Đồ án công nghệ , Đồ án chế tạo Ống Kẹp N = 6300 (chiếcnăm),BKDN (đầy đủ bản vẽ CAD)
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (2.1 MB, 70 trang )
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY GVHD: HOÀNG VĂN THẠNH
PHẦN I : Phân Tích điều kiện làm việc và yêu cầu kỹ thuật của sản phẩm
1.1/ Phân tích chi tiết gia công
1.1.1/ Phân tích yêu cầu kỹ thuật
310
130
70
120
35
50
40
6
16
25
57
2,5
1,25
2,5
2,5
Rz20
2,5
Rz20
2,5
2xØ17
0,1
-
+
1,2
-
+
0,5
-
+
17
0,5
-
+
0,1
-
+
0,3
-
+
0,2
-
+
0,1
-
+
0,2
-
+
Ø80
0,06
-
+
0,5
-
+
Ø135
Ø20
R30
Hình 1.1 bản vẽ chi tiết ống kẹp
SVTH: ĐINH VĂN HỮU – LỚP 12C1LT Page 1
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY GVHD: HOÀNG VĂN THẠNH
Chi tiết cần chế tạo có dạng Hộp chi tiết này có tên gọi là ỐNG KẸP dùng để kẹp
chặt các chi tiết bề mặt làm việc là lỗ Ф80 và chi tiết được gá lên nhờ lỗ Ф20, chi tiết
bị kẹp chặt sẽ được đưa vào lỗ Ф80 quá trình kẹp nhờ 2 lỗ Ф17. Điều kiện làm việc
của chi tiết phải đảm bảo về yêu cầu kĩ thuật, độ song song, độ vuông góc giữa cá lỗ
Ф80 và mặt đáy để đảm bảo cho chi tiết không bị lệch tâm. Giảm sự rung động, nâng
cao sức bền mỏi tại các lỗ cũng như các bề mặt khác gắn với Hộp.
1.1.2/ Yêu cầu kỹ thuật:
Trên cơ sỡ phân tích ở trên chi tiết dang Hộp cần có những yêu cầu kĩ thuật cơ
bản sau:
- Những bề mặt chính như bề mặt đáy, mặt lỗ yêu cầu đạt độ chính xác, độ
bóng cao
- Vị trí tương quan giữa các bề mặt: độ không song song giữa hai mặt đầu
không vượt quá 0,03/100(mm) chiều dài, độ không vuông góc giữa Φ80 với mặt đầu
không quá 0,05/100(mm) chiều dài
- Độ nhám bề mặt:
+ Lỗ Φ80 mm, cần phải được gia công với cấp chính xác là cấp 9, bề mặt
làm việc chính có độ nhám bề mặt R
a
= 1,25(μm)
+ Lỗ Φ20 mm Bề mặt làm việc có độ nhám bề mặt R
a
= 2,5(μm)
+ Bề mặt đáy định vị (mặt A), mặt trên có độ nhám R
Z
= 20(μm)
+ Các bề mặt gia công có lỗ có độ nhám R
Z
= 20 (μm)
+ Các rãnh bề mặt làm việc có độ nhám ề mặt R
a
= 2,5(μm)
Các kích thước khống chế theo cấp chính xác ± IT15
1.1.3/ Vật liệu chi tiết:
SVTH: ĐINH VĂN HỮU – LỚP 12C1LT Page 2
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY GVHD: HOÀNG VĂN THẠNH
Vật liệu chế tạo phôi được chọn theo yêu cầu, dễ chế tạo và giá thành rẻ, làm
việc trong điều kiện ít chịu kéo, ít chịu va đập và chịu nén, tính công nghệ trong kết
cấu nên chọn là gang xám GX15 - 32 đặc biệt có độ bền chịu mài mòn trong cặp ma
sát
Độ bền kéo σ
k
= 150 ( N/mm
2
)
Độ bền uốn σ
u
= 320 ( N/mm
2
)
Độ cứng bề mặt HB = (163 ÷ 229)
1.1.4/ Tính công nghệ trong kết cấu:
Cũng như các dạng chi tiết khác, đối với chi tiết dạng ỐNG KẸP thì tính công
nghệ có ý nghĩa quan trọng việc đảm bảo độ an toàn. Vì vậy khi thiết kế chi tiết dạng
Hộp ta cần chú ý đến kết cấu của nó sau:
- Hộp phải có độ cứng vững cao để khi gia công không bị biến dạng, có thể
dùng ở chế độ cắt cao đạt năng suất cao
- Các bề mặt làm chuẩn phải có đủ diện tích nhất định, phải cho phép thực hiện
nhiều nguyên công khi dùng bề mặt cần định vị làm chuẩn VD mặt đáy và lỗ. Bề mặt
chuẩn phải tạo điều kiện để gá đặt chi tiết nhanh khi gia công và lắp ráp.
- Các bề mặt gia công không được có vấu lồi, lõm phải thuận lợi cho việc ăn
dao, thoát dao. Kết cấu của các bề mặt phải thuận lợi cho việc gia công đồng thời bằng
nhiều dao
- Các lỗ trên hộp có kết cấu đơn giản, không nên có rãnh hoặc có dạng định
hình, bề mặt lỗ không được đứt quãng, các đường kính giảm dần từ ngoài vào trong, lỗ
nên thông với nhau, lỗ kẹp phải có lỗ tiêu chuẩn
- Không nên bố trí lỗ nghiêng so với mặt phẳng của các vách để khi gia công
tránh hiện tượng ăn dao lệch hướng
PHẦN II: Phân Tích điều kiện làm việc và yêu cầu kỹ thuật của sản phẩm
2.1/ Các dạng sản xuất thường gặp:
Dạng sản xuất (loại hình sản xuất) là một khái niệm kinh tế, kỹ thuật tổng hợp
phản ánh mối quan hệ qua lại giữa các đặc trưng về kỹ thuật, về công nghệ của nhà
máy với các hình thức tổ chức sản xuất, hạch toán kinh tế được sử dụng trong quá
trình đó nhằm tạo ra các sản phẩm đảm bảo các chỉ tiêu kinh tế – kỹ thuật.
SVTH: ĐINH VĂN HỮU – LỚP 12C1LT Page 3
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY GVHD: HOÀNG VĂN THẠNH
Để phân loại dạng sản xuất có nhiều quan điểm khác nhau. Ở đây phân loại
dạng sản xuất theo sản lượng hàng năm và khối lượng chi tiết.
Theo quan điểm này dạng sản xuất chia làm ba loại
+ Dạng sản xuất đơn chiếc.
+ Dạng sản xuất hàng loạt.
+ Dạng sản xuất hàng khối.
Trong DSX hàng loạt, căn cứ vào sản lượng người ta phân thành
- Dạng sản xuất loạt nhỏ
- Dạng sản xuất loạt vừa
- Dạng sản xuất loạt lớn
Dạng sản xuất loạt nhỏ có đặc điểm rất giống như với dạng sản xuất đơn chiếc.
Dạng sản xuất loạt lớn có đặc điểm rất giống như với dạng sản xuất hàng khối.
Vì vậy trong thực tế người ta phân dạng sản xuất thành ba loại sau:
+ Dạng sản xuất đơn chiếc, loạt nhỏ.
+ Dạng sản xuất loạt vừa.
+ Dạng sản xuất loạt lớn, hàng khối.
2.2/ Đặc điểm của các dạng sản xuất:
a. Dạng sản xuất đơn chiếc loạt nhỏ: Là dạng sản xuất mà sản lượng gia công của
mỗi mặt hàng rất nhỏ, thường chỉ một đến vài chục chiếc. Số chủng loại mặt hàng
nhiều, các mặt hàng không lặp lại hoặc lặp lại theo một chu kỳ.
Đặc điểm:
- Sử dụng máy: chủ yếu là máy vạn năng.
- Bố trí máy: thường bố trí máy theo nhóm máy.
- Đồ gá và các trang bị công nghệ: chủ yếu là vạn năng.
- Phương pháp gá đặt: chủ yếu sử dụng phương pháp rà gá.
- Phương pháp đảm bảo độ chính xác gia công: chủ yếu sử dụng phương pháp
đo dò cắt thử.
- Định mức kĩ thuật: Rất đơn giản, thường định mức theo kinh nghiệm.
- Bậc thợ: Thợ đứng máy đòi hỏi tay nghề cao, không cần thợ điều chỉnh.
- Văn kiện công nghệ: Được lập rất đơn giản thường chỉ sử dụng phiếu tiến
trình công nghệ.
SVTH: ĐINH VĂN HỮU – LỚP 12C1LT Page 4
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY GVHD: HOÀNG VĂN THẠNH
b./ Dạng sản xuất loạt lớn thành khối: Là dạng sản xuất mà số chủng loại mặt
hàng rất ít, sản lượng gia công của một mặt hàng rất lớn, sản phẩm rất ổn định, lâu dài.
Đặc điểm:
- Sử dụng máy: Chủ yếu là máy chuyên dùng, máy tự động cho năng suất cao.
- Bố trí máy: Theo quy trình công nghệ tại mỗi máy thường chỉ hoàn thành một
công việc nhất định của một quy trình công nghệ nhất định.
- Đồ gá, trang thiết bị công nghệ: Chủ yếu là chuyên dùng.
- Phương pháp gá đặt: Chủ yếu sử dụng phương pháp tự động đạt kích thước.
- Phương pháp đảm bảo độ chính xác gia công: Thường sử dụng phương pháp
chỉnh sẵn dao.
- Định mức kỹ thuật: Rất tỉ mỉ và chính xác, thường sử dụng các phương pháp
như tính toán phân tích, bấm giờ, chép thực ngày làm việc.v.v.
- Bậc thợ: Cần thợ điều chỉnh có tay nghề cao, thợ đứng máy không cần có tay
nghề cao.
- Văn kiện công nghệ: Được lập rất tỉ mỉ, thường phải sử dụng đến phiếu
nguyên công.
c./ Sản xuất loạt vừa: Là dạng sản xuất mà sản lượng của mỗi mặt hàng không quá
ít, số chủng loại mặt hàng không quá nhiều, sản phẩm tương đối ổn định và lặp lại theo
chu kỳ.
Đặc điểm: Kết hợp giữa hai dạng sản xuất trên.
2.3/ Định dạng sản xuất:
Muốn xác đinh dạng sản xuất trước hết ta phải biết sản lượng hàng năm của chi
tiết gia công. Sản lượng hàng năm được tính theo công thức sau:
N = N
0
.m (1+
100
α
).(1+
100
β
) (chiếc/năm)
Trong đó: N là số chi tiết sản xuất trong một năm.
N
0
- Số sản phẩm (số máy) được sản xuất trong 1 năm.
Theo đề bài : N
0
= 5000 (Chiếc/năm).
m - Số lượng chi tiết như nhau trong một sản phẩm chế tạo (m = 1)
α - số chi tiết được chế tạo thêm để dự trữ (khoảng 10%÷20%)
Chọn α = 20%
SVTH: ĐINH VĂN HỮU – LỚP 12C1LT Page 5
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY GVHD: HOÀNG VĂN THẠNH
β - số phần trăm chi tiết phế phẩm trong quá trình chế tạo (khoảng 3÷5%)
Lấy β = 5%
)
100
5
1).(
100
20
1.(1.5000 ++=N
= 6300 (chiếc/năm).
Ta có khối lượng của chi tiết được tính theo công thức:
M = V.
γ
(kg)
Trong đó: M - là khối lượng của chi tiết (kg)
V - là thể tích của chi tiết (dm
3
)
γ
- là khối lượng riêng của vật liệu.
có
GX
γ
= (6,8 ÷7,4) kG/dm
3
chọn
GX
γ
= 7 (kG/dm
3
)
Trước hết ta tính thể tích từng phần nhỏ
- Lỗ φ135(mm): V
1
= π x (67,5)
2
x 120 = 1716795(mm
3
)
- lỗ rỗng φ80(mm): V
2
= π x 40
2
x 120 = 603185,78(mm
3
)
- Hình chữ nhật lớn 1: V
3
= 57 x 82,5 x 60 = 282150(mm
3
)
- Hình chữ nhật nhỏ 1: V
4
= 25 x 82,5 x 60 = 123750(mm
3
)
- Lỗ rỗng φ20 mm: V
5
= π x 10
2
x 32 = 10053,1(mm
3
)
- Hình chữ nhật lớn 2: V
6
= 40 x 92,5 x 120 = 444000(mm
3
)
- Hình chữ nhật nhỏ 2: V
7
= 6 x 120 x 120 = 86400(mm
3
)
- 2 lỗ rỗng φ17 mm: V
8
= 2π x (8,5)
2
x 34 = 15434,6(mm
3
)
Vậy thể tích thực của chi tiết là:
V = (V
1
+ V
3
+ V
6
) – ( V
2
+ V
4
+ V
5
+ V
7
+ V
8
) =1604121,52(mm
3
)
V = 1,6 (dm
3
)
Do đó trọng lượng của chi tiết là:
Q = V x γ = 1,6.7 = 11,2 (kg)
Từ kết quả thu được ở trên và đối chiếu với bảng 2 cách xác định dạng sản
xuất (Thiết kế đồ án CÔNG NGHỆ CHẾ TẠO MÁY _GS.TS. NGUYỄN VĂN ĐỊCH –
NHÀ XUẤT BẢN KHOA HỌC VÀ KỸ THUẬT HÀ NỘI - 2007)
Với: Q ≥ 10 kG
N = 6300 (chiếc/năm)
Vậy ta chọn dạng sản xuất hàng loạt vừa
PHẦN III: Lựa chọn phương pháp chế tạo phôi
SVTH: ĐINH VĂN HỮU – LỚP 12C1LT Page 6
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY GVHD: HOÀNG VĂN THẠNH
Tùy theo điều kiện làm việc, số lượng và vật liệu mà phôi được chế tạo bắng
nhiều phương pháp khác nhau như Đúc, Rèn, Dập, Cán
Việc chế tạo với hình dạng kết cấu phức tạp, chi tiết định hình và có thể đạt
được kích thước từ nhỏ đến lớn và vật liệu chế tạo chi tiết là Gang Xám GX15 - 32,
kích thước trung bình cùng với dạng sản xuất hàng loạt vừa, trình độ kỹ thuật nên ta có
thể chọn phương pháp Đúc để chế tạo phôi như sau:
- Đúc trong khuôn kim loại
- Đúc trong khuôn vỏ mỏng
- Đúc trong khuôn mẫu chảy
- Đúc trong khuôn cát
Khi xác định loại phương pháp chế tạo phôi cho chi tiết ta cần phải quan tâm đến
đặc điểm kết cấu và yêu cầu chịu tải khi làm việc của chi tiết ( hình dạng, kích thước,
chức năng làm việc, vật liệu ) và các dạng sản xuất. Mặt khác khi xác định phương
pháp tạo phôi cho chi tiết cần quan tâm đặc tính của các loại phôi và lượng dư gia
công ứng với từng loại phôi.
Trong các phương pháp trên với chi tiết là ỐNG KẸP có các lỗ lớn nhỏ khác
nhau, có các rãnh, bề mặt tương đối đơn giản nên ta dùng phương pháp chế tạo phôi là
đúc trong khuôn Kim loại, có ưu điểm là hiệu quả khi chi tiết đúc định hình, vật đúc có
độ bóng và độ chính xác cao hơn, năng suất đúc cao, chất lượng đúc tốt khi đúc trong
khuôn với dạng sản xuất hàng loạt vừa. Nhược điểm tiêu tốn kim loại cho hệ thống rót
đậu ngót đậu hơi, các khuyết tật bên trong chi tiết đúc như thiếu hụt, rỗ khí đáp ứng
được dạng sản xuất hàng loạt vừa
Vì đây là dạng sản xuất hàng loạt vừa và vật liệu chi tiết là Gang Xám GX15 - 32
và dùng phương pháp đúc trong khuôn Kim loại làm khuôn bằng máy với cấp chính
xác là cấp II, có bạc dẫn để chỉnh vị trí thao đúc, theo nguyên lý ép từ trên xuống. Độ
chính xác phôi có thể đạt cấp 14, độ nhám bề mặt sau khi đúc Rz = 40(µm) hay cấp độ
nhám là cấp 4
SVTH: ĐINH VĂN HỮU – LỚP 12C1LT Page 7
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY GVHD: HOÀNG VĂN THẠNH
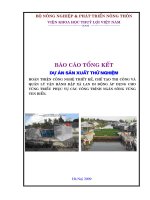
7
6
5
4
3
2
1
8
9
1- bàn máy
2 - mâu
3 - hòm khuôn chính
4 - hòm khuôn phu
5 - chày ép
6 - xà ngang
7 - van khí
8 - pittong dây
9 - xilanh
hình 1.2: Máy ép dùng khuôn dúc
+ Giá thành chế tạo vật đúc rẻ
+ Thiết bị đầu tư ở phương pháp này khá đơn giản
+ Phù hợp với sản xuất hàng loạt vừa
+ Độ nhám bề mặt độ chính xác sau khi đúc có thể chấp nhận để có thể gia
công tiếp theo
+ Vật liệu Gang Xám GX15 - 32 có tính đúc tốt
Quá trình hình thành phôi:
Trước hết bộ phận kĩ thuật phải vẽ bản vẽ vật đúc, căn cứ vào bản vẽ vật đúc bộ
phận mộc mẫu sẽ chế tạo ra mẫu và hộp lõi, với bộ phận làm khuôn người ta dùng mẫu
và hỗn hợp làm khuôn để chế tạo ra khuôn. ở bộ phận lõi người ta dùng hộp lõi và hỗn
hợp lõi để chế tạo ra lõi. Sau khi sấy khô lõi ta đem lắp ráp khuôn lõi lại với nhau.
Tiến hành các bước tiếp theo như rót kim loại vào khuôn mẫu khuôn lấy vật đúc, phá
lõi khỏi vật đúc, làm sạch vật đúc và kiểm nghiệm.
T
D
Với cách chọn đúc trong khuôn kim loại làm khuôn bằng máy, với phôi có kích
thước trung bình, độ nhám R
Z
= 40 (μm), vật đúc có cấp chính xác chi tiết đúc nhận
SVTH: ĐINH VĂN HỮU – LỚP 12C1LT Page 8
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY GVHD: HOÀNG VĂN THẠNH
được là cấp chính xác II, loại phôi này có cấp chính xác kích thước IT14 ÷ IT17 (theo
sổ tay công nghệ chế tạo máy tập 1
bảng 3-13 trang 185).
Từ kích thước trên bản vẽ chi tiết có kích thước trên bản vẽ phôi
+ Kích thước phôi = ( kích thước của chi tiết + kích thước của lượng dư )
+ Dung sai phôi theo cấp chính xác đối xứng tra theo bảng (2-37) (sổ tay CN
Ctm tập 1)
+ Độ nhám còn lại R
Z
= 40 (μm)
+ Góc thoát khuôn 1
o
3
’
+ Các bán kính góc kính góc lượng R = 3(mm)
+ Dung sai kích thước của chi tiết đúc còn lại (mm), lấy theo IT15 với bảng 3-
11 ( sổ tay CNCTM Tập 1) có Dung sai
Kích thước danh nghĩa: đến 6 0,480
> 6 ÷ 10 0,580
> 10 ÷ 18 0,7
>18 ÷ 30 0,84
> 30 ÷ 50 1,0
> 50 ÷ 80 1,2
> 80 ÷ 120 1,4
Sai lệch cho phép về kích thước phôi với kích thước lớn nhất của phôi là từ 310 với
cấp chính xác II theo ( Hướng dẫn thiết kế đồ án Công nghệ Chế tạo máy của Lưu Văn
Nhang và sổ tay Công nghệ chế máy tập I của Nguyễn Đắc Lộc với bảng 3-98 ):
Với kích thước tới 50mm sai lệch cho phép: ± 0,8(mm)
Với kích thước từ 50 ÷ 120 sai lệch cho phép: ± 1(mm)
SVTH: ĐINH VĂN HỮU – LỚP 12C1LT Page 9
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY GVHD: HOÀNG VĂN THẠNH
SVTH: ĐINH VĂN HỮU – LỚP 12C1LT Page 10
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY GVHD: HOÀNG VĂN THẠNH
PHẦN IV: Thiết kế quy trình chế tạo chi tiết
4.1/ Phân tích chuẩn công nghệ và lập trình tự gia công
4.1.1/ Phân tích chuẩn
Trong quá trình khi tiến hành gia công trên nguyên công, chi tiết phải được gá đặt
vào vị trí theo yêu cầu. Trong bài này với dạng sản xuất hàng loạt vừa quá trình gá đặt
được thực hiện trên đồ gá theo phương pháp tự động đạt kích thước nhờ các mặt chuẩn
trên chi tiết. Việc chọn chuẩn hợp lý sẽ nâng cao độ chính xác gia công, đơn giản quá
trình gá đặt và kết cấu của cơ cấu định vị và kẹp chặt, giảm bớt thời gian phụ Để gia
công hoàn thiện một chi tiết, thường phải sử dụng nhiều loại máy với nhiều sơ đồ gá
đặt và bề mặt chuẩn khác nhau chọn chuẩn phải thực hiện sao cho đảm bảo tốt hai yêu
cầu quan trọng trong quá trình gia công là
Đảm bảo chất lượng tốt cho chi tiết
Nâng cao năng suất và giảm giá thành sản phẩm
Trong quá trình gia công ta thường sử dụng hai loại chuẩn là Chuẩn thô và Chuẩn
tinh. Yêu cầu của hai chuẩn này là:
- Chuẩn thô được chọn phải cho phép phân bố đủ lượng dư cho các bề mặt gia
công còn lại; phải đảm bảo độ chính xác về vị trí tương quan giữa các mặt không gia
công với các mặt gia công khác của chi tiết. Muốn đạt được hai yêu cầu trên ta có các
nguyên tắc sau
Nếu chi tiết có một bề mặt không gia công thì nên lấy bề mặt đó làm chuẩn
thô để gia công các mặt còn lại
Nếu chi tiết có một số bề mặt không gia công thì nên chọn chuẩn thô là bề
mặt không gia công nào đó có yêu cầu độ chính xác vị trí tương quan so với
các mặt gia công cao nhất
Nếu tất cả các bề mặt của chi tiết cần gia công thì nên chọn mặt nào đó có
lượng dư nhỏ, yêu cầu độ chính xác vị trí so với các mặt còn lại cao nhất
làm chuẩn thô
Chuẩn thô nên chọn là các mặt có độ bằng phẳng tốt, không có đậu rót, đầu
hơi hoặc quá gồ ghề
Chuẩn thô nên chọn 1 lần cho các quá trình gia công
SVTH: ĐINH VĂN HỮU – LỚP 12C1LT Page 11
310
130
70
120
35
50
Rz20
2,5
Rz20
2xØ17
0,1
-
+
0,5
-
+
0,3
-
+
0,2
-
+
0,1
-
+
0,2
-
+
Ø20
Ø30
A
B
80
0,06
-
+
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY GVHD: HOÀNG VĂN THẠNH
- Chuẩn tinh là những bề mặt được dùng làm chuẩn và đã được gia công trước
và cũng theo các nguyên tắc sau:
Sử dụng nguyên tắc làm chuẩn thống nhất
Nên chọn chuẩn tinh là chuẩn tinh chính
Chuẩn định vị trùng với chuẩn đo để tránh gây ra sai số chuẩn
Chuẩn tinh để gia công các mặt được chọn sao cho kết cấu đơn giản và
thuận tiện khi sử dụng
Các mặt làm chuẩn tinh phải có kích thước đủ lớn, hình dạng ổn định cho
phép định vị và kẹp chặt chi tiết tin cậy nhưng không làm biến dạng cho chi
tiết
Thực tế gia công, việc chọn chuẩn còn phụ thuộc vào rất nhiều yếu tố khác nhau
như điều kiện và quy mô sản xuất, khả năng đáp ứng trang thiết bị của cơ sở sản
xuất, hình dạng cụ thế của phôi liệu Vậy qua phân tích các chuẩn trên nên yêu
cầu chọn chọn chuẩn cho chi tiết ỐNG KẸP gia công như sau:
Trên nguyên công đầu tiên nên gia công mặt sẽ được dùng làm chuẩn cho các
nguyên công sau:
+ Phương án thứ nhất: Có thể dùng mặt B
( như hình bên ) làm chuẩn thô cho
nguyên
công đầu tiên khi gia
công mặt A vì nó có
kích thước đủ lớn, khá bằng
phẳng và cho
phép gá đặt phôi thuận tiện
trên đồ gá.
Ngoài ra cho phép đạt được độ song song của
mặt A và mặt B cùng kích thước là 227,5±0,5mm dễ dàng. Mặt A sau khi gia
công sẽ sử dụng để gia công các mặt còn lại
+ Phương án thứ hai: Có thể dùng lỗ Φ80±0,06(mm) sau khi đúc của phôi làm
chuẩn thô để gia công mặt A. Lúc này cần một điểm tỳ khống chế bậc tự do
SVTH: ĐINH VĂN HỮU – LỚP 12C1LT Page 12
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY GVHD: HOÀNG VĂN THẠNH
quay của chi tiết quanh tâm lỗ Φ80. Phương án này khó cho phép đạt được độ
chính xác cao
Chuẩn công nghệ như sau:
+ Chọn bề mặt B làm chuẩn thô cho nguyên công đầu tiên
+ Bề mặt đáy và các lỗ để làm chuẩn tinh thống nhất cho các nguyên công
tiếp theo
+ Chọn quá trình gia công để đảm bảo vị trí tương quan giữa các mặt nằm trong
giới hạn cho phép
+ Hộp phải có độ cứng vững cao
Phân tích các bề mặt gia công và chọn phương pháp gia công
Với việc chọn chuẩn tinh làm chuẩn thống nhất cho tất cả các nguyên công sau
nó nên ta có thể phân tích như sau. Để đảm bảo độ không vuông góc giữa hai tâm lỗ
Φ80H7 với mặt đầu không vượt quá 0,05/100(mm) vật liệu là Gang xám GX15-32 có
độ cứng HB = (163 ÷ 229), ta cần chọn chuẩn thô và chuẩn tinh cùng trong mỗi lần gia
công lỗ, lần lược có độ bóng R
a
= 2,5(μm) ; và R
Z
= 20(μm). Nên theo những yêu cầu
trên ta áp dụng phương pháp gia công:
Với bề mặt của các lỗ sau khi đúc ta có lỗ sẵng nên ta dùng phương pháp: khoét,
doa
Độ không vuông góc giữa tâm lỗ Φ80H7 với mặt đầu không vượt quá 0,05/100
(mm), độ không song song giữa hai mặt đầu không vượt quá 0,03/100(mm) chiều dài,
nên ta có
+ Hai bề mặt chính Φ20 và lỗ Φ17 có độ nhám R
a
= 2,5 (μm). ứng với cấp độ
bóng 6. Dung sai kích thước là ± 0,05 mm nên cấp chính xác kích thước là cấp 9 =>
theo bảng 4 thiết kế đồ án công nghệ chế tạo máy thì trước khi gia công cuối là phay
tinh thì bước gia công trước là phay thô bề mặt cần gia công có cấp chính xác là cấp
11 có độ nhẵn bóng (1÷ 3) ứng với R
Z
= (320 ÷ 40)μm.
+ Các bề mặt có lỗ Φ20 và Φ17 với độ nhám R
a
= 5(μm), ứng với cấp độ nhẵn
bóng là cấp 5 với dung sai kích thước 0,480mm, theo bảng 3-11 sổ tay công nghệ chế
tạo máy, nên ta chọn khoan và khoét lỗ bậc để đảm bảo được yêu cầu của bản vẽ. Với
phương pháp khoan, khoét với cấp nhẵn bóng là (4 ÷ 6) ứng với độ nhám R
Z
= (40 ÷
10) μm, kích thước của mũi khoan nằm trong tiêu chuẩn cho phép ứng với mặt lỗ.
SVTH: ĐINH VĂN HỮU – LỚP 12C1LT Page 13
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY GVHD: HOÀNG VĂN THẠNH
Phương pháp gia
công
Cấp chính xác Độ nhám bề mặt
Khoét, doa
Kinh tế Đạt được R
a
μm R
Z
μm
- 11 6,3 ÷ 3,2 20 ÷ 10
Với bề mặt là mặt phẳng thì ta có:
+ Bề mặt đáy có độ nhám ban đầu là R
Z
= 20(μm), với cấp độ bóng là cấp 4,
dung sai kích thước + 0,58 mm có cấp chính xác kích thước là cấp 14, sau khi gia công
cơ cần đạt độ nhám là R
a
= 5(μm), có cấp chính xác kích thước là cấp 11 nên => phay
thô và phay bán tinh mặt trên sau khi gia công lần đầu là phay thô ứng với cấp nhẵn
bóng (1÷ 3) có độ nhám bề mặt R
Z
= 320 ÷ 40 (μm).
Phương pháp gia
công
Cấp chính xác Độ nhám bề mặt
Phay mặt
đáy
Kinh tế Đạt được R
a
( μm) R
Z
( μm)
Thô - 14 ÷ 11 6,3 ÷ 12,5 40 ÷ 80
Bán tinh 11 10 5 ÷ 2,5 20 ÷ 10
+ Bề mặt trên có độ nhám ban đầu là R
Z
= 20(μm), với cấp độ bóng là cấp 4,
dung sai kích thước + 0,58 mm có cấp chính xác kích thước là cấp 14, sau khi gia công
cơ cần đạt độ nhám là R
a
= 5(μm), có cấp chính xác kích thước là cấp 11 nên => phay
thô và phay bán tinh mặt trên sau khi gia công lần đầu là phay thô ứng với cấp nhẵn
bóng (1÷ 3) có độ nhám bề mặt R
Z
= 320 ÷ 40(μm).
Phương pháp gia
công
Cấp chính xác Độ nhám bề mặt
Phay mặt
trên
Kinh tế Đạt được R
a
( μm) R
Z
( μm)
Thô - 14 ÷ 11 6,3 ÷ 12,5 40 ÷ 80
Bán tinh 11 10 5 ÷ 2,5 20 ÷ 10
+ Bề mặt bên 120+0,5 có độ nhám ban đầu là R
Z
= 40(μm), với cấp độ bóng là
cấp 4, dung sai kích thước +0,5 mm có cấp chính xác kích thước là cấp 14, sau khi gia
công cơ cần đạt độ nhám là R
a
= 5(μm), có cấp chính xác kích thước là cấp 10 nên
=> Phay thô và phay tinh mặt bên sau khi gia công lần đầu là phay thô ứng với
cấp nhẵn bóng (1÷ 3) có độ nhám bề mặt R
Z
= 320 ÷ 40(µm).
SVTH: ĐINH VĂN HỮU – LỚP 12C1LT Page 14
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY GVHD: HOÀNG VĂN THẠNH
4.1.2/ Lập trình tự gia công:
1. Nguyên công 1: Phay mặt đáy
2. Nguyên công 2: Phay bề mặt đầu
3. Nguyên công 3: Khoét, doa lỗ Φ80
4. Nguyên công 4: Phay mặt bên phải
5. Nguyên công 5: phay 2 mặt bên của lỗ Φ20
6. Nguyên công 6: phay 2 mặt bên của lỗ Φ17
7. Nguyên công 7: khoan lỗ Φ20
8. Nguyên công 8: khoan lỗ Φ17
9. Nguyên công 9: phay rãnh giữa lỗ Φ20
10. Nguyên công 10: phay rãnh giữa lỗ Φ17
11. Nguyên công 11: Kiểm tra độ song song giữa hai mặt đầu
4.1.3. Nội dung các nguyên công
4.1.3.1/ nguyên công 1: Phay mặt đáy:
SVTH: ĐINH VĂN HỮU – LỚP 12C1LT Page 15
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY GVHD: HOÀNG VĂN THẠNH
Sơ đồ định vị và kẹp chặt:
n
s
W
120
0,5
-
+
2
2
Hình 4.1 Sơ đồ định vị và kẹp chặt khi phay mặt đáy
Định vị: Mặt phẳng đáy dùng 2 phiến tì khống chế 3 bậc tự do và mặt bên cũng
được khống chế 2 bậc tự do bằng chốt tỳ cố định
Kẹp chặt chi tiết sử dụng cơ cấu kẹp ren vít hướng từ trái qua
Các bước gia công sau:
- Bước 1: phay thô
- Bước 2: phay tinh
Các chuyển động:
- Chi tiết gá trên bàn máy chuyển động tịnh tiến
- Dao phay chuyển động quay tròn
Chọn máy
Chọn máy phay 6H12 có:
- Công suất động cơ trục chính là: 7(KW)
- Công suất động cơ chạy dao: 1,7(KW)
- Số cấp tốc độ của trục chính: 18
- Phạm vi tốc độ của trục chính: 30 - 1500(v/ph)
- Khối lượng máy: 2900(kg).
- Hiệu suất máy ŋ = 0,75
(Tra bảng VIII-20 trang 47 sổ tay công nghệ chế tạo máy tập II,III,IV)
SVTH: ĐINH VĂN HỮU – LỚP 12C1LT Page 16
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY GVHD: HOÀNG VĂN THẠNH
Chọn loại dao:
Chọn dao phay mặt đầu có cơ cấu kẹp tròn mảnh hợp kim cứng với các thông
số sau:
- Đường kính ngoài: D = 50(mm)
- Chiều dài L = 167
- Số răng Z = 5
- Côn móc 4
(Tra bảng 4-96) trang 377 sổ tay công nghệ chế tạo máy tập I)
Lượng dư:
- Khi phay thô Z
b
= 1(mm)
- Khi phay tinh Z
b
= 0,5(mm)
Tra chế độ cắt:
Khi phay thô:
Chiều sâu cắt : t = 1(mm)
Lượng chạy dao răng: S
z
= (0,15 – 0,18) mm/răng. Chọn S
z
= 0,18 (mm/răng)
(Tra bảng 6 – 5 trang 124 ST chế độ cắt khi gia công cơ)
Tốc độ cắt V
b
khi phay: V
b
= 220 (m/phút).
(Tra bảng 34 – 5 ST chế độ cắt khi gia công cơ)
Tốc độ cắt tính toán:
V
t
= V
b
. k
v
Với: k
v
= k
mv
. k
nv
. k
uv
Trong đó: k
mv
- Tra bảng 6-1 ST chế độ cắt khi gia công cơ ta có k
mv
= 0,4
k
nv
- Tra bảng 7-1 ST chế độ cắt khi gia công cơ ta có k
nv
= 0,8
k
uv
- Tra bảng 8-1 ST chế độ cắt khi gia công cơ ta có k
uv
= 1,0
k
v
= 1 . 0,8 . 0,4 = 0,32
V
t
= 220 . 0,32 = 70,4 (m/ph)
Số vòng quay tính toán:
4,448
50.14,3
4,70.1000
.
V.1000
t
===
D
n
t
π
(vg/ph)
Chọn cấp tốc độ của động cơ là n
m
= 475 vg/ph (sách chế độ cắt gia công cơ khí)
Vậy vận tốc cắt thực tế:
SVTH: ĐINH VĂN HỮU – LỚP 12C1LT Page 17
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY GVHD: HOÀNG VĂN THẠNH
58,74
1000
475.50.14,3
1000
===
m
tt
nD
V
π
(m/ph)
Lượng chạy dao phút và lượng chạy dao răng thực tế theo máy:
S
m
= S
Zbảng
. Z . n = 0,18 .5 . 475 = 427,5 (mm/phút)
Theo máy chọn S
m
= 475 mm/phút
S
Zthực
=
475.5
5,427
= 0,18 (mm/răng)
Lực cắt:
P
Z
=
)(.
.
kGK
nD
ZBStC
p
wpqp
up
yp
Z
xp
p
Tra bảng 3 – 5 ST chế độ cắt khi gia công cơ:
C
p
= 82,5 ; X
p
= 1,0 ; Y
p
= 0,75 ; U
p
= 1,1; W
p
= 0,2; q
p
= 1,3
Theo bảng (12-1) : K
p
= K
mp
=
3,0
75
b
δ
=
3,0
75
60
= 0,94
P
Z
=
)(46,1594,0.
475.50
5.80.18,0.1.5,82
2,03,1
75,0
kG=
Công suất cắt:
N =
)(2,0
102.60
58,74.46,15
102.60
.
kW
VP
z
==
So với công suất máy N
M
= 7 kW, máy làm việc đảm bảo an toàn.
Khi phay tinh:
Chiều sâu cắt : t = 0,5(mm)
Lượng chạy vòng: S
0
= (0,5 – 0,4) mm/vòng. Chọn S
0
= 0,5(mm/vòng)
(Tra bảng 9 – 5 trang 125 ST chế độ cắt khi gia công cơ)
Tốc độ cắt V
b
khi phay: V
b
= 282(m/phút).
(Tra bảng 34 – 5 ST chế độ cắt khi gia công cơ)
Tốc độ cắt tính toán:
V
t
= V
b
. k
v
Với: k
v
= k
mv
. k
nv
. k
uv
Trong đó: k
mv
- Tra bảng 6-1 ST chế độ cắt khi gia công cơ ta có k
mv
= 0,4
k
nv
- Tra bảng 7-1 ST chế độ cắt khi gia công cơ ta có k
nv
= 0,8
SVTH: ĐINH VĂN HỮU – LỚP 12C1LT Page 18
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY GVHD: HOÀNG VĂN THẠNH
k
uv
- Tra bảng 8-1 ST chế độ cắt khi gia công cơ ta có k
uv
= 1,0
k
v
= 1 . 0,8 . 0,4 = 0,32
V
t
= 282 . 0,32 = 90,24(m/ph)
Số vòng quay tính toán:
77,574
50.14,3
24,90.1000
.
V.1000
t
===
D
n
t
π
(vg/ph)
Chọn cấp tốc độ của động cơ là n
m
= 600 vg/ph (sách chế độ cắt gia công cơ khí)
Vậy vận tốc cắt thực tế:
52,94
1000
600.50.14,3
1000
===
m
tt
nD
V
π
(m/ph)
Lượng chạy dao phút và lượng chạy dao răng thực tế theo máy:
S
m
= S
Zbảng
. Z . n = 0,1 .5 . 600 = 300(mm/phút)
Theo máy chọn S
m
= 300(mm/phút)
S
Zthực
=
600.5
300
= 0,1(mm/răng)
Lực cắt:
P
Z
=
)(.
.
kGK
nD
ZBStC
p
wpqp
up
yp
Z
xp
p
Tra bảng 3 – 5 ST chế độ cắt khi gia công cơ:
C
p
= 82,5 ; X
p
= 1,0 ; Y
p
= 0,75 ; U
p
= 1,1; W
p
= 0,2; q
p
= 1,3
Theo bảng (12-1) : K
p
= K
mp
=
3,0
75
b
δ
=
3,0
75
60
= 0,94
P
Z
=
)(49,994,0.
600.50
5.80.1,0.1.5,82
2,03,1
75,0
kG=
Công suất cắt:
N =
)(15,0
102.60
52,94.49,9
102.60
.
kw
VP
z
==
So với công suất máy N
M
= 7 kw, máy làm việc đảm bảo an toàn.
Tính thời gian cơ bản và thời gian nguyên công:
Ta có thời gian cơ bản:
M
S
iL
T
.
0
=
(ph)
SVTH: ĐINH VĂN HỮU – LỚP 12C1LT Page 19
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY GVHD: HOÀNG VĂN THẠNH
Trong đó: S
m
– lượng tiến dao phút , mm/ph
- Khi phay thô S
M
= S
Z
. Z . n = 427,5(mm/phút)
- Khi phay tinh S
M
= S
Z
. Z . n = 300(mm/phút)
L – chiều dài hành trình chạy dao, mm, giá trị:
L = l
0
+ l
av
+ l
vq
l
0
– chiều dài bề mặt gia công (mm), ta có l
o
= 197,5(mm)
l
av
– lượng ăn vào, l
av
=
2
. ttD
−
Khi phay thô:
53,85,15,1.50.
22
=−=−=
ttDl
av
(mm)
Khi phay tinh:
97,45,05,0.50.
22
=−=−=
ttDl
av
(mm)
l
vq
– lượng vượt quá và phụ thuộc vào đường kính dao chọn l
vq
= 3(mm) nên:
Khi phay thô:L = l
0
+ l
av
+ l
vq
= 197,5 + 8,53 + 3 = 209,03(mm)
Khi phay tinh:L = l
0
+ l
av
+ l
vq
= 197,5 + 4,97 + 3 = 205,47(mm)
i – số lần chuyển dao, giá trị i = 1. Vậy ta có:
- Khi phay thô:
488,0
5,427
1.03,209.
0
===
M
S
iL
T
(ph)
- Khi phay tinh:
685,0
300
1.47,205.
0
===
M
S
iL
T
(ph)
Vậy thời gian cơ bản tổng cộng là:
T
0
= 0,488 + 0,685 = 1,173(ph)
4.1.3.2/ nguyên công 2: Phay mặt đầu
Sơ đồ định vị và kẹp chặt:
SVTH: ĐINH VĂN HỮU – LỚP 12C1LT Page 20
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY GVHD: HOÀNG VĂN THẠNH
n
s
W
120
0,3
-
+
2
2
Hình 4.2 Sơ đồ định vị và kẹp chặt khi phay mặt đầu
Định vị: mặt phẳng đáy dùng 2 phiến tì khống chế 3 bậc tự do và mặt bên cũng
được khống chế 2 bậc tự do bằng 2 chốt tỳ cố định
Kẹp chặt: Chi tiết sử dụng cơ cấu kẹp ren vít hướng từ phải qua
Các bước gia công sau:
- Bước 1: phay thô
- Bước 2: phay tinh
Các chuyển động:
- Chi tiết gá trên bàn máy chuyển động tịnh tiến
- Dao phay chuyển động quay tròn
Chọn máy
Chọn máy phay 6H12 có:
- Công suất động cơ trục chính là: 7(KW)
- Công suất động cơ chạy dao: 1,7(KW)
- Số cấp tốc độ của trục chính: 18
- Phạm vi tốc độ của trục chính: 30-1500(v/ph)
- Khối lượng máy: 2900(kg)
- Hiệu suất máy ŋ = 0,75
(Tra bảng VIII-20 trang 47 sổ tay công nghệ chế tạo máy tập II,III,IV)
Chọn loại dao:
Chọn dao phay mặt đầu có cơ cấu kẹp tròn mảnh hợp kim cứng với các thông
số sau:
SVTH: ĐINH VĂN HỮU – LỚP 12C1LT Page 21
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY GVHD: HOÀNG VĂN THẠNH
- Đường kính ngoài: D = 63(mm)
- Chiều dài L =167
- Số răng Z = 6
- Côn móc 4
(Tra bảng 4-96) trang 377 sổ tay công nghệ chế tạo máy tập I)
Lượng dư:
Khi phay thô Z
b
= 1(mm)
Khi phay tinh Z
b
= 0,5(mm)
Tra chế độ cắt:
Khi phay thô:
Chiều sâu cắt : t = 1(mm)
Lượng chạy dao răng: S
z
= (0,15 – 0,18) mm/răng. Chọn S
z
= 0,18(mm/răng)
(Tra bảng 6 – 5 trang 124 ST chế độ cắt khi gia công cơ)
Tốc độ cắt V
b
khi phay: V
b
= 196(m/phút).
(Tra bảng 34 – 5 ST chế độ cắt khi gia công cơ)
Tốc độ cắt tính toán:
V
t
= V
b
. k
v
Với: k
v
= k
mv
. k
nv
. k
uv
Trong đó: k
mv
- Tra bảng 6-1 ST chế độ cắt khi gia công cơ ta có k
mv
= 0,4
k
nv
- Tra bảng 7-1 ST chế độ cắt khi gia công cơ ta có k
nv
= 0,8
k
uv
- Tra bảng 8-1 ST chế độ cắt khi gia công cơ ta có k
uv
= 1,0
k
v
= 1 . 0,8 . 0,4 = 0,32
V
t
= 196 . 0,32 = 62,72(m/ph)
Số vòng quay tính toán:
05,317
63.14,3
72,62.1000
.
V.1000
t
===
D
n
t
π
(vg/ph)
Chọn cấp tốc độ của động cơ là n
m
= 300(vg/ph) (sách chế độ cắt gia công cơ
khí)
Vậy vận tốc cắt thực tế:
34,59
1000
300.63.14,3
1000
===
m
tt
nD
V
π
(m /ph)
SVTH: ĐINH VĂN HỮU – LỚP 12C1LT Page 22
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY GVHD: HOÀNG VĂN THẠNH
Lượng chạy dao phút và lượng chạy dao răng thực tế theo máy:
S
m
= S
Zbảng
. Z . n = 0,18 .6 . 300 = 324(mm/phút)
Theo máy chọn S
m
= 300(mm/phút)
S
Zthực
=
300.6
324
= 0,18(mm/răng)
Lực cắt:
P
Z
=
)(.
.
kGK
nD
ZBStC
p
wpqp
up
yp
Z
xp
p
Tra bảng 3 – 5 ST chế độ cắt khi gia công cơ:
C
p
= 82,5 ; X
p
= 1,0 ; Y
p
= 0,75 ; U
p
= 1,1; W
p
= 0,2; q
p
= 1,3
Theo bảng (12-1) : K
p
= K
mp
=
3,0
75
b
δ
=
3,0
75
60
= 0,94
P
Z
=
)(05,1594,0.
300.63
6.80.18,0.1.5,82
2,03,1
75,0
kG=
Công suất cắt:
N =
)(15,0
102.60
74,59.05,15
102.60
.
kW
VP
z
==
So với công suất máy N
M
= 7 kw, máy làm việc đảm bảo an toàn.
Khi phay tinh:
Chiều sâu cắt : t = 0,5(mm)
Lượng chạy vòng: S
0
= (0,5 – 0,4) mm/vòng. Chọn S
0
= 0,5(mm/vòng)
(Tra bảng 9 – 5 trang 125 ST chế độ cắt khi gia công cơ)
Tốc độ cắt V
b
khi phay: V
b
= 249(m/phút).
(Tra bảng 34 – 5 ST chế độ cắt khi gia công cơ)
Tốc độ cắt tính toán:
V
t
= V
b
. k
v
Với: k
v
= k
mv
. k
nv
. k
uv
Trong đó: k
mv
- Tra bảng 6-1 ST chế độ cắt khi gia công cơ ta có k
mv
= 0,4
k
nv
- Tra bảng 7-1 ST chế độ cắt khi gia công cơ ta có k
nv
= 0,8
k
uv
- Tra bảng 8-1 ST chế độ cắt khi gia công cơ ta có k
uv
= 1,0
k
v
= 1 . 0,8 . 0,4 = 0,32
V
t
= 249 . 0,32 = 79,86(m/ph)
SVTH: ĐINH VĂN HỮU – LỚP 12C1LT Page 23
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY GVHD: HOÀNG VĂN THẠNH
Số vòng quay tính toán:
7,403
63.14,3
86,79.1000
.
V.1000
t
===
D
n
t
π
(vg/ph)
Chọn cấp tốc độ của động cơ là n
m
= 375 vg/ph (sách chế độ cắt gia công cơ khí)
Vậy vận tốc cắt thực tế:
18,74
1000
375.63.14,3
1000
===
m
tt
nD
V
π
(m /ph)
Lượng chạy dao phút và lượng chạy dao răng thực tế theo máy:
S
m
= S
Zbảng
. Z . n = 0,1 .6 . 375 = 225(mm/phút)
Theo máy chọn S
m
= 235 mm/phút
S
Zthực
=
235.6
225
= 0,16(mm/răng)
Lực cắt:
P
Z
=
)(.
.
kGK
nD
ZBStC
p
wpqp
up
yp
Z
xp
p
Tra bảng 3 – 5 ST chế độ cắt khi gia công cơ:
C
p
= 82,5 ; X
p
= 1,0 ; Y
p
= 0,75 ; U
p
= 1,1; W
p
= 0,2; q
p
= 1,3
Theo bảng (12-1) : K
p
= K
mp
=
3,0
75
b
δ
=
3,0
75
60
= 0,94
P
Z
=
)(26,994,0.
375.63
6.80.1,0.1.5,82
2,03,1
75,0
kG=
Công suất cắt:
N =
)(14,0
102.60
52,94.26,9
102.60
.
kw
VP
z
==
So với công suất máy N
M
= 7 kw, máy làm việc đảm bảo an toàn.
Tính thời gian cơ bản và thời gian nguyên công:
Ta có thời gian cơ bản:
M
S
iL
T
.
0
=
(ph)
Trong đó: S
m
– lượng tiến dao phút ,(mm/ph)
Khi phay thô S
M
= S
Z
. Z . n = 324(mm/phút)
Khi phay tinh S
M
= S
Z
. Z . n = 225(mm/phút)
SVTH: ĐINH VĂN HỮU – LỚP 12C1LT Page 24
ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY GVHD: HOÀNG VĂN THẠNH
L – chiều dài hành trình chạy dao, mm, giá trị:
L = l
0
+ l
av
+ l
vq
l
0
– chiều dài bề mặt gia công (mm), ta có l
o
= 197,5(mm)
l
av
– lượng ăn vào, l
av
=
2
. ttD
−
Khi phay thô:
6,95,15,1.63.
22
=−=−=
ttDl
av
(mm)
Khi phay tinh:
6,55,05,0.63.
22
=−=−=
ttDl
av
(mm)
l
vq
– lượng vượt quá và phụ thuộc vào đường kính dao chọn l
vq
= 3(mm) nên:
Khi phay thô:L = l
0
+ l
av
+ l
vq
= 197,5 + 9,6 + 3 = 210,1(mm)
Khi phay tinh:L = l
0
+ l
av
+ l
vq
= 197,5 + 5,6 + 3 = 206,1(mm)
i – số lần chuyển dao, giá trị i = 1. Vậy ta có:
Khi phay thô:
648,0
324
1.1,210.
0
===
M
S
iL
T
(ph)
Khi phay tinh:
916,0
225
1.1,206.
0
===
M
S
iL
T
(ph)
Vậy thời gian cơ bản tổng cộng là:
T
0
= 0,648 + 0,916 = 1,564(ph)
4.1.3.3/ nguyên công 3: Khoét, doa lỗ Φ80:
Sơ đồ định vị và kẹp chặt:
SVTH: ĐINH VĂN HỮU – LỚP 12C1LT Page 25