Đồ án CTM, Quy trình chế Tạo Cử So Dao
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (564.81 KB, 25 trang )
Lời nói đầu
!"#"$%&'()#*
+,&-&-&#&#./0&$12%
%+3-45678&9$,2%6&
() :;!$&-&<#% &()%;#=
>&2%3$/%0
?&<-3&#@&#&$/&
$&-&<);,$#A)%>*&#&0B&-&<)
;,&$18;2%#&80&%
6&"&)$567"&&C#'&D&69+567$>69)E5
67#@#%-3&"6&F5>35# &!#&-3&>&$E
:1G6&F#"#<&3&()G$.#H1<=-+3
I).,J
88 !()%8
5K#69+$>69)E$H&6!&$
&>*567-1$16&&-!&-!&%
$E3&!#&,000$$0<&L-+&$&CM$G#@6&F5>32%
8$&L-8()$/&&$1&6!5N#!
#88.)6<&)#@2%
+&$&C)C0
>)&#@"&8>%-A7+%)O
?APOQ#*:+3I).$-&0
?ARRO&6()N0
?ARRRO7&6#)C-%=#0
##@&%&$1E-()N!&6#
&&STUS%0"":17+:%/6&M8!
#;&&6-V>&:W#-%0#
#X MN'&!&CF)&&)&C()%!$&&C
L$/&) # .0)&C()N
&6$7MY+Z"G+%&+":&),!6&&&
6%"!.#@+,[>32%A&>
$+,#""-\6&2%>#<A&6+%)$
,+%)#@&50
) &WI&]&&35;#A&/:^A
Hoàng Văn Thạnh#X/:^&N+) &&%()%035
A&>!W+,"-\2%>/-G&)+
#8>3$Z!3)E#0
Q&;35_
`!PabcdebPf
U&$&C,&
gBSOBd%PUBO)h8i/-bjP
PHẦN I:
XÁC ĐỊNH DẠNG SẢN XUẤT VÀ TẠO PHÔI.
1.1 Phân tích yêu cầu kỹ thuật và kết cấu cho chi tiết gia công.
1.1.1 Kết cấu chi tiết gia công.
- Chi tiết cử so dao có kết cấu như hình bên dưới, là một chi tiết dạng hộp, công
dụng của nó là dùng để xác định vị trí tương đối giữa dao so với đồ gá và bàn
máy để cắt được chi tiết có kích thước quy định. Chi tiết thường được sủ dụng
trên máy phay.
115
±0.05
46
±0.05
18
±0.03
R5
36
±0.05
10
±0.05
A
A
A - A
78
±0.05
5
±0.05
2.5
2.5
Rz40
1.25
2.5
2.5
1.25
3x45°
2.5
Rz40
2
Ø20H7
Ø15H7
Ø15H7
13
±0.05
B
B
B - B
1.25
2.5
20
±0.05
15
±0.05
R8
- Kết cấu chi tiết bào gồm hai lỗ thông suốt một lỗ Ø15mm và một lỗ bậc có đường
kính Ø15mm và Ø20mm, trên chi tiết có rãnh then sâu 5 mm, ở mặt trên có vát
mép xung quanh kích thước 3 mm x 45
0
, mặt dưới đáy có xẻ rãnh sâu 2mm, rộng
15 mm. Từ kết cấu trên ta thấy việc gia công, thoát dao, gá đặt, thoát phoi khả
năng gia công đồng thời trên các máy nhiều trục chính tương đối thuận lợi.
1.1.2 Yêu cầu kỹ thuật.
Chi tiết cần có một số yêu cầu sau đây:
- Chi tiết phải có đủ độ cứng vững để khi gia công không bị biến dạng.
- Các bề mặt chọn làm chuẩn phải cho phép thực hiện nguyên công và khi thực
hiện xong các bề mặt đó làm chuẩn và thực hiện được gá đặt nhanh chóng và dễ
dàng, bề mặt gia công thuận tiện cho việc sửa dao, thay dao và thoát dao dễ dàng.
- Bề mặt làm việc tiếp xúc nhiều phải đạt được độ chính xác cao và chịu mài mòn
tốt, độ cứng (58÷62)HRC và chiều dày lớp thấm tôi tối thiểu từ (0,8÷1,2)mm, cần
đạt được độ bóng đặt cấp 7÷8 hay Ra = (0,63÷1,25).
gBSOBd%eUBO)h8i/-bjP
- Các bề mặt không làm việc chỉ cần gia công thô là đủ.
- Các lỗ kẹp chặt và định vị là các lỗ tiêu chuẩn, lỗ định vị phải được gia công
chính xác đạt được cấp chính xác H7.
- Độ không song song của bề mặt đối diện không vượt quá 0,008/100 mm.
- Độ không vuông góc giữa mặt đầu và tâm lỗ Ø15 mm , Ø20mm không vượt quá
0,03/100 mm.
- Độ không song song giữa hai đường tâm lỗ Ø15mm ,Ø20mm không vượt quá
0,05/Toàn bộ chi tiết.
- Yêu cầu độ cứng vững cao nên vật liệu ta sử dụng là thép 40X (Tiêu chuẩn Nga)
hay 40Cr (TCVN).Đây là loại thép hợp kim hóa tốt,được sử dụng rất phổ biến,
được dùng để chế tạo các chi tiết chịu tải trọng tĩnh và va đập tương đối cao, để
có cơ tính cao nhất thép phải qua nhiệt luyện hóa tốt tôi và ram cao, thành phần
hóa học như bảngdưới đây.
Mn
< 0,8
3-A"%8k-lb
1.2 Định dạng sản xuất.
Để xác định dạng sản xuất ta dựa vào trọng lượng của chi tiết và sản lượng chi
tiết hàng năm. Ta lần lượt xác định như sau:
- Sản lượng chi tiết hàng năm được xác định theo công thức :
)
100
βα
.m.(1NN
1
+
+=
Trong đó:
N - Số chi tiết được sản xuất trong một năm.
N
1
- Số sản phẩm được giao N
1
= 1200 chiếc/năm.
m - Số chi tiết trong một sản phẩm, (m =1).
β - Số chi tiết được chế tạo thêm để dự trữ ( lấyβ = 5%).
α - Tính đến tỷ lệ % phế phẩm (α = 4%).
5500)
100
46
5000.1.1(1N =
+
+=
(chi tiết/năm)
- Trọng lượng của chi tiết được xác định theo công thức.
Q = γ.V (Kg).
Trong đó:
+ Khối lượng riêng của thép là : γ = 7,852 kG/dm
3
.
+ Thể tích của chi tiết được xác định theo kích thước hình học hoặc với chi tiết phức tạp
ta có thể sử dụng các phần mềm tính toán, ở đây sử dụng phần mềm
ProEngineerWildfile 5.0. Sau khi vẽ chi tiết trong phần mềm xong, Từ cửa sổ Mass
properties ta có được :
V = 6,854.10
4
mm
3
= 0,06854 dm
3
.
(kg) 0,5380,06854 x 7,852Q
==
.
Sau khi có N và Q tiến hành tra bảng 2-[1]:
gBSOBd%fUBO)h8i/-bjP
Cách xác định dạng sản xuất:
Dạng Q
1
– trọng lượng chi tiết
>200 kG 4 200kG <4kG
Sản lượng hàng năm của chi tiết (chiếc)
Đơn chiếc
sản xuất
Hàng loạt nhỏ
Hàng loạt vừa
Hàng loạt lớn
Hàng khối
< 5
10- 55
100- 300
300 – 1000
> 1000
< 10
10 - 200
200 - 500
500 – 1000
> 5000
< 100
100 - 500
500 - 5000
5000 - 50000
> 50000
Do đó ta có được dạng sản xuất là hàng loạt vừa.
1.3 Phương pháp chế tạo phôi.
- Việc lựa chọn phương pháp chế tạo phôi ta sẽ căn cứ vào hình dạng, kích thước
chi tiết, điều kiện làm việc của chi tiết, dạng sản xuất và hình thức tổ chức sản xuất
cũng như cơ sở vật chất sẵn có của cơ sở.
- Chi tiết trên có dạng hình hộp, kích thước nhỏ, yêu cầu về mặt kỹ thuật cao, độ
cứng cao, do đó vật liệu ta chọn sẽ là thép 40Cr mặt khác dạng sản xuất là hàng
loạt vừa nên ta sẽ chọn phôi dập là hợp lý.
- Phôi dập có độ chính xác về hình dạng, kích thước chất lượng bề mặt cũng như cơ
tính cao. Phôi biến dạng triệt để do đó chế tạo được các chi tiết có độ chính xác
cao.
- Thiết kế khuôn dập:
• Tài liệu ban đầu: dựa vào bản vẽ chi tiết.
• Thiết kế lòng khuôn: Vật liệu chế tạo chi tiết là thép 40X có độ co ngót
đến 1,5% mặt khác chi tiết dập dạng hộp khá đơn giản. Ta sẽ bố trí mặt
phân khuôn ngay giữa chi tiết, rãnh dưới chi tiết được thiết kế dập ở lòng
khuôn trên.
• Chiều dày thành khuôn được xác định theo công thức và biểu đồ trong sổ
tay rèn dập, Chiều dày này không được nhỏ hơn 10 mm ,ở đây ta chọn
chiều dày S = 12 mm.
• Kích thước chiều dài, chiều rộng khối khuôn căn cứ vào số lượng lòng
khuôn để xác định.
• Chiều cao khe hở h của rãnh ba via được xác định theo công thức:
trong đó : F là tiết diện
vật dập trên mặt phân
khuôn. Ta có h = 3 mm.
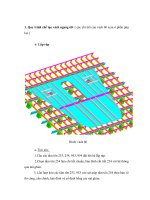
• Kết cấu sơ bộ khuôn dập
như hình bên.
1- Khuôn trên
2- Rãnh ba via.
3- Lòng khuôn.
4- Khuôn dưới.
gBSOBd%lUBO)h8i/-bjP
PHẦN II:
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ
2.1 Phân tích chuẩn và lập trình tự gia công.
- Để thực hiện gia công phôi thành sản phẩm có nhiều phương án công nghệ khác nhau, ta
tìm phương án nào đạt được yêu cầu kỹ thuật cũng như độ chính xác cần thiết cũng như sự
thuận lợi khi gia công.
- Với khối lượng chi tiết và sản lượng hàng năm như trên, dạng sản xuất là hàng loạt vừa do
đó chúng ta sẽ phân tán nguyên công, quy trình công nghệ được chia ra các nguyên công
đơn giản có thời gian gia công như nhau hoặc là bội số của nhau. Mỗi máy thực hiện một
nguyên công nhất định và đồ gá sử dụng là đồ gá chuyên dùng.
- Đối với chi tiết Dưỡng So Dao là chi tiết dạng hộp ta chọn mặt phẳng bên làm chuẩn thô
định vị để gia công mặt đáy. Sau đó lấy mặt phẳng đáy vừa gia công xong làm chuẩn tinh
định vị để gia công các nguyên công tiếp theo. Chuẩn định vị sẽ là mặt đáy và hai lỗ
Ø15mm.
- Trình tự gia công như sau:
- Nguyên công 1 : phay đáy phay
rãnh ở đáy.
- Nguyên công 2 : phay mặt trên.
- Nguyên công 3 : khoan, doa
lỗ bậc φ15, φ20.
- Nguyên công 4 : phay rãnh trên.
- Nguyên công 5 : phay hai mặt
bên.
- Nguyên công 6 : phay 2 mặt bên
còn lại.
- Nguyên công 7 : phay vát cạnh
mặt đầu.
- Nguyên công 8 : nhiệt luyện.
- Nguyên công 9: kiểm tra.
gBSOBd%aUBO)h8i/-bjP
1.1.3 Nguyên công 1: Phay mặt đáy .
Trong nguyên công này ta sẽ thực hiện hai bước phay tinh và phay thô.
1-Sơ đồ định vị và kẹp chặt:
V
2
w
2.5
V
s
21
±0.05
Định vị: Chi tiết được định vị 5 bậc tự do:trong đó 3 chốt tỳ nhám ở mặt dưới hạn
chế 3 bậc tự do, hai chốt tỳ cầu ở mặt bên hạn chế 2 bậc tự do. Chi tiết được kẹp chặt
từ phải qua bằng cơ cấu ren vít.
2-Chọn máy: Máy phay đứng vạn năng 6H12.
- Công suất truyền dẫn chính: 1,7 Kw
- Bàn máy cỡ số 1 kích thước : 320 x 1250 mm.
- Số cấp tốc độ : 18 cấp gồm : 30; 37,5; 47,5; 60; 75; 95; 118; 150; 190; 235;
300; 375; 475; 600; 750; 950; 1180; 1500.
- Số cấp chạy dao: 18 cấp
- Lượng chạy dao dọc: S
d
= 23,5 ÷1180 mm/phút.
- Lượng chạy dao ngang: S
n
= 23,5 ÷1180 mm/phút.
3-Chọn dao:
Ta sử dụng dao phay mặt đầu bằng thép gió, đường kính dao D = 50mm, số
răng Z=12 răng, chiều dài dao L = 36 mm.
Ta sử dụng dao phay rãnh bằng thép gió, đường kính dao D = 15mm, số răng
Z=8,chiều dài dao L = 18 mm.
4-Tra lượng dư:
Tra bảng 3-17 [2] ta có lượng dư phôi dập là 2 mm, vùng dung sai từ 0,7 ÷ 3,4
đến 1,6 ÷ 11 mm.
Lượng dư cho phay tinh là 0,5 mm.
Lượng dư cho phay thô là 1,5 mm.
5-Chế độ cắt:
Bước 1 : Phay thô – R
a
= 6,3 ÷ 12,5 .
- Chiều sâu cắt: t = 1,5 mm.
- Lượng chạy dao : S
z
= 0,04 ÷ 0,06 mm / Răng. Tra bảng 5-134 [2] ta chọn :
S
z
= 0.05 mm/Răng.
- Tốc độ cắt : Tra bảng 5-121 [2] ta chọn: V=52 m/Phút.
- Số vòng quay trục chính:
331m/phút.
- Chọn theo máy n = 374,6 vòng/phút ta tính được:
58,8m/phút.
- Lượng chạy dao tính theo phút:
S
p
= S
z
. n = 0,05 .12 . 374,6 = 225 mm/phút.
Chọn theo máy: S
p
= 237 mm/phút.
- Công suất cắt yêu cầu: Tra bảng 5-123 [2] ta có: P = 1,7 Kw.
Bước 2 : Phay thô – Ra = 2,5.
- Chiều sâu cắt: t=0.05 mm.
- Lượng chạy dao: S
0
= 0,5÷0,23 – theo bảng 5-119 [2]. Chọn S
0
= 0,36 mm/vòng
ta suy ra được: S
z
= 0,03 mm/răng.
- Tra bảng 5-121 [2] ta có được: V= 58 m/phút.
- Số vòng quay trục chính:
m/phút.
- Chọn theo máy n = 374,6 vòng/phút ta tính được.
m/phút.
- Lượng chạy dao tính theo phút:
S
p
= S
z
.z. n = 0,03 .12 . 374,6 = 134,8 mm/phút.
Chọn theo máy S
p
= 148,3 mm/phút.
- Công suất cắt yêu cầu: Tra bảng 5-123 [2] ta có : P = 1,7 Kw.
Bảng chế độ cắt :
V(m/phút)
58,8
58,8
6-Tính thời gian cơ bản cho từng bước nguyên công.
• Bước phay thô :
Theo bảng 31 [1] thì thời gian cơ bản khi phay bằng dao phay mặt đầu được tính theo
công thức sau :
(phút).
Trong đó:
- L =115 mm : chiều dài bề mặt cần gia công.
- L
1
: chiều dài ăn dao. Được tính theo công thức : L
1
= + ( 0,5÷3) mm.
Với D = 50 mm, t = 1,5 ta có: L
1
=+( 0,5÷3) = (9 ÷11,5) mm. Chọn L
1
= 10 mm.
- L
2
= 5 mm: chiều dài thoát dao.
- S
p
= 237 mm/phút.
Vậy :
0,55 (phút).
• Bước phay tinh :
Hoàn toàn tương tự như phay thô ta cũng có : L =115 mm,
L
1
=+( 0,5÷3) = (2,5 ÷8) mm, chọn L
1
= 6 mm, L
2
= 5 mm,
S
p
= 148 mm/phút. Do đó ta cũng có :
0,85 (phút).
• Toàn bộ nguyên công :
Công thức tính thời gian cho toàn bước gia công (Trang 58 [1]) :
T
tc
= T
c
+ T
p
+ T
pv
+ T
tn
Trong đó :
- T
tc
: thời gian cơ bản của nguyên công.
- T
p
: Thời gian phụ, T
p
= 10%. T
c
- T
pv
: thời gian phục vụ chỗ làm việc: T
pv
= 11 % .T
c
.
- T
tn
: thời gian nghỉ tự nhiên của công nhân: T
tn
= 11 % .T
c
.
Vậy ta được : T
tc
= T
c
+ 10%. T
c
+ 11 % .T
c
+ 11 % .T
c
= 1,26 . T
c
= 1,26 . (0,55+0,58) = 1,76 (phút).
1.1.4 Nguyên công 2: Phay mặt trên.
Trong nguyên công này ta sẽ thực hiện hai bước phay tinh và phay thô.
1-Sơ đồ định vị và kẹp chặt :
2
117
w
2.5
s
V
20
±0.05
Định vị: Chi tiết được định vị 5 bậc tự do: trong đó 3 chốt tỳ nhám ở mặt dưới hạn
chế 3 bậc tự do, hai chốt tỳ cầu ở mặt bên hạn chế 2 bậc tự do. Chi tiết được kẹp chặt
từ phải qua bằng cơ cấu ren vít.
2-Chọn máy : Máy phay đứng vạn năng 6H12.
- Công suất truyền dẫn chính: 1,7 Kw
- Bàn máy cỡ số 1 kích thước: 320 x 1250 mm.
- Số cấp tốc độ : 18 cấp gồm: 30; 37,5; 47,5; 60; 75; 95; 118; 150; 190; 235;
300; 375; 475; 600; 750; 950; 1180; 1500.
- Số cấp chạy dao: 18 cấp.
- Lượng chạy dao dọc: S
d
= 23,5 ÷ 1180 mm/phút.
- Lượng chạy dao ngang: S
n
= 23,5 ÷ 1180 mm/phút.
3-Chọn dao :
Ta sử dụng dao phay mặt đầu bằng thép gió, đường kính dao D = 50mm, số
răng Z=12 răng, chiều dài dao L = 36 mm.
4-Tra lượng dư :
Tra bảng 3-17 [2] ta có lượng dư phôi dập là 2 mm, vùng dung sai từ 0,7 ÷ 3,4
đến 1,6 ÷ 11 mm.
Lượng dư cho phay tinh là 0,5 mm.
Lượng dư cho phay thô là 1,5 mm.
5-Chế độ cắt :
Bước 1 : Phay thô – R
a
= 6,3 ÷ 12,5 :
- Chiều sâu cắt : t = 1,5 mm.
- Lượng chạy dao : S
z
= 0,04 ÷ 0,06 mm / Răng. Tra theo bảng 5-119 [2] ta chọn :
S
z
= 0,05 mm/Răng.
- Tốc độ cắt : Tra bảng 5-121 [3] ta chọn: V= 52 m/Phút
- Số vòng quay trục chính :
331 m/phút.
- Chọn theo máy n = 374,6 vòng/phút ta tính lại vận tốc cắt được :
58,8 m/phút.
- Lượng chạy dao tính theo phút :
S
p
= S
z
. n = 0,05 .12 . 374,6 = 225 mm/phút.
Chọn theo máy S
p
= 237 mm/phút.
- Công suất cắt yêu cầu: Tra bảng 5-119 [3] ta có : P = 1,7 Kw.
Bước 2 : Phay tinh – Ra = 2,5 :
- Chiều sâu cắt : t = 0,5 mm.
- Lượng chạy dao : S
0
= 0,5÷0,23 mm/vòng – theo bảng 5-119 [2].
Chọn S
0
= 0.3 mm/răng.
- Tra bảng 5-121 [2] ta có được: V= 58 m/phút.
- Số vòng quay trục chính :
m/phút.
- Chọn theo máy n = 374,6 vòng/phút ta tính được.
m/phút.
- Lượng chạy dao tính theo phút :
S
p
= S
z
.z. n = 0,03 .12 . 374,6 = 134,8 mm/phút.
Chọn theo máy S
p
= 148,3 mm/phút.
- Công suất cắt yêu cầu: Tra bảng 5-123 [3] ta có : P = 1,7 Kw.
Bảng chế độ cắt :
V(m/phút)
58,8
58,8
6-Tính thời gian cơ bản cho từng bước nguyên công.
• Bước phay thô :
Theo bảng 31 [1] thì thời gian cơ bản khi phay bằng dao phay mặt đầu được tính theo
công thức sau :
(phút).
Trong đó:
- L =115 mm : chiều dài bề mặt cần gia công.
- L
1
: chiều dài ăn dao. Được tính theo công thức : L
1
= +( 0,5÷3) mm.
Với D = 50 mm, t = 1,5 ta có: L
1
= +( 0,5÷3) = (9 ÷11,5) mm, Chọn L
1
= 10
mm.
- L
2
= 5 mm : chiều dài thoát dao .
- S
p
= 237 mm/phút.
Vậy :
0,55 (phút).
• Bước phay tinh :
Hoàn toàn tương tự như phay thô ta cũng có : L =115 mm,
L
1
=+( 0,5÷3) = (2,5 ÷8) mm, chọn L
1
= 6 mm , L
2
= 5 mm ,
S
p
= 148 mm/phút. Do đó ta cũng có :
0,85 (phút).
• Toàn bộ nguyên công :
Công thức tính thời gian cho toàn bước gia công (Trang 58 [1]) :
T
tc
= T
c
+ T
p
+ T
pv
+ T
tn
(phút)
Trong đó :
- T
tc
: thời gian cơ bản của nguyên công.
- T
p
: Thời gian phụ , T
p
= 10% .T
c
- T
pv
: thời gian phục vụ chỗ làm việc: T
pv
= 11 % .T
c
.
- T
tn
: thời gian nghỉ tự nhiên của công nhân: T
tn
= 11 % .T
c
.
Vậy ta được : T
tc
= T
c
+ 10%. T
c
+ 11 % .T
c
+ 11 % .T
c
= 1,26 . T
c
= 1,26 . (0,55+0,58) = 1,76 (phút).
1.1.5 Nguyên công 3: khoan,khoét,doa lỗ Ø 15 mm, lỗ Ø 20 mm.
1-Sơ đồ định vị và kẹp chặt :
Ø20H7
47
±0.05
2
w
w
s
s
V
V
Ø15H7
1.25
1.25
20
±0.05
19
±0.03
Chi tiết được định vị 6 bậc tự do: trong đó 2 phiến tỳ ở mặt dưới hạn chế 3 bậc
tự do, hai chốt tỳ cầu ở mặt bên hạn chế 2 bậc tự do, mặt phẳng bên định vị 1 bậc tự
do. Chi tiết được kẹp chặt từ phải qua bằng cơ cấu ren vít.
2-Chọn máy :
Máy ta chọn là máy khoan đứng K125, để tăng độ chính xác gia công ta sẽ dùng
bạc dẫn hướng, ở đây ta thấy khoảng cách giữa hai lỗ khá xa do đó ta sẽ không thể
gắn hai bạc cùng lúc mà ta sẽ tiến hành thay phiến dẫn.
Các thông số kỹ thuật cơ bản của máy khoan K125 :
- Công suất động cơ chính: 2,8 Kw.
- Dường kính lớn nhất khoan được: 25 mm
- Kích thước bàn máy: 375 x 500 mm.
- Số cấp tốc độ: 9 cấp .
- Số cấp bước tiến: 9 cấp.
- Phạm vi tốc độ trục chính: 97 ÷ 1360 vòng /phút
- Phạm vi bước tiến: 0,1 ÷ 0,81 mm/vòng.
3-Chọn dao :
Ta sử dụng mũi khoan chuôi trụ.
4-Tra lượng dư :
Tra bảng 3-17 [2] ta có lượng dư phôi dập là 2 mm, vùng dung sai từ 0,7 ÷ 3,4
đến 1,6 ÷ 11 mm.
Lượng dư cho phay tinh là 0,5 mm.
Lượng dư cho phay thô là 1,5 mm.
5-Chế độ cắt :
Với nguyên công này ta sẽ phân ra làm các bước nhỏ sau đây.
- Bước 1 : Khoan lỗ Ø 15 mm.
- Bước 2 : Doa lỗ Ø 15 mm.
- Bước 3 : Khoan lỗ Ø 15 mm còn lại
- Bước 4 : Doa lỗ Ø 15 mm còn lại.
- Bước 5 : Khoét lỗ Ø 20 mm.
- Bước 6 : Doa lỗ Ø 20 mm.
Ta lần lượt tính toán chế độ cắt cho các bước như sau :
• Bước 1 : Khoan lỗ Ø 15 mm.
- Tra bảng 4-41[1] ta chọn mũi khoan ruột gà chuôi trụ Ø 14 mm, kiểu 2 có
L=107 mm và l = 54 mm.
- Tra bảng chế độ cắt 5-52 [1] ta có S= 0,28÷0,33 mm/vòng, ta chọn S= 0,3
mm/vòng.
- Chiều sâu cắt: t = 0.5 D = 0,5 . 14 = 7 mm.
- Tốc độ cắt: Tra bảng 5-86 [1] ta được V= 20,5 m/phút.
- Số vòng quay trục chính sẽ là:
446,3 vòng/phút.
Chọn theo máy: n = 503,3 vòng/phút.
22,11 m/phút.
- Tra bảng 5-58 [1] ta có công suất cắt yêu cầu là: N= 0,8Kw.
• Bước 2: Doa lỗ Ø 15 mm.
- Chọn dao doa chuôi trụ bằng thép gió Ø15 mm, L= 60 mm và l = 30 mm.
- Tra bảng chế độ cắt 5-112[1]ta chọn S = 0,8 mm/vòng .
- Chiều sâu cắt : t = 0,5 (D’-D) = 0,5 (15-14,94) = 0,03 mm.
- Tốc độ cắt: Tra bảng 5-113 [1] ta được V= 16,5 m/phút.
- Số vòng quay trục chính sẽ là :
350 vòng/phút.
Chọn theo máy : n = 362 vòng/phút. Tính lại vận tốc:
17 m/phút.
- Tra bảng 5-110[1] ta có công suất cắt yêu cầu là N = 0,8Kw.
• Bước 3, 4: hoàn toàn tương tự như bước 1,2.
• Bước 5 :Khoét lỗ Ø20 mm.
- Chọn mũi khoét bằng thép gió liền khối: D = 19,4 mm, l = 180 mm.
- Tra bảng 5-104 [1] ta có lượng chạy dao: S = 0,6 mm/vòng.
- Chiều sâu cắt: t = 0,5 (D’-D) = 0,5 (15-19,4) = 0,3 mm.
- Tốc độ cắt: Tra bảng 5-105 [1] ta được V= 34,5 m/phút.
- Số vòng quay trục chính sẽ là :
566,35 vòng/phút.
Chọn theo máy: n = 503,3 vòng/phút. Tính lại vận tốc:
30,7 m/phút.
- Tra bảng 5-110 [1] ta có công suất cắt yêu cầu là N = 0,8Kw.
• Bước 6: Doa lỗ Ø20 mm.
- Chọn dao doa chuôi trụ bằng thép gió Ø20 mm, D= 20 mm, L= 160mm
và l = 30 mm.
- Tra bảng chế độ cắt 5-112 [1] ta chọn: S = 0,8 mm/vòng .
- Chiều sâu cắt: t = 0,5 (D’-D) = 0,5 (20-19,4) = 0,3 mm.
- Tốc độ cắt: Tra bảng 5-113 [1] ta được : V= 16,5 m/phút.
- Số vòng quay trục chính sẽ là :
262,7 vòng/phút.
Chọn theo máy: n = 260,5 vòng/phút. Tính lại vận tốc:
16,5 m/phút.
- Tra bảng 5-110 [1] ta có công suất cắt yêu cầu là: N = 0,8Kw.
6-Tính thời gian cơ bản cho các nguyên công :
• Tính cho bước 1:
Theo bảng 31 [1] thì thời gian cơ bản khi phay bằng dao phay mặt đầu được
tính theo công thức sau :
(phút).
Trong đó:
- L: chiều sâu lỗ cần gia công, L = 2.C
- L
1
: chiều dài ăn dao. Được tính theo: L
1
= 0,5d+( 0,5÷2) mm.
Với d = 14 mm, Tra bảng 4-45 [3] ta có : α= 9
0
.
Vậy: L
1
= 0,5.14+( 0,5÷2) mm. Chọn L
1
= 32 mm.
- L
2
= 2 mm : chiều dài thoát dao .
- S
c
= 0,3 mm/phút.
- n= 503,3 vòng/phút.
Vậy được :
= 0,36 (phút)
• Tính cho bước 2:
Hoàn toàn tương tự ta cũng có: L = 20 mm, L1=0,5(D-d) +( 0,5÷2) mm,
tính chọn L1 = 2,5 mm, L2 = 2 mm, Sc = 0,5 mm/phút, n = 972 v/p.
= 0,09 (phút)
• Tính cho bước 3:
Ta có: L = 20 mm, L1=0,5(D-d) +( 0,5÷2) mm, tính chọn L1 = 2mm,
L2 = 2 mm, Sc = 0,3 mm/phút, n = 362 v/p.
= 0,22 (phút)
• Tính cho bước 4:
Ta có: L = 20 mm, L1=0,5(D-d) +( 0,5÷2) mm, tính chọn L1 = 2mm,
L2 = 2 mm, Sc = 0,3 mm/phút, n = 362 v/p.
= 0,22 (phút)
• Tính cho bước 5:
Ta có: L = 20 mm, L1=0,5(D-d) +( 0,5÷2) mm, tính chọn L1 = 2mm,
L2 = 2 mm, Sc = 0,3 mm/phút, n = 362 v/p.
= 0,22 (phút)
• Tính cho bước 6:
Ta có: L = 20 mm, L1=0,5(D-d) +( 0,5÷2) mm, tính chọn L1 = 2mm,
L2 = 2 mm, Sc = 0,3 mm/phút, n = 362 v/p.
= 0,22 (phút)
1.1.6 Nguyên công 4: Phay rãnh.
Trong nguyên công này ta sẽ thực hiện hai bước phay thô và phay tinh.
1-Sơ đồ định vị và kẹp chặt:
w
s
V
5
±0.05
Rz40
37
±0.05
R5
Sau khi mặt đáy và hai lỗ được gia công ta chọn mặt đáy và hai lỗ làm chuẩn
tinh thống nhất. Chi tiết được định vị 6 bậc tự do, trong đó 3 chốt tỳ mặt phẳng ở mặt
dưới hạn chế 3 bậc tự do, lỗ Ø15 định vị 2 bậc tự do bằng chốt trụ ngắn một bậc tự
do nữa được định vị bằng một chốt trám.
Chi tiết được kẹp chặt từ phải qua bằng cơ cấu ren vít, phương lực kẹp như
hình vẽ.
2-Chọn máy: Máy phay đứng vạn năng 6H12.
- Công suất truyền dẫn chính: 1,7 Kw
- Bàn máy cỡ số 1 kích thước: 320 x 1250 mm.
- Số cấp tốc độ: 18 cấp gồm: 30; 37,5; 47,5; 60; 75; 95; 118; 150; 190; 235;
300; 375; 475; 600; 750; 950; 1180; 1500.
- Số cấp chạy dao: 18 cấp
- Lượng chạy dao dọc: S
d
= 23,5 ÷1180 mm/phút.
- Lượng chạy dao ngang : S
n
= 23,5 ÷1180 mm/phút.
3-Chọn dao :
Ta sử dụng dao gia công rãnh có bề rộng 10 mm, chiều dài dao L = 72 mm và
l= 36 mm, số răng là 4 răng.
4-Tra lượng dư :
Tra bảng 3-17 [2] ta có lượng dư phôi dập là 2 mm,
Chiều sâu cắt rãnh là 5 mm.
Lượng dư cho phay thô là 6,95 mm.
Lượng dư cho phay tinh là 0,5 mm.
5-Chế độ cắt:
Bước 1: Phay thô R
a
= 6,3 ÷ 12,5
- Chiều sâu cắt: t = 1,5 mm.
- Lượng chạy dao: S
z
= 0,04 ÷ 0,06 mm / Răng. Tra theo bảng 5-35 [2] ta chọn:
S
z
= 0,06 mm/Răng.
- Tốc độ cắt: Tra bảng 5-39 [3] ta chọn: V=39 m/Phút
- Số vòng quay trục chính :
1240 m/phút.
- Chọn theo máy n = 1500 vòng/phút ta tính lại vận tốc cắt được :
47,1 m/phút.
- Lượng chạy dao tính theo phút :
S
p
= S
z
.z. n = 0,06 .4 . 1500 = 360 mm/phút.
Chọn theo máy S
p
= 363,1 mm/phút.
- Khi phay thô cần bỏ đi một lớp kim loại 6,95 mm, ta tiến hành phay 4 lân với
chiều sâu cắt t = 1,5 mm và một lần phay với chiều sâu cắt 0,95 mm.
- Công suất cắt yêu cầu: Tra bảng 5-119 [3] ta có: P = 1,5 Kw.
Bước 2 : Phay tinh.
- Chiều sâu cắt: t = 0,5 mm.
- Lượng chạy dao: S
0
= 0,6 ÷ 1,5 mm/vòng – theo bảng 5-39[1].
Chọn S
0
= 0,1 mm/răng.
- Tra bảng 5-121 [2] ta có được: V= 39 m/phút.
- Số vòng quay trục chính:
1242 m/phút.
- Chọn theo máy n = 1500 vòng/phút ta tính được :
47,1 m/phút.
- Lượng chạy dao tính theo phút :
S
p
= S
z
.z. n = S
0
.n = 0,1.1500 = 150 mm/phút.
- Công suất cắt yêu cầu: Tra bảng 5-123 [3] ta có: P = 1,5 Kw.
Bảng chế độ cắt :
V(m/phút)
47,1
47,1
6-Tính thời gian cơ bản cho từng bước nguyên công.
• Bước phay thô :
Theo bảng 31 [1] thì thời gian cơ bản khi phay bằng dao phay mặt đầu được tính theo
công thức sau:
(phút).
Trong đó:
- L= 42 mm: bề rộng mặt cần gia công.
- L
1
: chiều dài ăn dao. Được tính theo công thức : L
1
= +( 0,5÷3) mm.
Với D = 10 mm, t = 1,5 ta có: L
1
= +( 0,5÷3)mm. Chọn L
1
= 5 mm.
- L
2
= 5 mm: chiều dài thoát dao.
- S
p
= 360 mm/phút.
Vậy :
0,14 (phút).
• Bước phay tinh :
Hoàn toàn tương tự như phay thô ta cũng có : L= 42 mm, tính và chọn L
1
= 3 mm,
L
2
= 4mm, S
p
= 150 mm/phút. Do đó ta cũng có :
0,34 (phút).
• Toàn bộ nguyên công :
Công thức tính thời gian cho toàn bước gia công (Trang 58 [1]) :
T
tc
= T
c
+ T
p
+ T
pv
+ T
tn
(phút)
Trong đó :
- T
tc
: thời gian cơ bản của nguyên công.
- T
p
: Thời gian phụ . T
p
= 10% .T
c
- T
pv
: thời gian phục vụ chỗ làm việc: T
pv
= 11 % .T
c
.
- T
tn
: thời gian nghỉ tự nhiên của công nhân: T
tn
= 11 % .T
c
.
Vậy ta được : T
tc
= T
c
+ 10%. T
c
+ 11 % .T
c
+ 11 % .T
c
= 1,26 . T
c
= 1,26 . (0,14+0,34) = 0,6 (phút).
1.1.7 Nguyên công 5: Phay hai mặt bên.
Trong nguyên công này ta sẽ thực hiện hai bước phay thô và phay tinh.
1-Sơ đồ định vị và kẹp chặt :
2.5
36
±0.05
V
V
s
2
w w
Sau khi mặt đáy và hai lỗ được gia công ta chọn mặt đáy và hai lỗ làm chuẩn
tinh thống nhất. Chi tiết được định vị 6 bậc tự do, trong đó 3 chốt tỳ mặt phẳng ở mặt
dưới hạn chế 3 bậc tự do, lỗ Ø15 định vị 2 bậc tự do bằng chốt trụ ngắn, một bậc tự
do nữa được định vị bằng một chốt trám.
Chi tiết được kẹp chặt từ phải qua bằng cơ cấu ren vít, phương lực kẹp như
hình vẽ.
2-Chọn máy: Máy phay đứng vạn năng 6H12.
- Công suất truyền dẫn chính: 1,7 Kw.
- Bàn máy cỡ số 1 kích thước: 320 x 1250 mm.
- Số cấp tốc độ: 18 cấp gồm: 30; 37,5; 47,5; 60; 75; 95; 118; 150; 190; 235;
300; 375; 475; 600; 750; 950; 1180; 1500.
- Số cấp chạy dao: 18 cấp.
- Lượng chạy dao dọc: S
d
= 23,5 ÷1180 mm/phút.
- Lượng chạy dao ngang : S
n
= 23,5 ÷1180 mm/phút.
3-Chọn dao :
Để gia công đồng thời hai mặt phẳng ta chọn dao phay đĩa với 3 mặt cắt
bằng thép gió. Dao có các thông số cơ bản sau: D= 80 mm, d=27 mm, Z = 18
răng, B = 10 mm.
4-Tra lượng dư :
Tra bảng 3-17 [2] ta có lượng dư phôi dập là 2 mm.
Lượng dư cho phay thô là 1,5 mm.
Lượng dư cho phay tinh là 0,5 mm.
5-Chế độ cắt :
Bước 1: Phay thô
- Chiều sâu cắt: t = 1,5 mm.
- Lượng chạy dao: Tra theo bảng 5-170[2] S
z
= 0,04 ÷ 0,06 mm / Răng,
Ta chọn: S
z
= 0,05 mm/Răng.
- Tốc độ cắt: Tra bảng 5-171 [2] ta chọn: V=45 m/Phút
- Số vòng quay trục chính :
179 m/phút.
- Chọn theo máy n = 190,6 vòng/phút, ta tính lại vận tốc cắt được:
47,8 m/phút.
- Lượng chạy dao tính theo phút:
S
p
= S
z
.z. n = 0,05.18. 190,6 = 171,54 mm/phút.
- Chọn theo máy S
p
= 150 mm/phút.
- Công suất cắt yêu cầu: Tra bảng 5-74 [3] ta có: P = 1,5 Kw.
Bước 2: Phay tinh.
- Chiều sâu cắt: t = 0,5 mm.
- Lượng chạy dao: S
0
= 0,5÷0,23 mm/vòng – theo bảng 5-170[1].
Chọn S
0
= 0,4 mm/răng.
- Tra bảng 5-171 [2] ta có được: V= 45 m/phút.
- Số vòng quay trục chính:
179 m/phút.
- Chọn theo máy n = 190,6 vòng/phút, ta tính được:
47,8 m/phút.
- Lượng chạy dao tính theo phút:
S
p
= S
c
.n = 0,4.190,6 = 76,24 mm/phút.
- Công suất cắt yêu cầu: Tra bảng 5-174 [3] ta có: P = 1 Kw.
Bảng chế độ cắt :
V(m/phút)
47,8
47,8
6-Tính thời gian cơ bản cho từng bước nguyên công.
• Bước phay thô :
Theo bảng 31 [1] thì thời gian cơ bản khi phay bằng dao phay được tính theo công thức
sau:
(phút).
Trong đó:
- L =115 mm: chiều dài gia công.
- L
1
: chiều dài ăn dao. Được tính theo công thức: L
1
= +( 0,5÷3) mm.
Với D = 80 mm, t = 1,5 ta có :L
1
= +( 0,5÷3) mm. Chọn L
1
=12 mm.
- L
2
= 2 mm: chiều dài thoát dao .
Vậy :
0,86(phút).
• Bước phay tinh :
Hoàn toàn tương tự như phay thô ta cũng có: L = 115 mm, tính và chọn L
1
= 8 mm ,
L
2
= 2 mm . Do đó ta cũng có:
1,68 (phút).
• Toàn bộ nguyên công :
Công thức tính thời gian cho toàn bước gia công (Trang 58 [1]):
T
tc
= T
c
+ T
p
+ T
pv
+ T
tn
(phút)
Trong đó :
- T
tc
: thời gian cơ bản của nguyên công.
- T
p
: Thời gian phụ , T
p
= 10% .T
c
- T
pv
: thời gian phục vụ chỗ làm việc: T
pv
= 11 % .T
c
.
- T
tn
: thời gian nghỉ tự nhiên của công nhân: T
tn
= 11 % .T
c
.
Vậy ta được : T
tc
= T
c
+ 10%. T
c
+ 11 % .T
c
+ 11 % .T
c
= 1,26 . T
c
= 1,26 . (0,68+0,86) = 3,2 (phút.)
1.1.8 Nguyên công 6: Phay hai mặt bên.
Trong nguyên công này ta sẽ thực hiện hai bước phay thô và phay tinh.
1-Sơ đồ định vị và kẹp chặt:
w w
V
V
s
115
±0.05
2.5
Sau khi mặt đáy và hai lỗ được gia công ta chọn mặt đáy và hai lỗ làm chuẩn
tinh thống nhất. Chi tiết được định vị 6 bậc tự do, trong đó 3 chốt tỳ mặt phẳng ở mặt
dưới hạn chế 3 bậc tự do, lỗ Ø15 định vị 2 bậc tự do bằng chốt trụ ngắn, một bậc tự
do nữa được định vị bằng một chốt trám.
Chi tiết được kẹp chặt từ trên xuống bằng cơ cấu ren vít, phương lực kẹp như
hình vẽ.
2-Chọn máy: Máy phay đứng vạn năng 6H12.
- Công suất truyền dẫn chính: 1,7 Kw
- Bàn máy cỡ số 1 kích thước: 320 x 1250 mm.
- Số cấp tốc độ : 18 cấp gồm: 30; 37,5; 47,5; 60; 75; 95; 118; 150; 190; 235;
300; 375; 475; 600; 750; 950; 1180; 1500.
- Số cấp chạy dao: 18 cấp
- Lượng chạy dao dọc: S
d
= 23,5 ÷1180 mm/phút.
- Lượng chạy dao ngang: S
n
= 23,5 ÷1180 mm/phút.
3-Chọn dao :
Để gia công đồng thời hai mặt phẳng ta chọn dao phay đĩa với 3 mặt cắt
bằng thép gió. Dao có các thông số cơ bản sau: D= 80 mm, d=27 mm, Z = 18
răng, B = 10 mm.
4-Tra lượng dư :
Tra bảng 3-17 [2] ta có lượng dư phôi dập là: 2,6 mm.
Lượng dư cho phay thô là: 2 mm.
Lượng dư cho phay tinh là: 0,6 mm.
5-Chế độ cắt:
Bước 1: Phay thô
- Chiều sâu cắt: t = 2 mm.
- Lượng chạy dao: Tra theo bảng 5-170 [2] S
z
= 0,04 ÷0,06 mm / Răng. ta chọn:
S
z
= 0,05 mm/Răng.
- Tốc độ cắt: Tra bảng 5-171 [2] ta chọn: V= 45 m/Phút
- Số vòng quay trục chính:
179 m/phút.
- Chọn theo máy n = 190,6 vòng/phút, ta tính lại vận tốc cắt được:
47,8 m/phút.
- Lượng chạy dao tính theo phút:
S
p
= S
z
.z. n = 0,05.18.190,6 = 171,54 mm/phút.
- Chọn theo máy: S
p
= 150 mm/phút.
- Công suất cắt yêu cầu: Tra bảng 5-74 [3] ta có: P = 1,5 Kw.
Bước 2 : Phay tinh.
- Chiều sâu cắt: t = 0,6 mm.
- Lượng chạy dao: S
0
= 0,5÷0,23 mm/vòng – theo bảng 5-170[1].
Chọn S
0
= 0,4 mm/răng.
- Tra bảng 5-171 [2] ta có được: V= 45 m/phút.
- Số vòng quay trục chính:
179 m/phút.
- Chọn theo máy n = 190,6 vòng/phút ta tính được:
47,8 m/phút.
- Lượng chạy dao tính theo phút:
S
p
= S
c
.n = 0,4.190,6 = 76,24 mm/phút.
- Công suất cắt yêu cầu: Tra bảng 5-174 [3] ta có: P = 1 Kw.
Bảng chế độ cắt:
V(m/phút)
47,8
47,8
6-Tính thời gian cơ bản cho từng bước nguyên công.
• Bước phay thô:
Theo bảng 31 [1] thì thời gian cơ bản khi phay bằng dao phay được tính theo công thức
sau:
(phút).
Trong đó:
- L =115 mm: chiều dài gia công.
- L
1
: chiều dài ăn dao. Được tính theo công thức: L
1
= +( 0,5÷3) mm.
Với D = 80 mm, t = 1.5 ta có: L
1
= +( 0,5÷3)mm. Chọn L
1
=12 mm.
- L
2
= 2 mm: chiều dài thoát dao.
Vậy:
0,86 (phút).
• Bước phay tinh :
Hoàn toàn tương tự như phay thô ta cũng có: L = 115 mm, tính và chọn L
1
= 8 mm ,
L
2
= 2 mm . Do đó ta cũng có:
1,68 (phút).
• Toàn bộ nguyên công:
Công thức tính thời gian cho toàn bước gia công (Trang 58 [1]):
T
tc
= T
c
+ T
p
+ T
pv
+ T
tn
(phút)
Trong đó :
- T
tc
: thời gian cơ bản của nguyên công.
- T
p
: Thời gian phụ, T
p
= 10% .T
c
- T
pv
: thời gian phục vụ chỗ làm việc: T
pv
= 11 % .T
c
.
- T
tn
: thời gian nghỉ tự nhiên của công nhân: T
tn
= 11 % .T
c
.
Vậy ta được : T
tc
= T
c
+ 10%. T
c
+ 11 % .T
c
+ 11 % .T
c
= 1,26 . T
c
= 1,26 . (0,68+0,86) = 3,2 (phút.)
1.1.9 Nguyên công 7: Vát mép.
1-Sơ đồ định vị và kẹp chặt :
w
s
3x45°
V
Sau khi mặt đáy và hai lỗ được gia công ta chọn mặt đáy và hai lỗ làm chuẩn
tinh thống nhất. Chi tiết được định vị 6 bậc tự do, trong đó 3 chốt tỳ mặt phẳng ở mặt
dưới hạn chế 3 bậc tự do, lỗ Ø15 định vị 2 bậc tự do bằng chốt trụ ngắn, một bậc tự
do nữa được định vị bằng một chốt vát.
Chi tiết được kẹp chặt bằng cơ cấu ren vít , phương lực kẹp như hình vẽ.
2-Chọn máy : Máy phay đứng vạn năng 6H12.
- Công suất truyền dẫn chính: 1,7 Kw
- Bàn máy cỡ số 1 kichs thước: 320 x 1250 mm.
- Số cấp tốc độ : 18 cấp gồm \: 30; 37,5; 47,5; 60; 75; 95; 118; 150; 190;
235; 300; 375; 475; 600; 750; 950; 1180 và 1500.
- Số cấp chạy dao: 18 cấp
- Lượng chạy dao dọc: S
d
= 23,5 ÷1180 mm/phút.
- Lượng chạy dao ngang: S
n
= 23,5 ÷1180 mm/phút.
3-Chọn dao:
Đề vát mép ta dùng dao phay góc có các thông số sau: D = 40 mm, d = 16
mm, B= 8 mm ,α = 45
0
.
4-Tra lượng dư:
lượng dư vát mép là 3 mm.
5-Chế độ cắt:
- Chiều sâu cắt: t = 2 mm.
- Lượng chạy dao: S = 0,65 mm/Răng.
- Tốc độ cắt: Tra bảng 5-171 [2] ta chọn: V=42 m/Phút
- Số vòng quay trục chính:
334 m/phút.
- Chọn theo máy n = 302 vòng/phút, ta tính lại vận tốc cắt được:
37,9 m/phút.
- Lượng chạy dao tính theo phút:
S
p
= S
c
. n = 0,65.302 = 196,3 mm/phút.
- Công suất cắt yêu cầu: P = 1,2 Kw.
6-Tính thời gian cơ bản cho từng bước nguyên công.
Theo bảng 31 [1] thì thời gian cơ bản tính theo công thức sau:
(phút).
Trong đó:
- L = 302 mm: chiều dài gia công.
- L
1
: chiều dài ăn dao. Được tính theo công thức: L
1
= +( 0,5÷3) mm.
Với D = 40 mm, t = 2 ta có: L
1
=+( 0,5÷3)mm. Chọn L
1
=11 mm.
- L
2
= 5 mm: chiều dài thoát dao.
Vậy :
1,62(phút).
1.1.10Nguyên công 8: Nhiệt luyện.
Phương pháp nhiệt luyện như sau:
Trộn bột than và một lượng nhỏ chất xúc tác Na
2
CO
3
trộn đều cho vào
hộp cùng với chi tiết, để chi tiết cách nhau khoảng 2,5 mm. Đưa hộp vào lo
nung đến nhiệt độ t = 900
0
C ÷950
0
C, tùy theo yêu cầu chiều dày lớp thấm tôi
ta chọn thời gian thích hợp, chiều dày lớp thấm càng lớn thì thời gian thấm
càng dài trong khoảng 2 ÷4h.
Sau khi thấm tôi, ta tiến hành tôi và ram chi tiết để đạt độ cứng yêu cầu
1.1.11Nguyên công 9: Nguyên công kiểm tra.
Mục đích: nguyên công kiểm tra nhằm loại bỏ các chi tiết không đảm
bảo chất lượng và không đúng yêu cầu kỹ thuật vì vậy đây là bước không
thể thiếu trong quá trình gia công chi tiết.
Sơ đồ định vị và kẹp chặt để kiểm tra như sau:
• Nội dung kiểm tra:
Độ không song song của bề mặt đối diện không vượt quá 0,008/100 mm.
Độ không vuông góc giữa mặt đầu và tâm lỗ Ø15 mm, Ø20mm không vượt
quá 0,03/100 mm.
Độ không song song giữa hai đường tâm lỗ Ø15mm, Ø20mm không vượt quá
0,05/Toàn bộ chi tiết.
• Dụng cụ kiểm tra:
Đồng hồ đo, giá ga đặt đồng hồ, cử tì di động và tay vặn
• Cách đo và đánh giá kết quả:
Gá đặt đồng hồ lên giá và đặt lên mặt đáy, đưa cử tì lên mặt chi tiết và
điều chỉnh kim đồng hồ về vạch số không. Tịnh tiến đồng hồ sang trái ở vị trí
cuối cùng đọc giá trị trên đồng hồ, cho đồng hồ tịnh tiến và đọc giá trị ghi giá
trị thay đổi trên đồng hồ.
A. PHẦN III:
TÍNH TOÁN THIẾT KẾ ĐỒ GÁ CHO NGUYÊN CÔNG PHAY
MẶT TRÊN.
2.1 Mục đích,yêu cầu của nguyên công,sơ đồ định vị và kẹp chặt.
- Mục đích và yêu cầu:
Mặt đáy là mặt phẳng được chọn làm chuẩn tinh thống nhất để gia công các mặt còn
lại của chi tiết nên nguyên công này yêu cầu phay đạt độ nhám bề mặt R
a
= 2,5 µm
- Sơ đồ định vị:
V
2
w
2.5
V
s
21
±0.05
Định vị: Chi tiết được định vị 5 bậc tự do: trong đó 3 chốt tỳ nhám ở
mặt dưới hạn chế 3 bậc tự do, hai chốt tỳ cầu ở mặt bên hạn chế 2 bậc tự do.
Chi tiết được kẹp chặt từ phải qua bằng cơ cấu ren vít.
2.2 Tính toán lực (mô men) tác dụng lên chi tiết
Lực tác dụng lên chi tiết được tính theo công thức:
P
z
= K
MP
.P
z
(N)
Trong đó: Z: số răng dao.
n: số vòng quay của dao (vòng/phút).
K
MP
: hệ số điều khiển cho chất lượng của vật liệu gia công.
C
p
: các số mũ được tra trong bảng 5.41 [ 3].
C
p
q x u w y
82,5 1,1 0,95 1,1 0 0,8
Thay số ta tính được P
z
:
922,9 N
2.3 Tính toán lực (mô men) tác dụng lên chi tiết
Sơ đồ phân tích lực:
Các thành phần lực được tinh như sau (Đơn vị N):
- Lực hướng kính: P
y
= (0,2÷0,4).P
z
- Lực chạy dao: P
s=
(0,3 ÷0,4). P
z
- Lực vuông góc với lực chạy dao: P
v
= (0,85÷ 0,9) .P
z
Để đơn giản cho việc tính lực kẹp ta cho rằng chỉ có lực P
s
tác dụng lên chi
tiết với P
s
= (0,3 ÷ 0,4) P
z
= 370 N. Trong trường hợp này cơ cấu kẹp phải tạo
ra lực ma sát P lớn hơn lực P
s
và P tính theo công thức:
P = P
1
+ P
2
= (W
1
+W
2
)f = W .f ≥ P
s
.
Để đảm bảo đủ lực kẹp ta thêm hệ số K.
W =K.P
S
/f.= 925 N
Với :
- W là lực kẹp tổng hợp.
- K lá hệ sô an toàn = 1,2 ÷ 1,5.
- f là hệ số mà sát = 0,5÷ 0,8
Sơ đồ tính lực kẹp cơ cấu ren vít như sau:
- Lực cần tác động vào tay quay để có lực kẹp là:
QL= W.[.tan(ψ + φ
qd
)+ µ.R.]
Trong đó:
• Bán kính trung bình của ren bằng: r
tb
= d/2 =8mm.
• Góc nâng của ren là: ψ=3
0
:
• Góc ma sat quy đổi: φ
qd
=6
0
34
’
:
• Bán kính trục vít: R =10 mm :
• Chiều dài tay quay: L= 14.d = 14.16 = 224 mm
• Góc côn: = 120
0
và µ =0,1
- Thay số tính đươc:
Q = 12,7 kG
- Mômen vặn tay quay sẽ là :
M =Q.r
tb
= 12700 . 0,008 = 101,6 Nm.
2.4 Tính toán sức bền của chi tiết trục vít và sai số gá đặt cho chi tiết.
- Kiểm tra độ bền kéo của trục vít:
W
cho phép
= 0,5 d
2
.[
σ
]
k
Trong đó [
σ
]
k
là sức bền kéo cho phép của vật liệu làm trục vít
[
σ
]
k
= 800kG/cm
2
.
W
cho phép
= 0,5.1,6
2
.800=10240 N
WW
cho phép
suy ra trục vít thỏa mãn độ bền kéo.
- Tính sai số gá đặt cho kích thước gia công được tính theo công thức:
2 2 2 2 2
gd c k ct m ck
ε = ε +ε + ε + ε +ε
Trong đó:
ε
gđ
_ sai số gá đặt.
ε
c
_ sai số chuẩn.
ε
ct
_ sai số chế tạo.
ε
k
_ sai số kẹp chặt.
ε
m
_ sai số mòn của đồ gá.
ε
ck
_ sai số điều chỉnh của đồ gá
Tra bảng 7.3 trang 36 [6] ta có sai số gá đặt ε
gđ
= 150 μm.
TÀI LIỆU THAM KHẢO
[1]. Gs.Ts. Trần Văn Địch : Thiết kế đồ án công nghệ chế tạo máy –Nhà xuất bản khoa học
và kỹ thuật -2007.
[2]. Gs.TS. Nguyễn Đắc Lộc (chủ biên): Sổ tay công nghệ chế tạo máy- Tập 1- Nhà xuất
bản khoa học và kỹ thuật- 2007.
[3]. Gs.TS. Nguyễn Đắc Lộc (chủ biên): Sổ tay công nghệ chế tạo máy- Tập 2- Nhà xuất
bản khoa học và kỹ thuật- 2005.
[4]. Gs.TS. Nguyễn Đắc Lộc (chủ biên): Sổ tay công nghệ chế tạo máy- Tập 3- Nhà xuất
bản khoa học và kỹ thuật- 2006.
[5]. Chế độ cắt gia công cơ khí- Trường cao đẳng công ngiệp Hà Nội.
[6]. Gs.Ts. Trần Văn Địch : Sổ tay và Atlat đồ gá – Nhà xuất bản khoa học và kỹ thuật Hà
Nội - 2000.
[7]. Châu Mạnh Lực – Phạm Văn Song: Trang bị công nghệ và cấp phôi tự động - Đại học
bách khoa Đà Nẵng - Khoa Cơ khí.
[8]. Ninh Đức Tốn – Sổ tay dung sai lắp ghép – Nhà xuất bản giáo dục – 2000.
[9]. Lưu Đức Bình – Giáo trình công nghệ chế tạo máy - Đại học bách khoa Đà Nẵng -
Khoa Cơ khí.