Thực Tập Hàn Điện (Hàn Hồ Quang Tay)
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (273.18 KB, 21 trang )
1
BỘ GIÁO DỤC VÀ ĐÀO TẠO
TRƯỜNG ĐẠI HỌC SƯ PHẠM K THUẬT TP.HCM
KHOA ĐÀO TẠO CHẤT LƯỢNG CAO
*******
BÁO CÁO
TÌM HIỂU VỀ CÔNG NGHỆ HÀN ĐIỆN
(lớp chiều thứ 2)
*************
GVHD : Hoàng Văn Hướng
SVTH : Nguyễn Văn Vũ MSSV: 13143542
: Tăng Hoàng Vĩ MSSV: 13143617
TP.HCM 3/2015
2
MỤC LỤC
Trang
1. Khái niệm về hàn………………… ……………………….3
2. Hồ quang hàn………………….…………………………….4
3. Máy hàn điện………………………… ……………………6
4. Que hàn điện…………………………………………….… 7
5. Kỹ thuật hàn……………………………………… ……….9
6. Các khuyết tật của mối hàn……………………………… 11
7. An toàn lao động………………………………………… 16
3
1. TÌM HIỂU CHUNG VỀ HÀN
a) Khái niệm: Hàn là phương pháp nối hai hay nhiều chi tiết kim loại
thành một mà không thể tháo rời được, bằng cách đun nóng chúng tại
vùng tiếp xúc đến trạng thái nóng chảy hay biến dẻo, sau đó dùng áp
lực (hoặc không dùng áp lực) ép chi tiết hàn dính chặt với nhau.
b) Nguyên lý của hàn: Khi hàn nóng chảy kim loại ở mối hàn hàn đạt
tới trạng thái lỏng. Sự nóng chảy cục bộ của kim loại cơ bản được
thực hiện tại các mép của phần tử ghép. Có thể hàn bằng cách làm
chảy kim loại cơ bản hoặc làm chảy kim loại cơ bản và vật liệu bổ
sung. kim loại cơ bản, hoặc kim loại cơ bản và kim loại bổ sung nóng
chảy tự rót vào bể hàn và tẩm ướt bề mặt rắn của các phần tử ghép.
Khi tắt nguồn đốt nóng kim loại lỏng nguội và đông đặc-kết tinh, sau
khi bể hàn kết tinh tạo thành mối hàn nguyên khối với cấu trúc liên kết
hai chi tiết làm một.
c) Phân loại: Dựa vào nguồn nhiệt nung:
- Hồ quang: +Hàn hồ quang tay
+Hàn MIG
+Hàn MAG
+Hàn TIG
- Hỗn hợp khí cháy (C2H2 + O2): Hàn khí
- Than đá: Hàn rèn (dẻo)
d) Đặc điểm:
*Ưu điểm: -Hàn là quá trình công nghệ được ứng dụng rộng rãi để chế
tạo và phục hồi các kết cấu và chi tiết. Tính ưu việt bao gồm:
4
Tiêu tốn ít kim loại, giảm chi phí lao động, thiết bị đơn giản, rút ngắn
thời gian sản xuất
*Nhược điểm: -Trong quá trình hàn xảy ra sự bay hơi và oxi hoá một
số nguyên tố, sự hấp thụ và hoà tan chất khí của bể kim loại cũng như
những thay đổi của vùng ảnh hưởng nhiệt. Kết quả thành phần và cấu
trúc của mối hàn khác với kim loại cơ bản.
-Các biến dạng của kết cấu gây bởi ứng suất dư có thể làm sai lệch
kích thước và hình dáng của nó và ảnh hưởng tới độ bền của mối
ghép.
e) Công dụng: Chế tạo mới
Sửa chữa
f) Ứng dụng: Công nghệ hàn được phổ biến rộng rãi để tạo phôi trong
tất cả các ngành kinh tế quốc dân, đặc biệt trong ngành chế tạo máy,
chế tạo các kết cấu dạng khung, dàn trong xây dựng, cầu đường, các
bình chứa trong công nghiệp.
2. HỒ QUANG HÀN
a) Khái niệm: Hồ quang hàn là phương pháp nóng chảy, dùng nhiệt
của ngọn lửa hồ quang sinh ra giữa các điện cực hàn. Hồ quang hàn là
dòng chuyển động của các điện tử và ion về 2 điện cực, kèm theo sự
phát nhiệt lớn nhất và phát sáng mạnh.
b) Cấu tạo: Máy hàn điểm có nhiều dạng khác nhau, nhưng về mặt
nguyên lý chúng bao gồm các bộ phận cơ bản như sau:
- Khung máy, - Bộ phận tạo lực ép, - Máy biến áp,
- Điện cực, - Bộ nguồn và bộ điều khiển, - Máy biến áp,
5
- Hệ thống làm mát…
- Biến áp hàn: Là một thiết bị điện từ tĩnh, làm việc dựa trên nguyên lý
cảm ứng điện từ, biến đổi một hệ thống dòng điện xoay chiều ở điện
áp này thành một hệ thống dòng điện xoay chiều ở điện áp khác, với
tần số không thay đổi. Đầu vào của biến áp được nối với lưới điện,
được gọi là đầu sơ cấp.Đầu ra của biến áp được nối với điện cực được
gọi là đầu thứ cấp.
- Bộ để điều khiển chu trình và dòng điện hàn.
- Điện cực hàn: Được chế tạo từ đồng hợp kim, chịu nhiệt, chống mài
mòn, duy trì dòng hàn ổn định. +Cực (+): 3400
o
C
+Cực (-): 3200
o
C
+Trung tâm: 6000
o
C
- Hệ thống tạo lực ép: gồm một xi lanh khí nén, bộ dẫn hướng có tác
dụng tạo lực ép lên mối hàn trong quá trình hàn.
Ngoài ra tùy theo từng loại máy khác nhau sẽ còn có các bộ phận khác
như: - Phần dây mềm
- Trục ngang (có tác dụng truyền lực ép tới điểm hàn)
- Giá đỡ điện cực (ở các máy hàn nhỏ có thể không cần)
- Hệ thống đạp chân (có một số máy không dung hệ thống này)
c) Phân loại:
-Theo dòng điện: + xoay chiều: không ổn định
+ 1 chiều
+Thuận
+Nghịch
-Theo điện cực: +Nóng chảy hoặc không nóng chảy
6
-Theo đầu dây: + Trực tiếp
+ Gián tiếp
+ Hỗn hợp
3. MÁY HÀN ĐIỆN
Máy hàn là loại máy không thể thiếu trong các ngành công nghiệp,
xây dựng và đặc biệt là ngành cơ khí chế tạo. Tuy nhiên không phải ai
cũng biết về cấu tạo cũng như nguyên lý hoạt động của nó. Máy hàn
điện có rất nhiều loại, trong đó hai loại thường được sử dụng là MBA
hàn có lõi từ di động và máy hàn có bộ tự cảm riêng. Nguyên lý làm
việc của máy hàn hoàn toàn giống với MBA thuần túy.
a) Nguyên lý hoạt đ&ng của máy hàn:
Chế độ không tải khi mạch ngoài hở:
Dòng điện không tải: Ih = Ikt = 0 và điện áp không tải:
U2 = Ukt = U20.
Khi MBA hàn làm việc: Uh = U20 – Utc
Với: Utc = Ih.(Rtc +Xtc) hay Ih = Utc/(Rtc +Xtc)
Xtc = 2π.f.L
Trong đó:
f – Tần số dòng điện
L – Hệ số tự cảm của bộ tự cảm riêng.
Rtc – Điện trở thuần của bộ tự cảm.
Xtc – Trở kháng của bộ tự cảm.
Ih: Dòng điện hàn.
7
Khi dòng điện tăng, từ thông qua bộ tự cảm tăng (phụ thuộc vào khe
hở của mạch tự bộ tự cảm) lúc đó hiệu điện thế hàn sẽ giảm và ngược
lại.
* Đặc điểm chung của Máy hàn điện:
– Máy hàn điện là máy biến áp hạ áp. Có điện áp thứ cấp thấp (Ukt <
100V) để đảm bảo an toàn cho người sử dụng.
– Dòng thứ cấp lớn để đủ cung cấp nguồn nhiệt cho quá trình nung
chảy kim loại khi hàn.
– Máy biến áp hàn có số vòng dây cuộn thứ cấp ít hơn cuộn sơ cấp và
tiết diện dây quấn cuộn thứ cấp lớn hơn tiết diện dây quấn cuộn sơ
cấp. Số vòng dây ở cuộn thứ cấp phải thay đổi được để điều chỉnh
cường độ dòng điện hàn.
– Phải hạn chế dòng ngắn mạch để tránh cho máy khỏi bị hư hỏng.
– Máy biến áp hàn hồ quang tay có đường đặc tính ngoài cong dốc. Để
tạo ra loại đường đặc tính này người ta sử dụng máy hàn có bộ tự cảm
riêng hoặc chế tạo mạch từ có từ thông tản lớn như máy hàn có lõi từ
di động…
Ngoài ra còn có các loại MBA hàn 3 pha, MBA hàn 1 chiều…
4. QUE HÀN ĐIỆN
Que hàn là loại điện cực để hàn hồ quang tay (hàn thép, hàn gang, hàn
nhôm…). Trong quá trình hàn que hàn làm nhiệm vụ gây hồ quang và
bổ sung kim loại cho mối hàn. Cấu tạo que hàn hồ quang tay có vỏ
bọc gồm 2 phần chính: lõi que hàn và vỏ bọc thuốc.
8
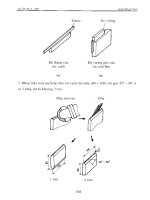
a) Cấu tạo que hàn:
•Phần 1: Lõi que hàn
Phần lõi que là những đoạn dây kim loại có các kích thước cơ bản sau
đây: - Chiều dài que hàn L = 250-500 mm
- Đường kính lõi que d = 2,0-6,0 mm và cỡ của que hàn được gọi
theo đường kính của lõi que
- Một đầu để trần không bọc thuốc dùng để kẹp kìm hàn dài từ 15-30
mm, đầu còn lại được vê sạch thuốc bọc với góc vát α = 35
o
-45
o
và độ
hở 1-1,5 mm để dễ gây hồ quang hàn
- Chiều dày lớp thuốc bọc khoảng 1-3 mm
•Phần 2: Vỏ bọc thuốc
Thuốc bọc là hỗn hợp các hóa chất, khoáng chất, fero hợp kim và chất
dính kết.
b) Phân loại que hàn:
-Hiện nay có nhiều hệ thống tiêu chuẩn phân loại que hàn như: ISO
(tiêu chuẩn quốc tế), AWS (Mỹ), BS (Anh), DIN (Đức), GOST (Nga),
…và việc phân loại có thể dựa vào đặc tính lõi que, thuốc bọc, loại
dòng điện dùng để hàn, tư thế không gian hàn, thành phần hóa học và
cơ tính kim loại đắp, …
-Que hàn nhóm vỏ thuốc bọc hệ axit (ký hiệu A): Thuốc bọc loại này
được chế tạo các loại oxit (Fe2O3, MnO, MnO2, SiO2…)
feromangan,…
-Que hàn nhóm vỏ thuốc bọc hệ bazơ (ký hiệu B): Thuốc bọc loại này
được làm từ các chất có gốc cacbonat (đá cẩm thạch CaCO3, đolomit
9
CaCO3.MgCO3), huỳnh thạch (fenspat), các fero hợp kim (Fe-Si, Fe-
Mn, Fe-Ti…).
-Que hàn nhóm vỏ thuốc bọc hệ rutil (ký hiệu R): Trong thuốc bọc
loại này chất chủ yếu là dioxit titan (rutil, ilmenhit), ngoài ra còn
trường thạch (Na2O. Al2O3. 6SiO2), MgCO3 và CaCO3 hoặc bột gỗ,
fero hợp kim…
-Que hàn nhóm vỏ thuốc bọc hệ hữu cơ (ký hiệu là O hoặc C): Trong
thuốc bọc loại này chủ yếu là: tinh bột, xenlulo. Khi hàn sinh ra lượng
lớn khí bảo vệ CO2. Để khắc phục hiện tượng dòn hyđrô và rỗ khí,
thường bổ sung thêm TiO2, FeO, MnO2, CaF2 và một số ferô hợp
kim (Fe-Si, Fe-Mn…).
5. KỸ THUẬT HÀN ĐIỆN
Hàn que là kỹ thuật hàn không đòi hỏi cao về làm sạch vị trí hàn, tuy
nhiên không vì thế mà bỏ qua bước này. Cần loại bỏ bụi bẩn bằng cọ
hay sử dụng dụng cụ làm sạch bề mặt chuyên dụng. Khu vực kẹp kìm
mát cũng phải được làm sạch để đảm bảo tiếp xúc tốt, điều này sẽ giúp
ổn định hồ quang. Tư thế hàn phải đảm bảo trông rõ vũng hàn. Người
thợ phải chọn hướng nhìn tốt nhất, tránh bị tay hàn che mắt, và tránh
vùng khói hàn độc hại.
• Thiết lập dòng điện: Tùy theo loại điện cực sử dụng mà thiết bị sử
dụng cần thiết lập dòng một chiều thuận, một chiều nghịch hay dòng
xoay chiều. Cần phải đảm bảo bạn thiết bị được thiết lập đúng trước
khi hàn. Độ lớn của dòng hàn phụ thuộc vào đường kính que hàn và
loại điện cực hàn mà bạn sử dụng. Nhà sản xuất que hàn thường cung
10
cấp thông tin về dòng phù hợp với que hàn trên bao bì. Dòng hàn có
thể điều chỉnh theo cách tính sau: 1Amp tương ứng với 0.0254 mm
đường kính que hàn. Bạn có thể để dòng hàn ở mức thấp sau đó điều
chỉnh tăng 5 đến 10 Amp rồi xem xét khả năng hàn cho phù hợp.
• Điều chỉnh đ& dài hồ quang: Độ dài hồ quang phụ thuộc vào từng
loại que hàn, từng vị trí hàn. Cơ bản độ dài hồ quang hàn không nên
vượt quá đường kính que hàn. Khi độ dài hồ quang quá ngắn có thể
gây hồ quang không ổn định, có thể làm tắt hồ quang, vũng hàn đông
cứng nhanh hơn và tạo vảy hàn cao. Hồ quang quá dài sẽ gây ra hiện
tượng bắn tóe, tốc độ kết tủa chậm và rỗ khí.
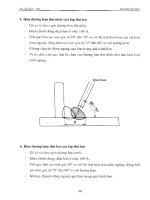
• Chỉnh góc que hàn: Đối với hàn bề mặt, góc que hàn nên để từ 5 đến
15 độ theo hướng chuyển động, đối với hàn hồ quang vị trí đứng nên
để góc que hàn từ 0-15 độ ngược chiều với hướng di chuyển que hàn.
• Thao tác que hàn: Chuyển động dọc theo trục mối hàn duy trì và
điều chỉnh độ dài hồ quang. Chuyển động ngang duy trì độ rộng của
đường hàn. Có nhiều loại chuyển động: ngang, liên tục và chuyển
động ngắt quãng tùy thuộc vào độ dày của vật hàn. Với vật hàn mỏng
không cần có chuyển động ngang của que hàn vì độ rộng của hồ
quang đã đủ làm đầy rãnh hàn. Với hàn đứng nên chú ý hàn từ dưới
lên với các tấm dày và hàn từ trên xuống với các tấm mỏng (chú ý đến
rìa rãnh hàn).
• Điều chỉnh tốc đ& hàn: Tốc độ hàn nên đảm bảo sao cho hồ quang
hàn chiếm 1/3 độ dài của vũng hàn. Hàn quá chậm sẽ tạo vảy hàn lồi
và hàn không ngấu. Hồ quang bị mất nhiệt không thể nóng chảy vật
hàn.
11
6. CÁC KHUYẾT TẬT CỦA MỐI HÀN
Các khuyết tật hàn do rất nhiều nguyên nhân gây ra. Nó có liên quan
tới các mặt như: Kim loại hàn, chế độ hàn và quy trình công nghệ. Sự
tồn tại của những khuyết tật đó sẽ ảnh hưởng trực tiếp đến độ bền của
đầu mối hàn. Do đó, người thợ hàn phải chọn quy phạm hàn chính xác
và nghiêm chỉnh chấp hành các quy trình hàn. Mối hàn có nhiều loại
khuyết tật, sau đây là các khuyết tật thường gặp phải và cách phòng
tránh:
• Nứt: Nứt là một trong những khuyết tật nghiêm trọng nhất của liên
kết hàn. Trong quá trình sử dụng cấu kiện hàn, nếu mối hàn có vết nứt
thì vết nứt đó sẽ rộng dần ra làm cho kết cấu bị hỏng.
-Theo nhiệt độ vết nứt xuất hiện mà phân ra hai loại:
+Nứt nóng: Xuất hiện trong quá trình kết tinh của liên kết hàn khi
nhiệt độ khá cao (trên 1000 độ C).
+Nứt nguội: Xuất hiện sau khi kết thúc quá trình hàn với nhiệt độ dưới
1000 độ C. Nứt nguội có thể xuất hiện vài giờ hoặc thậm chí vài ngày
sau khi hàn.
-Theo kích thước vết nứt có thể phân loại thành:
+Nứt thô đại: có thể gây phá hủy kết cấu ngay khi làm việc.
+Nứt tế vi: Vết nứt này sẽ phát triển rộng dần ra tạo thành các vết nứt
thô đại.
-Cách kiểm tra phát hiện vết nứt:
+Các vết nứt thô đại có thể phát hiện bằng mắt thường hoặc qua kính
lúp. Các vết nứt tế vi và nằm bên trong mối hàn chỉ có thể dùng các
12
phương pháp kiểm tra như siêu âm mối hàn, từ tính, chụp X quang
để phát hiện chúng.
• Rỗ khí: Rỗ khí sinh ra do hiện tượng khí trong kim loại không kịp
thoát ra ngoài trước khi kim loại đông đặc. Rỗ khí có thể sinh ra ở bên
trong hoặc bề mặt mối hàn, rỗ khí có thể nằm ở phần ranh giới giữa
kim loại cơ bản và kim loại đắp.
- Nguyên nhân:
+Hàm lượng cacbon trong kim loại cơ bản hoặc trong vật liệu hàn quá
cao.
+Vật liệu hàn bị ẩm, bề mặt chi tiết hàn bị bẩn, dính sơn, dầu mỡ, gỉ,
hơi nước
+Chiều dài cột hồ quang lớn, tốc độ hàn quá cao.
-Biện pháp phòng tránh với hiện tượng rỗ khí:
+Dùng vật liệu hàn có hàm lượng cacbon thấp.
+Làm sạch và sấy khô vật liệu hàn trước khi hàn.
+Giữ chiều dài cột hồ quang ngắn, giảm tốc độ hàn.
+Nếu sử dụng khí bảo vệ mối hàn, phải đảm bảo hệ thống cấp khí
sạch và hoạt động tốt, lưu lượng khí là phù hợp.
+Nếu hàn tự động dưới lớp thuốc bảo vệ, thuốc hàn phải đảm bảo
không bị ẩm, cấp thuốc đầy đủ trong quá trình hàn.
• Lẫn xỉ hay kẹt xỉ: Lẫn xỉ (hoặc một số tạp chất khác) đây cũng là
một dạng khuyết tật phổ biến, xỉ hàn và tạp chất có thể tồn tại trong
mối hàn, cũng có thể nằm trên bề mặt mối hàn, có thể nằm giáp ranh
13
giữa kim loại mối hàn và phần kim loại cơ bản, hoặc giữa các lượt
hàn.
-Nguyên nhân:
+Dòng điện hàn quá nhỏ, không đủ nhiệt lượng để cung cấp cho kim
loại nóng chảy và xỉ khó thoát lên khỏi vũng hàn.
+Mép hàn chưa được làm sạch hoặc khi hàn đính hay hàn nhiều lớp
chưa gõ sạch xỉ.
+Góc độ hàn chưa hợp lý và tốc độ hàn quá lớn.
+Làm nguội mối hàn quá nhanh
-Biện pháp phòng tránh:
+Tăng dòng điện hàn cho thích hợp. Hàn bằng hồ quang ngắn và tăng
thời gian dừng lại của hồ quang.
+Làm sạch vật hàn trước khi hàn, gõ sạch xỉ ở mối hàn đính các lợp
hàn.
+Thay đổi góc độ và phương pháp đưa điện cực hàn cho hợp lý, giảm
tốc độ hàn.
• Khuyết tật hàn không ngấu: Hàn không ngấu là loại khuyết tật
nghiêm trọng trong liên kết hàn. Nó sẽ gây ra sự nứt và hỏng kết cấu
hàn. Hàn không ngấu sinh ra ở góc mối hàn, mép hàn hoặc giữa các
lớp hàn.
-Nguyên nhân:
+Mép hàn chuẩn bị chưa hợp lý. Góc vát quá nhỏ.
+Dòng điện hàn quá nhỏ hoặc tốc độ hàn quá nhanh.
+Góc độ điện cực hàn (que hàn) và cách đưa điện cực không hợp lý.
+Chiều dài cột hồ quang không quá lớn.
14
+Điện cực hàn chuyển động không đúng theo trục mối hàn.
-Biện pháp phòng tránh:
+Làm sạch liên kết trước khi hàn, tăng góc vát và khe hở hàn.
+Tăng dòng điện hàn và giảm tốc độ hàn, v.v
• Lẹm chân và chảy loang:
- Lẹm chân: Lẹm chân là phần bị lẹm thành rãnh dọc theo ranh giới
giữa kim loại cơ bản và kim loại đắp. Lẹm chân làm giảm tiết diện
làm việc của liên kết, tạo sự tập trung ứng suất cao và có thể dẫn đến
sự hủy kết cấu trong quá trình sử dụng.
-Nguyên nhân:
+Dòng điện hàn quá lớn.
+Chiều dài, cột hồ quang lớn.
+Góc độ que hàn và cách đưa que hàn chưa hợp lý.
+Sử dụng chưa đúng kích thước điện cực hàn (quá lớn).
-Chảy loang: Chảy loang là hiện tượng kim loại lỏng chảy loang trên
bề mặt của liên kết hàn. Chảy loang tạo ra sự tập trung ứng suất, làm
sai lệch hình dạng của liên kết hàn.
-Nguyên nhân:
+Góc nghiêng que hàn không hợp lý
+Dòng điện hàn que cao
+Tư thế hàn và cách đặt vật hàn không hợp lý.
• Khuyết tật về hình dáng liên kết hàn: Loại khuyết tật này bao gồm
những sai lệch về hình dáng mặt ngoài của liên kết ngoài của liên kết
hàn, làm nó không thỏa mãn với các yêu cầu kỹ thuật và thiết kế.
-Nguyên nhân:
15
+Gắp lắp và chuẩn bị mép hàn chưa hợp lý
+Chế độ hàn không ổn định
+Vật liệu hàn không đảm bảo chất lượng
+Trình độ công nhân quá thấp v.v
-Ngoài các loại khuyết tật trên còn có các loại khuyết tật khác như
quá nhiệt và bắn tóe
+Quá nhiệt: Khuyết tật này xuất hiện do việc chọn chế độ hàn không
hợp lý làm cho kim loại đắp và cùng ảnh hưởng nhiệt có cấu tạo hạt
rất thô, cơ tính của liên kết hàn bị giảm.
+Bắn tóe: Khuyết tật này là hiện tượng bắn tóe kim loại lên vật liệu
hàn, do vật liệu hàn không đảm bảo chất lượng, thiếu khí bảo vệ hoặc
sử dụng không đúng loại khí. Gây mất thẩm mỹ liên kết hàn, tốn công
sức làm sạch v.v
• Nói chung các loại khuyết tật hàn sau khi phát hiện được nếu quá
trình cho phép thì phải:
- Đục bỏ phần kim loại có khuyết tật.
- Hàn sửa chữa và kiểm tra lại.
- Riêng đối với vết nứt cần phải khoan chặn 2 đầu vết nứt để hạn chế
sự phát triển của vết nứt, loại bỏ triệt để và hàn sửa chữa lại.
- Khắc phục khuyết tật quá nhiệt bằng phương pháp nhiệt luyện để
khôi phục lại kích thước hạt của kim loại mối hàn và vùng ảnh hưởng
nhiệt.
16
7. AN TOÀN LAO ĐỘNG
a) Những nguy cơ mất an toàn:
– Khi hàn điện có thể bị điện giật. Hồ quang hàn bức xạ rất mạnh dễ
làm bỏng da, làm đau mắt. Khi hàn kim loại lỏng bắn tóe dể gây bỏng
da thợ hàn và những người xung quanh
– Ngọn lửa hàn có thể gây cháy, nổ. Khi que hàn cháy sinh nhiều khí
độc hại và bụi như CO2, bụi silic, bụi măng gan, bụi ôxit kẽm,… rất
có hại cho hệ hô hấp và sức khỏe của công nhân.
– Khi hàn ở các vị trí khó khăn như: hàn trong ống, những nơi chật
chội, nhiều bụi, gần nơi ẩm thấp hoặc hàn trên cao đều là những nguy
cơ gây tai nạn…
b) Điều kiện kỹ thuật an toàn:
Điều 1: Chỉ những người hội đủ các điều kiện sau đây mới được làm
việc hàn điện:
– Trong độ tuổi lao động do nhà nước qui định.
– Đã qua khám tuyển sức khỏe bởi cơ quan y tế.
– Được đào tạo nghề hàn điện, và có chứng chỉ kèm theo, đã qua huấn
luyện về BHLĐ và được cấp thẻ an toàn và được cấp trên giao nhiệm
vụ. Cấm các nữ công nhân tiến hành công việc hàn điện trong các
hầm, thùng, khoang, bể kín.
– Sử dụng đúng và đủ các PTBVCN được cấp phát theo chế độ: áo
quần vải bạt, găng tay chịu nhiệt và có độ dẫn điện thấp, giầy da lộn
cao cổ có đế cách điện, ghệt vải bạt, mặt nạ hàn có gắn kính hàn đúng
mã hiệu và không bị nứt, trong những trường hợp cần thiết còn được
cấp mũ cứng, dây đai an toàn, khẩu trang.
17
– Khi hàn trong hầm, thùng, khoang, bể kín, nơi ẩm ướt… công nhân
hàn còn phải được trang bị găng tay, giầy cách điện, quạt cấp và quạt
hút khói bụi hàn. Tại vị trí hàn phải có thảm hoặc bục cách điện.
– Việc huấn luyện BHLĐ cho công nhân hàn điện phải tiến hành ít
nhất 6 tháng/lần.
Điều 2: Chỉ được lấy nguồn điện hồ quang từ máy hàn xoay chiều,
một chiều, máy chỉnh lưu.
Điều 3: Máy hàn phải bảo đảm tình trạng tốt: có vỏ bao che kín và bảo
đảm cách điện, vỏ máy phải được nối đất hoặc nối không đúng Quy
phạm nối đất, nối không các thiết bị điện, các cực điện vào và ra phải
được kẹp chặt bằng bu lông và bọc cách điện.
Điều 4: Kìm hàn phải đảm bảo kỹ thuật có tay cầm bằng vật liệu cách
điện và chịu nhiệt. Dây điện hàn phải bảo đảm không bị tróc vỏ bọc,
dây mát cũng phải là loại vỏ bọc, các mối nối phải được bao kín bằng
băng keo cách điện. Không sử dụng kìm hàn tự chế, kìm hàn bị hỏng,
tróc lớp bảo vệ cách điện.
Điều 5: Công nhân phải kiểm tra các mối nối, kìm hàn, dây nối đất
của máy hàn có đảm bảo hay không trước khi khởi động máy để làm
việc. Khi cần thiết chuyển máy hàn, khi kiểm tra, tháo và nối dây hàn
phải cúp nguồn điện vào máy (kể cả dây mát). Công nhân hàn có trách
nhiệm theo dõi tình trạng hoạt động của máy hàn trong quá trình làm
việc. Khi có sự cố hoặc hỏng hóc phải báo ngay cho thợ điện sửa
chữa.
18
Điều 6: Việc đấu điện cho thợ hàn phải do thợ điện thực hiện, phải
qua cầu dao, aptomat. Mỗi máy hàn phải được cúp điện từ một cầu
dao riêng.
Cấm rải dây điện trên mặt đất, để dây điện chạm vào sắt thép, kết cấu
kim loại của công trình. Các mối nối của dây hàn phải được bắt chặt
và băng bằng băng keo cách điện, nối dây vào máy phải vặt chặt bằng
bulong chắc chắn.
Điều 7: Chiều dài dây dẫn từ cầu dao nguồn đến máy hàn không được
quá 10m. Dây hàn, dây mát phải dùng dây mềm nhiều sợi có vỏ bọc
cao su cách điện, cách nhiệt tốt. Lớp vỏ bọc cách điện của dây phải
dược bảo vệ khỏi các hư hỏng cơ học khi rải trên mặt đất. Cấm dùng
dây có lớp vỏ bọc hay cách điện bị hư.
Điều 8: Phải chú ý để không cho dây dẫn tiếp xúc với nước dầu, dây
cáp thép, dây điện hàn phải đặt cách các ống mềm dẫn oxy và
axetylen, các thiết bị có ngọn lửa, khí đốt, các chi tiết hàn nóng đỏ và
các đường ống dẫn nước nóng không dưới 1m.
Điều 9: Đặt máy hàn ở vị trí không có người qua lại, máy hàn ngoài
trời phải có mái che bằng vật liệu không cháy. Khu vực hàn phải cách
ly với khu vực làm việc khác, nếu không thì giữa các vị trí phải đặt
tấm chắn bằng vật liệu không cháy. Khi hàn điện ở nơi có nguy cơ nổ,
cháy phải tuân theo các qui định an toàn phòng chống cháy nổ. Điện
áp không tải của máy biến thế hàn hồ quang £ 75V. Điện áp máy phát
điện hàn £ 80V. Cấm tiến hành công việc hàn điện ở ngoài trời dưới
mưa.
19
Điều 10: Khi hàn trên cao phải làm sàn thao tác bằng vật liệu không
cháy. Nếu không có sàn thì thợ hàn phải đeo dây an toàn, đồng thời
phải có túi đựng dụng cụ và mẫu que hàn thừa.
– Khi hàn trên những độ cao khác nhau, phải có biện pháp che chắn
bảo vệ, không để các giọt kim loại nóng đỏ, mẩu que hàn thừa, các vật
liệu khác rơi xuống người ở dưới, rơi xuống các vật liệu dễ cháy bên
dưới.
Điều 11: Khi hàn trong không gian hẹp mà có nhiều người thì việc
thông gió phải đảm bảo thông thoáng, đồng thời phải che chắn bằng
vật liệu không cháy để ngăn tia hồ quang hàn nhằm bảo vệ những
người làm việc xung quanh. Phải có người trực canh phía trên. Khi
hàn điện ở nơi có nguy cơ cháy nổ cao, phải tuân theo các quy định
AT-PCCN và tổ, nhóm sản xuất phải cử người trực gác lửa.
Điều 12: Tại các vị trí hàn cố định cũng như di động, nếu như chưa có
các biện pháp phòng chống cháy thì không được tiến hành công việc
hàn điện.
Điều 13: Khi hàn có tỏa bụi và khí cũng như khi hàn bên trong các
buồng, thùng, khoang, bể kín phải thực hiện thông gió cấp và hút và
phải thực hiện thông gió hút cục bộ ở chỗ tiến hành hàn. Không khí
hút phải thải ra ngoài khu vực lấy không khí cấp. Thực hiện thông gió
hút cục bộ ở chỗ tiến hành hàn. Không khí hút phải thải ra ngoài khu
vực lấy không khí cấp.
Điều 14: Chiếu sáng khi tiến hành hàn trong các thùng, khoang, bể kín
phải dùng đèn di động điện áp 12V hoặc dùng đèn định hướng chiếu
từ ngoài vào.
20
Điều 15: Nghiêm cấm hàn các bình và thiết bị đã từng chứa các sản
phẩm dầu và khí nguy hiểm nổ nếu chưa qua làm sạch (xịt rửa) cẩn
thận bằng nước nóng, bằng dung dịch xút hay chưng hấp với sự thông
gió tiếp theo.
Điều 16: Nghiêm cấm sử dụng và bảo quản các chất dễ bắt lửa: xăng,
axêton, spirit trắng,…) ở gần vị trí hàn. Nghiêm cấm tiến hành hàn ở
khoảng cách dưới 5m so với vị trí để các chất dễ cháy nổ.
Điều 17: Khi sử dụng đồng thời các nguồn điện hàn một trạm cần phải
đặt chúng cách nhau không dưới 0,35m.
Đường đi giữa các nguồn điện một trạm phải có chiều rộng 0,8m.
Khi đặt các nguồn cấp một trạm ở gần tường thì khoảng cách giữa
nguồn và tường không được nhỏ hơn 0,5m.
Điều 18: Khi giải lao người thợ hàn phải ngắt bộ đổi điện hàn hay biến
thế khỏi lưới điện. Khi kết thúc công việc, sau khi ngắt điện khỏi thiết
bị hàn phải sắp xếp ngăn nắp chỗ làm việc, thu dọn dây, các dụng cụ
bảo vệ và xếp đặt cẩn thận chúng vào vị trí riêng, phải tin chắc rằng
sau khi làm việc không còn để lại các vật cháy âm ỉ như: giẻ, mảnh
gỗ, vật liệu cách điện …
Điều 19: Cấm sửa chữa máy hàn khi đang có điện.
Khi di chuyển các máy hàn, phải cắt nguồn điện cấp cho máy hàn.
Khi thợ hàn di chuyển đến vị trí hàn trên cao (cùng với kìm hàn) phải
cắt điện máy hàn. Khi ngừng công việc hàn điện, phải cắt máy hàn ra
khỏi lưới điện.
21
Điều 20: Quần áo lao động dùng cho thợ hàn phải đảm bảo chống tia
lửa, chống lại được tác dụng cơ học, bụi kim loại nóng và những bức
xạ khác.
Điều 21: Khi hàn trong môi trường làm việc có hóa chất (axít, kiềm,
sản phẩm dầu mỡ…) trường điện từ, cũng như khi hàn phải được
trang bị quần áo BHLĐ bằng vật liệu đảm bảo chống những tác động
đó.
Điều 22: Giày và găng tay của công nhân hàn phải làm bằng vật liệu
khó cháy, cách điện và chịu được tác động cơ học. Riêng giày đế
không được đóng đinh kim loại.
Điều 23: Mũ dùng cho công nhân hàn phải làm bằng vật liệu khó
cháy, cách điện. Trong điều kiện làm việc có nguy cơ gây chấn động
cơ học, công nhân phải được trang bị mũ chịu được chấn động cơ học.
Điều 24: Các phương tiện cá nhân phải được kiểm tra định kỳ theo các
yêu cầu kỹ thuật và KTAT đối với từng loại.