ ]
z
M
G
⟹ D ≥
4
.0,1[ ]
Z
M
G
Với [θ] = 0,25
0
/m = 0,00436 Rad/m, M
Z
= 4,35 N.m = 435 N.cm, G = 8.10
3
kN/cm
2
Ta được:
D ≥ 3,35 cm (2)
Để thỏa mãn yêu cầu (1) và (2), ta chọn D = 7 cm.
+ kích thước cụ thể :
r
1
= 70 mm, r
2
= 40 mm, l = 670mm.
ình 3.3 Thiết kế trục rulô cấp liệu
Hình 3.4 Hình ảnh thực tế rulo cấp liệu
- 21 -
3.2.1.2 Giá đỡ trục rulô
Giá đỡ trục liệu được thiết kế gồm các khớp tự do, trên đó được bố trí các bạc đạn
nhằm mục đích cho trục rulô chuyển động nhẹ nhàng và dễ dàng cho quá trình tháo lắp và
thay thế nguyên liệu.
Hình 3.5 Thiết kế giá đỡ trục liệu
Hình 3.6 Hình ảnh thực tế
- 22 -
3.2.1.3 La chắn liệu
La chắn liệu được làm bằng sắt có độ dày 10mm, được dùng để ép chặt cuộn liệu
nhằm mục đích cố định nguyên liệu.
Hình 3.7 Thiết kế la chắn liệu
3.2.1.4 Bạc đạn
Ta chọn bạc đạn thay thế ổ bi vì bạc đạn làm đơn giản hóa kết cấu và giảm bớt khối
lượng gia công, chịu được mài mòn và đặc biệt là khả năng thay thế khi sửa chữa. Trong
bề mặt của lỗ có rãnh để chứa dầu bôi trơn, đặc trưng quan trọng về kích thước của bạc
đạn là tỷ số chiều dài và đường kính trong của bạc đạn:
9,05,0
d
l
Hình 3.8 Bạc đạn
- 23 -
Tổng thể cụm cơ cấu cấp liệu
Tổng thể cụm cơ cấu cấp liệu bao gồm: trục rulô, la chắn liệu, giá đỡ trục liệu.
1
3
2
Hình 3.9 Phác thảo tổng thể cụm cơ cấu cấp liệu
(1) Giá đỡ trục liệu, (2) la chắn liệu, (3) ru lô cấp liệu
Mô tả hoạt động của cụm cơ cấu cấp liệu
Nguyên liệu sau khi được cấp vào trục rulô sẽ được 2 la chắn liệu ép lại cho
chặt nhằm mục đích cố định nguyên liệu không cho dịch chuyển, đồng thời 2 bên
trục rulô được trang bị sẵn các bạc đạn sẽ làm cho quá trình chuyển động của trục
dễ dàng hơn, ( trục rulô được thiết kế ở trạng thái tự do để dễ dàng cho quá trình
chuyển động ).
3.2.2 Khung chính và cơ cấu truyền động của máy
3.2.2.1 Khung chính
Khung chính được thiết kế hình hộp chữ nhật, sử dụng vật liệu sắt hộp 30x60x1.4
mm. Kết cấu khung hình hộp chữ nhật sẽ giúp khả năng chịu lực của khung được tốt hơn,
đồng thời việc lắp đặt máy được dễ dàng. Khung chính là nơi lắp động cơ, trục chính và
gá các cụm cơ cấu dẫn hướng.