Weld using gas metal arc welding process (GMAW)
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (4.26 MB, 105 trang )
5.17A Weld using gas metal arc welding process (GMAW)
Pre-requisites:
5.50A Perform routine gas metal arc welding
18.1A Use hand tools
18.2A Use power tools/hand held operations
Reproduced with the kind permission of the Australasian Welding Journal
5.17A Weld using gas metal arc welding process (GMAW)
Range statement
GMAW undertaken autonomously or within a team
environment using predetermined standards of
quality, safety, work and welding procedures and
the skills applied to a range of fabrication activities.
A range of material suitable to heavy or light
fabrication is used.
Fillet and butt welds in all positions on a range of
materials that may include carbon steel or stainless
steel, etc.
As a guide, welds produced to the standard of this
unit would typically conform to Australian Standard
1554 General purpose, American Bureau of
Shipping (ABS) or equivalent.
Preparation of materials may include preheating,
setting up of jigs, fixtures, clamps, etc.
5.17A Weld using gas metal arc welding process (GMAW)
Range statement
Remedial action using thermal processes may
include oxyacetylene and air arc equipment.
Grinding devices may also be used.
Where thermal processes, hand and/or power
tools are required the appropriate specialisation
units should be accessed.
Element 5.17A.1 Prepare materials for gas metal arc
welding
In this element you will be required to achieve competency in the following
areas:
1.1 Weld requirements identified from specifications and/or
drawings. In this
presentation we will look at:
safety in gas metal arc welding
weld symbols.
1.2 Material is correctly prepared. In this presentation we will look at:
weld positions and weld types
methods of plate preparation.
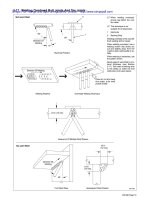
1.3 Materials assembled/aligned to specification where required. In
presentation we will look at:
material holding devices.
this
5.17A Weld using gas metal arc welding process (GMAW)
Protective clothing
Helmet shade 10 - 13 filter lens.
Flame proof clothing (woollen or cotton):
button to collar
no cuffs or pockets
leather skull caps
leather sleeves
leather spats
safety glasses
safety boots.
Reproduced with the kind permission of BOC
5.17A Weld using gas metal arc welding process (GMAW)
Hazards in welding
All welding is hazardous to your own safety and others.
Electric shock (low voltage, secondary side):
caused by:
wet floors and weather.
Electric shock (high voltage, primary side):
250 - 415 volts
caused by:
tampering with mains power lead
interfering with internal parts.
Remedy
maintain machine by licensed electricians.
5.17A Weld using gas metal arc welding process (GMAW)
General rules
Wear dry insulated boots.
Wear dry gloves.
Work on dry floors.
Don’t change electrodes with bare hands.
Don’t cool electrode holders in water.
Don’t hold electrode under arms.
Don’t form a circuit.
In case of electrocution turn off power. If unable
remove victim with non-conducting materials
eg: welding leads, wood, dry clothing.
5.17A Weld using gas metal arc welding process (GMAW)
Fumes
Are harmful if breathed in:
causes:
production of oxides and nitrous gases (incomplete
combustion or oxidisation of nitrogen from
atmosphere).
Caused by:
surface coatings:
galvanised coatings
cadmium coatings
chrome coatings
paint and solvents
composition of parent metal
electrode fluxes.
Reproduced with the kind permission of the
Australasian Welding Journal
5.17A Weld using gas metal arc welding process (GMAW)
Dangerous fumes
Dust and vapours are given off in welding
processes, eg: lead, cadmium, zinc.
They cause:
gassing or asphyxiation because
oxygen has been depleted
respiratory ailments from wheeziness
and serious lung disorders.
Always use ventilation where possible,
otherwise use respirators.
5.17A Weld using gas metal arc welding process (GMAW)
Heat
Welding produces great amounts of heat:
arc heat = 60000C.
Types
Conduction:
travels through a solid:
Reproduced with the kind
copper and AL are good conductors
permission of Strata Group
International
cast iron and SS are poor conductors they localise heat.
Radiation:
travels through air by wave motion:
no physical contact necessary
during intensive welding such as pad welding.
5.17A Weld using gas metal arc welding process (GMAW)
Harmful rays
Rays given off during the welding process are:
Ultra-violet - causes:
flashes:
takes 4 - 8 hrs to develop
fills like sand in eyes
rays very deep penetrating.
Infra-red:
like sun burn
can cause blisters and sores.
Reproduced with the kind permission of the Australasian Welding Journal
Protect yourself from these by wearing the correct
equipment and lens filters shade 10 minimum.
5.17A Weld using gas metal arc welding process (GMAW)
Hazardous locations
A hazardous location is an area where flammable or explosive substance are
present or have been.
No oxygen equipment can be taken into these areas unless a permit is
obtained from a safety officer.
HAZARDOUS LOCATIONS
Alcohol distilleries, oil refineries, paint factories, explosive plants, coal
crushers, flour mills, saw mills, wheat silos, paper mills.
PROCEDURE FOR HAZARDOUS LOCATIONS
Inform safety officer of work and equipment to be used.
Officer must inspect site and make safety recommendations.
Safety officer must issue a work permit.
When cutting, welding or heating you must know the location of the
nearest fire brigade and telephone number.
Have on hand the correct fire extinguishers.
Wait 1 hour minimum after you have finished cutting, welding or heating.
5.17A Weld using gas metal arc welding process (GMAW)
Confined working areas
Confined working areas are where ventilation or accesses are
restricted.
CONFINED LOCATIONS INCLUDE:
Tanks, containers, bins, silos, ship hulls, ducts, chutes, pipelines.
PROCEDURES FOR CONFINED SPACES
Check with supervisor or safety officer before beginning work.
Ventilate by forced draught (fans).
Assistant outside at all times.
Rescue apparatus outside at all times.
Light blowpipes outside confined spaces.
Use 32 volt lighting and hand tools.
Be aware of oxygen enriched atmospheres.
Be aware of sealed containers (oxygen depleted).
5.17A Weld using gas metal arc welding process (GMAW)
Dangerous containers
Containers which hold or have held flammables.
Flammables can get into seams.
Don’t rely on sight or smell.
Obtain a chemical analysis.
Obtain a work permit from a safety officer.
CLEANING AND PURGING PROCEDURES
Steam clean containers for 30 minutes minimum after
container is hot.
Fill container with water and bring to a boil. Boil for 30
minutes minimum (remove all caps).
Fill container with water or an inert gas just below weld site
and vent to atmosphere.
Obtain approval from a safety officer before working on
containers after all of the above.
5.17A Weld using gas metal arc welding process (GMAW)
Welding symbols
The symbol consists of an arrowhead and leader joined to a
reference line. On one or both sides are placed the symbols
with figures that refer to the type of weld and its size.
A tail may be added for reference notes.
Basic symbols are used to depict the:
preparation
weld type
size of the weld
weld finish.
Reproduced with the kind permission of Standards Australia
5.17A Weld using gas metal arc welding process (GMAW)
Example - Welding symbol
Basic weld symbol.
10mm fillet weld other side.
6mm fillet weld arrow side.
10
GMAW
6
Weld on site.
Weld all round.
Use the gas metal arc welding process.
5.17A Weld using gas metal arc welding process (GMAW)
Meaning of common symbols
8mm fillet weld arrow side of joint.
12mm fillet weld both sides of joint.
Single vee butt weld arrow side of
joint.
Single vee butt weld arrow side of
joint:
flush deposit.
Reproduced with the kind permission of Standards Australia
5.17A Weld using gas metal arc welding process (GMAW)
Meaning of common symbols
12mm fillet weld arrow side of joint:
bevel preparation arrow side of joint.
backing bar other side of joint.
Bevel preparation arrow side of joint:
flush deposit.
Reproduced with the kind permission of Standards Australia
5.17A Weld using gas metal arc welding process (GMAW)
Meaning of common symbols
Stitch weld arrow side of joint:
weld 50mm
miss 100mm.
Stitch weld both side of joint:
weld 50mm
miss 125mm.
Staggered stitch weld:
weld 75mm both sides
miss 250mm both sides
125mm between welds centres
either side of joint.
Reproduced with the kind permission of Standards Australia
5.17A Weld using gas metal arc welding process (GMAW)
Weld positions
All welding takes place in what is determined as 4 major
welding positions.
These welding positions can be out of alignment by + or - 150.
OVERHEAD
VERTICAL
HORIZONTAL
FLAT
OR
DOWN HAND
5.17A Weld using gas metal arc welding process (GMAW)
Weld positions
Reproduced with the kind permission of BOC
5.17A Weld using gas metal arc welding process (GMAW)
Weld types
Reproduced with the kind permission of BOC
5.17A Weld using gas metal arc welding process (GMAW)
Fillet weld terms
Parent Metal
Leg Length
Reinforcement
Weld Metal
Toe
Fusion Zone
Penetration
Heat Effected Zone
5.17A Weld using gas metal arc welding process (GMAW)
Butt weld terms
BUTT WELD TERMS
INCLUDED
ANGLE 60o 70o
ROOT GAP
REINFORCEMENT
ROOT FACE
PARENT
WELD
METAL
THROAT
METAL
FUSION ZONE
HEAT EFFECTED ZONE
PENETRATION
5.17A Weld using gas metal arc welding process (GMAW)
Butt weld preparations
Closed butt:
no preparation required
suitable for up to 3mm plate.
3
1.5 to 2.5
Open butt:
5
no preparation required
suitable for plate from 3mm up to 6mm.
Single vee:
plate up to 12mm.
1.5 max
1.5