Thiết kế máy đập 2 trục sản xuất gạch roller crusher (thuyết minh+bản vẽ)
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (669.12 KB, 32 trang )
Máy cán trục thô
Mở đầu:
Trong thời đại hiện nay,con người đã phát triển rất nhiều loại vật liệu xây dựng tiên
tiến để xây dựng những công trình có tầm cỡ lớn.Tuy nhiên gạch xây dựng vẫn là 1 vật
liệu xây dựng quan trọng trong các công trình vừa và nhỏ đặc biệt đối với những nước
đang phát triển.Gạch xây dựng có nhiều loại:
- Gạch ống các loại : ống 9 x 19, ống 9 x 19 (nửa), ống 8 x 18, ống 8 x 18 (nửa), ống
7,5 x 17, ống 7,5 x 17 (nửa)
- Gạch thẻ các loại : thẻ 9 x19, thẻ 8 x18, thẻ 7,5 x17, gạch cẩn, gạch tàu 20 x 20,
gạch tàu 30 x 30 .
Tất cả đều có điểm chung là được làm từ nguyên liệu chính là đất sét ,và có cùng qui
trình công nghệ sản xuất với các loại máy đập nghiền và tạo hình.
Trong qui mô đề tài này ,chúng ta đề cập chính đến 1 loại máy đập nghiền nằm trong qui
trình sản xuất gạch ống 4 lỗ (lấy kích thước 9 x 9 x 19) đó là máy Cán trục thô dùng để
cán đất sét với qui mô dùng cho nhà máy sản xuất gạch 30 triệu viên / năm.
Gạch 2 lỗ (gạch thẻ)
Gạch 4 lỗ (gạch ống)
Máy cán trục
-1-
Máy cán trục thô
Chương 1 :CÁC LÝ THUYẾT VỀ QUÁ TRÌNH ĐẬP NGHIỀN
I./ KHÁI NIỆM CHUNG VỀ QUÁ TRÌNH NGHIỀN
1) Khái niệm : nghiền là quá trình làm giảm kích thước hạt từ kích thước ban đầu
đến kích thước sử dụng. Theo yêu cầu của công nghệ, hạt vật liệu thường phải
qua nhiều công đoạn nghiền kế tiếp nhau như sản xuất ximăng, sản xuất vật liệu
chịu lửa samốt…
2) Mục đích : giảm kích thước hạt, làm tăng hoạt tính phản ứng của chất rắn, giúp
phân tách các tạp chất bằng các phương pháp cơ học, giảm khối lượng riêng xốp
để vận chuyển dễ dàng hơn.
3) Phân loại : tùy theo độ lớn của sản phẩm nghiền người ta phân biệt quá trình
nghiền hạt và nghiền bột thành các loại sau :
Nghiền hạt :
Thô : 100 ÷350 mm
Vừa : 40 ÷ 100 mm
Nhỏ : 5 ÷ 40 mm
Nghiền bột :
Thô : 5 ÷0,1 mm
Mịn : 0,1 ÷ 0,05 mm
Siêu mịn : <0,05 mm
4) Năng lượng tiêu tốn trong quá trình nghiền không chỉ phụ thuộc vào lực tác
động, kết cấu máy và các cơ cấu truyền động mà còn phụ thuộc vào tính chất cơ
lí của vật liệu đem nghiền như độ cứng, độ ẩm, tính chất bề mặt. Năng lượng
tiêu tốn này dùng để khắc phục các lực liên kết giữa các phần tử của vật liệu đem
nghiền, lực ma sát giữa các vật liệu với nhau, giữa vật liệu với các cơ cấu nghiền
và ma sát giữa các bộ phận chuyển động trong máy.
5) Mức độ đập nghiền :
_ “Mức độ đập nghiền là tỉ số kích thước hạt hoặc nhóm hạt, hoặc hỗn hợp
các nhóm hạt vật liệu trước và sau đập nghiền”.
_ Đối với một hạt vật liệu:
i=
Dtb
dtb
_ Đối với một nhóm hạt vật liệu :
Dtbhh
i = hh
dtb
_ Đối với hỗn hợp nhiều nhóm hạt vật liệu :
Dtbn
i= n
dtb
_ Mức độ đập nghiền phụ thuộc vào tính chất cơ lí của vật liệu, kích thước
hạt và kết cấu máy.
-2-
Máy cán trục thô
6) Hệ số khả năng đập nghiền của vật liệu :
- Biết độ bền và độ cứng cho phép ta xác định lực đập cần thiết, nhưng chưa
đủ để đánh giá khả năng đập nghiền. Nếu hai loại vật liệu có độ bền nén như
nhau, loại dòn hơn sẽ dễ đập nghiền hơn (với cùng một lực tác động). Do đó,
để đánh giá khả năng đập nghiền người ta dùng hệ số khả năng đập nghiền.
- “Hệ số khả năng đập nghiền là tỉ số giữa năng lượng tiêu tốn riêng khi đập
nghiền vật liệu chuẩn và loại vật liệu khác với cùng mức độ và trạng thái đập
nghiền”
- Hệ số này càng lớn vật liệu càng dễ đập nghiền.
7)
Tiêu chuẩn của quá trình nghiền :
Một máy nghiền lí tưởng phải đáp ứng các yêu cầu sau :
- Có năng suất lớn.
- Năng lượng tiêu tốn cho một đơn vị sản phẩm là nhỏ.
- Sản phẩm của quá trình có kích thước đồng đều hoặc sự phân phối kích
thước như mong muốn. Phương pháp thông thường để nghiên cứu sự hoạt
động của máy nghiền là thiết lập một quá trình lí tưởng làm chuẩn, sau đó so
sánh các đặc trưng của quá trình thực với quá trình lí tưởng và giải thích sự
khác biệt của hai quá trình. Khi áp dụng phương pháp trên, sự tương phản giữa
hai quá trình thực tế và lí tưởng là rất lớn và không giải thích được dù là bằng
lí thuyết.
8)
Đặc trưng của sản phẩm nghiền :
- Mục đích của quá trình nghiền là tạo ra những hạt vật liệu nhỏ từ cục vật
liệu ban đầu to hơn và quá trình sản xuất cần hạt vật liệu có kích thước nhỏ.
Một máy nghiền không cho sản phẩm đồng nhất dù nhập liệu có đồng nhất hay
không, sản phẩm luôn là một hỗn hợp có kích thước nằm trong một khoảng xác
định. Đặc biệt có một vài máy nghiền được thiết kế khống chế được kích thước
của các hạt mịn.
- Hạt nhỏ nhất của sản phẩm nghiền có thể so sánh với kích thước của một
tinh thể, đó là đơn vị nhỏ nhất của vật liệu có thể tồn tại dưới một tinh thể độc
lập. Do sự thay đổi kích thước trong một khoảng rộng nên ta thường sử dụng
kích thước trung bình.
- Kích thước trung bình của cục vật liệu được tính theo một trong các công
thức sau :
Trung bình cộng :
Dtb =
a +b +c
3
Trung bình nhân :
Dtb = 3 a.b.c
Trong đó : a ,b ,c là chiều dài, chiều rộng, chiều cao lớn nhất của cục vật liệu
đó theo 3 phương vuông góc nhau.
- Kích thước trung bình của một nhóm hạt :
Dtb n =
Dmax + Dmin
2
-3-
Máy cán trục thô
Trong đó Dmax , Dmin là kích thước hạt vật liệu lớn nhất và bé nhất trong nhóm.
- Kích thước trung bình của hỗn hợp nhiều nhóm hạt vật liệu:
n
Dtb
hh
D a + Dtb a2 + ..... + Dtb an
= tb 1
=
a1 + a2 + ..... + an
n1
n2
nn
∑D
ni
tb
.ai
1
n
∑a
i
1
n
n
n
Trong đó Dtb , Dtb ,..., Dtb : kích thước tung bình của nhóm i.
a1 , a2 ,...., an :% trọng lượng của nhóm 1, nhóm 2, …, nhóm n trong
hỗn hợp.
1
an =
2
n
gn
G
g n : trọng lượng phần vật liệu có kích thước d ntb
G : trọng lượng hỗn hợp vật liệu
II /CÁC THUYẾT VỀ NGHIỀN :
1) Thuyết diện tích bề mặt của P.R.Rittinger :
- Thuyết này được phát biểu :” Công tiêu hao trong quá trình đập nghiền tỉ lệ
với diện tích bề mặt mới sinh hay mức độ đập nghiền “.
- Giả thuyết cục vật liệu đem nghiền hình lập phương có : kích thước ban đầu
D, kích thước sản phẩm (cũng dạng khối lập phương ) sau nghiền d.
_
D
d
- Trước nghiền : F0 = 6D2
- Sau nghiền : F = 6d2i3
,
với i=
D
d
Vậy F = 6iD2
- Diện tích bề mặt mới sinh : ∆ F = F0 – F = 6D2 (i– 1)
Khi i → ∞
,i-1 ≈ i
2
Vậy F = 6iD
- Gọi a ( J/cm2) : năng lượng tiêu hao riêng
- Năng lượng tiu hao chung (cơng) : A = a.F = 6aiD2 (J) thực tế hạt vật liệu
không có dạng khối lập phương lý tưởng như trên mà có thể có hình dạng bất
-4-
Máy cán trục thô
kì. Do đó, ta bổ sung thêm hệ số k (phụ thuộc hình dạng v kích thước hạt vật
liệu).
A = 6akD2(i-1) , với k = 1,2 ÷ 1,7
- Năng lượng tiu hao trên một đơn vị thể tích :
AV =
A
1
1
- )
3 = 6ak (
d
D
D
- Năng lượng tiêu hao trên một đơn vị khối lượng :
Am =
A
6ak 1
1
=
( - )
ρ
ρ
d
D
Thuyết này chỉ xét tới công tiêu hao tạo bề mặt mới sinh mà chưa xét quá trình
biến dạng cục vật liệu khi nghiền.
2) Thuyết thể tích :
- Nội dung : “Công tiêu hao cho quá trình đập nghiền chính là công nội lực
đàn hồi với tỉ lệ với thể tích (hay độ giảm thể tíc ) của vật liệu đem đập
nghiền”.
σ∆
σ 2 ( D3 − d 3 )
A=
=
, với σ : giới hạn bền chịu nn
2E
2E
E : modul đn hồi
∆ V : độ biến đổi thể tích
⇒
σ 2 D3
A0 =
2E
A0
σ2
=
: năng lượng tiêu hao riêng trong một đơn vị thể tích.
D3
2E
lg i
σ 2 D 3 3 lg i
⇒ A=
n=3
.
lg iV
2 E lg iV
σ 2 D3
iV = 2
.lgi
E
- Thuyết này chỉ xét tới năng lượng tiêu tốn cho quá trình biến dạng đàn hồivà
sau đó là biến dạng dẻo mà hoàn toàn không tính tới năng lương tạo bề mặt
mới sinh.
- Ta thấy mỗi thuyết chỉ phản ánh một phần của quá trình phức tạp khi đập
nghiền. Công thức tính công cũng rất khác nhau tỉ lệ với bình phương kích
thước cục vật liệu (thuyết diện tích) và lập phương giá trị đó (thuyết thể tích).
Nói chung hai thuyết đó bổ sung cho nhau. Năng lượng nghiền phải là tổng
cộng hai năng lượng : năng lượng để biến dạng và để tạo thành bề mặt mới.
- Vậy A = α∆F + β∆V ,với α :năng lượng tiêu hao riêng cho một đơn vị bề
mặt
∆F :Độ thay đổi diên tích bề mặt mới sinh
β :Năng lượng tiêu hao riêng cho mộ tđơn vịthểtích
∆V :Độ thay đổi thể tích
⇒ Amax = 5
-5-
Máy cán trục thô
3) Thuyết của Bond :
- Năng lượng tiêu hao trong quá trình đập nghiền tỉ lệ với trung bình nhân của
thể tích và diện tích bề mặt.
3
A = k VF , với V = k1 D
2
F = k2 D
⇒ A = k k1 k 2 D 5 = kB D 2.5
4) Số cục vật liệu =
G
G
2,5
3 ⇒ A = kB D
ρD
ρD 3
Tóm lại : đập nghiền một cục vật liệu với mức độ đập nghiền xác định có thể
viết :
dA = - kQ
dD
, với k : hệ số tỉ lệ
Dn
Q : công suất máy
Rittinger :A = kR D
2,5
Bond : A = kB D
Thuyết thể tích : A = kK D 3
Các công thức trên chỉ xác định giá trị tương đối của công A.
2
Chương 2 :NGUYÊN LIỆU VÀ QUI TRÌNH SẢN
XUẤT GẠCH XÂY DỰNG
I / Nguyên liệu đất sét:
1) Khái niệm :
- Nguyên liệu cơ bản của công nghệ silicat là đất sét. Đất sét là tên chung chỉ
loại nguyên liệu đất chứa các nhóm khoáng alumo-silicate ngậm nước có cấu
trúc lớp (còn gọi là khoáng sét) với độ phân tán cao, trộn với nước có tính dẻo,
khi nung tạo sản phẩm kết khối rắn chắc.
- Các khoáng chính thường có trong khoáng đất sét :
Khoáng Caolinhit : Al2(Si2O5)(OH)4
Khoáng Halloysit : Al2(Si2O5)(OH)4.2H2O
Khoáng Montmorillonit : Al1.67 { ( Na, Mg ) 0.33 } (Si2O5)2(OH)
Khoáng Pirophilit : Al2(Si2O5)(OH)2
Khoáng Illit :Al2-xMgxK1-x-y(Si1,5yAl0,5+yO5)2(OH)2
- Đất sét là nguồn nguyên liệu cung cấp đồng thời Al2O3 và SiO2. Ngoài ra,
trong thành phần luôn có lẫn cát, đá vôi, tràng thạch và các tạp chất khác. Nhờ
tính dẻo và độ phân tán cao, đất sét có vai trò đặc biệt quan trọng khi tạo hình
vật liệu silicat. Thành phần hóa , thành phần khoáng và do đó có tính chất vật lí
và khả năng tham gia phản ứng của các loại đất sét là rất khác nhau.
- Vì những đặc tính trên, đất sét mang những tên gọi khác nhau. Trong nhiều
trường hợp tên các loại đất được gọi là tên khoáng chính trong thành phần của
-6-
Máy cán trục thô
nó. Ví dụ : Caolanh (khoáng chính là Caolinhit), Pirophilite (khoáng chính là
Pirophilit), Bentonit (khoáng chính là Montmorillonit)…
2) Giải thích tính dẻo của đất sét :
Theo quan điểm cấu trúc khoáng :
- Đất sét có tính dẻo khi trong thành phần chứa những khoáng có tính dẻo. Ví
dụ : khoáng Montmorillonit và Halloysit có lớp nước nằm giữa các lớp cấu
trúc, do đó làm giảm lực liên kết giữa các lớp cấu trúc. Các lớp cấu trúc có thể
trượt đi một khoảng nhất định mà cấu trúc cơ bản không bị phá vỡ, nhờ vậy
Montmorillonit và Halloysit có tính dẻo.
- Trong Caolinhit lực liên kết OH- và O2-giữa các lớp là lực liên kết hydro
khá bền, do đó, khoáng Caolinhit là loại khoáng không có tính trương nở và
không có tính dẻo.
- Bentonit là loại đất sét có thành phần khoáng chính là Montmorillonit với
cỡ hạt rất mịn (cỡ hạt <0,1 µ m chiếm hơn 60%) do đó rất dẻo. Phối liệu dùng
nhiều đất sét Bentonit có tính dẻo cao, khả năng phản ứng lớn, tương đối dễ
tạo hình nhưng độ co rút khi sấy lớn, dễ bị biến dạng khi sấy. Với Bentonit chỉ
dùng rất ít (3-4%) trong phối liệu mộc đủ tạo dẻo.
- Caolanh có thành phần khoáng chính là Caolinhit nên kém dẻo. Thực tế, cao
lanh nguyên liệu vẫn có tính dẻo dù kém do trong nguyên liệu luôn lẫn khoáng
có tính dẻo (Halloysit), hoặc do sự có mặt của hạt có kích thước rất mịn.
- Pirophillite là tên đất sét với thành phần khoáng chính là Pirophyllite thường
xếp vào nhóm hoạt thạch do sự thay thế đồng hình trong cấu trúc Al 3+ bị thế
bởi Mg2+.
- Theo quan điểm kích thước hạt :
- Về mặt vật lý tính dẻo của đất sét được giải thích do ảnh hưởng của kích
thước hạt. Hạt đất sét có kích thước rất nhỏ (độ phân tán cao) hệ keo. Do tương
tác đặc biệt trong liên kết của hệ keo đất sét – nước, nước có khả năng tạo lớp
vỏ mỏng khá bền quanh hạt keo đất sét. Sự trượt lên nhau giữa lớp vỏ nước
này tạo cho lớp đất sét có tính dẻo. Trong trường hợp này, kích thước đóng vai
trò quyết định tính dẻo của đất sét.
- Đất sét thông thường có thể có 20-50% khối lượng hạt bé hơn 2 µ m. Độ
phân tán hay cỡ hạt của đất sét là một thông số công nghệ quan trọng đánh giá
chất lượng đất sét. Do vậy tồn tại quan điểm định nghĩa đất sét theo quan điểm
kích thước hạt (đất sét là loại đất mà các hạt bé hơn 2 µ m chiếm 60% trở lên).
- Người ta cũng có thể gọi đất sét theo công dụng chính của nó.Ví dụ : đất sét
trắng, đất sét chịu lửa, đất sét làm gốm thô, đất sét làm gạch, sành, sứ…Thành
phần hóa trong đất sét thường : SiO2 (43-56%) ; Al2O3 (30-38%) ;Fe2O3(0,11,5%) ;MKN(10-15%)
- Thành phần hóa là một chỉ số đánh giá chất lượng hay khả năng ứng dụng
của đất sét. Thường hàm lượng Al2O3 càng cao càng tốt (tối đa 39%). Hàm
lượng SiO2 cao thường do lẫn nhiều cát, sự có mặt nhiều oxit kiềm liên quan
tới tràng thạch và hàm lượng Fe2O3 cao làm giảm tính chịu lửa.
-7-
Máy cán trục thô
II / Qui trình sản xuất gạch :
Đất sét được khai thác tại mỏ và vận chuyển về cơ sở sản xuất, đổ vào bãi chứa đất.
Đất ở bãi chứa được máy ủi san đều từng lớp dày từ 0,6-0,8m. Sau đó đất được gom
thành đống cao 5-7m. Trong suốt cả quá trình đất được tưới nước, ngâm ủ để thúc đẩy
nhanh quá trình phong hoá của đất. Sau thời gian ngâm ủ, phong hoá khoảng 4 tháng đất
được đưa vào nhà chứa đất. Lượng đất chứa trong kho đảm bảo sản xuất khoảng 5
ngày.Sáu đó được nhào trộn bằng máy nghiền bánh xe.Tiếp theo máy ủi sẽ cấp đất vào
máy cấp liệu thùng. Tại máy cấp liệu thùng nhờ hệ thống dao chém và băng tải đất được
cắt nhỏ và rải đều vào băng tải cao su, sau đó đất được chuyển vào máy cán thô. Máy cán
thô có khe hở giữa hai quả cán từ 10 mm quay với tốc độ khác nhau sẽ nghiền nhỏ và phá
vỡ cấu trúc ban đầu của đất sét. Qua phễu rót, đất được chuyển xuống máy cán mịn, khe
hở của hai trục cán từ 2-3mm. Tại đây đất được chà sát và nghiền nhỏ triệt để rồi rơi
xuống băng tải để chuyển sang máy nhào hai trục có lưới. Máy nhào với các cánh sẽ làm
đồng đều than và đất, đồng thời hệ thống ruột gà sẽ ép đất qua các tấm thép có lỗ Φ40 tạo
thành các thỏi đất có độ dẻo cao. Đất tiếp tục được đưa xuống máy ép đùn liên liên hợp
có hút chân không. Đất ra khỏi máy ép đùn dưới dạng dải băng liên tục. Máy cắt gạch tự
động sẽ cắt băng đất thành các viên gạch mộc có kích thước quy định. Các phần đất thừa
được thu hồi và đưa vào sản xuất lại. Gạch mộc chạy qua băng tải của máy cắt sang bàn
chứa gạch. Người công nhân sẽ xếp chúng lên xe đẩy và chuyển ra sân phơi tự nhiên.
Gạch mộc phơi trên sân cáng có mái tre hoặc không có mái che. Nhà có mái che với
kết cấu thích hợp để tận dụng tối đa nguồn năng lượng mặt trời, và đảm bảo khả năng
thông thoáng. Sau 6-7 ngày phơi gạch trong nhà, độ ẩm của gạch mộc sẽ giảm từ 18-25%
xuống còn khoảng 10%. Gạch có độ ẩm đạt yêu cầu sẽ được xếp lên vận thăng hoặc tập
kết vào kho hoặc được vận chuyển vào lò sấy.
-8-
Máy cán trục thô
-9-
Máy cán trục thô
2
BẢNG CÂN BẰNG VẬT CHẤT
(Nhà máy sản xuất gạch năng suất 30 triệu viên /năm)
Công đoạn hao hụt
Độ ẩm
Khối
Khối
đầu ra
đầu vào
lượng khô lượng ẩm
(%)
(%)
(Kg)
(Kg)
Thành
0
0
42.000.000 42.000.000
phẩm
Kiểm tra
2
0
42.857.143 42.857.143
3
Nung
5
6
47.487.138 50.518.232 32.223.415
4
1,5
10
48.210.292 54.784.423 32.714.127
0,5
25
48.452.554 64.603.405 32.878.519
6
Sấy cưỡng
bức
Sấy tự
nhiên
Máy cắt
0,1
25
48.501.056 64.668.075 32.911.431
7
Tạo hình
0,5
25
48.744.780 64.993.040 33.076.815
8
Ủ
0,2
25
48.842.464 65.450.145 \
STT
1
5
9
Số lượng
(viên/năm)
30.000.000
30.612.245
Nghiền
0,3
25
48.989.432 65.188.605 \
mịn
10
Nghiền thô 0,2
25
49.087.607 65.450.145 \
11
Nhào
0
25
49.087.607 65.450.145 \
trộn(nghiền
bánh xe)
Chú ý: Gạch kích thước .190 x 90 x 90
khối lương 1,4 kg/viên. (độ ẩm 0%)
1 ngày làm 3 ca cho lò nung
2 ca cho các máy đập nghiền.
1 ca 8 tiếng.
1 năm làm 300 ngày.
Lấy số lượng viên gạch làm đơn vị tính tương đương.(kể cả những công đoạn đầu ra
không phải là gạch)
Công thức tính
B=A /(1-x%)
B số lượng gạch qui ra tương đương của công đoạn truớc
A số lượng gạch qui ra tương đương của công đoạn sau
x% % hao hụt đầu vào.
MKN : đất sét làm gạch =5%
Khối lượng 1 viên gạch khô truớc khi nung:
Mk=(1,4+1,4 x MKN /(1-MKN))=1,47368kg
- 10 -
Máy cán trục thô
Khối lượng ẩm :
Ma= (Mk x W /(1- W)) x n
W: độ ẩm nguyên liệu N: số viên gạch qui ra tương đương.
Vậy khối lượng nguyên liệu trong giai đoạn cán thô cần dùng là : 65.450.145 kg /năm
Khối lượng riêng = 2500 kg /m3
Khối lượng riêng xốp 1800kg /m3
Năng suất của máy cán là : Q =
65450145
= 7,57 (m3/h)
300.8.2.1800
Vậy năng suất của máy là 7,57 m3/h
Chương 3 : CÁC LOẠI MÁY ĐẬP NGHIỀN VÀ MÁY
CÁN TRỤC
I./
PHÂN LOẠI MÁY NGHIỀN :
1) Các phương pháp nghiền cơ bản :
Hiện nay các phương pháp sau thường sử dụng cho máy nghiền :
a) Ép vỡ : cục vật liệu bị phá vỡ khi hai mặt nghiền tiến sát vào nhau tạo ra
lực ép có ứng suất vượt quá giới hạn bền nén.
b) Tách vỡ : xảy ra khi trên mặt nghiền có các gân nhọn.
c) Uốn vỡ : hạt làm việc như một dầm kê trên gối đỡ và bị bẽ gãy bằng lực tập
trung ở giữa.
d) Miết vỡ : xảy ra khi hai mặt nghiền trượt tương đối nhau, lớp mặt ngoài của
cục vật liệu bị biến dạng và bị tách ra do ứng suất tiếp vượt quá giới hạn
bền.
e) Đập vỡ : cục vật liệu bị tải trọng va đập tác động. Trong cục vật liệu xuất
hiện đồng thời các biến dạng khác nhau.
- 11 -
Máy cán trục thô
Thông thường trong máy nghiền, người ta có thể kết hợp các phương pháp trên
tùy thuộc vào tính chất cơ lí và độ lớn của vật liệu đem nghiền.
2) Phân loại chung máy nghiền :
Theo kích thước sản phẩm nghiền, máy nghiền được phân thành máy nghiền
vỡ và máy nghiền bột.
Máy nghiền vỡ :
Theo cấu tạo và nguyên tắc làm việc, máy nghiền vỡ được phân thành các loại
máy sau:
- Máy nghiền má : (a, b) bộ phận làm việc là hai má nghiền. Hạt vật liệu bị
phá vỡ do tác dụng ép, uốn và miết vỡ cục bộ khi hai má nghiền tiến sát vào
nhau.
- Máy nghiền nón : (c, d) bộ phận làm việc là hai nón nghiền, trong đó nón
bên trong có chuyển động lệch tâm so với nón ngoài. Hạt vật liệu nằm trong
khoang nghiền bị phá vỡ đồng thời cả ép, uốn và miết vỡ cục bộ.
- Máy nghiền trục :(e)bộ phận làm việc gồm hai trục nghiền quay ngược chiều
nhau. Vật liệu nghiền được nạp vào giữa hai trục và bị ép vỡ. Khi hai trục quay
có tốc độ khác nhau hạt vật liệu còn bị nghiền do miết vỡ.
- Máy nghiền va đập : theo cấu tạo phân thành máy nghiền búa (g) và máy
nghiền roto. Máy nghiền búa, quả búa được nối với trục roto quay bằng khớp
xoay, cục vật liệu bị phá vỡ do tác dụng va đập và miết vỡ của đầu búa. Ở máy
nghiền roto, đầu va đập ghép cứng với trục qua . Cục vật liệu bị phá hủy do tác
động va đập của đầu búa , của tấm chắn và va đập giữa các cục vật liệu với
nhau.
Máy nghiền bột :
Theo nguyên tắc làm việc phân thành các loại sau :
- Máy nghiền bi : (a, b) bộ phận chủ yếu là một tang trống quay (a) hoặc
rung (b). Trong tang trống có chứa các cục thép hình cầu hoặc hình trụ. Vật
liệu được nghiền mịn do tác dụng va đập của các viên bi thép nghiền và do
miết vỡ giữa các hạt vật liệu với nhau hoặc giữa các hạt vật liệu với các tấm lót
trong tang nghiền. Máy được dùng trong các nhà máy xi măng để nghiền nhỏ
và nghiền bột clinke.
- Máy xay lắc : ở loại máy này vật liệu bị ép vỡ và miết vỡ giữa con lăn
và thành bên của nồi nghiền (c). Con lăn hình trụ được ghép với trục quay
đứng qua cần lắc và khớp quay.
- Máy nghiền bột va đập : bộ phận va đập là đầu búa. Đầu búa được
ghép cứng hoặc ghép xoay với trục quay (d). Vật liệu được nghiền mịn do va
đập của đẩu búa quay tốc độ cao. Bột mịn có kích thước xác định được cuốn
lên cao và thổi ra khỏi buồng nghiền nhờ tác động của dòng khí có tốc độ
thích hợp.
- 12 -
Máy cán trục thô
3) Phân loại máy nghiền trục, công dụng, nguyên lí làm việc, ưu nhược điểm :
Nguyên lí :
_ Máy nghiền trục chủ yếu dùng để nghiền vừa và nhỏ các vật liệu có độ bền
trung bình ( σ ≤ 150MN/m2) (khi này bề măt trục nhẵn hoặc có gờ) và các
vật liệu kém bền ( σ u ≤ 80MN/m2) (bề mặt trục nghiền có răng hoặc vấu).
- Bộ phận làm việc của máy nghiền trục là những trục nghiền hình trụ đặt
nằm ngang và quay tròn. Các trục này quay ngược chiều nhau. Hạt vật liệu
được nạp vào giữa các trục nghiền và bị ép vỡ bởi chính các trục nghiền quay
tròn đó.
- Sự nghiền vật liệu đối với máy nghiền có trục nhẵn chủ yếu do lực ép, và
một phần do chà xát, còn máy nghiền có trục gân hoặc trục răng thì chủ yếu là
do lực bổ.
Máy nghiền trục được phân thành các loại sau :
- Theo số lượng trục : máy nghiền một trục, hai trục và bốn trục. Máy nghiền
hai trục được sử dụng rộng rãi nhất.
- Theo trạng thái bề mặt trục : mặt trục nhẵn, có gân, có vấu hoặc có răng.
Cùng kích thước trục nghiền , loại trục gân ( hoặc có vấu) nghiền được các hạt
nghiền có kích thước lớn hơn so với trục nhẵn.
- Theo tốc độ quay :các trục quay đồng tốc và khác tốc. Khi hai trục quay
khác tốc độ, quá trình miết vỡ được tăng cường.
- Theo khả năng di động của trục : hai trục nghiền cố định, hai trục di động
hoặc một trục cố định một trục di động . Tính di động của trục đảm bảo tính an
toàn cho máy khi gặp phải vật không nghiền được. Khi đó hai trục bị đẩy tách
ra để hạt không nghiền được thoát ra ngoài tránh cho máy khỏi bị hỏng. Máy
nghiền có hai trục di động làm việc êm do các lực quán tính ngang tự khử nhau
vì có chiều ngược nhau.
- Theo dẫn động : máy có dẫn động chung và dẫn động riêng.
- Ngoài chức năng nghiền, một số máy nghiền trục có cấu tạo đặc biệt có thể
tách đá hoặc nghiền đá lẫn trong đất sét.
Một số cấu tạo máy nghiền trục :
- Máy nghiền trục có các gối đỡ trục cố định, loại này có cấu tạo đơn giản
nhưng làm việc không an toàn khi khe hở giữa hai trục có vật quá cứng lọt vào
hoặc là khi máy bị quá tải.
- 13 -
Máy cán trục thô
- Máy nghiền trục có một trục có gối đỡ di động, loại này làm việc an toàn
đồng thời cấu tạo của máy cũng không phức tạp lắm, do đó nó được dùng rộng
rãi.
- Máy nghiền trục mà cả hai trục đều có gối đỡ di động, loại này làm việc an
toàn khi máy quá tải nhưng có cấu tạo phức tạp, do đó cũng ít được dùng.
Ưu, nhược điểm máy nghiền trục :
_ Ưu điểm máy nghiền trục là : có cấu tạo đơn giản và gọn, trọng lượng bé,
làm việc êm, giá thành không cao.
_ Nhược điểm là chỉ có khả năng nghiền các vật liệu có độ bền không cao, bề
mặt trục nghiền mau bị mài mòn.
Với những ưu điểm và nhược điểm trên ta sẽ chọn máy cán trục có 1 trục có
gối đỡ di động vì tình năng làm việc hiệu quả an toàn và cấu tạo tương đối đơn
giản.Đồng thời vì mục đích dùng cán đất sét nên ta chọn loại máy có trục cán
nhẵn.
- 14 -
Máy cán trục thô
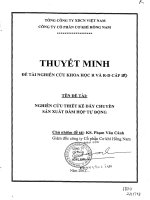
4) Cấu tạo máy nghiền trục có bề mặt nhẵn :
- Trục đập 3 và 7 được lồng vào 2 trục truyền động 12 và 13. Trục 12 lắp vào
hai gối cố định 8, còn trục 13 được lắp vào hai gối di động 6. Trên một đầu của
hai trục 12 và 13 được lắp vào hai bánh răng ăn khớp nhau, còn đầu kia của
trục 13 được lắp bánh đai 2 liên hệ với động cơ điện bằng các dây đai. Các
miếng đệm 10 nằm giữa hai gối cố định và di động có nhiệm vụ điều chỉnh khe
hở giữa hai trục, tức là điều chỉnh kích thước sản phẩm ra khỏi máy.
- Lò xo vít điều chỉnh 5 có nhiệm vụ làm bộ phận an tòan khi máy bị quá tải
đồng thời tăng cường lực ép P của trục.
- Vật liệu đem nghiền vào phểu nạp liệu 1 rải đều khắp chiều dài trục.
- Kích thước của máy nghiền trục thường được biểu thị bằng hai đại lượng
chính là đường kính và chiều dài trục. Chiều dài trục thường có độ lớn hơn
đường kính của nó từ 2 ÷3 lần.
- 15 -
Máy cán trục thô
Dựa vào máy cơ bản trên máy trong đồ án được
thiết kế như sau:
Hình chiếu bằng đã cắt
Hình chiếu đứng
- 16 -
Máy cán trục thô
- Trục cán được lồng vào 2 trục truyền động.1 Trục được lắp vào hai gối cố định ,còn 1
trục được lắp vào hai gối di động .Trên một đầu của hai trục truyền động được lắp vào
hai bánh răng ăn khớp nhau, còn đầu kia của trục cố định được lắp bánh đai liên hệ với
động cơ điện 1 bằng các dây đai.
- 2 gối di động được gắn vào hệ lò xo và hệ lò xo này có đầu vít dùng đề tăng giảm
khoảng cách của 2 trục nghiền.2 cần lò xo này gắn chặt vao thành máy để cố định khoảng
hở giữa 2 trục .Khe nghiền này khi gặp vật cứng hoặc quá tải sẽ được dãn ra nhờ lo
xo,còn trong điều kiện hoạt động bình thường thì khoảng cách này là cố định.
- Trục nghiền được ghép từ 6 mãnh để khi bị mòn ta chỉ phải thay mãnh bị mòn mà
không phải thay cả trục.
Dựa vào những đặc điểm trên để thiết kế chi tiết máy cán trục .
Chương 4 : TÍNH TOÁN CÁC THÔNG SỐ CƠ BẢN CỦA
MÁY CÁN TRỤC
1) Xác định góc ôm α v kích thước trục nghiền :
a
d
D1
D2
1
A1
a
O1
A2
O2
- Xét cặp trục nghiền đường kính D1, D2 (bn kính R1,R2). Giả thiết hạt vật liệu
hình cầu có đường kính d (bán kính r) và khoảng cách khe hở giữa hai trục
nghiền là 2e
- 17 -
Máy cán trục thô
- Hai góc ôm α 1 và α 2 là góc tạo bởi đường nối tâm O1O2 và các đường bán
kính O1A1, O2A2.
- Nếu hai trục quay cùng vận tốc n1 = n2 = n thì trục có đường kính D1 sẽ tác
dụng lên vật liệu một lực P1, đồng thời tại điểm tiếp xúc của vật liệu với bề mặt
trục sẽ sinh ra lực ma sát T1. Phân tích hai lực trên thành những lực thành phần
theo phương thẳng đứng ta có :
P1y = P1sin α 1
(1)
T1y = T1cos α 1
(2)
Với T1 = fP1 , f : hệ số ma sát giữa vật liệu với bề mặt trục nghiền.
- Điều kiện để vật liệu được đẩy vào khe nghiền :
T1y ≥ P1y
Hay : fP1cos α 1 ≥ P1sin α 1
f ≥ tg α 1
(3)
ϕ
- Thay f = tg vo (3), với ϕ : góc ma sát
Ta có :
tg ϕ ≥ tg α 1
ϕ ≥ α1
(4)
- Tương tự với trục nghiền có đường kính D2 ta cũng có :
ϕ ≥ α2
(5)
- Gọi 2e là khoảng cách giữa hai trục nghiền ta có :
R1 + e
D1 + 2e
=
R1 + r
D1 + d
R2 + e
D2 + 2e
cos α 2 =
=
R2 + r
D2 + d
cos α 1 =
(6)
(7)
- Xét máy nghiền có đường kính trục bằng nhau D1 = D2 = D thì α 1 = α 2 = α
α
Vậy α = 2α 1 ⇒ f = tg
(7’)
ϕ≥
α
2
2
α
D + 2e
=
(7”)
2
D+d
α
α
⇒ D cos + d cos = D +2e
2
2
α
α
⇒ D1 − cos = d cos − 2e
2
2
α 2e
cos −
D
2 d
⇒ =
(8)
α
d
1 − cos
2
Đối với vật liệu mềm (đất sét ẩm) f =0,45 và α = 48040”
Mức đập nghiền vật liệu trong máy đập là i =.4 ta có thể viết
- Từ công thức (6) ⇒ cos
-
- 18 -
Máy cán trục thô
2e/d = 0,25 dựa vào công thức (8) ta có :
D cos 24, 40o − 0, 25
=
= 7,5
d
1 − cos 24, 40o
- Để máy làm việc tin cậy tỉ lệ này tăng lên 20% 25%
- => D/d = 9
Áp dụng : với d = 75 mm (kích thước nhập liệu) D = 675 mm
Lấy D = 670 mm
2) Xác định số vòng quay của cặp trục nghiền :
- Giả sử khi tiếp xúc với bề mặt trục nghiền vật liệu có vận tốc bằng không.
Khi ra khỏi bề mặt trục nghiền dưới tác dụng của lực ma sát T = fP vật liệu sẽ
chuyển động với gia tốc a và có vận tốc bằng vận tốc dài của bề mặt trục
nghiền :
πDn
v=
=aτ
(10)
60
- Gia tốc a có thể được xác định :
- a=
T
fP
=
m Vρ
(11)
với V : thể tích vật liệu (m 3)
ρ : khối lượng riêng của vật liệu nghiền (kg/m 3)
- Lực ép P có thể xác định từ quan hệ sau :
P∆L σ 2V
=
A=
(12)
2
2E
- ∆L : quãng đường dịch chuyển của vật liệu có thể xác định bằng hiệu số
giữa kích thước vật liệu trước khi nghiền (d) và sau khi nghiền (2e)
∆L = d − 2e , m
Với σ : giới hạn bền vật liệu (N/m2)
E : modul đàn hồi của vật liệu (N/m2)
- Từ (12) ta có :
σ 2V
σ 2V
=
P=
(13)
E∆L
E ( d − 2e )
- Thời gian để vật liệu chuyển dịch được đoạn đường ∆ L chính là thời gian
khi trục nghiền quay được góc α (góc ôm)
60 α
τ= .
,s
(14)
n 360
- Thay các giá trị trên vào phương trình (10) ta có :
πDn
σ 2Vf
1 60 α
=
. . .
60
E ( d − 2e ) Vρ n 360
- 19 -
Máy cán trục thô
σ 2 fα
,v/ph
(15)
EρD( d − 2e )
Có thể sử dụng công thức thực nghiệm của Levenson L.B để xác định số
vòng quay của trục nghiền :
Hay n = 1,78
-
, v/ph
(16)
Với : f : hệ số ma sát giữa vật liệu với bề mặt trục
ρ : khối lượng riệng của vật liệu nghiền (kg/cm 3)
D : đường kính trục nghiền (cm)
d : đường kính vật liệu trước khi nghiền (cm)
- Để giảm sự mài mòn của tấm lót trên trục, số vòngquay thực tế thường là :
ntt = (0,4 ÷0,7)nmax
(17)
Áp dụng :
nmax = 616
- Từ (16) :
0, 45
= 11, 77(vòng / phút)
2,5.10 .67.7,5.981
−3
Khối lượng riêng: ρ = 2500 kg/ m3 = 0,0025 kg / cm3
Do số vòng khá chậm nên ta lấy nguyên số vòng 11 vòng/phút
3) Xác định năng suất và công suất của máy :
- Sản phẩm đi ra khỏi máy nghiền là dòng liên tục với mặt cắt có chiều dài
bằng chiều dài trục nghiền L và có chiều rộng bằng chiều rộng khe hở giữa hai
trục 2e , với vận tốc v bằng vận tốc dài của trục nghiền.
Khi đó năng suất thể tích là :
Q = 2e. L. v , m3/s (18)
Nếu tính tới thực tế dòng vật liệu là không liên tục, trong công thức (18)
cần có thêm hệ số phá vỡ vật liệu k. Nếu biểu diễn vận tốc dài :
πD.n
v=
60
- Ta có :
2e.L.π D.n.k .3600 , m3/h
(19)
60
Hay : Q = 188,4 . L. 2e. D. n. k. ρ . G , t/h (20)
Q=
Với L, D : chiều dài và đường kính trục nghiền (m)
2e : khoảng cách khe hở hai trục nghiền (m)
n :số vòng quay của trục nghiền (v/ph)
ρ : khối lượng riêng của vật liệu (T/m3)
- 20 -
Máy cán trục thô
k : hệ số phá vỡ vật liệu.
Đối với vật liệu cứng k = 0,2 ÷0,3
Đối với vật liệu mềm k = 0,5 ÷ 0,6
Lấy K= 0,5 và dựa vào bảng cân bằng vật chất ta có Q = 7,57 m3/h
từ (19) L =
60.Q
60.7,57
=
= 1, 089( m)
2e.π .D.n.k .3600 0, 01.π .0, 67.11.0,5.3600
lấy L = 1,1 m = 1100 mm
Lúc đó năng suất tính lại Q =
0, 01.1,1.π .0, 67.11.0,5.3600
= 7, 64( m3 )
60
- Công suất máy có thể xác định theo công thức của Levenson L.B :
N=
0,736.L.D.n d
D2
+
, kW (21)
26000 2 24000
Với L, D : chiều dài, đường kính trục nghiền (cm)
n : số vòng quay trục nghiền (v/ph)
d : đường kính vật liệu trước nghiền (cm)
Áp dụng (21)
N=
0, 736.110.67.11 7,5
67 2
(
+
) = 9, 035 KW
26000
2 24000
4) Lực nghiền :
Khi máy làm việc , sinh ra lực đập vật liệu được xác định như sau:
P = K2.D.L.σ
[N].
(23)
Trong đó: D ,L đường kính và chiều dài trục đập (m).
σ - giới hạn bền của vật liệu đem đập (N/m2) = (0,2-0,3)106 N/m2.
K2 –hệ số, tính đến sự tiếp xúc của bề mặt trục đập với vật liệu,
nó phụ thuộc vào đường kính trục đập.
D (mm)
600
900
1200
K2
0,032
0,065
0,096
Áp dụng :
Với D = 670mm = 0,67 m
⇒ K2 = 0,04
L = 1100mm = 1,1 m
σ = 0, 2.106 N/m2
Vậy từ (23) : P = 0,04 x 0,67 x 1,1 x 0,2 x 10 6 = 5896 (N)
5) Tính lò xo an toàn
Khi có cục vật liệu kích thước quá lớn hoặc có cục vật liệu quá cứng rơi vào
máy thì làm cho lực ép lên trục tăng lên làm cho lò xo bị nén lại nên cục vật liệu rắn
dễ dàng ra khỏi máy. Trong tính toán ta tính lực nén P’ = 1,5P. (24)
Nếu máy có n lò xo thì lực nén trên một lò xo là :
- 21 -
Máy cán trục thô
P1 =
P ' 1,5 P
=
[ N]
n
n
(25)
Khi biết được lực nén trên một lò xo ta tính được đường kính sợi thép làm lò
xo :
d=
3
16.P1.R
(mm) (26)
π .[ τ ]
Với R : bán kính vòng quấn lò xo, mm
[ τ ] : ứng suất xoắn lớn nhất cho phép đối với lò xo bằng thép , N/mm2
[ τ ] = 500 – 700 N/mm2 lấy [ τ ] =700 N/mm2
Áp dụng :
Chọn n = 2
Từ (24) :
P1 = 1,5 x 5896 / 2 =4422 (N)
Từ (26) : với R = 20 mm => d = 8,63 mm
Bán kính vòng lò xo là 20mm , đường kính sợi thép làm lò xo là 8,6 mm.
CHƯƠNG 5 : TÍNH TOÁN CƠ KHÍ
I./ CÁC CHI TIẾT CHÍNH CỦA MÁY :
1) Khung máy :
- Khung máy được làm bằng gang hoặc làm từ thép gốc và thép tấm hàn lại .
Khung làm từ thép hàn thường có trọng lượng nhẹ hơn và dễ chế tạo.
- Các gối đỡ ,có 2 loại: 1 loại dùng cho trục cố định được bắt chặt vào tấm đỡ
hàn liền với thành máy.Loại còn lại được gắn bi để có thể trượ trên tấm đỡ và
gắn liền với lò xo an toàn,lò xo này có cấn gắn vào thành máy cố định quỉ đão
dịch chuyển của trục nếu gắp sự cố,tránh chotrục lệc quỉ đạo làm lệch sự ăn
khớp của 2 bánh răng
2) Trục nghiền :
_ Trục nghiền có 2 moayơ hàn liền với thành trục gốm 6 tấm thép ghép lai
thành hình lăng trụ lục giác đều.2 moayơ này gắn chặt vào trục truyền động
nhờ 2 then gắn ở 2 đầu,trên maoyơ có 2 rãnh khớp với 2 then của truc
truyền động
_ Vỏ trục gồm 6 tấm hình cung,bắt vào tương ứng với 6 tấm thép của thành
trục lục giác bằng 4 bulông.Bề dày của vỏ trục thường từ 10 đến 150mm,
và thời hạn sử dụng từ 4 tháng đến 2 năm, độ mòn cho phép của vỏ trục
nghiền khoảng 13 ÷15mm. Nếu mòn hơn giá trị này thì phải thay vỏ trục
nghiền mới. Qua nhiều thí nghiệm thấy rằng lượng kim loại của vỏ trục
nghiền bị mòn là 100 gam cho 1 tấn sản phẩm.Khi vỏ trục mòn thì chỉ cần
thay những tấm bị mòn .
- 22 -
Máy cán trục thô
_ Sau khi lắp trục xong, cần phải được cân bằng tĩnh và động cẩn thận để
tránh hiện tượng rung khi máy làm việc.
3) Vỏ máy :
Vỏ máy làm bằng thép tấm hàn có dạng hình hộp.Vỏ máy được chế tạo làm
hai phần : phần trên và phần dưới được ghép lại với nhau bằng bulông.Vỏ
máy thường được làm bằng gang đôi khi bằng thép .Phía trên của vỏ máy
được bố trí cửa tiếp liệu, đáy máy có cửa tháo liệu. Thành vỏ máy ở những
chổ bất kỳ nên có chiều dày như nhau.Vỏ máy được hàn vào khung đỡ
được làm từ các thanh sắt chữ I làm bệ đỡ trục quay và tấm trượt trục quay
4) Bộ phận nhập liệu :
_ Khi đã chọn bồn chứa phù hợp, ta phải thiết kế cơ cấu nhập liệu (tháo liệu
bồn chứa để nhập liệu vào công đoạn tiếp theo ) sao cho tạo nên dòng vật
liệu chuyển động qua toàn bộ cửa tháo liệu của bồn chứa.Với cửa tháo liệu
nhỏ có dạng hình tròn hoặc hình vuông cơ cấu tháo liệu nào cũng tạo dòng
chuyển động thẳng đứng như nhau.Với cửa tháo liệu hình chữ nhật , cơ cấu
nhập liệu phải được thiết kế sao cho để có năng suất tăng dần theo chiều
chuyển động.Và để đảm bảo cho các máy làm việc liên tục có năng suất
cao, đồng thời để đảm bảo phối liệu chính xác theo đúng thành phần đã quy
định , người ta thường dùng các máy tiếp liệu. Như vậy các máy tiếp liệu
có hai nhiệm vụ : tiếp liệu và định lượng vật liệu vào thiết bị đập nghiền.
_ Ở đây ta dùng cơ cấu nhập liệu băng tải cao su.
_ Cửa tháo liệu phía dưới thùng máy đặt trên bệ Bêtong,phần phía dưới ngay
cửa tháo liệu được tạo hình nêm để vật liệu trượt ra.
5 ) Lò xo an toàn
Lò xo an toàn được hàn dính với trục di động ,và nó hoạt động như 2 hệ xylanh
Pitong. Xi lanh được gắn liền với trục di động bên trong nó có chứa lò xo,1 cần
pittong bắt với xy lanh và gắn chặt vào thành máy,thanh này có ren để điều chỉnh
trục di động hay điều chỉnh khe hở của 2 trục cán.
II./ CHỌN ĐỘNG CƠ VÀ THIẾT KẾ BỘ TRUYỀN ĐỘNG ĐAI :
1) Chọn sơ đồ động :
- 23 -
Máy cán trục thô
Chúng ta có thể chọn hộp giảm tốc trục vít để kích thước được nhỏ gọn , song việc
chế tạo bộ truyền trục vít tương đối khó khăn hơn bộ truyền bánh răng, phải dùng
kim loại màu để làm vành bánh vít, cấu tạo bộ phận ổ phức tạp, điều chỉnh khó khăn
nên hợp lý nhất là chọn hộp giảm tốc bánh răng hình trụ .
2) Chọn động cơ điện :
- Chọn động cơ điện bao gồm những việc chính là chọn loại kiểu động cơ,
chọn công suất điện áp và số vòng quay của động cơ.
- Chọn loại, kiểu động cơ điện nhằm mục đích để động cơ làm việc phù hợp
với yêu cầu truyền động của máy, phù hợp với môi trường bên ngoài, vận hành
được an toàn và ổn định.
- Chọn đúng công suất động cơ điện có ý nghĩa kinh tế lớn.Nếu chọn công suất
động cơ điện bé hơn công suất phụ tải thì động cơ luôn luôn làm việc trong
điều kiện quá tải, nhiệt độ sinh ra trong động cơ sẽ tăng lên quá nhiệt độ cho
phép, động cơ chóng hỏng , hoặc không làm việc được nếu sự chênh lệch giữa
công suất động cơ và công suất phụ tải quá lớn.Ngược lại nếu chọn công suất
động cơ lớn quá thì sẽ làm tăng vốn đầu tư, khuôn khổ cồng kềnh, động cơ
luôn làm việc non tải hiệu suất sử dụng sẽ thấp .
- Chọn điện áp không thích hợp sẽ ảnh hưởng đến vốn đầu tư, phí tổn vận
hành, bảo quản mạng điện cung cấp của xí nghiệp.
- Chọn số vòng quay của động cơ điện cần lưu ý nếu động cơ có số vòng quay
lớn thì khuôn khổ kích thước nhỏ, trọng lượng giá thành động cơ giảm.Về mặt
này nên chọn động cơ có số vòng quay lớn, tuy nhiên nếu số vòng quay lớn thì
tỉ số truyền động chung càng lớn và kết quả kèm theo là làm tăng khuôn khổ,
trọng lượng và giá thành các bộ truyền và của cả hệ thống thiết bị nên ta chọn
số vòng quay bé.
- Công suất động cơ điện được xác định theo công thức :
- 24 -
Máy cán trục thô
N ct =
Nt
∑η
(27)
Với N ct : công suất cần thiết trên trục động cơ.
Nt : công suất tính toán trên trục máy công tác.
η = η1.η 2 .η3 ..... : hiệu suất truyền động .
η1 ,η 2 ,η3 ,...... : hiệu suất của các bộ truyền và của các cặp ổ trong hệ thống
dẫn động
Ap dụng :
Tính η :
Tra bảng :
η3 = 0,98 : hiệu suất hộp giảm tốc bánh răng trụ
η2 = 0,96 : hiệu suất bộ truyền động đai.
η1 = 0,995 : hiệu suất của một cặp ổ lăn.
η4 = 1 : hiệu suất khớp nối.
⇒ Vậy
η = 0,98.0,96.0,995.1 = 0,9361
Với Nt = 9,035 kW
Từ (27) :
⇒ Ndc = 9,035 / 0,9361 ~ 9,65 KW
Vậy từ các thông số :số vòng quay 11 vòng /phút
công suất lớn hơn 9,65 KW
Chọn động cơ 4A160M8Y3 : công suất
11 KW
Số vòng quay 730 vòng /phút
3) Thiết kế bộ truyền động đai :
_ Truyền động đai thường được dùng để truyền dẫn giữa các trục tương đối
xa nhau và yêu cầu làm việc êm .Bộ truyền có kết cấu khá đơn giản và có
thể giữ an toàn cho các chi tiết máy khác khi bị quá tải đột ngột .Tuy nhiên
, vì có trượt giữa đai và bánh đai nên tỉ số truyền không ổn định .
_ Tùy theo hình dạng tiết diện , có 3 loại đai : đai dẹt , đai hình thang , đai
tròn .
_ Bộ truyền đai được đặc trưng bởi các thông số sau:
d1, d2 : Đường kính bánh dẫn và bánh bị dẫn .
a : khoảng cách trục.
α1 ,α2 : góc ôm của đai trên bánh nhỏ và lớn .
L : chiều dài đai .
B : chiều rộng bánh đai.
- 25 -