VẬN HÀNH MÁY CẮT DẦU BГM20 MÃ SỐ QT 10 20
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (326.37 KB, 21 trang )
CÔNG TY CỔ PHẦN NHIỆT ĐIỆN PHẢ LẠI
QUY TRÌNH
VẬN HÀNH MÁY CẮT DẦU BГM-20
MÃ SỐ QT - 10 - 20
(Sửa đổi lần thứ III)
(Ban hành kèm theo Quyết định
/QĐ-PPC-KT
ngày tháng năm 2009
Hải Dương, tháng 11 năm 2009
CÔNG TY CP NHIỆT ĐIỆN PHẢ LẠI
Mã số: QT-10-20
Ngày sửa đổi: /11/2009
QUY TRÌNH VẬN HÀNH
Mục:
Lần sửa đổi: Lần 03
MÁY CẮT DẦU BГM-20
Trang:
2 / 21
Ngày hiệu lực: /11/2009
NGƯỜI ĐƯỢC PHÂN PHỐI
1. Tổng Giám đốc
2. Các phó tổng giám đốc
3. Trưởng các đơn vị và bộ phận có liên quan
CHỦ TRÌ SOẠN THẢO: PHÂN XƯỞNG VH ĐIỆN - KIỂM NHIỆT
NGƯỜI LẬP
NGƯỜI KIỂM TRA
Chữ ký:
Chữ ký:
Họ và tên: Lê Thanh Bình
Chức vụ: KTV.PX VH Điện -KN
Họ và tên: Nguyễn Văn Nhất
Chức vụ: Quản đốc VH Điện-KN
Chữ ký:
Họ và tên: Nguyễn Văn Thuỷ
Chức vụ: Trưởng phòng kỹ thuật
THAM GIA XEM XÉT
NGƯỜI DUYỆT
1. Phòng Kỹ thuật
Chữ ký:
Họ và tên: Vũ Xuân Cường
Chức vụ:
TÓM TẮT SỬA ĐỔI
LẦN SỬA
P. Tổng Giám đốc
TÓM TẮT NỘI DUNG SỬA ĐỔI
NGÀY SỬA
Lần 1
1983
Bổ sung và chỉnh sửa
Lần 2
01/2003
Bổ sung và chỉnh sửa
Lần 3
11/2009
Bổ sung và chỉnh sửa
CÔNG TY CP NHIỆT ĐIỆN PHẢ LẠI
Mã số: QT-10-20
Ngày sửa đổi: /11/2009
QUY TRÌNH VẬN HÀNH
Mục:
Lần sửa đổi: Lần 03
MÁY CẮT DẦU BГM-20
Trang:
3 / 21
Ngày hiệu lực: /11/2009
MỤC LỤC
TT
Nội dung
Trang
1
Mục đích
6
2
Phạm vi sử dụng
6
3
Các tài liệu liên quan
6
4
Định nghĩa
6
5
Trách nhiệm
6
6
Nội dung quy trình
7
6.1
Công dụng
7
6.2
Các thông số kỹ thuật
10
6.3
Cấu tạo và nguyên lý làm việc của máy cắt
13
6.4
Chỉ dẫn về cac biện pháp an toàn
16
6.5
Chuẩn bị cho máy cắt làm việc và các đặc điểm trong vận
hành
19
6.6
Những hư hỏng thường gặp và cách khắc phục
21
7
Hồ sơ lưu
82
8
Phụ lục
82
8.1
Bản vẽ buồng thổi cắt ngang và đối diện của máy cắt dầu
8.2
Bản vẽ vòng dẫn điện dập hồ quang
8.3
Sơ đồ nguyên lý điều khiển bộ dẫn động điện từ
8.4
Bản vẽ cơ cấu dẫn động ở vị trí đã cắt
8.5
Bản vẽ cơ cấu dẫn động ở vị trí đã đóng
CÔNG TY CP NHIỆT ĐIỆN PHẢ LẠI
Mã số: QT-10-20
Ngày sửa đổi: /11/2009
QUY TRÌNH VẬN HÀNH
Mục:
Lần sửa đổi: Lần 03
MÁY CẮT DẦU BГM-20
Trang:
4 / 21
Ngày hiệu lực: /11/2009
1. MỤC ĐÍCH
1.1. Để phù hợp đáp ứng được những tiến bộ kỹ thuật và thiết bị mới,
công nghệ mới đưa vào sản xuất, thay thế thiết bị cũ nên phải soạn thảo bổ
sung quy trình cho phù hợp công nghệ mới, thiết bị mới.
1.2. Cắt bớt, loại bỏ những phần quy trình mà công nghệ đã bỏ không
sử dụng tới, hoặc đã được thay thế thiết bị công nghệ mới.
1.3. Chuyển đổi các cụm từ, câu chữ, niên hiệu cho phù hợp với mô
hình quản lý kinh tế mới của Phân xưởng Vận hành Điện - Kiểm nhiệt và
Công ty cổ phần nhiệt điện Phả Lại.
1.4. Chỉnh sửa một số câu chữ, nội dung để tăng thêm tính chặt chẽ, dễ
hiểu trong quy trình.
2. PHẠM VI ÁP DỤNG
2.1. Quy trình này áp dụng bắt buộc đối với các phân xưởng, phòng ban,
các cá nhân trong Công ty cổ phần nhiệt điện Phả Lại khi thực hiện các công
việc tại khu vực máy cắt BГM-20 đầu cực máy phát điện.
2.2. Quy trình này cũng áp dụng bắt buộc đối với các đơn vị bên ngoài
Công ty cổ phần nhiệt điện Phả Lại đến thực hiện các công việc tại khu vực
máy cắt BГM-20 đầu cực máy phát điện.
3. CÁC TÀI LIỆU LIÊN QUAN
- Quy trình vận hành máy cắt dầu.
- Quy định thể thức trình bày văn bản trong Công ty cổ phần nhiệt điện
Phả Lại mã số QĐ-01-01 ban hành ngày 30 tháng 11 năm 2007 của Công ty
cổ phần nhiệt điện Phả Lại.
4. ĐỊNH NGHĨA (Không áp dụng)
5. TRÁCH NHIỆM
Phó tổng Giám đốc kỹ thuật, Quản đốc, phó Quản đốc, Kỹ thuật viên
phân xưởng vận hành Điện-Kiểm nhiệt phải nắm vững, đôn đốc công nhân
trong đơn vị phải thực hiện nghiêm chỉnh quy trình này.
CÔNG TY CP NHIỆT ĐIỆN PHẢ LẠI
Mã số: QT-10-20
Ngày sửa đổi: /11/2009
QUY TRÌNH VẬN HÀNH
Mục:
Lần sửa đổi: Lần 03
MÁY CẮT DẦU BГM-20
Trang:
5 / 21
Ngày hiệu lực: /11/2009
Trưởng, Phó phòng Kỹ thuật sản xuất, kỹ thuật an toàn của Công ty cùng
cán bộ kỹ thuật phòng kỹ thuật phụ trách khối thiết bị điện, phải nắm vững,
đôn đốc, chỉ đạo công nhân kiểm tra thực hiện.
Trưởng ca dây chuyền 1, Trưởng kíp phân xưởng Vận hành Điện - Kiểm
nhiệt phải nắm vững, chỉ đạo, đôn đốc và bắt buộc các chức danh dưới quyền
quản lý của mình phải thực hiện nghiêm chỉnh quy trình này.
6. NỘI DUNG QUY TRÌNH
6.1. Công dụng
6.1.1. Máy cắt cao thế ba cực BГM - 20 dùng để lắp đặt trong mạch điện
của các máy phát điện xoay chiều 3 pha có điện thế định mức dưới 20kV và
tần số 50Hz.
6.1.2. Máy cắt dùng để làm việc trong các điều kiện bên ngoài như sau:
- Các trị số định mức của các yếu tố khí hậu môi trường bên ngoài tương
ứng với dạng kết cấu khí hậu “TC” nhóm 3.
- Môi trường xung quanh là môi trường không có nguy hiểm về nổ, có
nồng độ bụi ở mức không làm giảm các thông số của máy cắt đến các giới
hạn không cho phép.
6.2. Các thông số kỹ thuật
Các thông số chính của máy cắt ghi trong bảng N0 1:
Bảng N0 1
Số TT
Tên thông số
Định mức
1
Điện áp định mức
13,8KV
2
Dòng điện định mức
8000A
3
Dòng điện cắt định mức, đối với tần số 50 Hz
90KA
4
Thời gian định mức của bản thân việc cắt của máy cắt
≤ 0,15s
5
Thời gian định mức toàn bộ quá trình cắt của máy cắt
≤ 0,25s
CÔNG TY CP NHIỆT ĐIỆN PHẢ LẠI
Mã số: QT-10-20
Ngày sửa đổi: /11/2009
QUY TRÌNH VẬN HÀNH
Mục:
Lần sửa đổi: Lần 03
MÁY CẮT DẦU BГM-20
Trang:
6 / 21
Ngày hiệu lực: /11/2009
6
Thời gian định mức của bản thân việc đóng máy cắt
có bộ dẫn động
7
Điện áp định mức của dòng điện một chiều của các bộ
điện từ đóng (Э.B) và cắt (Э.O) UП HOM
8
Dòng điện tiêu thụ của Э.B, trị số ổn định
360A
9
Dòng điện tiêu thụ của Э.O trị số ổn định
2,5A
10
Điện trở của vòng dập hồ quang
= 220V
300MΩ
6.3. Cấu tạo và nguyên lý làm việc của máy cắt
6.3.1. Máy cắt có các đặc điểm cấu tạo sau đây
6.3.1.1. Tất cả ba cực của máy cắt được liên kết với nhau bằng cơ học và
lắp trên cùng một nền chung.
6.3.1.2. Có 6 thùng được cách ly với đất, mỗi cực hai thùng.
6.3.1.3. Các tiếp điểm chính được đặt trong không khí.
Có sử dụng các buồng thổi ngược chiều và cắt ngang.
Trong máy cắt có hai vòng điện được duy trì: vòng chính và vòng dập hồ
quang.
6.3.2. Cấu tạo của máy cắt
6.3.2.1. Ba cực của máy cắt lắp trên một nền chung được ngăn cách với
nhau bằng các vách ngăn giữa các cực. Cơ cấu dẫn động của máy cắt được
liên hệ với bộ dẫn động bằng thanh kéo.
6.3.2.2. Cực của máy cắt được tạo từ các phần cơ bản sau: Các sứ đỡ,
các thùng của vách ngăn trong cực và các bộ tách đầu.
6.3.2.3. Sứ đỡ cấu tạo từ ống sứ có các đầu kim loại để bắt giữ các
thùng.
6.3.2.4. Các thùng của các máy cắt được bắt giữ trên các đầu của các sứ
đỡ của các máy cắt bằng vòng cắt đã được hàn từ trước vào đáy thùng.
CÔNG TY CP NHIỆT ĐIỆN PHẢ LẠI
Mã số: QT-10-20
Ngày sửa đổi: /11/2009
QUY TRÌNH VẬN HÀNH
Mục:
Lần sửa đổi: Lần 03
MÁY CẮT DẦU BГM-20
Trang:
7 / 21
Ngày hiệu lực: /11/2009
Trên nắp thùng có lắp giá đỡ, các tiếp điểm sứ xuyên cùng với bộ chắp
dầu.
Trong thùng, giữa các ống sứ có đặt buồng hồ quang thổi ngược và thổi
ngang.
Buồng (H-N01) cấu tạo từ 3 ngăn có dạng một cụm đĩa làm bằng phím
điện có các vít cắt định hình và được bắt giữ bằng các chốt và gu dông cách
điện.
Ngăn dưới cấu tạo từ đĩa có vết cắt tại nơi lắp tiếp điểm dập hồ quang và
đĩa 6 có các rãnh thổi 10, 11 và các rãnh thoát 9.
Ngăn giữa cấu tạo từ hai đĩa số 5 có hình dạng như đĩa số 6 nhưng có các
rãnh thổi và rãnh thoát nhỏ hơn và có 2 vách ngăn số 8.
Ngăn giữa và ngăn dưới có các rãnh thoát tương ứng 4 và các rãnh thổi
chung 11.
Ngăn trên cấu tạo từ 4 vách ngăn 3 và bộ đĩa 2 với các vết cắt tạo thành
các túi dầu 1.
Ngăn trên chỉ được liên kết với ngăn giữa và ngăn dưới qua lỗ trung tâm
dùng cho thanh dập hồ quang chuyển động đi qua.
Trong ngăn trên có các dung tích đệm 12 dùng để giảm các cao điểm áp
lực tức thời xuất hiện ở thời điểm tạo thành hồ quang khi tách các tiếp điểm.
Để chèn kín chỗ thành dập hồ quang xuyên qua sứ, trong sứ có các vòng
đệm. Trên đáy thùng có lắp tiếp điểm dập hồ quang.
Tiếp điểm dập hồ quang có dạng như một ổ cắm cấu tạo từ 4 lá mỏng lắp
trên một bể chung bằng các khớp chữ thập và các lò xo. Các lò xo có tác dụng
tạo ra sức cản khi tiếp xúc.
Để giảm hiện tượng cháy sém các tiếp điểm khi ngắt trên các lá mỏng
của tiếp điểm đập hồ quang có hàn các tấm đệm làm từ các hỗn hợp gốm và
kim loại.
6.3.2.5. Vách ngăn ở trong cực dùng để ngăn ngừa những trường hợp
phóng điện quang qua khoảng cách điện giữa các thùng có thể xảy ra và được
lắp trên cần của từng cực.
CÔNG TY CP NHIỆT ĐIỆN PHẢ LẠI
Mã số: QT-10-20
Ngày sửa đổi: /11/2009
QUY TRÌNH VẬN HÀNH
Mục:
Lần sửa đổi: Lần 03
MÁY CẮT DẦU BГM-20
Trang:
8 / 21
Ngày hiệu lực: /11/2009
6.3.2.6. Bộ tách dầu dùng cho các khí tạo thành trong khi ngắt thoát ra
ngoài và để tách các giọt dầu do chúng kéo theo. Trong khoang của bộ tách
dầu có chứa các hòn bi bằng sứ dùng để làm mát khí và ngăn không cho dầu
bắn ra ngoài.
6.3.2.7. Trên bệ có đặt cơ cấu dẫn dòng của máy cắt bao gồm trục chính,
các cần cách điện và một loạt đòn bảy liên kết với nhau thành một hệ thống
động biến đổi vòng quay của trục thành chuyển động tịnh tiến của các tiếp
điểm động. Cơ cấu của các lò xo bù trừ được bố trí thành các cụm điều tiết 4
chiếc một, các bộ bù trừ lò xo ở dạng hai bộ điều tiết hai lò xo trên cực giữa
cũng như các bộ giảm chấn lò xo (Để đóng) và các bộ giảm chấn dầu (Để
ngắt). Ở cuối trục có lắp cần dẫn động để nối máy cắt với bộ dẫn động.
Cần của máy cắt và cần của bộ dẫn động được liên kết với nhau bằng
thanh kéo có hai đầu chạc.
6.3.2.8. Bộ dẫn động cấu tạo từ 3 phần chủ yếu sau:
6.3.2.8.1. Vỏ cơ cấu, trong vỏ có lắp đặt cơ cấu đóng cùng với thiết bị
tách tự do và cuộn điện từ ngắt.
6.3.2.8.2. Hệ thống từ cấu tạo từ khung từ, các tấm trên và các tấm dưới,
cuộn dây đóng và lõi cùng với cần.
6.3.2.8.3. Bệ được làm ở dạng hai đế đỡ, trên các đế đó có đặt bộ giảm
chấn của lõi và đồng thời dùng để bắt giữ bộ dẫn động vào móng.
6.3.2.9. Các vách ngăn giữa các cực được cố định trên bệ của máy cắt và
dùng để ngăn ngừa sự phóng điện bề mặt giữa các cực.
6.3.2.10. Đường thoát khí dùng để thoát các khí sinh ra khi ngắt. Đường
thoát khí cấu tạo từ các ống thoát khí nối với các cút của các bộ tách dầu.
Toàn bộ hệ thống thoát khí được kết thúc ở đoạn ống nối với đường thoát khí
chung dẫn ra khỏi phạm vi của nhà đặt máy.
6.3.2.11. Vòng dẫn điện chính gồm các tiếp điểm cố định làm bằng các
thanh đồng hình chữ L lắp trên nắp của các thùng và các tiếp điểm di động
(dao) có các tấm dập tia lửa ở cuối các dao được bố trí trong các ổ của các xà
ngang. Các xà ngang liên hệ với cơ cấu dẫn động qua các cần cách điện.
6.3.2.12. Vòng dẫn điện dập hồ quang (Hình 2 – phụ lục)
CÔNG TY CP NHIỆT ĐIỆN PHẢ LẠI
Mã số: QT-10-20
Ngày sửa đổi: /11/2009
QUY TRÌNH VẬN HÀNH
Mục:
Lần sửa đổi: Lần 03
MÁY CẮT DẦU BГM-20
Trang:
9 / 21
Ngày hiệu lực: /11/2009
Gồm có các tiếp điểm dập hồ quang 6 mắc nối tiếp với các thanh dập hồ
quang 7. Các đầu phía trên của các thanh dập hồ quang được bắt giữ vào xà
ngang liên tiếp các thanh, còn về phần điện thì được nối với thanh cái 8.
6.3.2.13. Để đảm bảo sự đấu nối của thanh cái vào máy cắt bằng các liên
kết mềm (Các cuộn bù) giữa các thùng của các cực liền nhau có đặt các thanh
giằng cách điện tạo độ cứng cho kết cấu. Tuy vậy cần phải nhớ rằng không
được lắp các thanh giằng này nếu trong gian lắp đặt máy cắt có thể có sương
rơi vào hoặc có bụi dẫn điện.
6.3.2.14. Để đảm bảo phân phối đều dòng điện theo hệ thống tiếp điểm
của các cực ngoài cùng ở phía quay vào cực giữa trên các đầu ra của chúng có
đặt các dây dẫn từ có dạng các lõi hình thang làm bằng thép kỹ thuật điện.
6.3.3. Nguyên tắc hoạt động của máy cắt.
6.3.3.1. Sơ đồ điện tác động của máy cắt ghi trên hình N02.
Vòng chính: Các tiếp điểm của thùng thứ nhất 1, các dao 2 nằm trên xà
ngang và các tiếp điểm của thùng thứ hai.
Vòng dập hồ quang: Nắp 3, các hộp đồng 4 liên kết nắp với thùng, thành
thùng 5, tiếp điểm dập hồ quang 6 và thanh dập hồ quang 7 của thùng thứ
nhất, thanh cái 8 và tiếp theo là thanh dập hồ quang 7, tiếp điểm dập hồ quang
6, thành thùng 5, các hộp 4 và nắp 3 của thùng thứ 2.
Khi máy cắt ở vị trí đóng cả hai vòng được đấu song song, khi đó phần
lớn dòng điện đi qua vòng chính có điện trở nhỏ hơn nhiều so với điện trở của
vòng dập hồ quang. Toàn bộ dòng điện chỉ đi qua vòng dập hồ quang trong
quá trình đóng và cắt của máy cắt.
Khi cắt các tiếp điểm của vòng dẫn điện chính được tách ra trước và
được chuyền điện sang vòng dập hồ quang. Các tiếp điểm của vòng dập hồ
quang được tách ra muộn hơn ở trong dầu.
Trong vòng chính, các dao tách ra trước sau đó mới đến các lá dập tia
lửa. Khi đóng thì các tiếp điểm được chập lại theo thứ tự ngược lại. Các thao
tác đóng và cắt do bộ dẫn động điện từ ПC - 3ITC3 và các lò xo của máy cắt
thực hiện.
Các dòng hồ quang điện sinh ra trong quá trình cắt được dập tắt bằng các
thiết bị dập hồ quang là các buồng thông ngược và ngang nguyên lý thổi như
CÔNG TY CP NHIỆT ĐIỆN PHẢ LẠI
Mã số: QT-10-20
Ngày sửa đổi: /11/2009
QUY TRÌNH VẬN HÀNH
Mục:
Lần sửa đổi: Lần 03
MÁY CẮT DẦU BГM-20
Trang:
10 / 21
Ngày hiệu lực: /11/2009
sau: Phần hồ quang ở ngăn dưới chịu tác động của hai dòng dầu ngược chiều
tạo ra áp lực cao ở chỗ cháy của hồ quang dẫn đến các khí đã được ion hoá
thoát mạnh ra khỏi dòng hồ quang.
Các dòng dầu ngược nhau tiếp tục được tạo ra sau khi đầu cuối của thanh
dập hồ quang đi vào ngăn giữa. Do thiết diện ngang của các rãnh thoát trong
ngăn giữa nhỏ cho nên áp lực tạo thành trong đó lớn hơn áp lực ở ngăn dưới,
do đó dầu dịch chuyển theo các rãnh thổi chung xuống ngăn dưới. Ở ngăn
dưới các rãnh thoát 9 nằm gần chỗ các tiếp điểm tách ra có tiết diện lớn đảm
bảo cho khí thoát nhanh.
Do việc thổi hoàn toàn đối xứng nên hồ quang chạy ở giữa và bị tách
khỏi bề mặt của buồng bằng lớp hỗn hợp khí với hơi nước tương đối lạnh
hơn.
Khi các dòng điện được cắt lớn và trung bình thì việc dập hồ quang được
thực hiện trong ngăn dưới và ngăn giữa. Việc dập các dòng nhỏ được thực
hiện ngay trong vùng các túi dầu của ngăn trên. Các khí nóng được tạo thành
cùng các giọt dầu đi vào các bộ tách dầu. Tại đây, khi gặp các hòn bi bằng sứ
trên đường đi của mình, dầu được tách ra và chảy ngược trở về các thùng còn
khí đi qua khe giữa các hòn bi, được làm nguội đi sau đó đi vào các ống thoát
khí rồi được xả vào khí quyển.
6.3.3.2. Sơ đồ điều khiển bộ dẫn động điện tử trình bày ở hình N03.
Sự tác động của các thiết bị điện và cơ học của máy cắt xẩy ra theo trình
tự sau:
6.3.3.2.1. Đóng:
Để đóng phải phát xung lệnh đến bộ điện từ đóng 1 (Hình 4, 5 – phụ lục)
lõi 2 nằm ở vị trí dưới ngoài cùng của mình bị kéo vào trong cuộn dây và
bằng đầu 4 của thanh 3 đẩy con lăn 6 của cần 13 lên trên, đòn bẩy này tự quay
gần trục tạm thời cố định “a” và qua vòng 15 và cần đóng 14 thực hiện việc
đóng cơ cấu dẫn động đã được liên kết bằng chạc 18 với máy cắt. Khi thanh 3
chuyển động lên trên trục 5 của con lăn 6 đẩy cá giữ 16 về bên phải. Sau đó
khi trục 5 ở cao hơn mép trên của cá 16 một ít thì dưới tác động của lò xo 17
cá trở về vị trí ban đầu nằm dưới trục 5. Trục 5 lúc này được hệ thống các bộ
phận 7, 8, 9 đã được lò xo 19 đưa trở về dưới cần 12. Sau lần cắt trước đó giữ.
Khi cá 16 tiến đến gần vị trí ban đầu thì việc cấp điện cho cuộn dây của bộ
điện từ đóng 1 bị ngừng lại (tiếp điểm KБ3 trong mạch đóng được tách ra), lõi
CÔNG TY CP NHIỆT ĐIỆN PHẢ LẠI
Mã số: QT-10-20
Ngày sửa đổi: /11/2009
QUY TRÌNH VẬN HÀNH
Mục:
Lần sửa đổi: Lần 03
MÁY CẮT DẦU BГM-20
Trang:
11 / 21
Ngày hiệu lực: /11/2009
2 rơi xuống dưới còn trục 5 nằm trên cá 16. Cơ cấu dẫn động và máy cắt ở vị
“đã đóng”
6.3.3.2.2. Ngắt (từ xa theo lệch của bảng điều khiển hoặc tự động do bảo
vệ rơ le).
Khi có điện trong cuộn dây ngắt 10, lõi của bộ điện từ dùng thanh của
mình nâng bản của cần ngắt 12 dùng làm trụ chặn con lăn 11 của cần 8 lên.
Khi đó hệ thống các bộ phận 7, 8, 9 đảm bảo sự cố định tạm thời của trục “a”
trong thời gian trước đó được giải phóng.
Con lăn 6 do lực sinh ra trong chạc 18 dưới tác động của các lò xo tách
ra khỏi mép trên của cá 16 và tạo ra khả năng cho vòng 15 dịch chuyển từ vị
trí “đóng” về vị trí “ngắt” con lăn 6 rơi vào vị trí ban đầu (dưới) và khi đó hệ
thống các bộ phận 13, 7, 8, 9, 11 và 12 được “lên dây cót” đồng thời phục hồi
độ linh động của trục “a”.
Cơ cấu dẫn động đảm bảo tách một cách dễ dàng, do đó việc ngắt của
máy cắt có thể thực hiện được trên khoang đường đóng máy cắt tính từ khi
các mạch của máy cắt chập lại (Có tính đến trị số của khoảng cách nằm giữa
các tiếp điểm sẽ phải vượt qua khi chúng tiến lại gần nhau) đến trạng thái
dóng hoàn toàn của máy cắt.
Cho phép dòng điện chạy qua cuộn dây trong khoảng thời gian đến 10
giây.
6.3.3.3. Sơ đồ dẫn động cơ liên động chống “Nhảy”.
Nếu trong quá trình đóng mà bảo vệ tác động (Sau khi đóng các tiếp
điểm dập hồ quang của máy cắt) thì sẽ phát lệnh đến bộ điện từ ngắt. Khi đó
tiếp điểm KB2 (Trong mạch đóng) đã đóng từ trước được tách ra và tiếp điểm
KB2 đã được tách từ trước được đóng lại (Xem hình 3 – phụ lục). Như vậy
khi giữ khoá điều khiển ở vị trí “Đóng” xung đóng không đi vào cuộn dây của
công tắc tơ “p” mà đến bộ điện tự ngắt “ЭMO” và việc đóng máy cắt lại lần
thứ hai không xảy ra.
6.3.3.4. Việc đóng bằng tay trong thời gian không vận hành được thực
hiện bằng bộ nâng đặt giữa các chân đế của bộ dẫn động.
6.3.3.5. Để ngắt bằng tay bộ dẫn động có cơ cấu ngắt, khi quay tay quay
của cơ cấu này thì bản của cần ngắt được đẩy ra.
CÔNG TY CP NHIỆT ĐIỆN PHẢ LẠI
Mã số: QT-10-20
Ngày sửa đổi: /11/2009
QUY TRÌNH VẬN HÀNH
Mục:
Lần sửa đổi: Lần 03
MÁY CẮT DẦU BГM-20
Trang:
12 / 21
Ngày hiệu lực: /11/2009
6.4. Chỉ dẫn về các biện pháp an toàn
6.4.1. Khi lắp ráp, hiệu chỉnh, vận hành và sửa chữa máy cắt phải tuân
theo các quy định của kỹ thuật an toàn hiện hành.
6.4.2. Trên các bệ của máy cắt và của bộ dẫn động phải có các bu lông
và các sàn đặc biệt để tiếp điạ.
6.4.3. Trong thời gian vận hành máy cắt phải tuân theo các quy định sau:
6.4.3.1. Phía mặt hở của buồng phải được bọc bằng lưới cho phép quan
sát được trạng thái của máy cắt và tránh cho bộ phận vận hành không bị nguy
hiểm, bởi vì máy cắt có thể đang có điện.
Cửa của buồng phải luôn khoá. Cấm vào trong buồng khi máy cắt đang
có điện.
6.4.3.2. Khi máy cắt đang có tải nghiêm cấm thao tác đóng bằng tay.
6.4.3.3. Việc xem xét máy cắt chỉ được phép sau khi đã thực hiện toàn
bộ các quy định an toàn để làm việc trong các thiết bị phân phối có điện áp
cao hơn 1000V.
6.4.3.4. Trong thời gian đóng và ngắt máy cắt khi điều chỉnh bằng tay
(bằng kích) không cho phép đứng trên bệ của máy cắt hoặc đứng gần cơ cấu
hoặc xà ngang.
Khi kiểm tra máy cắt và bộ dẫn động bằng cách đóng và cắt bằng bộ dẫn
động, bộ phận làm việc phải ra hết khỏi buồng đặt máy cắt.
6.4.3. 5. Khi thử cao thế phải tuân theo các quy định về kỹ thuật an toàn
khi làm việc ở các thiết bị điện có điện áp cao hơn 1000V.
6.4.3.6. Trong suốt thời gian làm việc của máy cắt đã đóng không tải,
cần ngắt của bộ dẫn động phải được cố định bằng bu lông cố định, một đầu
vặn vào tấm vỏ bộ dẫn động, một đầu vặn vào cầu ngắt đến hết cỡ để loại trừ
khả năng vô ý ngắt máy cắt khi vướng vào tay cầm ngắt bằng tay của bộ dẫn
động. Trước khi bắt đầu làm việc trên máy cắt đã đóng phải kiểm tra để tin
chắc rằng cơ cấu dẫn động đã được cố định.
6.5. Chuẩn bị cho máy cắt làm việc và các đặc điểm trong vận hành
CÔNG TY CP NHIỆT ĐIỆN PHẢ LẠI
Mã số: QT-10-20
Ngày sửa đổi: /11/2009
QUY TRÌNH VẬN HÀNH
Mục:
Lần sửa đổi: Lần 03
MÁY CẮT DẦU BГM-20
Trang:
13 / 21
Ngày hiệu lực: /11/2009
6.5.1. Kiểm tra để tin chắc rằng cơ cấu của máy cắt đã được bôi trơn và
khi cần thiết phải bôi trơn các bề mặt cọ sát bằng mỡ dẻo.
6.5.2. Tiến hành xem xét bên ngoài máy cắt, kiểm tra độ bắt giữ chắc
chắn của các phần lắp ráp.
6.5.3. Kiểm tra để tin chắc rằng không có sự cọ sát trong cơ cấu của máy
cắt, của bộ dẫn động và của các tiếp điểm bằng cách đóng và ngắt thử vài lần
bằng kích.
6.5.4. Danh mục các dạng kiểm tra trạng thái kỹ thuật chính được ghi
trong bảng N02.
Bảng N02
Số tt
Tên gọi loại kiểm tra
Yêu cầu kỹ thuật
1
Xem đã có dầu mỡ bôi trơn
trong các phần cọ sát của
cơ cấu và trong các ổ dầu
của trục chính chưa
2
Ống chống phải được hãm trong mặt
Độ chắc chắn của cữ chặn
bích của bộ dẫn động. Bu lông của
giữa máy cắt và bộ dẫn
thanh chống bằng thép góc phải được
động
xiết chặt.
3
Trạng thái của các tiếp Các mối hàn bao không được bị đốt
điểm chính
cháy hoặc được lau sạch đến tận đồng
4
Trạng thái của các lá mỏng
của các tiếp điểm chính và
của các tấm đệm tiếp xúc
bằng thép
5
Đệm dầu phải được nạp bằng dầu
Mức dầu ở trong đệm dầu công nghiệp U-50A / dCT 20799 - 75
của cơ cấu
với số lượng (0÷5)Kg cho một đệm
(Khoảng 2% chiều cao của xi lanh)
Các lá mỏng không bị biến hình phần
dưới các tấm đệm bằng thép phải có
sự chuyển tiếp dầu sang mắt phẳng
của tiếp điểm bằng đồng
6.5.5. Khi phát lệnh đóng phải giữ khoá điều khiển ở vị trí “Đóng” đến
khi xuất hiện tín hiệu “Đã đóng” để tránh không đóng hết máy cắt.
CÔNG TY CP NHIỆT ĐIỆN PHẢ LẠI
Mã số: QT-10-20
Ngày sửa đổi: /11/2009
QUY TRÌNH VẬN HÀNH
Mục:
Lần sửa đổi: Lần 03
MÁY CẮT DẦU BГM-20
Trang:
14 / 21
Ngày hiệu lực: /11/2009
6.5.6. Bôi trơn tất cả các phần cọ sát của các cơ cấu của máy cắt và của
bộ dẫn động khi cần thiết, khi bị khô, khi mỡ bôi trơn bị bẩn và trong thời
gian kiểm tra. Phải bảo vệ các mặt phẳng mà các cá của bộ dẫn động ép sát
vào để không bị bẩn tắc và han (Mỡ bôi trơn không được chứa axit).
6.5.7. Trong thời gian vận hành phải theo dõi mức dầu trong các thùng.
6.5.8. Dầu đã quá thẫm màu do muội than và trở lên sánh hơn phải thay
thế tuy vậy, nếu độ cách điện của dầu không thấp hơn 30kV thì không cần
thiết phải thay dầu. Dầu để thử phải lấy từ lỗ xả dầu bằng cách mở nút một ít.
6.5.9. Không để cho bụi tích tụ trong buồng đặt máy cắt và bộ dẫn động.
Theo dõi độ ẩm của không khí xung quanh, đặc biệt chú ý khi nhiệt độ thay
đổi đột ngột để tránh hiện tượng tạo sương dẫn đến đánh thủng lớp cách điện
giữa các cực theo các thanh giằng.
6.6. Những hư hỏng thường gặp và các biện pháp khắc phục
6.6.1. Danh mục các hư hỏng thường gặp ghi trong bảng N03.
Bảng N03
Tên gọi của hư
hỏng, biểu hiện
bên ngoài và
các biểu hiện
phụ
1.
Máy
cắt
không đóng hút
(khi đóng không
có điện ở mạch
chính) bộ dẫn
động không hạ
xuống chốt.
Nguyên nhân
dự đoán
Thời gian phát xung
ra lệnh đóng bằng
khoá it, mạch của
cuộn dây đóng bị đứt
việc tách các tiếp
điểm KB xảy ra sớm
hơn so với việc đóng
các tiếp điểm KB3
(xem hình 3)
Biện pháp khắc phục
Điều chỉnh KB3 sao cho ở vị trí
đã đóng của bộ dẫn động
khoảng cách tách rời giữa tiếp
điểm chuyển động và tiếp điểm
tĩnh bằng (4÷5)mm. Nếu cần để
đảm bảo tách cụm tiếp điểm KB
chậm hơn, cho phép tăng góc
quay của trục cụm tiếp điểm đến
950 cũng như các tiếp điểm qua
vị trí đã đóng hoàn toàn. Việc
điều chỉnh được thực hiện bằng
cách vặn nơi cần truyền chủ
động từ trục bộ dẫn động đến
KB, nếu cần thì đồng thời điều
CÔNG TY CP NHIỆT ĐIỆN PHẢ LẠI
Mã số: QT-10-20
Ngày sửa đổi: /11/2009
QUY TRÌNH VẬN HÀNH
Mục:
Lần sửa đổi: Lần 03
MÁY CẮT DẦU BГM-20
Trang:
15 / 21
Ngày hiệu lực: /11/2009
chỉnh góc kẹt của cần trên trục
của các tiếp điểm và điều chỉnh
tương ứng độ dài của thanh kéo.
2. Tăng điện trở
của vòng dập hồ
quang lên quá
300MO
Các liên kết bu lông Xiết chặt các mối liên kết bằng
của vòng dập hồ bu lông tương ứng.
quang với đáy thùng,
với thùng và của nắp
thùng với các tiếp
điểm cố định bị hỏng
3. Hệ thống tiếp
điểm bị dừng
“Treo” trong vị
trí trung gian khi
ngắt bằng tay
ngoài thời gian
vận hành (bằng
kích) hoặc tốc
độ ngắt nhỏ.
Hệ thống tiếp điểm bị
cọ sát do:
- Bị lệch (Các thùng
không song song) do
việc lắp vào các thanh
cái không đúng gây ra
(Trong trường hợp
dùng các thanh cái
cứng).
Khắc phục độ lệch của các
thùng các lỗ trong các đầu ra
của các tiếp điểm của máy cắt
và trong các thanh cái phải trùng
nhau khi các bu lông đã được
rút ra (Để cho khi bắt giữ các
thanh cái vào thùng không sinh
ra tải trọng phụ từ phía các
thanh cái lên thùng của máy
cắt). Các mối liên kết bằng bu
lông phải xiết chặt.
- Các thùng bị lệch do
áp lực của bu lông
chống của các bộ tách
dầu lên dầm của
buồng quá lớn gây ra.
Vặn nới thêm bu lông chống để
giảm áp lực lên dầm đồng thời
kiểm tra độ lệch của thùng theo
dây dọi.
- Bộ dẫn động được
bắt giữ không chắc
chắn dẫn đến bị dịch
chuyển trong quá
trình vận hành.
Đặt bộ dẫn động sao cho các
thanh dẫn động của máy cắt và
của bộ dẫn động nằm trên một
mặt phẳng và xiết chặt liên kết
bu lông của bộ dẫn động.
- Tiếp điểm dập hồ Nới lỏng tiếp điểm dập hồ
quang và thanh dập quang. Dùng thanh tiếp điểm thả
hồ quang được căn qua nắp thùng để cân tâm tiếp
CÔNG TY CP NHIỆT ĐIỆN PHẢ LẠI
Mã số: QT-10-20
Ngày sửa đổi: /11/2009
QUY TRÌNH VẬN HÀNH
Mục:
Lần sửa đổi: Lần 03
MÁY CẮT DẦU BГM-20
Trang:
16 / 21
Ngày hiệu lực: /11/2009
tâm với nhau không điểm sau đó xiết chặt liên kết bu
tốt.
lông.
- Lắp bị lệch
Nới lỏng các bu lông xiết chặt
nắp với thùng, gõ nhẹ vào góc
để căn tâm và sau đó xiết chặt
lại các bu lông.
Thanh kéo liên kết bộ
dẫn động với máy cắt
bị điều chỉnh sai hoặc
cơ cấu bị mòn
Điều chỉnh thanh kéo sao cho
khi bộ dẫn động hạ xuống chốt
vì điện thế trên cáp đầu kẹp dây
của bộ dẫn động ở mức định
mức thì vị trí của cơ cấu của
máy cắt phải tương ứng với
dưỡng và khoảng cách của mép
dưới của các tiếp điểm động
phía trên đến vết cắt trên các
dao, phía trên bằng 80 ± 3mm
phải đo điện áp ở thời điểm
dòng điện đi trong cuộn dây của
bộ điện từ, nhưng trước đó phải
đấu vôn kế vào các đầu ra của
công tắc tơ (từ phía nguồn) để
giảm ảnh hưởng của độ ỳ của
vôn kế.
5. Tốc độ đóng Bộ dẫn động làm việc
thấp.
ở điện thế thấp hơn
điện thế cho phép do
việc đo điện áp trên
các đầu kẹp của bộ
điện từ không đúng.
Điện thế bị sụt, thiếu
trên các cáp dẫn.
Tăng điện thế của dòng điện
thao tác sao cho điện áp trên các
đầu kẹp dây của bộ điện từ đóng
của bộ dẫn động khi có dòng
điện chạy qua cuộn dây không
thấp hơn định mức.
6. Tốc độ ngắt Như ở điểm 3
nhỏ.
Như ở điểm 3
4. Không đóng
hết máy cắt khi
bộ dẫn động hạ
xuống chốt.
CÔNG TY CP NHIỆT ĐIỆN PHẢ LẠI
Mã số: QT-10-20
Ngày sửa đổi: /11/2009
QUY TRÌNH VẬN HÀNH
Mục:
Lần sửa đổi: Lần 03
MÁY CẮT DẦU BГM-20
Trang:
17 / 21
Ngày hiệu lực: /11/2009
7. Dầu từ ngăn
đệm bị bắn ra
ngoài.
Độ kín bị kém
8. Trục bị mài
mòn.
Trục không được bôi Điều chỉnh các gối đỡ và bôi
trơn vi phạm sự điều trơn trục
chỉnh của các gối trục.
9. Áp lực tiếp Không đủ độ nén
xúc của các tiếp
điểm
chính
không đủ.
Nếu cần thì thay thế vật chèn
kín và đổ thêm dầu.
Nén thêm các lò xo của các tiếp
điểm
10. Bộ dẫn động Thanh của lõi vô tình Vặn thanh ra một đoạn đảm bảo
không hạ xuống bị vặn thêm vào
kéo cơ cấu của bộ dẫn động qua
chốt
vị trí “ trên chốt” gần 2mm. Phải
hãm cẩn thận thanh ở vị trí này
11. Đứt mạch
cuộn dây công
tắc tơ trong quá
trình đóng của
bộ dẫn động
Sự liên hệ cơ học giữa
các tiếp điểm KB và
trục của bộ dẫn động,
giữa tiếp điểm KB3
và chốt được điều
chỉnh không tốt
Điều chỉnh lại các tiếp điểm sau
khi điều chỉnh không được co
đứt đoạn trong mạch của cuộn
dây của công tắc tơ trên toàn bộ
hành trình của lõi khi đóng bằng
kích đến khi hạ xuống chốt.
12. Vi phạm sự
điều chỉnh cơ
học của các công
tắc tơ KB1 trong
mạch của cuộn
dây ngắt.
Sự liên hệ cơ học giữa
trục của bộ dẫn động
và tiếp điểm KB1 bị
điều chỉnh sai
Điều chỉnh thanh kéo KB1 sao
cho ở vị trí đã đóng của máy cắt
KB1 được chập hoàn toàn, còn
ở vị trí đã cắt của máy cắt
khoảng hở giữa tiếp điểm
chuyển và tiếp điểm bất động
KB1 không ít hơn 4mm.
13. Khi ấn nút Sự bắt giữ của các Xiết chặt thêm, làm vệ sinh và
đóng công tắc tơ tiếp điểm bất động bị nếu cần thì uốn cong các tiếp
không làm việc. yếu đi, các tiếp điểm điểm bất động.
của liên động KB2 bị
chạy quá do bị
“Nhảy”.
7. HỒ SƠ LƯU
CÔNG TY CP NHIỆT ĐIỆN PHẢ LẠI
Mã số: QT-10-20
Ngày sửa đổi: /11/2009
QUY TRÌNH VẬN HÀNH
Mục:
Lần sửa đổi: Lần 03
MÁY CẮT DẦU BГM-20
Trang:
18 / 21
Ngày hiệu lực: /11/2009
(Không áp dụng)
8. PHỤ LỤC
8.1. Hình vẽ buồng thổi cắt ngang và đối diện của máy cắt dầu BГM
1-
Túi dầu
3, 8- Vách ngăn
10, 11-
Các rãnh thổi
CÔNG TY CP NHIỆT ĐIỆN PHẢ LẠI
Mã số: QT-10-20
Ngày sửa đổi: /11/2009
QUY TRÌNH VẬN HÀNH
Mục:
Lần sửa đổi: Lần 03
MÁY CẮT DẦU BГM-20
Trang:
2, 5, 6, 7- Đĩa
4, 9- Rãnh xả
19 / 21
12-
Ngày hiệu lực: /11/2009
Dung tích đệm
8.2. Bản vẽ vòng dẫn điện dập hồ quang
8.2.1. Bản vẽ vòng dẫn điện dập hồ quang ở trang thái đã đóng.
1
Tiếp điểm của bình
6
Tiếp điểm dập hồ quang
2
Dao
7
Thanh dập hồ quang
3
Nắp
8
Thanh cái
4
Hộp
9
Các lá dập tia lửa
5
Thành bình
CÔNG TY CP NHIỆT ĐIỆN PHẢ LẠI
Mã số: QT-10-20
Ngày sửa đổi: /11/2009
QUY TRÌNH VẬN HÀNH
Mục:
Lần sửa đổi: Lần 03
MÁY CẮT DẦU BГM-20
Trang:
20 / 21
Ngày hiệu lực: /11/2009
8.2.2. Bản vẽ vòng dẫn điện dập hồ quang ở thời điểm ngắt.
CÔNG TY CP NHIỆT ĐIỆN PHẢ LẠI
Mã số: QT-10-20
Ngày sửa đổi: /11/2009
QUY TRÌNH VẬN HÀNH
Mục:
Lần sửa đổi: Lần 03
MÁY CẮT DẦU BГM-20
Trang:
21 / 21
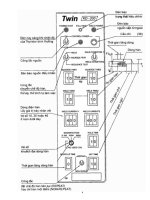
8.3. Sơ đồ nguyên lý điều khiẻn bộ dẫn động điện từ
Ngày hiệu lực: /11/2009