Nghiên cứu thiết kế hệ thống điều khiển PLC cho máy công cụ điều khiển số CNC
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (1.09 MB, 81 trang )
BỘ GIÁO DỤC VÀ ĐÀO TẠO
TRƯỜNG ĐẠI HỌC BÁCH KHOA HÀ NỘI
---------------------------------------
NGUYỄN HỮU TÚ
NGHIÊN CỨU THIẾT KẾ HỆ THỐNG ĐIỀU KHIỂN PLC
CHO MÁY CÔNG CỤ ĐIỀU KHIỂN SỐ CNC
Chuyên ngành : Công nghệ Chế tạo máy
LUẬN VĂN THẠC SĨ KHOA HỌC
Công nghệ Chế tạo máy
NGƯỜI HƯỚNG DẪN KHOA HỌC
TS. Nguyễn Văn Huyến
Hà Nội – Năm 2011
Luận văn tốt nghiệp – GVHD TS. Nguyễn Văn Huyến
MỤC LỤC
LỜI NÓI ĐẦU. ........................................................................................................... 4
DANH MỤC CÁC HÌNH........................................................................................... 6
DANH MỤC CÁC BẢNG.......................................................................................... 7
CHƯƠNG 1: KHÁI NIỆM VỀ MÁY CÔNG CỤ ĐIỀU KHIỂN SỐ VÀ MÁY
CÔNG CỤ CNC.......................................................................................................... 8
1.1. QUÁ TRÌNH PHÁT TRIỂN, TRÌNH ĐỘ HIỆN TẠI CỦA NGÀNH
MÁY CÔNG CỤ CNC. .............................................................................................. 8
1.1.1.Quá trình phát triển. ........................................................................................... 8
1.1.2.Trình độ hiện tại. ................................................................................................ 9
1.2. CÁC KHÁI NIỆM CƠ BẢN VỀ ĐIỀU KHIỂN SỐ......................................... 10
1.2.1. Điều khiển kỹ thuật.. ....................................................................................... 10
1.2.2. Điều khiển tự động hóa máy công cụ.............................................................. 10
1.2.3. Định nghĩa điều khiển. .................................................................................... 12
1.2.4. Điều khiển số NC. ........................................................................................... 12
1.2.5. Điều khiển CNC.............................................................................................. 12
1.2.6. Điều khiển đọc.. .............................................................................................. 13
1.2.7. Bộ nhớ chương trình.. ..................................................................................... 13
1.2.8. Thông tin hình học.. ........................................................................................ 13
1.2.9. Thông tin công nghệ........................................................................................ 13
1.2.10. Biểu thị thông tin qua tín hiệu....................................................................... 13
1.3. NGUYÊN LÝ VẬN HÀNH VÀ CÁC DẠNG ĐIỀU KHIỂN SỐ TRÊN
MÁY CÔNG CỤ CNC. ............................................................................................ 14
1.3.1. Nguyên lý làm việc của máy công cụ CNC. .................................................. .14
1.3.1.1. Quá trình xử lý bên ngoài............................................................................. 14
1.3.1.2. Qúa trình xử lý bên trong ............................................................................. 16
1.3.2. Các dạng điều khiển trong điều khiển số. ....................................................... 17
1.3.2.1 Điều khiển điểm ............................................................................................ 17
Nguyễn Hữu Tú - CTM 2009-2011
-1-
Luận văn tốt nghiệp – GVHD TS. Nguyễn Văn Huyến
1.3.2.2 Điều khiển đoạn hay đường thẳng ................................................................ 18
1.3.2.3 Điều khiển theo biên dạng ............................................................................ 19
1.4. KHÁI NIỆM VỀ MÁY CÔNG CỤ CNC.......................................................... 22
1.4.1. Khái niệm chung về máy công cụ CNC.......................................................... 22
1.4.1.1. Các đặc điểm kết cấu của các máy công cụ điều khiển CNC so với máy
công cụ thông thường................................................................................................ 22
1.4.2. Ưu, nhược điểm của máy công cụ CNC và các yêu cầu đặt ra ...................... 25
1.4.2.1. Ưu điểm........................................................................................................ 25
1.4.2.2. Nhược điểm.................................................................................................. 26
1.4.2.3. Các yêu cầu đặt ra ........................................................................................ 26
1.4.3. Chức năng của CNC........................................................................................ 27
1.4.3.1. Các chuyển động thực hiện dịch chuyển tương đối Dao/Chi tiết. ............... 27
1.4.3.2 Quá trình cấp dao .......................................................................................... 27
1.4.3.3. Quá trình cấp chi tiết .................................................................................... 29
1.4.3.4. Quá trình bôi trơn, làm nguội và làm sạch................................................... 30
1.4.4. Các hệ trục tọa độ và các điểm chuẩn trong máy CNC .................................. 30
1.4.4.1. Hệ trục tọa độ của máy công cụ CNC.......................................................... 31
1.4.4.2. Các điểm 0 và các điểm chuẩn..................................................................... 33
CHƯƠNG 2: GIỚI THIỆU VỀ PLC S7-200............................................................ 40
2.1. HỆ THỐNG ĐIỀU KHIỂN LÀ GÌ? .................................................................. 40
2.2. VAI TRÒ CỦA PLC.......................................................................................... 41
2.2.1. Các thiết bị nhập và xuất dùng trong PLC. ..................................................... 41
2.2.1.1. Các thiết bị nhập........................................................................................... 41
2.2.1.2. Các thiết bị xuất. .......................................................................................... 42
2.2.2. Bộ điều khiển lập trình được PLC là gì?......................................................... 42
2.2.3. So sánh PLC với các thiết bị điều khiển thông thường khác. ......................... 43
2.2.4. Cấu trúc phần cứng của PLC .......................................................................... 44
2.2.4.1 Đơn vị xử lý trung tâm (CPU ) ..................................................................... 44
2.2.4.2 Bộ nhớ ( Memory )........................................................................................ 44
Nguyễn Hữu Tú - CTM 2009-2011
-2-
Luận văn tốt nghiệp – GVHD TS. Nguyễn Văn Huyến
2.3. GIỚI THIỆU BỘ ĐIỀU KHIỂN PLC SIMATIC S7 -200 ................................ 45
2.3.1. Cấu trúc phần cứng của CPU .......................................................................... 45
2.3.1.1. Khái quát chung ........................................................................................... 45
2.3.1.2 Cấu trúc CPU 212 ........................................................................................ 46
2.3.1.3 Cấu trúc CPU 214 ....................................................................................... 47
2.3.2. Cấu trúc bộ nhớ ............................................................................................... 48
2.3.3. Cấu trúc chương trình ..................................................................................... 50
2.3.4. Phương pháp lập trình ..................................................................................... 51
2.3.4.1. Phương pháp LAD ....................................................................................... 52
2.3.4.2. Phương pháp liệt kê lệnh STL...................................................................... 53
2.3.5. Cú pháp lệnh cơ bản trong S7-200.................................................................. 53
2.3.5.1. Lệnh vào ra (Input/Out put) ......................................................................... 53
2.3.5.2. Lệnh ghi/xoá giá trị cho tiếp điểm ............................................................... 55
2.3.5.3. Các lệnh lôgic đại số boolean ...................................................................... 57
2.3.5.4. Lệnh có tiếp điểm đặc biệt ........................................................................... 60
2.3.5.5. Các lệnh điều khiển timer ........................................................................... 61
2.3.5.6. Các lệnh điều khiển counter......................................................................... 63
2.3.5.7. Các lệnh dịch chuyển ô nhớ ......................................................................... 66
CHƯƠNG 3: LẬP TRÌNH ĐIỀU KHIỂN PLC CHO MÁY PHAY F4025-CNC
BẰNG PLC S7-200................................................................................................... 68
3.1. XÂY DỰNG CHƯƠNG TRÌNH PLC .............................................................. 68
3.1.1. Bảng địa chỉ các đầu vào/ra ............................................................................ 68
3.1.2. Thống kê chức năng và công nghệ của máy ................................................... 72
3.2. LẬP TRÌNH PLC .............................................................................................. 73
CHƯƠNG 4: KẾT LUẬN VÀ BÀN LUẬN ............................................................ 77
KẾT LUẬN VÀ KIẾN NGHỊ................................................................................... 77
TÀI LIỆU THAM KHẢO......................................................................................... 78
PHỤ LỤC.................................................................................................................. 79
Nguyễn Hữu Tú - CTM 2009-2011
-3-
Luận văn tốt nghiệp – GVHD TS. Nguyễn Văn Huyến
LỜI NÓI ĐẦU
Tự động ngày càng đóng vai trò quan trọng trong đời sống và công
nghiệp. Ngày nay ngành tự động đã phát triển tới trình độ cao nhờ những tiến
bộ của lý thuyết điều khiển tự động, của những ngành khác như điện tử, tin
học… Nhiều hệ thống điều khiển đã ra đời, nhưng phát triển mạnh và có khả
năng phục vụ rộng là bộ điều khiển PLC. Sở dĩ như thế, do bộ PLC có nhiều ưu
điểm nổi bậc so những bộ điều khiển khác :
Đơn giản, dể dàng thay đổi, lập trình .
Tin cậy trong môi trường công nghiệp.
Cạnh tranh được giá thành với các bộ diều khiển khác.
Cuối thập niên 60 xuất hiện khái niệm về PLC và đã được phát triển rất
nhanh. Năm 1974 PLC đã sử dụng nhiều bộ xử lý như : mạch định thời, bộ đếm,
dung lượng nhớ đến 12KB và có 1024 điểm nhập xuất. Năm 1976 đã giới thiệu
hệ thống đưa tín hiệu vào ra từ xa. Năm 1977 PLC đã dùng đến vi xử lý.
Năm1980 phát triển các khối nhập xuất thông minh nâng cao điều khiển thuận
lợi qua viễn thông, nâng cao việc phát triển phần mềm, dùng máy tính cá nhân
lập trình. Đến năm 1985 đã thành lập mạng PLC.
Riêng nước ta sắp tới đây hành rào thuế quan khu vực được loại bỏ, kinh tế
mở cửa hợp tác với nước ngoài. Trước tình hình đó, nền công nghiệp sẽ gặp
không ít khó khăn do còn nhiều dây chuyền có công nghệ lạc hậu. Để có chổ
đứng và thế mạnh trên thương trường, nhà nước đã đặc biệt chú trọng đến ứng
dụng và phát triển tự động trong sản xuất, nhằm nâng cao năng suất, chất lượng
sản phẩm và hạ giá thành. Một trong những phương án tốt nhất và được sử
dụng rộng hiện nay là thay thế những hệ thống đó bằng bộ điếu khiển PLC. Để
phát triển mạnh hơn nữa, nhiệm vụ đặt ra hàng đầu là đào tạo những chuyên
gia về tự động điều khiển nói chung và về PLC nói riêng.
Dưới đây tôi xin trình bày toàn bộ nội dung luận văn tốt nghiệp “Nghiên cứu
thiết kế hệ thống điều khiển PLC cho máy công cụ điều khiển số CNC”. Để hiểu
Nguyễn Hữu Tú - CTM 2009-2011
-4-
Luận văn tốt nghiệp – GVHD TS. Nguyễn Văn Huyến
sâu hơn về máy công cụ điều khiển số và phương pháp lập trình PLC, trong thuyết
minh tôi xin trình bày các phần sau:
Chương 1: Khái niệm cơ bản về điều khiển số & máy công cụ CNC.
Chương 2: Giới thiệu về PLC S7-200
Chương 3: Lập trình điều khiển PLC cho máy phay F4025-CNC bằng PLC S7200
Phụ lục: Các Subroutines chương trình PLC cho máy phay F4025 -CNC
Nguyễn Hữu Tú - CTM 2009-2011
-5-
Luận văn tốt nghiệp – GVHD TS. Nguyễn Văn Huyến
DANH MỤC CÁC HÌNH
Hình 1.1: Sơ đồ hệ thống điều khiển số trên máy công cụ . ..................................... 15
Hình 1.2: Điều khiển điểm - điểm............................................................................. 17
Hình 1.3: Điều khiển đường thẳng trên máy tiện, máy phay CNC. ........................ 18
Hình 1.4: Điều khiển biên dạng trên máy phay CNC ............................................... 19
Hình 1.5: Điều khiển 2D ........................................................................................... 20
Hình 1.6: Điều khiển 2,5D ........................................................................................ 20
Hình 1.7: Điều khiển 3D. .......................................................................................... 21
Hình 1.8: Máy phay thông thường và máy phay CNC ............................................. 24
Hình 1.9: Ổ tích lũy dao............................................................................................ 28
Hình 1.10: Hệ thống cấp chi tiết ............................................................................... 29
Hình 1.11: Hệ thống chuyển dao............................................................................... 30
Hình 1.12: Ký hiệu các trục tọa độ trên máy CNC ................................................... 31
Hình 1.13: Hệ trục của máy CNC khi chi tiết chuyển động quay ............................ 33
Hình 1.14: Điểm M của máy phay đứng................................................................... 34
Hình 1.15: Điểm O của chi tiết ................................................................................. 34
Hình 1.16: Xác định điểm chuẩn trong khi đo vị trí chu kỳ ..................................... 35
Hình 1.17: Ví trí điểm gá đặt A trùng với điểm M ................................................... 36
Hình 1.18: Điểm thay dao W .................................................................................... 36
Hình 1.19: Điểm đặt dụng cụ E và điểm lỗ gá dụng cụ N. ...................................... 36
Hình 1.20: Ví trí các điểm chuẩn của dao trên các dao khác nhau .......................... 37
Hình 1.21: Vị trí các điểm chuẩn và điểm 0 trên máy tiện ....................................... 38
Hình 2.1: Hệ thống điều khiển PLC.......................................................................... 41
Hình 2.2: Cấu trúc phần cứng của PLC với các khối nhớ vào và ra......................... 43
Hình 2.3 : Bộ nhớ trong và ngoài của S7 -200.......................................................... 49
Hình 2.4 : Thực hiện chương trình theo vòng quét trong S7 -200............................ 52
Hình 2.5.1: Trạng thái của ngăn xếp trước và sau khi thực hiện hiệu lệnh LD ........ 53
Hình 2.5.2: Trạng thái của ngăn xếp trước và sau khi thực hiện hiệu lệnh LDN ..... 53
Hình 2.6 : Bộ đếm CTU của S7 -200 ........................................................................ 63
Nguyễn Hữu Tú - CTM 2009-2011
-6-
Luận văn tốt nghiệp – GVHD TS. Nguyễn Văn Huyến
Hình 2.7 : Bộ đếm CTUD của S7 -200. ................................................................... 64
Hình 3.1: Sơ đồ máy phay F4025-CNC.................................................................... 73
Hình 3.2: Ảnh máy phay F4025CNC…………………………………..…………..74
Nguyễn Hữu Tú - CTM 2009-2011
-7-
Luận văn tốt nghiệp – GVHD TS. Nguyễn Văn Huyến
CHƯƠNG 1
KHÁI NIỆM CƠ BẢN VỀ HỆ THỐNG ĐIỀU KHIỂN SỐ
VÀ MÁY CÔNG CỤ CNC
1.1. QUÁ TRÌNH PHÁT TRIỂN, TRÌNH ĐỘ HIỆN TẠI CỦA NGÀNH MÁY
CÔNG CỤ CNC.
1.1.1 Quá trình phát triển.
Ý tưởng điều khiển một dụng cụ thông qua một chuỗi lệnh kế tiếp liên tục, mà
chúng được ứng dụng trong các máy điều khiển NC ngày nay, thực ra đã được phát
kiến từ thế kỷ 14, bắt đầu từ những cụm chuông được điều khiển bởi các trục đục
lỗ.
Năm 1808, Joseph M Jacquard dùng những tấm tôn đục lỗ điều khiển tự động
các máy dệt. Những “vật mang tin thay đổi được” đã ra đời.
Cuối những năm 1940, Học viện công nghệ MIT ( Massachusetts Institute of
Technology ) của Hoa Kỳ thực hiện dự án nghiên cứu kỹ thuật điều khiển số.
Năm 1953 - Công bố sáng chế máy phay điều khiển theo chương trình số NC.
Năm 1959 - máy công cụ NC được triển lãm đầu tiên ở Pari, trình bày những
máy NC đầu tiên ở Châu Âu.
Từ sau năm 1960, bóng đèn điển tử được thay thế bởi các phần tử bán dẫn điện
tử rời rạc điốt ( đèn hai cực ) và Tranzito ( đèn ba cực ). Nhưng đa số những linh
kiện này vẫn đòi hỏi thể tích chiếm chỗ đủ lớn, còn rất nhiều mỗi hàn và các ổ cắm
(giao điện ) vừa tốn kém trong chế tạo và hạn chế độ tin cậy trong vận hành và điều
khiển.Thông tin điều khiển ghi trên băng đục lỗ, dung lượng thấp, khi gia công cho
nhiều chi tiết giống nhau vẫn phải đọc băng đục lỗ cho từng lần gia công. Khi thay
đổi chương trình điều khiển đòi hỏi phải cải tiến hay làm lại băng đục lỗ.
Nguyễn Hữu Tú - CTM 2009-2011
-8-
Luận văn tốt nghiệp – GVHD TS. Nguyễn Văn Huyến
Trong những năm 70 ngành điều khiển số nhanh chóng ứng dụng trong các
thành tựu phát triển của kỹ thuật vi điện tử , vi mạch tích hợp. Những hệ NC sử
dụng các bản mạch logic nối cứng được thay thế bởi các hệ điều khiển có bộ nhớ và
dung lượng đủ lớn. Do nối ghép các cụm vi tính vào hệ điều khiển số mà phần cứng
có nhiệm vụ chuyên dùng trước đây được thay thế bằng các phần mềm linh hoạt
hơn. Dung lượng nhớ ngày càng được mở rộng, tạo điều kiện lưu trữ trong hệ điều
khiển số trước hết là những chương trình đơn lẻ sau đó là cả một thư viện chương
trình, lại có thể thay đổi được chương trình đã lập một cách dễ dàng thông qua cấp
lệnh bằng tay, thao tác trực tiếp trên máy.
Năm 1972, các tủ điều khiển NC đầu tiên có cài đặt các cụm vi tính chế tạo
hàng loạt đưa ra một thế hệ mới các thiết bị NC cài đặt các cụm vi tính có công
năng mạnh mẽ hơn. Thế hệ này được nhanh chóng thay thế bởi các cụm điều khiển
CNC cài đặt ( Microproessor ).
Năm 1984 hệ điều khiển CNC có công năng mạnh được trang bị các công cụ
trợ giúp lập trình “ garaphic ”. Tiến thêm một bước phát triển mới lập trình tại phân
xưởng sản xuất.
Những năm 1986 – 1987 các giao diện tiêu chuẩn hóa ( Inteface ) mở ra con
đường tiến tới các xí nghiệp tự động trên cơ sở một hệ thống trao đổi thông tin liên
thông : CIM ( Computer Integrated ManufaeTuring ).
1.1.2. Trình độ hiện tại.
Các chức năng tình toán trong hệ thống CNC ngày càng hoàn thiện hơn và đạt
độ xử lý cao do tiếp tục ứng dụng những thành tựu phát triển của các bộ vi xử lý
µP . Các hệ thống CNC được chế tạo hàng loạt lớn theo công thức xử lý đa chức
năng, dùng cho mục đích điều khiển khác nhau.
Vật mang tin từ băng đục lỗ, băng từ, đĩa từ tiến tới đĩa compact ( CD) có dung
lượng nhớ ngày càng mở rộng, độ tin cậy và tuổi thọ ngày càng cao.
Việc cài đặt các cụm vi tính trực tiếp vào hệ NC để trở thành hệ CNC (
Computer Numerical Control ) đã tạo điệu khiện ứng dụng máy công cụ CNC ngay
Nguyễn Hữu Tú - CTM 2009-2011
-9-
Luận văn tốt nghiệp – GVHD TS. Nguyễn Văn Huyến
cả trong xí nghiệp nhỏ không có phòng lập trình riêng. Nghĩa là người điều khiển có
thể lập trình trực tiếp trên máy. Dữ liệu lập vào nội dung lưu trữ, thông báo về tình
trạng hoạt động của máy công cụ chỉ dẫn cần thiết cho người điều khiển được hiện
trên màn hình.
Màn hình ban đầu chỉ là đen trắng với các ký tự chữ cái và con số thì ngày nay đã
dùng màn hình màu có độ phân giải cao (có thêm toán đồ họa và hình vẽ mô phỏng
tĩnh hoặc động quá trình gia công của chi tiết). Biên dạng của chi tiết gia công và
chuyển động của dao đều được hiển thị trên màn hình.
Các hệ CNC riêng lẻ có thể ghép mạng cục bộ hay có thể mở rộng quản lý và
điều hành một cách tổng thể hệ thống sản xuất của một xi nghiệp hay của một tập
đoàn công nghiệp …
Với sự ứng dụng ngày càng rộng rãi của tin học vào ngành cơ khí, cùng với xu
hướng con người đang có nhu cầu tìm các lọai vật liệu thông minh mới nhằm thay
đổi các loại vật liệu sản xuất trước đây, thì trong tương lai ngành cơ khí còn có
nhiều những bước phát triển đột phá khác nhằm đem lại hiệu quả kinh tế cao phục
vụ và đáp ứng tốt nhu cầu của xã hội.
1.2. CÁC KHÁI NIỆM CƠ BẢN VỀ ĐIỀU KHIỂN SỐ.
1.2.1. Điều khiển kỹ thuật.
Điều khiển kỹ thuật là lý thuyết cơ bản của kỹ thuật tự động hóa, bao gồm các
khoa học về điều khiển, điều chỉnh, nhớ, sử lý và chuyển giao thông tin. Điều khiển
kỹ thuật nghiêm cứu các quy luật xuất hiện trong : Quá trình thiết lập hoặc trong
quá trình hoạt động.
Các hệ thống làm việc tự động, gọi chung là hệ thống công tác. Một hệ thống
công tác bao gồm hàng loạt hệ thống thành phần và hàng loạt các mỗi quan hệ giữa
hai hay nhiều khâu hoặc nhiều quá trình. Một hệ thống công tác phải có một hay
nhiều đầu vào và đầu ra, thông qua đó hệ thống công tác có thể trao đổi vật chất,
năng lượng và thông tin với môi trường bên ngoài.
1.2.2. Điều khiển tự động hóa máy công cụ.
Nguyễn Hữu Tú - CTM 2009-2011
- 10 -
Luận văn tốt nghiệp – GVHD TS. Nguyễn Văn Huyến
Điều khiển tự động hoá máy công cụ được thể hiện qua các chức năng sau:
- Khởi động, dẫn dắt và kết thúc các chuyển động.
- Biến đổi tốc độ, số vòng quay, biến đổi lực, mô men hay biến đổi công suất tác
dụng.
- Thực hiện định vị các cụm máy với độ chính xác yêu cầu để bảo đảm vị trí tương
quan giữa dao và phôi.
- Bộ điều khiển bao gồm một hay nhiều xích điều khiển, chúng gắn liền một hay
nhiều mạch điều chỉnh.
Các xích điều khiển và mạch điều chỉnh làm việc với các bộ khuyếch đại công
suất. Ở đầu vào của bộ điều khiển, công suất thường thấp, nhưng ở đầu ra, công suất
điều khiển lại cao hơn nhiều. Năng lượng này sẽ được khuếch đại từ nguồn khác.
Bởi vậy giữa các đại lượng đầu vào và đầu ra xuất hiện sự “ trễ “ về thời gian. Thời
gian trễ phụ thuộc vào lực quán tính và các trở kháng (như ma sát trượt và lăn, điện
trở công suất, các hiệu ứng cảm ứng điện từ ).
Quá trình làm việc của một máy công cụ, thì từng bước nguyên công được
thực hiện theo một trình tự không gian và thời gian xác định, với sự sắp đặt có tính
quy luật, rất chặt chẽ và chính xác giữa các chuyển động và thiết bị đóng/ ngắt. Gọi
đó là chương trình làm việc của máy. Bộ điều khiển máy công cụ có nhiệm vụ thực
hiện chương trình này một cách tự động.
Trong điều khiển theo chương trình có :
- Điều khiển khởi động và phanh hãm.
- Điều khiển tốc độ, điều khiển đổi chiều.
- Điều khiển đo đường dịch chuyển…
Các lệnh điều khiển được chia thành :
Hệ điều khiển đóng/ ngắt: Với hệ điều khiển này thường tác động khi xác định
về chiều và độ lớn của các tốc độ dịch chuyển trên các đoạn đường dịch chuyển.
Nguyễn Hữu Tú - CTM 2009-2011
- 11 -
Luận văn tốt nghiệp – GVHD TS. Nguyễn Văn Huyến
Hệ lệnh điều khiển đường: Thông tin đường dịch chuyển thường tác động khi
xác định độ lớn của chiều dài hành trình cần thực hiện.
Ngoài ra còn có các lệnh đóng/ngắt cho các thiết bị phụ hoạt động trong chức
năng hộ trợ kèm theo.
Năng lượng tác dụng trong các bộ điều khiển, có thể thực hiện bằng cơ khí, khí
nén, thủy lực, điện và điện tử hoặc là sự phối hợp các dạng năng lượng này để tạo
ra một dạng năng lượng tối ưu dùng cho bộ điều khiển. Mỗi dạng năng lượng đều
có những ưu, khuếch điểm riêng, với các nhiêm vụ khác nhau mà ta có thể lựa chọn
các dạng năng lượng thích hợp, đảm bảo tính kinh tế.
1.2.3. Định nghĩa điều khiển.
Là quá trình xảy ra trong một hệ thống giới hạn, trong đó một hay nhiều đại
lượng là đại lượng đầu vào, các đại lượng khác nhau là các đại lượng đầu ra, chúng
tác động và ảnh hưởng đến hệ thống theo những quy luật riêng.
1.2.4. Điều khiển số NC (Numerical Control).
Là hệ thống điều khiển đặc trưng bởi các đại lượng đầu vào là những tín hiệu số
nhị phân, chúng được đưa vào hệ thống điều khiển dưới dạng một chương trình điều
khiển có hệ thống. Trong điều khiển số ứng dụng cho máy công cụ, các đại lượng
đầu vào là những thông tin, dữ liệu hay số liệu nhập vào.
- Điều khiển NC: Đặc tính của hệ điều khiển này là “chương trình hóa các mỗi
liên hệ “
,trong đó mỗi mảng linh kiện điện tử riêng lẻ được xác định một nhiệm vụ nhất
định, liên hệ giữa chúng phải thông qua những dây nối hàn cứng trên các mạch
logic điều khiển.
- Chức năng điều khiển được xác định chủ yếu bởi phần cứng.
1.2.5. Điều khiển CNC (Computerized Numerical Control).
Là một hệ thống điều khiển có thể lập trình và ghi nhớ. Nó bao hàm một máy
tính cấu thành từ các bộ vi xử lý ( microprocessor) kèm theo các bộ nhớ ngoại vi.
Nguyễn Hữu Tú - CTM 2009-2011
- 12 -
Luận văn tốt nghiệp – GVHD TS. Nguyễn Văn Huyến
Đa số các chức năng điều khiển đều được giải quyết thông qua phần mềm nghĩa
là các chương trình làm việc có thể thiết lập trước.
1.2.6. Điều khiển đọc.
Điều khiển đọc bao quát cả quá trình đọc tin. Nó kiểm tra các thông tin đã được
đọc về tính đúng đắn của hình thức cấu trúc tin (tính chẵn của số bit trong mã số
ISO) và ngừng ngay quá trình đọc khi phát hiện các cấu trúc tin bị lỗi.
1.2.7. Bộ nhớ chương trình.
Bộ nhớ chương trình đảm bảo chuẩn bị và thực hiện các bước xử lý song song
(xử lý đồng thời) các thông tin của một công đoạn gia công vốn đã được đọc vào
theo thứ tự từng bước (dạng chuyển động, tọa độ điểm kết thúc chuyển động, tốc độ
trên đường biên dạng, số vòng quay và chiều quay của trục chính).
1.2.8. Thông tin hình học.
Là hệ thống thông tin điều khiển các hệ thống chuyển động tương đối giữa dao
cụ và chi tiết liên quan trực tiếp tới quá trình tạo hình bề mặt, còn gọi là thông tin về
đường dịch chuyển (hình dạng đường sinh và đường chuẩn của bề mặt hình học
muốn tạo ra trên đường dịch chuyển).
1.2.9. Thông tin công nghệ (Technologual information).
Là hệ thống thông tin cho phép máy thực hiện gia công với những giá trị công
nghệ yêu cầu: Chuẩn hóa các gốc tọa độ, chọn chiều sâu lát cắt, tốc độ chạy dao, số
vòng quay trục chính, chiều quay trục chính vị trí xuất phát của dao đóng hay ngắt
mạch tưới dung dịch trơn nguội, mạch đo lường kiểm tra…
1.2.10. Biểu thị thông tin qua tín hiệu.
Một thông tin có thể được trình bày bằng những giá trị hoặc diễn biến giá trị
của thông số tín hiệu.
Hệ thống tín hiệu chỉ chấp nhận những giá trị số – rời rạc – xác định gọi là
các tín hiệu số.
Nguyễn Hữu Tú - CTM 2009-2011
- 13 -
Luận văn tốt nghiệp – GVHD TS. Nguyễn Văn Huyến
1.3. NGUYÊN LÝ VẬN HÀNH VÀ CÁC DẠNG ĐIỀU KHIỂN SỐ TRÊN
MÁY CÔNG CỤ CNC
1.3.1. Nguyên lý làm việc của máy công cụ CNC.
Hệ thống điều khiển số CNC có một máy tính giúp người đứng máy không chỉ
khởi động chương trình NC mà còn:
-
Viết và đưa chương trình vào máy.
-
Biến đổi các chương trình đã đưa vào máy.
Các kích thước của dụng cụ và của thiết bị kẹp phôi có thể được đưa vào hệ
thống CNC khi đặt số liệu mà không phụ thuộc vào chương trình NC. Các kích
thước này được thực hiện tự động khi gia công. Do đó người đứng máy cần rất ít
thông tin về bản vẽ, khi cần thiết có thể tự chọn dụng cụ và thiết bị kẹp chặt. Ta
nhận thấy không có sự khác nhau cơ bản giữa hệ thống NC và CNC về ngôn ngữ
lập trình và công nghệ gia công trên máy công cụ. Do các hành động đều được sản
sinh trên cơ sở cung cấp các dữ liệu ở dạng mã chữ cái cộng các con số và ký tự đặc
trưng.
Máy công cụ điều khiển theo chương trình số là những máy công cụ làm việc
với các hệ thống ngắt và hệ lệnh đường dịch chuyển trên cơ sở cung cấp các dữ liệu
của công nghệ gia công cắt gọt ở dạng mã nói trên. Những hệ lệnh này được tổ chức
theo một chương trình gia công chặt chẽ chính xác. Nguyên lý hoạt động của hệ
thống điều khiển số trên máy công cụ CNC được thể hiện như trên hình 1:
1.3.1.1. Quá trình xử lý bên ngoài:
Từ bản vẽ chế tạo, những thông số kỹ thuật và số liệu công nghệ yêu cầu để gia
công chi tiết, được đưa vào chương trình gia công với các bước gia công kế tiếp
nhau. Những chương trình gia công chi tiết được số hoá và ghi vào vật mang tin bởi
một mã (code) tương thích, để phân biệt với bộ nhớ nôị tại vật mang tin còn gọi là
bộ nhớ ngoại vi. Vật mang tin có thể là băng đục lỗ được ghi và được đọc ra một
cách tuần tự với tốc độ đọc 120 ký tự/ giây, băng từ (casset) là những dải băng có
khả năng nhiễm từ quấn trong một casset và nó có tốc độ đọc từ 400 đến 3000 ký
Nguyễn Hữu Tú - CTM 2009-2011
- 14 -
Lun vn tt nghip GVHD TS. Nguyn Vn Huyn
t/ giõy hoc a t (disk) cú u im l khai thỏc nhanh, trc tip, c la chn t
do vi tc c t 4000 n 300000 ký t/ giõy.
Bản vẽ
Lập trình
Xử lý
số bên
ngoài
a) Đờng tác dụng kín
Vật mang tin
Xử lý
số bên
trong
b) Đờng tác dụng hở
Vật mang tin
Đọc
Nhớ
Hệ thống đóng/ngắt
Bộ nội suy
Điều khiển
GT cần
GT cần
GT thực
Bộ so sánh
tđ
Đ cơ
bớc
Bàn máy
Bàn máy HT đo
(b)
(a)
Hỡnh 1.1: S h thng iu khin s trờn mỏy cụng c CNC.
Nguyn Hu Tỳ - CTM 2009-2011
- 15 -
Luận văn tốt nghiệp – GVHD TS. Nguyễn Văn Huyến
1.3.1.2. Quá trình xử lý bên trong:
Tiếp theo là quá trình xử lý bên ngoài là quá trình xử lý bên trong. Các dữ liệu
ghi trên vật mang tin được tiếp nhận thông qua bộ đọc, bộ đọc có nhiệm vụ kiểm tra
các thông tin đã được đọc về hình thức cấu trúc tin (tính chẵn của số bít trong mã số
ISO) và ngừng ngay quá trình đọc khi phát hiện cấu trúc tin bị mắc lỗi. Các thông
tin đuợc bộ đọc kiểm tra và đọc song được chuyển vào bộ nhớ. Bộ nhớ chương trình
đảm bảo chuẩn bị và thực hiện chuẩn bị các bước song song (xử lý đồng thời) các
thông tin của một công đoạn gia công vốn đã được đọc vào theo thứ tự từng bước
(dạng chuyển động, toạ độ của điểm kết thúc chuyển động, tốc độ trên đường biên
dạng, số vòng quay và chiều quay trục chính), dung lượng của các bộ nhớ trong các
hệ CNC hiện đại cho phép nội dung thông tin của nhiều chương trình con được lưu
trữ cùng một lúc trong bộ nhớ.
Từ bộ nhớ các thông tin chương trình gia công được chuyển qua bộ nội suy, bộ
nội suy có nhiệm vụ tính toán hiệu chỉnh để đảm bảo các dữ liệu của chương trình
đọc vào là phù hợp. Bộ nội suy tính toán tọa độ của các điểm trên đường dịch
chuyển dọc theo biên dạng cần, đoạn biên dạng giữa điểm khởi xuất và điểm kết
thúc mà toạ độ của chúng đã được đưa vào chương trình, để hình thành nên biên
dạng của chi tiết cần gia công trong một dung sai xác định. Các tín hiệu điện được
bộ đọc chuyển đổi từ các thông tin cần đưa vào thành tín hiệu tương tự (tín hiệu
điện), tín hiệu này hình thành giá trị “Cần” của vị trí bàn máy (trong hệ lệnh về
hướng dịch chuyển). Giá trị “Cần” được dẫn tới bộ so sánh theo một tuần tự điều
khiển xác định. Các giá trị “ Cần“ qua bộ so sánh hình thành giá trị “Thực” về vị trí
bàn máy, nó được thu thập thông qua hệ thống đo lường dịch chuyển và cũng được
dẫn tới bộ so sánh .
Kết quả đưa ra từ bộ so sánh giá trị “ Cần - Thực” trở thành những tín hiệu điều
khiển tự động cấp cho hệ thống truyền động, nhằm đạt tới vị trí chính xác mong
muốn của bàn máy. Đến khi kết quả so sánh cặp giá trị “ Cần - Thực” bằng “
Không”, tín hiệu điều khiển không còn nữa và hệ thống truyền động ngừng lại.
Nguyễn Hữu Tú - CTM 2009-2011
- 16 -
Luận văn tốt nghiệp – GVHD TS. Nguyễn Văn Huyến
Quá trình trên đây được thực hiện trên nguyên tắc đường tác dụng “ kín”
(hình1a). Còn trên hình1b, lại mô tả một hệ điều khiển theo nguyên tắc đường tác
dụng hở. Ở đây, các thông tin đã ghi nhận được truyền động thẳng tới hệ truyền
động thông qua cụm điều khiển. Giá trị “ Thực” không được thu thập và phản hồi
trên đường tác dụng “hở”. Đối với hệ lệnh đóng/ ngắt quá trình cũng diễn ra tượng
tự, chúng được ghi nhớ, xử lý và truyền đạt tới các khâu điều chỉnh và những chu
kỳ làm việc thích hợp .
1.3.2. Các dạng điều khiển trong điều khiển số.
Các dạng máy công cụ khác nhau, các bề mặt tạo hình khác nhau đòi hỏi
những chuyển động tương đối rất khác nhau giữa dao cụ và chi tiết gia công. Các
dạng điều khiển số đó cũng được phân thành: điều khiển điểm, điều khiển đoạn
thẳng hay đường thẳng và điều khiển biên dạng phi tuyến (contour).
1.3.2.1 Điều khiển điểm.
Cho phép xác định vị trí dụng cụ theo
các điểm đã lập trình với hành trình
chạy nhanh của dụng cụ và dụng cụ
không ăn vào phôi. Chuyển động trên
Z
các trục riêng lẻ, lúc này không có rằng
buộc bởi quan hệ hàm số và tốc độ của
Y
các yếu tố định vị không phụ thuộc vào
các yếu tố công nghệ. Điều khiển điểm điểm
chủ yếu dùng trong các máy
khoan, doa, hàn điểm.
X
Hình 1.2: Điều khiển điểm - điểm.
Khi dụng cụ chạy tới các điểm đích dao bắt đầu cắt. Mục đích cần đạt là các
kích thước của các lỗ gia công so với hai trục X, Y phải chính xác, còn các quỹ đạo
chuyển động của dao hay bàn máy đều không có ý nghĩa lắm (hình 2). Vị trí của các
lỗ có thể được điều khiển đồng thời trên hai trục X, Y, quỹ đạo làm với một trong
Nguyễn Hữu Tú - CTM 2009-2011
- 17 -
Luận văn tốt nghiệp – GVHD TS. Nguyễn Văn Huyến
hai trục một góc α tương ứng với hai trục đó hoặc có thể điều khiển kế tiếp nhau,
tức là theo hai trục riêng rẽ.
1.3.2.2 Điều khiển đoạn hay đường thẳng.
Z
Z
Y
X
(b)
(a)
X
Hình 1.3: Điều khiển đường thẳng trên máy tiện, máy phay CNC.
Điều khiển đường thẳng là dạng điều khiển mà khi gia công dụng cụ cắt thực
hiện một lượng chạy dao theo một đường thẳng nào đó. Điều khiển đường thẳng
cho phép bên cạnh dịch chuyển nhanh định vị, còn có một dịch chuyển song song
với chiều trục của dụng cụ cắt với lượng chạy dao yêu cầu, khi đó dao ăn vào phôi.
Hình 1.3a là sơ đồ chạy dao trên máy tiện dụng cụ cắt chuyển động song song
hoặc vuông góc trục của chi tiết so với trục Z. Trên hình 1.3b thể hiện sơ đồ máy
phay, dụng cụ cắt chuyển động song song với trục X. Trong cả hai trường hợp trên
dụng cụ cắt chuyển động độc lập theo từng trục tức không có quan hệ rằng buộc
hàm số. Dạng điều khiển này dùng cho máy phay và máy tiện đơn giản.
1.3.2.3 Điều khiển theo biên dạng.
Nếu giữa điểm bắt đầu một chuyển động và điểm kết thúc nó cần sản sinh ra
một biên dạng có ràng buộc bởi các quan hệ hàm số (tuyến tính hay phi tuyến) thì
điều khiển số thực hiện chuyển động như vậy thuộc dạng điều khiển biên dạng (
Contour).
Nguyễn Hữu Tú - CTM 2009-2011
- 18 -
Luận văn tốt nghiệp – GVHD TS. Nguyễn Văn Huyến
Dạng điều khiển này đòi hỏi phải có các truyền động biệt lập, điều chỉnh được
vị trí theo thời gian thực trên mỗi trục tọa độ và đảm bảo quan hệ phụ thuộc hàm số
với các
Z
Y
X
Hình 1.4: Điều khiển biên dạng trên máy phay CNC.
chuyển động đồng thời trên các trục khác. Giá trị cần – ứng với một vị trí tức thời
trên một trục – phải được tính toán một cách tuần tự đúng với ràng buộc hằng số
của biên dạng cần gia công.
Ví dụ trên hình 1.4 là quá trình phay biên dạng trên máy phay.Trong trường
hợp trên dụng cụ cắt chuyển động đồng thời theo hai trục để tạo ra một biên dạng
vừa có phần thẳng vừa có phần cong. Trong đó các chuyển động theo các trục có
quan hệ hàm số rằng buộc với nhau. Dạng điều khiển này ứng dụng trên các máy
tiện, máy phay và các trung tâm gia công (máy công cụ tự động đa chức năng có
quá trình trao đổi dao tự động, thực hiện nhiều công nghệ khác nhau như khoan,
phay, cắt ren, tiện rộng,..).Tuỳ theo số trục được điều khiển đồng thời khi gia công
để phân biệt thành điều khiển contour 2D, điều khiển contour 2,5D và điều khiển
3D (D = Dimension hay kích thước).
Nguyễn Hữu Tú - CTM 2009-2011
- 19 -
Luận văn tốt nghiệp – GVHD TS. Nguyễn Văn Huyến
a. Điều khiển contour 2D.
Điều khiển contour 2D cho phép các dịch chuyển của dụng cụ cắt theo đường
thẳng và cung tròn, dựa vào hai trục cố định.
Nếu một máy CNC có ba trục và sự điều khiển contour 2D, thì trục thứ ba chỉ
có thể được điều khiển không phụ thuộc vào hai trục kia. Trên hình 5, lượng ăn dao
được điều khiển theo trục Z còn phay biên dạng là sự kết hợp giữa hai trục X, Y.
Z
Y
X
Hình 1.5: Điều khiển 2D.
b. Điều khiển contour 2,5D.
Cho phép các dịch chuyển của dụng cụ theo
đường thẳng và theo cung tròn trong một số mặt
phẳng làm việc, nhưng chỉ có thể
Z
có hai trục hoà hợp với nhau với sự lưu ý tới các
chuyển động giữa chúng.
Y
Trên máy phay CNC có ba trục X, Y, Z sẽ điều
khiển được đồng thời hoặc X và Y hoặc X và Z hoặc
X
Y và Z. Trên các máy phay điều đó có
nghĩa là sự ăn dao có thể thực hiện
Hình 1.6: Điều khiển 2,5D.
theo bất kỳ 1 trong 3 trục, trong khi đó giữa hai trục kia dùng sử dụng để phay
contour. Hình 1.6, thể hiện các chức năng trên.
Nguyễn Hữu Tú - CTM 2009-2011
- 20 -
Luận văn tốt nghiệp – GVHD TS. Nguyễn Văn Huyến
Như vậy thông qua chức năng G ( G17, G18, G19 ) của chương trình gia công ta
có thể chuyển từ bề mặt gia công này sang bề mặt gia công khác.
c. Điều khiển contour 3D.
Cho phép đồng thời chạy dao theo cả ba trục X, Y, Z, ( cả ba trục chuyển động
hòa hợp với nhau hay có quan hệ ràng buộc bằng hàm số ). Ta thấy trên hình 7, biên
dạng đuợc gia công theo cả ba trục đều có lượng chạy dao theo chúng tạo thành.
Điều khiển contour 3D được ứng dụng rộng để gia công các khuôn mẫu chính xác,
gia công các bề mặt không gian phức tạp.
Z
Y
X
Hình 1.7: Điều khiển 3D
Nguyễn Hữu Tú - CTM 2009-2011
- 21 -
Luận văn tốt nghiệp – GVHD TS. Nguyễn Văn Huyến
1.4. KHÁI NIỆM VỀ MÁY CÔNG CỤ CNC
1.4.1. KHÁI NIỆM CHUNG VỀ MÁY CÔNG CỤ CNC.
Là thế hệ máy công cụ được điều khiển theo chương trình số viết bằng mã số
ký tự chuyên dùng khác, trong đó hệ thống điều khiển có cài đặt các bộ vi xử lý
micropocessor ( µp ) làm việc với các chu trình thời gian từ 1 đến 20 µp có bộ nhớ
tối thiểu 4 Kbyte, đảm nhiệm các chức năng cơ bản của chương trình điều khiển số
như : Tính toán trên các trục điều khiển theo thời gian thực, giám sát các trạng thái
của máy tính toán các giá trị chỉnh lý dao cụ, tính toán nội suy trong điều khiển quỹ
đạo biên dạng (tuyến tính và phi tuyến tính) thực hiện so sánh giá trị Cần - Thực.
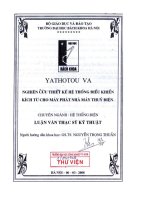
1.4.1.1. Các đặc điểm kết cấu của các máy công cụ điều khiển CNC so với máy
công cụ thông thường.
a. Máy cộng cụ thông thường.
Khi thực hiện gia công trên máy thông thường người công nhân thường phải
dùng tay để điều khiển máy, người công nhân căn cứ vào phiếu nguyên công để cắt
gọt chi tiết nhằm đảo bảo các yêu cầu kỹ thuật đặt ra
Khi gia công trên máy phay thông thường thì năng suất và chất lượng sản
phẩm phụ thuộc vào rất nhiều tay nghề của công nhân, nếu so với các máy điều
khiển số thì máy công cụ thông thường còn rất nhiều hạn chế, tuy nhiên máy công
cụ thông thường vẫn được sử dụng rộng rãi ở Việt Nam với lý do giá thành thấp và
thuận tiện cho công việc sửa chữa và cho nền sản xuất còn đang ở trình độ thấp.
b. Máy công cụ CNC .
Thế hệ sau của máy công cụ thông thường là máy NC (máy điều khiển số), với yêu
cầu ngày càng tăng để đưa ra những sản phẩm có chất lượng, gia công hàng loạt
trên một máy công cụ. Chính vì thế mà máy công cụ CNC ra đời là bước phát triển
từ máy NC. Các máy CNC có một máy tính để thiết lập phần mềm để điều khiển
chức năng dịch chuyển của máy. Các chương trình gia công được đọc cùng một lúc
và được lưu trữ vào trong bộ nhớ, khi gia công máy tính đưa các câu lệnh vào điều
cũng có khả năng bù chiều dài và đường kính dụng cụ… Tất cả các chức năng trên
Nguyễn Hữu Tú - CTM 2009-2011
- 22 -
đều được nhờ một phần mềm của máy tính, các chương trình lập ra đều có thể được
lưu trữ vào đĩa cứng hoặc đĩa mềm. So với máy công cụ thông thường thì máy công
cụ CNC có khả năng tự động hoá, độ chính xác cũng như chất lượng sản phẩm khi
gia công rất cao. Quá trình điều khiển chuyển động giữa các trục của máy điều
khiển theo chương trình số được các động cơ dẫn động đảm nhiệm, chạy theo biên
dạng của chi tiết với chương trình đã được lập còn máy công cụ thông thường các
chuyển động phải điều khiển bằng tay (Hình 8 mô tả kết cấu máy phay thông
thường và máy phay CNC).
- 23 -
C ụ m t r ụ c c h ín h
T r u y ề n đ ộ n g c h ín h
C á c ta y q u a y
B àn m áy
T hân m áy
M á y p h a y th ô n g th ờ n g
T r u y ề n đ ộ n g t r ụ c c h ín h
(Đ ộ n g c ơ A C , D C )
V ít m e đ a i ố c b i ( tr ụ c Y )
T ru y ề n đ ộ n g c h ạ y d a o (Đ ộ n g c ơ A C , D C )
T ru y ề n đ ộ n g c h ạ y d a o
(Đ ộ n g cơ A C , D C )
V ít m e đ a i ố c b i ( tr ụ c X )
B àn m áy
B ả n g đ iề u k h iể n
c ó m à n h ìn h
V ít m e đ a i ố c b i ( tr ụ c Z )
H ệ th ố n g đ o đ ờ n g d ịc h c h u y ể n
T hân m áy
T ru y ề n đ ộ n g c h ạ y d a o
(Đ ộ n g c ơ A C , D C )
M áy phay C N C
Hỡnh 1.8: Mỏy phay thụng thng v mỏy phay CNC.
- 24 -