Đồ án tốt nghiệp cơ khí đóng tàu nghiên cứu ma sát và mài mòn của xi lanh động cơ ở các chế độ chuyển tiếp
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (523.09 KB, 112 trang )
- 1 -
Mở đầu
1. Tính thời sự của đề tài.
Hiện nay ma sát và mài mòn của máy móc, thiết bị là một trong những vấn đề
cần phải được quan tâm đúng mức vì chi phí cho việc sửa chữa máy móc do mòn là
rất lớn và tăng lên hàng năm.
Trong quá trình khai thác, động cơ luôn thay đổi chế độ làm việc trong đó có
chế độ chuyển tiếp, mức độ thay đổi các thông số công tác phụ thuộc vào trạng thái
kỹ thuật của động cơ và các chế độ phụ tải của nó. Chế độ không ổn định phổ biến
của động cơ là chế độ chuyển tiếp. Khi động cơ làm việc ở chế độ này thì các thông
số công tác của động cơ thay đổi theo chiều hướng xấu đi, vì thế làm giảm các chỉ
tiêu kinh tế, độc tố khí xả (hàm lượng khí NO
x
trong khí xả) tăng lên làm ảnh
hưởng xấu đến môi trường. Đặc biệt, còn làm giảm độ tin cậy và tuổi thọ của các
chi tiết của động cơ - hay nó ảnh hưởng lớn đến quá trình ma sát và mài mòn của
các chi tiết của động cơ.
Vì vậy, việc nghiên cứu, phân tích chế độ chuyển tiếp của các động cơ nói
chung và cho một động cơ cụ thể nói riêng sẽ giúp ta có cái nhìn sâu hơn, kĩ hơn và
hiểu được bản chất của các quá trình phức tạp này, đồng thời ta thấy được ảnh
hưởng sâu sắc của các quá trình này tới ma sát và mài mòn của các chi tiết của
động cơ. Do đó việc nghiên cứu để đưa ra các biện pháp điều chỉnh hợp lý là rất
cần thiết để phục vụ tốt hơn cho việc khai thác động cơ và sửa chữa động cơ diesel
tàu thuỷ ở các đơn vị sản xuất và dịch vụ kỹ thuật hiện nay.
2. Mục đích của đề tài.
Trên cơ sở lý thuyết về ma sát và mài mòn của các chi tiết nói chung và của xi
lanh động cơ diesel tàu thuỷ nói riêng và các chế độ chuyển tiếp của động cơ, đề tài
tính sự thay đổi các thông số công tác của động cơ khi làm việc ở chế độ chuyển
- 2 -
tiếp, trên cơ sở đó ta xác định được lượng mòn, cường độ mòn của xi lanh động cơ
diesel tàu thuỷ.
3. Nội dung chính của đề tài.
Trong phạm vi đề tài, ngoài phần mở đầu, tài liệu tham khảo, luận văn được
kết cấu làm 3 chương :
_ Chương I : Nghiên cứu ma sát và mài mòn của xi lanh động cơ ở các chế độ
chuyển tiếp.
_ Chương II : Lựa chọn công thức tính và chương trình tính ( tính cho động cơ
6ЧHCP 18/22 ).
_ Chương III : Kết luận chung và kiến nghị.
4. Phương pháp nghiên cứu của đề tài.
Luận văn sử dụng phương phương pháp nghiên cứu lý thuyết và mô phỏng
thực nghiệm để giải quyết các vấn đề đặt ra trong đề tài.
+ Dựa trên lý thuyết về các quá trình chuyển tiếp của động cơ để đưa ra
phương pháp tính các thông số công tác của động cơ ở các chế độ chuyển tiếp.
+ Dựa trên lý thuyết về ma sát và mài mòn để tính lượng mòn, cường độ
mòn của xi lanh động cơ ở chế độ chuyển tiếp.
+ Nghiên cứu mô phỏng và tính toán cho động cơ 6ЧHCP 18/22, từ đó
xây dựng các đồ thị.
5. Phạm vi nghiên cứu của đề tài.
Đề tài này chỉ nghiên cứu về ma sát và mài mòn của xi lanh động cơ ở các chế
độ chuyển tiếp.
6. Ý nghĩa khoa học và thực tiễn.
Về mặt lý thuyết, đề tài đã hoàn thiện phần tính toán :
+ Các thông số của động cơ ở chế độ chuyển tiếp.
+ Tính toán lượng mòn của xi lanh động cơ ở chế độ chuyển tiếp.
- 3 -
Về mặt thực tiễn, dựa trên những phân tích và kết quả tính toán cho các động
cơ để có thể :
+ Xác định được quy luật mài mòn của xi lanh động cơ, thuận tiện cho
quá trình khai thác và sửa chữa
+ Xác định các điều kiện làm việc tốt nhất cho động cơ.
- 4 -
Chương I
NGHIÊN CỨU MA SÁT VÀ MÀI MÒN CỦA XI LANH ĐỘNG CƠ Ở CÁC
CHẾ ĐỘ CHUYỂN TIẾP.
1. Các dạng ma sát và mài mòn.
1.1.Các dạng ma sát.
1.1.1. Các định nghĩa cơ bản.
_ Ma sát : là sự mất mát năng lượng cơ học trong các quá trình : khởi động,
chuyển động, dừng.
_ Ma sát khởi động : là sự mất mát năng lượng cơ học trong quá trình khởi
động.
_ Ma sát động : là sự mất mát năng lượng cơ học trong quá trình chuyển
động tương đối tại vùng tiếp xúc.
_ Ma sát dừng : là sự mất mát năng lượng cơ học trong quá trình dừng tại
vùng tiếp xúc có chuyển động tương đối.
_ Lực ma sát : là lực cản chuyển động tương đối của vật thể này trên vật thể
khác, dưới tác dụng của ngoại lực pháp tuyến với đường phân giới giữa hai vật thể.
_ Ma sát ngoại : là ma sát xảy ra giữa bề mặt tiếp xúc của hai vật thể độc lập
với nhau, khi có chuyển động tương đối.
_ Ma sát nội : là ma sát xảy ra của quá trình chuyển động tương đối, trong
cùng một vật thể.
_ Ma sát vĩ mô : là ma sát được kể đến do ảnh hưởng của các yếu tố trên bề
mặt tiếp xúc, cơ lí, hóa chất lượng bề mặt, bản chất của vật liệu, các chế độ làm
việc…
_ Ma sát vi mô : là ma sát được kể đến bản chất vật liệu, tính chuyển động
của các phân tử, tính liên kết hóa học và nhiệt động học dẫn đến sự mất mát năng
lượng cơ học.
- 5 -
1.1.2. Phân loại ma sát.
Ma sát được phân loại duới các dạng khác nhau, chủ yếu được chia ra theo
đối tượng tiếp xúc (ma sát nội, ngoại, vi mô, vĩ mô), theo quá trình (chuyển động,
dừng, khởi động, va đập…), theo dạng chuyển động (trượt, lăn, xoay…), và theo
trạng thái chất bôi trơn (rắn, lỏng, khí, plasma…). Một số loại ma sát cơ bản :
_ Ma sát trượt : là ma sát xảy ra giữa hai bề mặt tiếp xúc, khi chuyển động
trượt tương đối mà vận tốc tại điểm tiếp xúc khác nhau về giá trị và cùng phương.
Người ta phân chia thành bốn dạng ma sát trượt :
+ Ma sát khô : xảy ra giữa các bề mặt hoàn toàn sạch, giữa các bề mặt
hoàn toàn không có môi chất gì. Hiện tượng ma sát khô chỉ xảy ra trong điều kiện
thí nghiệm vai trong thực tế ngay cả những bề mặt sạch nhất cũng chứa các lớp khí
mỏng, độ ẩm và mỡ được thấm hút từ trong không khí.
+ Ma sát nửa ướt : xảy ra khi tồn tại lớp màng trung gian được thấm hút
từ bên ngoài. Mặc dù chiều dày của những lớp đó là rất nhỏ, khoảng một vài A
0
.
Dù sao lớp màng cũng hạn chế khả năng bám dính của các phân tử và tiếp xúc của
các bề mặt.
+ Ma sát giới hạn : xảy ra khi có lớp màng bôi trơn nào đó được tạo ra, ví
dụ như dầu bôi trơn có độ dày
5,01,0 ÷
μm. Trong màng dầu bôi trơn xuất hiện tính
chất cơ bản của vật liệu bôi trơn, đó là tính chất bôi trơn.
+ Ma sát ướt : xảy ra khi độ dày của màng dầu bôi trơn tăng lên sẽ làm
giảm mức độ ảnh hưởng của bề mặt ma sát đối với phân tử dầu bôi trơn và những
màng dầu bôi trơn nằm ở khoảng cách ví dụ là 0,5 μm có khả năng chuyển động tự
do tương đối với nhau. Ma sát trong các điều kiện có lớp bôi trơn liên tục được gọi
là ma sát ướt.
_ Ma sát lăn : là ma sát xảy ra giữa hai bề mặt có chuyển động lăn tương đối,
mà vận tốc tại điểm tiếp xúc cùng giá trị, cùng phương.
- 6 -
_ Ma sát xoay : là ma sát xảy ra giữa hai bề mặt tiếp xúc do chuyển động
xoay tương đối giữa hai vật thể.
_ Ma sát hỗn hợp : là ma sát bao gồm tổ hợp từ các loại ma sát riêng biệt
trên.
1.2. Các dạng mài mòn.
1.2.1. Khái niệm cơ bản.
Mòn là quá trình thay đổi hình dáng, khối lượng, kích thước của bề mặt vật
thể, làm mất mát hoặc thay đổi vị trí tương đối trên bề mặt do biến dạng, mất liên
kết, bong tách, chảy dẻo, ion hóa tạo ra vùng vật liệu mới
Mòn còn là quá trình thay đổi căn bản vật liệu trên bề mặt tiếp xúc do hiện
tượng khuếch tán, hấp phụ ,hợp kim hóa, ăn mòn, xâm thực.
_ Cặp ma sát là tập hợp 2 bề mặt lắp ghép có chuyển động tương đối của các
chi tiết trong điều kiện sử dụng hay thử nghiệm.
_ Kết cấu ma sát là kết cấu có máy có chứa các cặp ma sát.
_ Cường độ mài mòn là tỉ số giữa độ mòn chi tiết với quãng đường ma sát
hay khối lượng công việc đã hoàn thành.
_ Tốc độ mài mòn là tỉ số giữa độ mòn chi tiết với thời gian xảy ra sự mài
mòn.
_ Độ mòn giới hạn của chi tiết là độ mòn mà nếu sử dụng tiếp sẽ hư hỏng,
không kinh tế hoặc không cho phép vì giảm độ tin cậy của cơ cấu.
1.2.2. Cơ chế mòn của các bề mặt kim loại.
Trong quá trình mài mòn,các bề mặt lắp ghép sẽ trượt tương đối với nhau,
dẫn đến sự cắt và bẻ gãy những chỗ nhấp nhô và tạo thành những nhấp nhô mới.
Quá trình cứ tiếp diễn với sự làm nhẵn các bề mặt ma sát.Vì vậy, từ năm 1920,
người ta đã quan niệm sự mài mòn như là sự kết hợp đồng thời của hai quá trình
mài mòn và nén ép các độ nhấp nhô bề mặt.
- 7 -
Tuy nhiên, nếu quá trình nhấn mạnh về sự móc nối của độ nhấp bề mặt, sẽ
không hiểu đầy đủ về cơ chế của sự mài mòn.
Những thành tựu của nghiên cứu khoa học liên ngành cho phép ta phân tích
quá trình mài mòn thành 3 hiện tượng : Sự tương tác của các bề mặt ma sát, sự thay
đổi xảy ra trong các lớp bề mặt kim loại và sự phá hủy các bề mặt ma sát. Ba hiện
tượng không ngừng xáo trộn và ảnh hưởng lẫn nhau.
Tương tác của các bề mặt có thể là cơ học hoặc phân tử. Tương tác phân tử
biểu hiện bằng sự bám dính và xâm thực. Tương tác cơ học biểu hiện bằng sự xâm
nhập và móc nối của các phần tử nhấp nhô.
Cần chú ý rằng độ giòn và độ dẻo của vật rắn phụ thuộc vào trạng thái chịu
lực và trong lớp hoạt động có thể xảy ra mọi biến đổi hóa lý gắn liền với quá trình
ma sát.
a. Sự thay đổi xảy ra trong lớp bề mặt kim loại.
Sự thay đổi trên các bề mặt ma sát là do sự biến dạng, sự tăng lên của nhiệt
độ và tác động hóa học của môi trường xung quanh. Trong đó :
_ Sự thay đổi xảy ra do biến dạng diễn ra như sau :
+ Những biến dạng đàn hồi nhiều lần do sự không hoàn thiện của cấu trúc,
trong những điều kiện xác định, có thể dẫn đến tróc mỏi các bề mặt lăn, còn sự biến
dạng đàn hồi nhiều lần những nhấp nhô vi mô của bề mặt trượt làm rời rạc cấu trúc.
+ Biến dạng dẻo thay đổi cấu trúc của vật liệu lớp bề mặt và là sự tổng hợp
của 4 quá trình quan trọng nhất là : Sự trượt theo các mặt phẳng tinh thể; sự song
tinh thể; sự lệch các nguyên tử ra khỏi vị trí ban đầu trong mạng cùng với chuyển
động nhiệt của chúng và sự phá hủy cấu trúc.
+ Biến dạng dẻo ở nhiệt độ thấp hơn nhiệt độ tái kết tinh dẫn đến biến cứng
và làm bền lớp bề mặt. Nhưng độ cứng vĩ mô ngay trên bề mặt cấu trúc giảm
xuống, đạt cực đại ở độ sâu nào đó rồi giảm đến giá trị ban đầu.
- 8 -
+ Do độ cứng của các thành phần cấu trúc khác nhau và sự tác động nhiều
lần của tải trọng, lúc đầu xảy ra sự mài mòn mạnh ở nền mềm. Dưới tác dụng của
lực ma sát, một số bị phá vỡ và bị dịch chuyển. Do đó, có sự làm giàu các thành
phần cấu trúc cứng trên bề mặt.
_ Sự thay đổi xảy ra do sự tăng lên của nhiệt độ :
+ Nếu nhiệt độ của các lớp bề mặt cao hơn nhiệt độ tái kết tinh kim loại, lớp
bề mặt sẽ không bị biến cứng mà hóa mềm ( xảy ra do sự làm phẳng nhẵn bề mặt,
sự chảy của toàn bộ kim loại hay chỉ một thành phần của hợp kim ).
+ Nhiệt độ cao và biến dạng dẻo tạo thuận lợi cho quá trình khuyếch tán.
+ Khi có sự tăng nhiệt độ cục bộ và làm lạnh nhanh bề mặt bằng khối kim
loại vây quanh, có thể tạo ra cấu trúc như khi tôi.
+ Sự biến dạng dẻo, sự tăng cao của građien nhiệt độ và sự biến đổi vỏ cấu
trúc có thể xảy ra đồng thời hay riêng biệt và gây ra ứng suất trong vật liệu. Ứng
suất này có thể làm rã cấu trúc.
+ Khi nghiên cứu vi mô sự tiếp xúc các chi tiết trong điều kiện tải trọng và
nhiệt độ cao, đã xác định khả năng tạo ra các macmaphatma.
Sự tương tác của các tiếp xúc vi mô xảy ra trong thời gian rất ngắn, vào
khoảng
)1010(
87 −−
÷
giây với một năng lượng lớn. Các định luật của nhiệt động cổ
điển không áp dụng được. Vật liệu lớp bề mặt mỏng, biến đổi trong vùng va đập
tạo thành các macmaphatma. Quá trình đó có kèm theo sự phát ra điện tử.
_ Sự thay đổi xảy ra do tác dụng hóa học của môi trường xung quanh :
+ Môi trường không khí tạo lên trên bề mặt kim loại được làm sạch trong
quá trình mài mòn các màng ôxít. Màng ôxít bảo vệ bề mặt khỏi bị xâm thực và là
yếu tố quan trọng không chỉ trong ma sát không bôi trơn hoặc bôi trơn giới hạn, mà
cả trong ma sát nửa ướt. Màng ôxít góp phần làm giảm cường độ mòn cho bề mặt
ma sát rất nhiều.
- 9 -
+ Khi tác dụng với các chất hoạt động pha trong dầu, các bề mặt kim loại
được phủ những lớp màng hợp chất hóa học có vai trò tương tự như màng ôxít. Các
màng này bảo vệ có hiệu quả bề mặt khỏi bị mòn, nếu tốc độ tạo thành chúng lớn
hơn tốc độ mài mòn.
+ Có khả năng bền hóa bề mặt bằng cacbon khi xảy ra sự phân hủy chất bôi
trơn ở nhiệt độ cao.
+ Các chất lỏng và khí hoạt động sẽ làm tăng độ mài mòn.
b. Sự phá hủy các bề mặt ma sát.
Các dạng cơ bản của hiện tượng này xảy ra như sau :
_ Sự cắt vi mô : Những phần tử của hạt mài hay sản phẩm của sự mòn, khi xâm
nhập vào một độ sâu nhất định sẽ gây lên cắt vi mô. Thường thì chiều sâu xâm
nhập không đủ để cắt nên sự cắt vi mô ít xảy ra.
_ Sự tạo thành vết xước : Khi trượt, phần tử xâm nhập bị ép sẽ đẩy vật liệu về
phía trước, sang hai bên và ép xuống phía dưới tạo thành vết xước. Vết xước mất đi
khi phần tử xâm nhập vào thoát khỏi vùng tiếp xúc thực tế bị đập vỡ hoặc bị đẩy ra
khỏi giới hạn vùng ma sát. Các vết xước xuất hiện trên bề mặt ma sát gần như song
song với quãng đường trượt.
_ Sự bong tách : Trong sự chảy dẻo, vật liệu có thể bị đẩy về một phía của bề mặt
ma sát, tràn lên các màng ôxít và mất mối liên hệ với kim loại gối nên dễ bị tách ra
khi không còn khả năng chảy. Trong tiếp xúc điểm hoặc đường, nếu ứng suất theo
chiều sâu của lớp lớn hơn độ bền mỏi của vật liệu, sẽ xuất hiện các vết nứt dẫn đến
sự bong tách vật liệu dưới dạng vẩy.
_ Sự tróc : Đó là dạng hư hỏng phổ biến của bề mặt chi tiết khi có ma sát lăn. Các
phần tử bị tróc ra có thể là các thành phần cấu trúc cứng của hợp kim sau khi mòn
hết phần nền mềm; các phần tử của lớp trắng, các hạt nhỏ của gang xám; các phần
tử của lớp kim loại chống ma sát khi bị mỏi…Nguyên nhân của sự tróc là do sự tạo
- 10 -
thành ứng suất dư và ứng suất nhiệt. Vì vậy sự phát triển của vết nứt là do 2 loại
ứng suất trên, là dấu hiệu của phế liệu.
_ Sự bứt sâu : Xuất hiện trong chuyển động tương đối của các vật thể khi mà mối
liên kết tạo thành các phần tử bền vững hơn một hoặc cả hai vật liệu. Sự phá hủy
xảy ra trong chiều sâu của một trong các vật liệu. Sự phá hủy các bề mặt khi mài
mòn có thể xảy ra ở qui mô á tế vi, khi mà cùng với chất bôi trơn hay không khí có
cả các mảnh của mạng tinh thể bị cuốn đi. Sản phẩm của sự mòn có thể nhỏ như hạt
bụi hoặc lớn đến vài mm sẽ bị đập ra, dính kết với nhau hay bám dính vào các bề
mặt lắp ghép và tham gia vào quá trình mài mòn như môi trường không gian giữa
các bề mặt ma sát .
Tóm lại, sự mài mòn là sự thay đổi dần dần các kích thước của chi tiết ( hay
mẫu thử ) xẩy ra khi có ma sát. Mài mòn được đánh giá trực tiếp bằng độ thay đổi
các kích thước hay bằng các dấu hiệu gián tiếp. Ngoài sự thay đổi các kích thước
của chi tiết mẫu thử còn xẩy ra những thay đổi nhất định về cấu trúc và tính chất
của các bề mặt của chúng. Khi hao mòn đã ổn định, quá trình thay đổi này sẽ nhỏ
nhất và tập trung trong những bề mặt vô cùng mỏng.
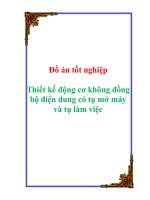
1.3. Các giai đoạn mài mòn của cặp ma sát.
Nếu coi : Trục hoành là thời gian làm việc ( τ ) của cặp ma sát.
Trục tung là độ mòn ( u ).
Ta sẽ được đường cong của sự mài mòn chi tiết theo thời gian. Tang của góc
α giữa tiếp tuyến đường cong tại một điểm bất kì với trục hoành sẽ xác định tốc độ
mòn tại thời điểm này.
- 11 -
I
II III
τ
u
1
2
α
Hình 1.1 : Đường cong mài mòn
Trong đó :
Đường ( 1 ) biểu thị độ mòn u.
Đường ( 2 ) biểu thị cường độ mòn I.
Các giai đoạn mòn :
I : Sự mài mòn ban đầu khi chạy rà bề mặt chi tiết.
II : Sự mài mòn ổn định khi sử dụng bình thường.
III : Quá trình tăng vọt của tốc độ mòn tương ứng với giai đoạn mòn
khốc liệt.
Sau khi lắp ráp, chi tíêt tiếp xúc nhau theo các phần nhô lên của độ nhấp nhô
bề mặt. Trong giai đoạn đầu, diện tích tiếp xúc thực tế nhỏ, khi tăng tải sẽ có áp
suất lớn và biến dạng dẻo lớn. Một phần độ nhấp nhô bề mặt bị nén ép, một phần bị
phá hủy ở phần nhô lên và cả phần lõm xuống. Sự hao mòn độ nhấp nhô vi mô, sự
làm phẳng độ nhấp nhô vĩ mô và độ sóng sẽ làm tăng diện tích tiếp xúc, cường độ
mài mòn giảm đi. Đồng thời, sự cầy xới bề mặt bởi các phần tử xâm nhập, tạo ra độ
nhấp nhô mới dọc theo hướng chuyển động. Trong điều kiện làm việc không đổi
theo một thời gian xác định, sẽ tạo thành độ nhám ổn định của các bề mặt ma sát.
- 12 -
Bề mặt thô nhẵn hơn, bề mặt nhẵn sẽ thô hơn. Cuối quá trình chạy rà, mỗi mặt lắp
ghép sẽ có độ nhám đặc trưng, điều kiện ma sát nhất định và độ cứng vi mô của bề
mặt ma sát sẽ ổn định, không phụ thuộc vào trạng thái ban đầu trong thời gian chạy
rà, xảy ra sự hình thành lại và thay đổi tính chất hóa lí bề mặt.
Quá trình mài mòn ổn định biểu hiện bằng sự biến dạng, phá hủy, tái tạo
không ngừng và ổn định trên các khu vực riêng của lớp bề mặt. Độ mòn các chi tiết
có thể thay đổi đáng kể tính chất lắp ghép. Sự tăng khe hở ở các bộ phận làm điều
kiện ma sát ướt xấu hơn và làm tăng yếu tố động lực. Sự mòn bề mặt thấm cacbon
( hoặc bề mặt tôi ) làm giảm độ bền mòn. Sự thay đổi hình học vĩ mô của bề mặt
( sự tạo thành độ côn của xilanh; độ mòn không đều của bánh răng …) cũng là
nguyên nhân làm điều kiện ma sát xấu hơn. Nếu làm việc tiếp tục, cường độ mài
mòn sẽ tăng và hỏng máy.
Đường cong mài mòn thực tế không thể là đường đều đặn. Chỉ sau khi sự thay
đổi đạt tới một giới hạn nhất định, sự phá hủy mới bao trùm phần lớn bề mặt. Nếu
tốc độ mài mòn ổn định, quá trình này sẽ lặp lại theo chu kì. Do đó, đường cong
mài mòn phải là tập hợp liên tục các đoạn cong với tung độ không giảm.
1.4. Sự phân bố mòn giữa các chi tiết.
Khi nghiên cứu cơ chế mài mòn, không thể bỏ qua những đặc điểm của sự
phân bố mòn giữa các bề mặt trong cặp ma sát, ở cùng một điều kiện, độ mòn của
những chi tiết có vật liệu như nhau sẽ bằng nhau. Nếu vật liệu khác nhau, độ mòn
theo khối lượng và kích thước cũng khác nhau. Cường độ mòn của các chi tiết được
xác định bằng độ mòn. Trong một chi tiết có thể xảy ra dạng mòn này nhiều hơn ở
dạng khác, chi tiết này mòn nhiều hơn chi tiết khác. Đã có một số thử nghiệm để
giải thích ảnh hưởng của diện tích bề mặt đến độ mòn khối lượng.
Giả thuyết đầu tiên của V.X.Ratrich và A.X.Ratrich là sự thay đổi dấu của ứng
suất sẽ làm tăng độ mòn của chi tiết quay. Giả thuyết thứ hai là của viện sĩ V.
Đ.Cuđơnhenxôp là xuất hiện lẹo kim loại có độ cứng cao sẽ cào và làm mòn bề mặt
- 13 -
có diện tích lớn. Giả thuyết thứ ba lại cho rằng sự phá hủy xảy ra ở những chỗ yếu
biệt lập có ở vật liệu chi tiết, bề mặt lớn có nhiều chỗ yếu hơn sẽ mài mòn nhanh
hơn. Nguyên nhân chủ yếu của độ mòn lớn hơn về khối lượng của ống lót xi lanh
so với xécmăng đã được A.A.Xtarôxenxki và A.A.Vaxecman giải thích là do quãng
đường của các mòn ở ống lót xilanh lớn hơn quãng đường ở xéc măng vài lần.
Điều kiện ma sát có ảnh hưởng quyết định đến tỉ số độ mòn của các bề mặt ma
sát. Vì vậy, tỉ số này là một trong những tiêu chuẩn của sự mô hình hóa các quá
trình xảy ra trên bề mặt ma sát. Các thí nghiệm của V.Vinkenx chỉ rõ : Khi mòn hạt
mài, xilanh mòn nhiều nhất ở phần giữa, khi mòn ôxy hóa lại ở phần trên.
Khi nghiên cứu sự mài mòn của các chi tiết có các bề mặt ma sát không bằng
nhau, B.V.Prôtaxôp đã đi đến kết luận rằng sự phân bố nhiệt giữa các chi tiết có vai
trò quyết định. Theo ông, vật mòn nhanh hơn là vật quay nhanh hơn nên cần được
làm nguội nhiều hơn.
Những giả thuyết nêu trên về sự phân bố độ mòn không đều giữa các chi tiết
có bề mặt ma sát khác nhau đều dựa trên số liệu thí nghiệm nên không thể giải
thích nguyên nhân của sự khác nhau về tốc độ mài mòn của các chi tiết chỉ bằng
một yếu tố trong các yếu tố nêu trên.
1.5. Phân loại dạng mòn - ảnh hưởng của điều kiện ma sát đến độ mòn.
Sự tạo thành các bề mặt mài mòn là kết quả tổng hợp của nhiều tác dụng cơ
bản, khác nhau về cường độ và dạng của các thay đổi về tính chất cơ lí hóa của vật
liệu dưới tác dụng của các yếu tố bên ngoài ( môi trường, nhiệt độ, áp suất, dạng
ma sát, tốc độ dịch chuyển tương đối…).
Trong quá trình ma sát là tập hợp các hiện tượng này sẽ xác định dạng và
cường độ mài mòn. Vì sự đa dạng của vật liệu của các chi tiết trong cặp ma sát và
điều kiện làm việc nên sự mài mòn cũng rất đa dạng. Trong mỗi trường hợp riêng,
nếu bỏ qua những ảnh hưởng không đáng kể, ta vẫn có thể phân dạng các loại mài
- 14 -
mòn. Điều này rất cần thiết để nghiên cứu các phương pháp thích hợp nhằm làm
giảm sự mài mòn.
Nguyên lí do B.I.Côxtetxki đưa ra về dạng chủ yếu và dạng kèm theo của sự
mài mòn có ý nghĩa quyết định trong sự phân loại. Theo nguyên lí đó, dạng chủ yếu
sẽ là quá trình áp đảo ( biểu hiện cả về lượng và chất ) trong tổng thể các quá trình
kèm theo khác. Dạng mài mòn có thể xác định gần đúng bằng các dấu hiệu bên
ngoài như dạng bề mặt ma sát. Để có nhận định đầy đủ, cần có sự phân tích thành
phần và tính chất cơ lí của lớp bề mặt mỏng.
Khi sử dụng có thể gặp các dạng hư hỏng ma sát. Những dạng này và một số
dạng khác không phụ thuộc về độ mòn theo nghĩa thông thường. Nhưng sẽ có lợi,
nếu trong thực tế ta xem xét những dạng hư hỏng này cùng với sự mòn. Từ quan
điểm này, sự phá hủy bề mặt chi tiết có liên quan đến quá trình ma sát được phân
loại theo các dạng sau :
_ Hao mòn ôxy hóa : Là quá trình phá hoại dần dần bề mặt của chi tiết ( hay
mẫu thử ) trong khi ma sát, do tương tác giữa các lớp kim loại bề mặt hoạt tính bị
biến dạng dẻo với ôxy của không khí hay dầu bôi trơn bị hấp thụ trên bề mặt gây
ra.Hao mòn ôxy hóa thể hiện ở sự hình thành các lớp màng hấp thụ hóa học, màng
của các dung dịch rắn, của các lớp hợp chất giữa kim loại và ôxy, sự bong tách các
lớp màng ấy gây ra khỏi bề mặt ma sát. Sự hao mòn ôxy hóa là quá trình ổn định
tĩnh tại của sự cân bằng động giữa phá hoại và hồi phục các lớp màng ôxit và đặc
trưng cho điều kiện sử dụng bình thường của các bộ phận ma sát.
_ Mài mòn và hư hỏng do mài mòn : Là quá trình phá hoại bề mặt chi tiết khi
có môi trường mài mòn trong vùng ma sát. Dạng này thuộc về những quá trình hư
hỏng không cho phép xảy ra khi có ma sát.
_ Tróc rỗ : Là quá trình hư hỏng không cho phép của các bề mặt ma sát do
kết quả của sự hình thành mối liên kết kim loại cục bộ, sự biến dạng và sự phá hủy
các liên kết ấy kèm theo việc bong tách các hạt kim loại hay bám dính các hạt ấy
- 15 -
lên bề mặt tiếp xúc. Tróc xuất hiện khi ma sát trượt với tốc độ dịch chuyển tương
đối nhỏ và áp suất vượt quá giới hạn chảy trên những đoạn tiếp xúc thực khi không
có dầu bôi trơn và lớp màng ôxit bảo vệ ngăn cách. Trong chân không ( bắt đầu từ
độ chân không 10
-7
mmHg ) dạng hư hỏng này có thể xuất hiện ngay cả trong
trường hợp ma sát lăn.
_ Tróc nhiệt : Sự xuất hiện các liên kết kim loại trong quá trình tróc nhiệt là do
sự nung nóng, làm mềm, biến dạng và tiếp xúc của các bề mặt cần thiết tạo lên.
Tróc nhiệt phụ thuộc vào tính chất nhiệt lí của vật liệu chịu ma sát, tính ổn định
nhiệt, độ cứng nóng, nhiệt dung, tính dẫn nhiệt và là một hiện tượng nguy hiểm,
khá phổ biến.
_ Hư hỏng do mỏi : Xuất hiện ở những chi tiết máy chịu ma sát lăn và là kết
quả của sự phá hoại mãnh liệt các lớp kim loại bề mặt trong những điều kiện đặc
biệt của trạng thái ứng suất. Đặc tính chủ yếu và sự phát triển của các hư hỏng mỏi
được xác định bởi các quá trình biến dẻo lặp đi lặp lại, bởi sự làm bền và giảm các
lớp kim loại bề mặt, bởi sự phát sinh các ứng suất dư và bởi hiện tượng mỏi đặc
biệt. Sự phá hoại bề mặt khi bị hư hỏng mỏi được đặc trưng bởi sự xuất hiện các
vết nứt tế vi, các rãnh trũng phân nhóm hay độc lập.
_ Quá trình fretting : Xuất hiện khi có ma sát trượt với những chuyển động
tịnh tiến khứ hồi rất nhỏ và khi có tác dụng động của tải trọng. Có một giá trị vận
tốc trượt nhỏ, dưới giá trị đó không nảy sinh. Quá trình fretting xuất hiện ngay cả
trong những bộ phận và cặp lắp ghép không làm việc.
_ Sự ép lún : Là biến dạng dẻo thể tích vĩ mô của kim loại, gắn liền với sự
thay đổi hình dạng ứng với các tải trọng lớn hơn giới hạn chảy. Biến dạng và ép lún
có thể lan trên toàn bộ hay một phần lớn thể tích của chi tiết máy. Khi ép lún, kích
thước của chi tiết bị thay đổi nhưng khối lượng vẫn được giữ nguyên. Hiện tượng
ép lún của chi tiết có thể xuất hiện trong khi ma sát và cũng có thể được tạo lên do
sự truyền các lực không có liên quan với sự trượt hay lăn của các bề mặt.
- 16 -
_ Sự bào mòn cơ học của kim loại : Là sự phá hoại bề mặt của chi tiết dưới
tác dụng va đập lặp đi lặp lại nhiều lần của những dòng tia chất lỏng hay khí, gây
lên các hư hỏng cục bộ, tương tự như sự phá hoại các chất khoáng và các lớp đất đá
dưới tác dụng của nước và gió. Ngoài sự bào mòn cơ học còn có sự bào mòn điện.
Đó là sự phá hoại các lớp bề mặt kim loại do những tác dụng điện - nhiệt của sự
phóng điện không cố định dạng xung gây ra, cùng với những tác động có thể có của
các lực tác động.
_ Sự ăn mòn : Là quá trình phá hoại bề mặt kim loại dưới tác dụng hóa học
hay điện hóa của môi trường xung quanh.
_ Sự xói mòn : Là quá trình bề mặt các chi tiết tiếp xúc với chất lỏng, khí
chuyển động với vận tốc biến thiên. Sự phá hoại do xói mòn gây ra có tính chất cục
bộ và thể hiện ở việc hình thành những vết lõm và các lỗ hổng.
1.6. Ma sát và mài mòn của xi lanh.
Mài mòn xilanh là một điều luôn được quan tâm của các nhà thiết kế và khai
thác máy. Mài mòn của xilanh xảy ra không chỉ là mòn sơ mi mà cả mòn của
xecmăng và piston. Quá trình mòn có thể mòn là do ăn mòn, mài mòn hoặc là do
ma sát và tất cả các quá trình đó xảy ra cùng nhau ( ở những khu vực khác nhau )
phụ thuộc vào những nhân tố khác nhau.
Trong động cơ diesel thấp tốc mòn của sơmi xilanh lên đến 0,1 mm/1000 h thì
chấp nhận được và do đó tuổi thọ của sơmi vào khoảng 7 năm. Điều này có nghĩa
rằng sơmi phải thay đổi 2
3
÷
lần nếu như tuổi thọ của tầu khoảng 20 năm. Trong
động cơ diesel trung tốc, tốc độ mài mòn nhìn chung thấp hơn tốc độ mài mòn
xilanh của động cơ thấp tốc ( tốc độ mài mòn vào khoảng 0,015 mm/1000h ).
Có 3 kiểu mài mòn có thể phân biệt được là : ăn mòn, mài mòn và ma sát.
Trong động cơ khi làm việc bình thường, tất cả 3 kiểu mòn trên có thể xảy ra cùng
với nhau, phụ thuộc vào một số nhân tố và đặc biệt là những điều kiện hoạt động.
- 17 -
Mòn do ăn mòn gây ra bởi sự hình thành axit sunfua ở bên trong xilanh,
sunfua trong nhiên liệu khi cháy tạo thành SO
2
mà sau khi kết hợp với O
2
tạo thành
SO
3
SO
2
+ O
2
3
SO
⇒
Trong sự có mặt của hơi nước, SO
3
được chuyển sang H
2
SO
4
và hình thành
axit trên bề mặt xilanh, nếu nhiệt độ dưới điểm sương sẽ tạo nên sự ngưng tụ axit
SO
3
+ H
2
O
42
SOH
⇒
Xu hướng hình thành axit sunfua rõ ràng tăng cường với sự tăng của hàm
lượng sunfua trong nhiên liệu và hiệu quả chính của sự ngăn ngừa ăn mòn gây ra
bởi axit này là sử dụng phụ gia ankan trong dầu bôi trơn. Với những nhiên liệu
chứa đựng hàm lượng cao sunfua ( tới 4 % ) sự tập trung của phụ gia ankan trong
nhiên liệu phải tương xứng cao hơn.
Mòn do mài mòn gây ra bởi những không khí bẩn lẫn trong khí nạp hoặc bởi
chính các sản phẩm của quá trình mòn hoặc bởi cacbon cứng ( gây ra bởi quá trình
cháy kém và do các mạt, vẩy kim loại bị bong ra từ các bề mặt của piston, xilanh
hoặc các tạp chất của dầu bôi trơn ).
Mòn do ma sát xuất hiện là một quá trình xảy ra bình thường trong xilanh.
Nếu cho rằng khi có sự phá vỡ màng dầu bôi trơn giữa những chỗ gồ ghề trên hai
bề mặt thì quá trình tiếp xúc đó sẽ làm cho các đỉnh nhấp nhô biến mất. Loại mòn
này đặc biệt xảy ra trong thời gian chạy rà.
Mài mòn lớn nhất xảy ra ở phía trên giới hạn của vòng găng chuyển động, dọc
theo phía của xilanh mài mòn giảm nhanh cho tới khi nó đạt một giá trị thấp nhất.
Sau đó ở điểm thấp nhất của vòng găng chuyển động, sự mài mòn có xu hướng
tăng trở lại. Sự tập trung của mài mòn ở trên giới hạn của vòng găng đặc biệt thấy
rõ ở động cơ 2 kì, mà tỉ lệ mòn ở đỉnh của xilanh thường cao hơn ở động cơ 4 kì. Lí
do chính là ở động cơ 2 kì điều kiện bôi trơn khó khăn hơn, trong khi ở động cơ 4
kì dầu bôi trơn có thể vận chuyển một cách dễ dàng trên vách xilanh mà không bị
- 18 -
gián đoạn khi qua các mép cửa như ở động cơ 2 kì. Ngoài ra, thường có sự rò lọt
của khí cháy qua các cửa quét ở cuối hành trình và khí nóng có thể đốt cháy màng
dầu bôi trơn.
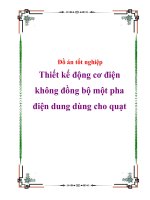
Quy luật của độ mài mòn xi lanh được biểu diễn ở hình sau :
τ
u
τ
τ0
Α
Β
C
u
u
gh
R
P
SC
Hình 1.2 : Quy luật độ mài mòn xi lanh.
_ Đường nét liền OABC biểu thị quy luật của độ mài mòn.
_ Đường nét đứt biểu thị tốc độ mài mòn của xilanh.
_ Trục tung ( u ) biểu thị độ mài mòn.
_ Trục hoành ( τ ) biểu thị thời gian làm việc.
_ Đoạn OA biểu thị độ mòn ở thời gian chạy rà máy do bề mặt làm việc của
chi tiết sau khi chế tạo hoặc sửa chữa còn gồ ghề vi mô. Trong quá trình chạy rà, bề
mặt làm việc dần được mài mòn nhẵn đi, những chỗ lồi lõm được mài bằng đi. Vì
vậy, trong thời kì này tốc độ mài mòn tương đối lớn.
_ Đoạn AB biểu thị độ mòn của xilanh trong quá trình làm việc do bề mặt
làm việc của xilanh đã được rà nhẵn nên tốc độ mòn rất chậm. Tốc độ mòn của
xilanh trong thời kì này chủ yếu phụ thuộc vào tình trạng chăm sóc kĩ thuật.
_ Đoạn BC biểu thị tốc độ mài mòn của xilanh không cho phép máy làm
việc.Trong thời kì này, khe hở cặp chi tiết ( piston và xilanh ) quá lớn, nếu máy tiếp
tục làm việc sẽ gây va đập mạnh, chế độ bôi trơn bị phá hoại nên mòn của xilanh
tăng đột ngột và có thể gãy vỡ.
- 19 -
_ Khi xilanh bị hao mòn vượt quá một giá trị nhất định sẽ gây lên hiện tượng
máy làm việc không bình thường, trạng thái kĩ thuật của động cơ giảm và ảnh
hưởng đến tính tin cậy khai thác của động cơ diesel.
2. Quá trình công tác của động cơ ở các chế độ chuyển tiếp.
2.1. Khái niệm về chế độ chuyển tiếp của động cơ.
Chế độ làm việc của động cơ mà các thông số mômen và vòng quay không
thay đổi theo thời gian gọi là ổn định. Các chế độ này diễn ra khi phụ tải ổn định
( tải không thay đổi theo thời gian ).
Các chế độ mà các thông số mômen và vòng quay của động cơ luôn thay đổi
theo thời gian gọi là chế độ không ổn định.
Khi chuyển chế độ làm việc của động cơ từ chế độ ổn định này sang chế độ
ổn định khác phải trải qua các chế độ không ổn định trung gian, các chế độ không
ổn định trung gian này được gọi là chế độ chuyển tiếp. Ở các chế độ chuyển tiếp
các thông số công tác của động cơ thay đổi theo thời gian, chất lượng hoạt động
của động cơ và của các hệ thống phục vụ cho động cơ xấu đi. Thời gian thực hiện
quá trình này gọi là thời gian chuyển tiếp. Thời gian quá trình chuyển tiếp dài hay
ngắn, mức độ và nhịp độ thay đổi các thông số của động cơ trong quá trình này phụ
thuộc vào tình trạng kỹ thuật của động cơ, hệ thống tăng áp tua bin khí thải được bố
trí trên động cơ, mức độ phù hợp đặc tính tiêu thụ không khí giữa động cơ với máy
nén, đặc tính bộ điều tốc động cơ và đặc tính tĩnh của nó, tính chất của phụ tải và
môi trường hoạt động của hệ động cơ - thiết bị tiêu thụ năng lượng.
Trong quá trình khai thác động cơ thường xảy ra các quá trình chuyển tiếp
chủ yếu : Đóng và ngắt tải; tăng tốc; chuyển tiếp liên hợp; thay đổi tải tuần hoàn;
còn đối với động cơ chính của tàu thủy thường gặp thêm các chế độ chuyển tiếp :
Đảo chiều quay trục khuỷu khi quay trở tàu; tải thay đổi đột ngột hay có chu kì khi
tàu hoạt động trong điều kiện bão tố.
- 20 -
2.2. Các quá trình chuyển tiếp của động cơ.
2.2.1. Quá trình đóng và ngắt tải đột ngột.
Trong các quá trình đóng và ngắt tải đột ngột mô men cản của động cơ tăng
hoặc giảm nhanh làm cho vòng quay của hệ trục cũng thay đổi với nhịp độ lớn.
Nhịp độ thay đổi vòng quay hệ trục do nhiều yếu tố, nhưng trong đó chủ yếu do
việc điều chỉnh bộ điều tốc hay điều khiển lượng cấp nhiên liệu quyết định - khi
không xét đến tình trạng kỹ thuật của động cơ. Đóng hay cắt tải có thể tiến hành
khi vòng quay gần với vòng quay định mức hoặc khi vòng quay nhỏ.
Điều kiện làm việc nặng nhọc nhất đối với động cơ tăng áp tua bin khí thải là
khi đóng tải lớn tức thời từ chế độ không tải. Để đánh giá, so sánh tính hiệu quả của
các động cơ khác nhau khi đóng, ngắt tải cần phải sử dụng hợp lý các đóng và ngắt
tải giống nhau với tất cả các động cơ và thường chọn đóng, ngắt tải tức thời 100%.
Đối với động cơ có tăng áp việc tăng tải tức thời còn dựa vào mức độ tăng áp, mối
quan hệ giữa giá trị định mức với mức tăng tỉ số tăng áp. Đồng thời thay đổi tải tức
thời còn dùng để kiểm nghiệm độ hoàn hảo hệ thống điều chỉnh tự động tốc độ, khi
đó đặc tính chế độ động lực học không ổn định, tính chất của quá trình điều chỉnh
chuyển tiếp, được xác định theo mức độ thay đổi vòng quay hệ trục, thời gian của
quá trình chuyển tiếp. Đường cong thay đổi vòng quay trong quá trình đóng, ngắt
tải được biểu diễn trên hình 2.1
τ
n
0
n
0
d
ϕ
δ
T
ψ
a
Α
Β
Α
Β
a
T
ϕ
δ
ψ
d
,s ,s
τ
- 21 -
Hình 2.1 :
a ) Quá trình chuyển tiếp khi b ) Quá trình chuyển tiếp
khi đóng tải đột ngột. khi ngắt tải đột ngột.
A - thời điểm bắt đầu thay đổi tải;
B - thời điểm kết thúc quá trình chuyển tiếp;
φ - độ thay đổi vòng quay tương đối;
δ - độ không đồng đều;
ψ - độ không ổn định;
T
a
- thời gian quá trình chuyển tiếp.
Các chỉ tiêu chính đặc trưng cho quá trình chuyển tiếp là mức độ thay đổi
vòng quay tương đối φ, mức độ không ổn định vòng quay và thời gian của quá
trình chuyển tiếp T
a
khi thay đổi phụ tải
Khi động cơ làm việc theo đường đặc tính điều chỉnh ứng với vòng quay
định mức với các chế độ phụ tải không đổi và chế độ không tải, độ không ổn định ψ
nằm trong giới hạn 1% tức là cho phép vòng quay dao động trong giới hạn
%5,0
±
so với giá trị trung bình. Để tránh quá tải vòng quay trong thời gian ngắn cho động
cơ khi thay đổi phụ tải đột ngột cần phải đảm bảo độ thay đổi vòng quay tương đối
φ không vượt quá giới hạn
%1210
÷
, đối với động cơ lai máy phát điện xoay chiều
khi thay đổi tải đột ngột phải đảm bảo φ
%65
÷≤
. Một đặc tính quan trọng nữa của
quá trình chuyển tiếp là độ tắt nhanh dao động. Thời gian của quá trình chuyển tiếp
thường được giới hạn T
a
=
105
÷
giây.
Đặc tính làm việc của động cơ diesel lai máy phát thường gặp là hiện tượng
tăng nhanh phụ tải từ 0 đến 100%. Tăng mô men cản sẽ làm thay đổi các thông số
quá trình công tác của động cơ diesel.
- 22 -
Hình 2.2 : Sự phụ thuộc các thông số công
tác động cơ diesel tăng áp tua bin khí xả vào
thời gian đóng tải. ρ
k
-
khối lượng riêng không khí tăng áp;
α - hệ số dư lượng không khí;
n
tk,
n - vòng quay TBMN và động cơ;
p
lt
- áp suất khí xả trước tua bin;
g
ct
- lượng nhiên liệu cấp cho chu trình;
Khi tăng nhanh phụ tải, mô men quay nhỏ hơn mô men cản nên vòng quay
động cơ giảm xuống, do tác động của bộ điều tốc thanh răng bơm cao áp dịch
chuyển sang hướng làm tăng lượng nhiên liệu cấp cho chu trình. Lượng không khí
cấp cho động cơ phụ thuộc vào vòng quay rô to tua bin - máy nén ( đối với động cơ
tăng áp bằng tua bin khí thải ), tức là phụ thuộc vào nhiệt độ khí xả. Trong thời
điểm đầu tiên tăng lượng nhiên liệu cấp cho chu trình, lượng không khí cấp cho
động cơ hầu như không thay đổi do quán tính của rô to tua bin - máy nén, nên vòng
quay của nó chưa kịp tăng lên, bởi thế hệ số dư lượng không khí α giảm nhanh còn
áp suất và nhiệt độ khí xả tăng nhanh. Khi rô to tua bin - máy nén bắt đầu tăng tốc,
suất tiêu hao không khí cho động cơ tăng, nên hệ số dư lượng không khí α cũng
được tăng lên. Quá trình chuyển tiếp khi đóng tải kéo theo tăng khói và độc tố
trong khí xả.
τ
0
ρ
n
p
α
g
ρ
k
tk
lt
ct
n
k
tk
n
lt
p
α
ct
g
n
- 23 -
Khi cắt tải đột ngột đến chế độ nhỏ tải hoặc chế độ không tải vòng quay hệ
trục tănh nhanh. Nhịp độ tăng vòng quay phụ thuộc vào phụ tải. Khi đó các thông
số công tác khác của động cơ cũng thay đổi theo.
Qua thực nghiệm, cũng như các tài liệu, khi thay đổi tải đột ngột chất lượng
làm việc của động cơ xấu đi rõ rệt so với chế độ ổn định. Trong quá trình này các
thông số công tác của động cơ đều thay đổi theo thời gian.
2.2.2. Quá trình tăng tốc.
Quá trình tăng tốc phương tiện vận tải kèm theo tăng đồng thời vòng quay
của hệ trục và tăng mô men quay động cơ. Tăng tốc có thể diễn ra theo quy luật
thay đổi vòng quay và mô men quay khác nhau. Chế độ tăng tốc có thể diễn ra như
sau :
_ Tăng tốc từ chế độ không tải đến đầy tải ứng với vòng quay nhỏ nhất;
_ Tăng tốc từ chế độ không tải đến đầy tải ứng với vòng quay định mức.
Sau khi tăng tốc thì vòng quay và tải giảm xuống. Trong thời gian tăng tốc
mô men quay động cơ dùng để thắng lực cản chuyển động của phương tiện vận tải
và gia tốc vòng quay hệ trục. Mô men quay động cơ có thể lớn hơn mô men tương
ứng với đặc tính giới hạn, điều đó làm xấu chỉ tiêu kinh tế, tính tin cậy động cơ và
tăng độc tố khí xả.
Đối với động cơ chính tàu thủy khi tăng tốc tàu liên quan tới tăng công suất
do động cơ phát ra. Trên hình 2.3 các đường cong
0=
T
V
đến
1=
T
V
biểu diễn tốc đô
tương đối của tàu không thay đổi
TH
T
T
V
V
V =
, V
TH
- tốc độ tàu tương ứng với chế độ
làm việc định mức của động cơ
1=
T
V
. Các đường cong
=
T
V
const biểu diễn mối
quan hệ công suất tiêu thụ cho chong chóng phụ thuộc vào vòng quay khi tốc độ
tàu không đổi. Khi đó đường cong
0=
T
V
là đường cong đường đặc tính chong
chóng buộc bến. Giả sử tăng tốc độ tàu
4,0=
T
V
( điểm 1 ) đến
85,0=
T
V
( điểm 4 ),
- 24 -
khi đó tại điểm 1 động cơ làm việc với vòng quay n
1
còn tại điểm 4 động cơ làm
việc với vòng quay n
4
. Nếu tác động nhanh bộ điều tốc để vòng quay chuyển đến
vòng quay n
4
thì sẽ diễn ra như sau :
0
n
Ne
Ne
Ne
H
5
n
1
5
n
4
n
H
n
1
6
4
7
8
5
2
3
0.4
0.7
0.85
1
V
T
= 0
Hình 2.3 : Sự thay đổi công suất tiêu thụ phụ thuộc
vào vòng quay khi tăng tốc tàu.
Khi tốc độ tàu không đổi, ứng với
4,0=
T
V
thì có thể đưa vòng quay tăng giá
trị ứng với điểm 2 ( theo đường cong 1 - 2 ). Sau đó động cơ làm việc theo đường
đặc tính ngoài cực đại 2 - 3, khi đó thanh răng bơm cao áp nằm ở vị trí chốt tì hạn
chế, vòng quay được tăng lên từ từ, tốc độ tàu cũng được tăng lên. Tại điểm 3 đã
đạt được vòng quay đã cho, động cơ chuyển sang làm việc theo đường đặc tính
điều chỉnh 3 - 4. Theo mức độ tăng tốc độ tàu công suất tiêu thụ cho chong chóng
giảm xuống và chế độ ổn định đạt được tại điểm 4. Từ hình vẽ ta thấy rõ tăng tốc
tàu tương tự kéo theo quá tải động cơ chính, khi đó động cơ làm việc theo các giai
đoạn 5 - 2 - 3 - 7 nằm trên đường đặc tính giới hạn theo mô men quay đường 5 -7
-8.
Để tránh quá tải động cơ có thể tăng tốc tàu bằng cách tăng vòng quay theo
cấp. Nếu giai đoạn ban đầu đặt bộ điều tốc ứng với vòng quay n
5
, thì khi tốc độ tàu
- 25 -
V
T
= 0,4 công suất động cơ tăng lên đến N
e5
( điểm 5 nằm trên đường đặc tính hạn
chế ). Sau đó khi động cơ làm việc theo đường đặc tính điều chỉnh 5 - 6 vòng quay
gần như không thay đổi, tàu được tăng tốc đến tốc độ tương đối
7,0=
T
V
chế độ làm
việc của động cơ tương ứng điểm 6, cần phải điều chỉnh bộ điều tốc một lần nữa,
vòng quay mới đạt n
4
, tương ứng tốc độ tương đối của tàu
85,0=
T
V
. Tăng tốc tàu
lần thứ 2 được biểu diễn theo đường 6 - 7 và 7 - 4. Như vậy, tăng số lần vòng quay
quá trình tăng tốc gần với đường đặc tính chong chóng 1- 8, biểu diễn bằng đường
parabol bậc 3. Từ đó thấy rõ càng giảm tải lên động cơ càng tăng thời gian tăng tốc.
Đặc tính thay đổi các thông số quá trình công tác của động cơ khi tăng tốc tàu cơ
bản giống như khi đóng tải.
2.2.3. Quá trình chuyển tiếp liên hợp.
Quá trình chuyển tiếp liên hợp là tổ hợp của 2 quá trình : đóng tải và hãm.
Quá trình này thường gặp trong thực tế khai thác động cơ diesel có công dụng khác
nhau, đặc biệt là đối với động cơ lắp trên phương tiện giao thông khi tăng nhanh
mô men cản từ M
e
< M
eH
.
Nói chung dạng đặc tính điều chỉnh và đặc tính tốc độ đối với quá trình
chuyển tiếp liên hợp được quyết định bởi loại điều tốc và điều chỉnh nó. Nếu động
cơ lắp bộ điều tốc nhiều chế độ thì phần 1 của quá trình chuyển tiếp diễn ra theo
một trong đường đặc tính ngoài. Đối với động cơ lắp bộ điều tốc 2 chế độ thì phần
đầu quá trình chuyển tiếp diễn biến theo nhánh điều chỉnh với vòng quay ban đầu
từ n
d
đến n
max
, sau đó tiếp tục theo một trong các đường đặc tính bộ phận ( phụ
thuộc vào việc điều chỉnh ).
Quá trình chuyển tiếp tổng hợp khác với đóng tải là khoảng thay đổi vòng
quay lớn và với gia tốc lớn. Lượng nhiên liệu cấp cho chu trình cũng thay đổi trong
khoảng lớn.