MẠ KẼM CROMAT HOÁ
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (697.4 KB, 26 trang )
CÔNG NGHỆ MẠ
KẼM CROMAT
HOÁ
GVHD: Nguyễn Trường Sơn
NHÓM 3
1. Lưu Ngọc Diệu
2. Trần Nhật Huy
3. Lê Hoàng Nhật
4. Lê Ngọc Thanh Trang
5. Nguyễn Thị Phương Uyên
6. Trần Thiện Ngự Thoại Vy
Tp. HCM, tháng 5/2019
16128006
16128031
16128058
16128087
16128102
16128109
CÔNG NGHỆ MẠ KẼM CRO MAT HOÁ
Lời nói đầu
M
ạ kẽm là hình thức mạ một lớp kẽm lên bề mặt kim loại nhằm tạo
một lớp bảo vệ cho bề mặt chống lại khả năng ăn mòn, hoen gỉ
giúp nâng cao chất lượng và vẻ đẹp thẩm mỹ cho sản phẩm. Ngày
nay, mạ kẽm được sử dụng rất rộng rãi nhất là để bảo vệ máy
móc, thiết bị, dụng cụ,… bằng sắt thép, chống ăn mòn. Sản phẩm mạ kẽm khi để ngoài
môi trường sẽ tác động làm cho vẻ bên ngoài kém đi (mờ, xám dần theo thời gian) tuy
nhiên thì tính bảo vệ của nó không hề giảm. Vì vậy, sản phẩm mạ kẽm thích hợp nhất
dùng cho các công trình kiến trúc xây dựng, dùng cho các đường dây tải điện, thông
tin và đường sắt, các thiết bị đặt ngoài trời,… dưới dạng các tấm lợp, thép góc, ống
dẫn,…
Hiện nay, có rất nhiều phương pháp xi mạ hóa chất kẽm khác nhau như: mạ
kẽm lạnh, mạ kẽm điện phân, mạ kẽm nhúng nóng. Mỗi phương pháp khác nhau thì sẽ
được ứng dụng trong các trường hợp khác nhau.
Vì những lợi ích như trên, nhóm chúng em quyết định chọn và tìm hiểu về đề
tài “Công nghệ mạ kẽm cromat hóa”.
2
CÔNG NGHỆ MẠ KẼM CRO MAT HOÁ
Mục lục
Lời nói đầu ................................................................................................................1
Chương 1. TỔNG QUAN VỀ CÔNG NGHỆ MẠ KẼM .......................................3
1.1. Xử lý bề mặt trước khi mạ ...................................................................................3
1.2. Công nghệ mạ kẽm ..............................................................................................4
1.2.1. Mạ kẽm trong dung dịch acid .......................................................................4
1.2.2. Mạ kẽm trong dung dịch cyanya ..................................................................6
1.2.3. Mạ kẽm trong dung dịch zincat ....................................................................8
1.2.4. Mạ kẽm trong dung dịch ammonicat ............................................................9
1.2.5. Mạ kẽm trong dung dịch pyrophotphat .........................................................10
1.3. Bóc lớp mạ kẽm hỏng ..........................................................................................12
1.4. Hoàn thiện lớp mạ kẽm (cromat hoá)...................................................................12
Chương 2. QUY TRÌNH CÔNG NGHỆ .................................................................16
2.1. Sơ đồ quy trình mạ kẽm cromat hoá cho bulong, đai ốc.......................................16
2.2. Thuyết minh cho quy trình ...................................................................................17
Chương 3. ỨNG DỤNG THỰC TẾ .........................................................................19
3.1. Công nghệ mạ kẽm không cyanya .......................................................................20
3.2. Một số sản phẩm khác .........................................................................................21
Kết luận ..................................................................................................................... 22
Tài liệu tham khảo ....................................................................................................23
3
CÔNG NGHỆ MẠ KẼM CRO MAT HOÁ
Chương 1. TỔNG QUAN VỀ CÔNG NGHỆ MẠ KẼM
1.1. Xử lý bề mặt trước khi mạ
Xử lý bề mặt kim loại trước khi mạ là một phần không thể thiếu trong quá trình
xi mạ vì bước này quyết định chất lượng của lớp phủ trên bề mặt kim loại. Không chỉ
mang đến bề mặt nhẵn bóng, xử lý bề mặt kim loại còn giúp loại sạch các vết sét,
màng oxit, dầu mỡ hay các chất bẩn trên bề mặt kim loại giúp lớp mạ được bám chắc
trên bề mặt kim loại.
Hiện nay có hai phương pháp xử lý bề mặt chính:
Gia công cơ học:
Gia công cơ học là quá trình giúp cho bề mặt phôi kim loại đồng đều và độ trơn
nhẵn cao, giúp quy trình xi mạ bám chắc vào phôi.
Có nhiều phương pháp: mài, đánh bóng, bắn cát hoặc tia nước áp lực cao.
Tuy nhiên, quá trình gia công cơ học làm lớp kim loại bề mặt sản phẩm bị biến
dạng, làm giảm độ gắn bám của lớp mạ sau này. Vì vậy trước khi xi mạ cần phải hoạt
hóa bề mặt rồi đem mạ ngay.
Gia công xử lý hóa học: tẩy dầu mỡ, tẩy gỉ
+ Tẩy dầu mỡ:
Bề mặt kim loại trong quá trình hoạt động sản xuất thường dính dầu mỡ, dù rất
mỏng cũng đủ để làm cho bề mặt trở nên kị nước, không tiếp xúc được với dung dịch
tẩy, dung dịch mạ,…
Các cách tẩy dầu mỡ:
- Tẩy trong dung môi hữu cơ như tricloetylen C 2HCl3, tetracloetylen C2Cl4,
cacbontetraclorua CCl4,… chúng có đặc điểm là hòa tan tốt nhiều loại chất béo, không
ăn mòn kim loại, không bắt lửa. Tuy nhiên, sau khi dung môi bay hơi, trên bề mặt kim
loại vẫn còn dính lại lớp màng dầu mỡ rất mỏng không sạch, cẩn phải tẩy tiếp trong
dung dịch kiềm.
- Tẩy trong dung dịch kiềm nóng NaOH có bổ sung thêm một số chất nhũ tương
hóa như Na2SiO3, Na3PO4,… Với các chất hữu cơ có nguồn gốc động thực vật sẽ tham
gia phản ứng xà phòng hóa với NaOH và bị tách ra khỏi bề mặt. Với những loại dầu
mỡ khoáng vật thì sẽ bị tách ra dưới tác dụng nhũ tương hóa của Na 2SiO3.
4
CÔNG NGHỆ MẠ KẼM CRO MAT HOÁ
- Tẩy trong dung dịch kiềm bằng phương pháp điện hóa, dưới tác dụng của dòng
điện, oxy và hydro thoát ra có tác dụng cuốn theo các hạt mỡ bám vào bề mặt. Tẩy
bằng phương pháp này dung dịch kiềm chỉ cần pha loãng hơn so với tẩy hóa học đã
đạt hiệu quả. Tẩy dầu mỡ siêu âm là dùng sóng siêu âm với tần số dao động lớn tác
dụng lên bề mặt kim loại, những rung động mạnh sẽ giúp lớp dầu mỡ tách ra dễ dàng
hơn.
+ Tẩy gỉ:
Bề mặt kim loại nền thường phủ một lớp oxit dày, gọi là gỉ. Tẩy gỉ hóa học cho
kim loại đen thường dùng acid loãng H2SO4 hay HCl hoặc hỗn hợp của chúng. Khi tẩy
thường diễn ra đồng thời 2 quá trình: hòa tan oxit và kim loại nền.
Tẩy gỉ điện hóa là tẩy gỉ hóa học đồng thời có sự tham gia của dòng điện. Có thể
tiến hành tẩy gỉ cathode hoặc tẩy gỉ anode. Tẩy gỉ anode lớp bề mặt sẽ rất sạch và hơi
nhám nên lớp mạ sẽ gắn bám rất tốt. Tẩy gỉ cathode sẽ sinh ra H mới sinh, có tác dụng
khử một phần oxit. Hydro sinh ra còn góp phần làm tơi cơ học màng oxit và nó sẽ bị
bong ra. Tẩy gỉ bằng cathode chỉ áp dụng cho vật mạ bằng thép cacbon, còn với vật
mạ Ni, Cr thì không hiệu quả lắm.
+ Tẩy bóng điện hóa và hóa học: Tẩy bóng điện hóa cho độ bóng cao hơn gia
công cơ học. Lớp mạ trên nó gắn bám tốt, tinh thể nhỏ, ít lỗ thủng và tạo ra tính chất
quang học đặc biệt. Khi tẩy bóng điện hóa thường mắc vật tẩy với anode đặt trong một
dung dịch đặc biệt. Do tốc độ hòa tan của phần lồi lớn hơn của phần lõm nên bề mặt
được san bằng và trở nên nhẵn bóng. Cơ chế tẩy bóng hóa học cũng giống tẩy bóng
điện hóa. Khi tẩy bóng hóa học cũng xuất hiện lớp màng mỏng cản trở hoặc kìm hãm
tác dụng xâm thực của dung dịch với kim loại tại chỗ lõm.
+ Tẩy nhẹ: Tẩy nhẹ hay còn gọi là hoạt hóa bề mặt, nhằm lấy đi lớp oxit rất
mỏng, không nhìn thấy được, được hình thành trong quá trình gia công ngay trước
khi mạ Crom. Khi tẩy nhẹ xong, cấu trúc tinh thể của nền bị lộ ra, độ gắn bám sẽ tăng
lên.
1.2. Công nghệ mạ kẽm
1.2.1. Mạ kẽm trong dung dịch acid
Dung dịch acid để mạ kẽm chính là dung dịch mạ đơn, thường dùng là dung dịch
sunfat, rồi đến dung dịch clorua, dung dịch floborat. Đặc điểm chung của các dung
5
CÔNG NGHỆ MẠ KẼM CRO MAT HOÁ
dịch này là: kẽm tồn tại dưới dạng ion đơn đã hydrat hóa, cho độ phân cực bé khi
phóng điện, dung dịch ổn định, cho phép dùng Dc lớn, nhất là khi dung dịch được
khuấy mạnh, hiệu suất dòng điện lớn (ngay cả nồng độ acid cao). Nhược điểm chung
của dung dịch này là: cho lớp mạ có tinh thể thô, khả năng phân bố kém, nên chỉ dùng
để mạ cho vật có hình thù đơn giản như dây, băng tấm,…
Các dung dịch được dùng trong phương pháp này như: ZnSO4.7H2O,
Al2(SO4)3.18H2O, KAl(SO4)2.12H2O, Na2SO4.10H2O, (NH4)2SO4, C6H10O5, C6H12O6,
C10H6(SO3Na3)2.
Dung dịch ZnSO4.7H2O, độ hòa tan ở 25oC là 600g/l, dung dịch này cung cấp ion
kẽm, khống chế hàm lượng trong khoảng 200-400 g/l. Nếu dung dịch đặc quá thường
lớp mạ sẽ bị xốp, dễ bị gai cây; còn nếu loãng quá thì độ dẫn điện của dung dịch thấp,
làm giảm chất lượng lớp mạ. Vì vậy khi dùng dung dịch này mạ kẽm cho dây, băng,
tấm,… liên tục, để tăng tốc độ mạ người ta thường sử dụng nồng độ cao đến khoảng
400-700 g/l, nhưng buộc phải đun nóng liên tục dung dịch ở 40-50 oC và khuấy thật
mạnh bằng khí nén.
Trên cathode xảy ra quá trình phóng điện của ion Zn2+ hydrat hóa:
Zn2+.mH2O + 2e Zn + mH2O
Quá trình này xảy ra với độ phân cực bé nên kết tủa có tinh thể khô và khả năng
phân bố PB thấp. Để cải thiện nhược điểm trên, trong dung dịch phải có thêm các
thành phần thích hợp như:
+ Các chất dẫn điện có cùng ion như Na2SO4.10H2O, (NH4)2SO4,… Các chất
này làm tăng độ dẫn điện của dung dịch đồng thời làm tăng khả năng phân bố cho
dung dịch, làm tăng độ phân cực của cathode, cải thiện được cấu trúc tinh thể.
+ Chất hoạt động bề mặt C6H10O5, C6H12O6, C10H6(SO3Na3)2 cho vào dung dịch
làm tăng độ phân cực, cải thiện khả năng phân bố của dung dịch. Chất hoạt động bề
mặt chỉ có tác dụng ở nhiệt độ thường.
Ngoài ra, trên cathode còn quá trình phụ của H + phóng điện. Điện thế tiêu
chuẩn của hydro dương hơn của Zn là 0.76, lẽ ra hiệu suất của dòng điện thoát Zn sẽ
thấp, nhưng vì quá thế thoát hydro trên Zn rất lớn. Và nồng độ H + rất bé trong khi
nồng độ Zn2+ lại rất lớn, nên trên cathode Zn thoát ra là chính, do đó hiệu suất dòng
điện trong dung dịch mạ kẽm sunfat thường rất cao (96-98%).
6
CÔNG NGHỆ MẠ KẼM CRO MAT HOÁ
Để hiệu suất dòng điện thoát Zn luôn cao thì nồng độ H + trong dung dịch phải
đủ thấp, pH không được dưới 3.5. Nếu pH < 3.5, nồng độ H + quá lớn, H+ sẽ được ưu
tiên phóng điện trên cathode và hiệu suất dòng điện thoát Zn sẽ giảm đi, thậm chí có
thể giảm xuống đến 0. Và nếu pH > 4.5-4.8, lớp mạ điện sẽ bị dòn, sần sùi vì lẫn nhiều
kẽm hydroxit (sinh ra tại pH 5.3 trong lớp cathode). Vậy cần phải ổn định pH trong
khoảng 3.5-4.5, ta có thể dùng chất đệm như Al 2(SO4)3.18H2O, KAl(SO4)2.12H2O thêm
vào dung dịch.
Mạ kẽm từ dung dịch sunfat luôn có hiệu suất dòng điện anot trên 100% (trong
khi hiệu suất dòng điện cathode bé hơn 100%), vì trên anode ngoài quá trình hòa tan
điện hóa do hoạt động của các vi pin ăn mòn. Anode càng nhiều tạp chất hiện tượng
hòa tan ấy càng mạnh. Điều này dẫn đến: nồng độ Zn 2+ trong dung dịch dần dần đặc
hơn; nồng độ H+ trong dung dịch mất dần dẫn đến pH tăng lên. Để khắc phục điều này
ngoài việc dùng chất đệm, cần thường xuyên theo dõi để bổ sung H 2SO4 và điều chỉnh
nồng độ Zn2+ trong dung dịch được kịp thời.
Dung dịch mạ kẽm rất nhạy với tạp chất. Các ion tạp chất nào có điện thế dương
hơn kẽm, sẽ được giải phóng trên cathode cùng với kẽm. Các tạp chất này thường có
quá thế hydro thấp hơn kẽm (nhất là Co, Cu, Ag, Sb,…) nên sẽ tạo thành những điểm
chỉ cho hydro thoát ra, làm giảm hiệu suất dòng điện, nhưng nguy hại hơn là tạo thành
các vết rỗ, sọc hoặt sùi, bột,…làm hỏng lớp mạ. Vì vậy hóa chất, nước, anode phải
dùng loại đủ sạch (theo đúng quy định của tiêu chuẩn), không để lẫn tạp chất vào dung
dịch khi vận hành.
1.2.2. Mạ kẽm trong dung dịch cyanya
• Đặc điểm công nghệ
Ưu điểm: Dung dịch mạ kẽm cyanya có khả năng phân bố tốt, lớp mạ mịn, bóng
có thể sử dụng mật độ dòng điện và nhiệt độ cao.
Không ăn mòn thiết bị, mạ chi tiết có hình dáng phức tạp, có độ dày trên 20 µm.
Nhược điểm: Dung dịch cyanya có hiệu suất dòng điện thấp, dung dịch rất độc,
có hại đến sức khoẻ.
=> Phải có thiết bị hút độc tốt và có biện pháp an toàn cần thiết.
7
CÔNG NGHỆ MẠ KẼM CRO MAT HOÁ
•
Chế độ công nghệ
Thành phần
(g/l)
và chế độ mạ
ZnO
NaCN
NaOH
Na2S
Glyxerin
C3H5(OH)3
Nhiệt độ dung
dịch (℃)
Mật độ dòng
(A/dm2)
Hiệu suất dòng
(H%)
Ứng dụng
Dung dịch mạ kẽm
2
3
1
4
40 - 45
75 - 80
70 - 80
0,5 - 50
3-5
40 - 45
80 - 85
40 - 60
-
8 - 10
18 - 20
70
-
41 - 57
68 -132
34,5 - 56
-
Phòng
Phòng
Phòng
27 - 38
2-5
1,5 - 2
0,5 – 2,5
1-5
80 - 85
75 - 80
70 - 80
75 - 95
Mạ quay
Ít độc
Mạ dày
Tẩy HNO3
Mạ tĩnh
cho lớp mạ
sáng
Tỷ lệ diện tích anode/cathode Sa/Sc: 2/1.
Anode: kẽm độ sạch cao và thép.
Điện thế nguồn 6 – 12 V.
Thời hạn phân tích điều chỉnh dung dịch 1 – 2 lần/ tuần.
NaCN tạo với ZnO thành phức chất Na2[Zn(CN)4], cho khả năng phân bố lớn,
độc.
NaOH tạo thành với ZnO thành phức chất Na 2ZnO2 (Zincat), cho khả năng phân
bố thấp.
Na2S dùng để kết tủa kim loại nặng xuống đáy bể, làm sạch dung dịch, lớp mạ
sáng hơn.
Glyxerin cho lớp mạ mịn, sáng.
Khi làm việc lâu, hàm lượng Na2CO3 tăng dần lên do hấp thụ khí CO2 từ không
khí.
Khi nồng độ Na2CO3 vượt quá 100g/ml sẽ kết tinh trắng lên thành bể.
=> Làm giảm H%, ic và chât lượng mạ.
=> Để loại bỏ bằng cách thêm 1,5g Ba(OH) 2 vào dung dịch sẽ thu được kết tủa
1g Na2CO3, rồi lắng, gạn khỏi dung dịch.
8
CÔNG NGHỆ MẠ KẼM CRO MAT HOÁ
•
Pha chế dung dịch
Dung dịch mạ kẽm cyanya được pha bằng các hóa chất ZnO hoặc Zn(OH) 2 cho
tác dụng với NaCN theo phản ứng, được thực hiện trong điều kiện có quạt hút:
2ZnO + 4NaCN Na2Zn(CN)4 + Na2ZnO2
2Zn(OH)2 + 4NaCN Na2Zn(CN)4 + Na2ZnO2 + 2 H2O
Quá trình pha chế dung dịch mạ kẽm cyanya (trong điều kiện có quạt hút):
Hòa tan NaCN và NaOH trong bể mạ (bể thép hay nhựa) có thể tích nước bằng ½
thể tích bể mạ.
Cho nước vào ZnO đã tính toán, khuấy thành dạng hồ đặc, vừa khuấy vừa cho
vào bể mạ đến khi hòa tan hoàn toàn.
Cho Glyxerin, Na2S,… và các chất phụ gia khác đã hòa tan vào trong bể. Tiếp tục
khuấy đều, cho nước đến mức quy định.
Khi cần thêm ZnO phải hòa tan nó vào NaCN hay NaOH rồi mới lọc vào dung
dịch.
Pha xong mạ xử lí với ic = 0,1 – 0,2 A/dm2 đến khi lớp mạ sáng.
1.2.3. Mạ kẽm trong dung dịch zincat
• Đặc điểm công nghệ
Kẽm tồn tại dưới dạng phức Na 2ZnO3. Dung dịch này có khả năng phân bố khá
lớn nên mạ được các vật tương đối phức tạp. Tuy không bằng dung dịch cyanya nhưng
nó không độc hại. Thành phần đơn giản, giá rẻ, độ dẫn điện cao, chỉ cần nguồn điện
một chiều dưới 6V.
•
Chế độ công nghệ
Dung dịch loãng có khả năng phân bố tốt hơn, dùng mạ các vật phức tạp.
Sn4+ làm lớp mạ nhẵn, sáng. Điều chế Sn4+ (ở dạng Na2SnO3): dùng 2 ml H2O2 sẽ
oxy hóa được Sn2+ thành 1g Na2SnO3 (dùng thay cho SnCl4).
Polyetylenimi cho phép dùng mật độ dòng cao, lớp mạ trắng.
9
CÔNG NGHỆ MẠ KẼM CRO MAT HOÁ
Thành phần
Dung dịch Zincat
(g/l) và chế độ
1
2
3
mạ
ZnO (tính ra
15 - 17
3,5 – 6,8
10
Zn)
NaOH
135 - 160
65 - 80
80
SnCl4 (hay
0,2 – 0,5
0,2 – 0,5
1
Na2SnO3)
Polyetylenimin
Mật độ dòng
- ia
< 1,5
- ic khuấy
3-4
1,5 – 2,0
- ic không
2,0 – 2,5
0,7
< 1,2
khuấy
Nhiệt độ dung
50
50
50
dịch
Tỷ lệ diện tích anode/cathode Sa/Sc = 1/2 đến 2/3.
4
10
100
1
6-7
1-5
50
Anode có độ tinh khiết kỹ thuật.
Điện thế nguồn 6V.
•
Pha chế dung dịch
Cân hóa chất, hòa tan NaOH vào nước, đun nóng 90 – 100℃.
ZnO hay Zn(OH)2 hòa thành bột nhão rồi từ từ rót vào dung dịch NaOH khuấy
đều cho đến khi tan hết.
Thêm nước đến khi thể tích đã tính toán, lọc dung dịch vào bể mạ, thêm các cấu
tử còn lại.
Lấy mẫu đem phân tích, đồng thời mạ xử lí với i c = 0,1-0,2 A/dm2 cho đến khi
được lớp mạ sáng. Sau khi phân tích điều chỉnh lại nồng độ nếu cần.
1.2.4. Mạ kẽm trong dung dịch ammonicat
• Đặc điểm công nghệ
Dùng mạ cho các vật có hình dạng phức tạp, lớp mạ mịn (gần bằng mạ từ dung
dịch cyanya). Không độc, mạ được ở nhiệt độ phòng.
Kẽm tồn tại ở dạng phức Zn(NH 3)2Cl2 ở pH < 7, Zn(NH3)4Cl2 ở pH > 7. Ở pH < 5
phức không tồn tại.
•
Chế độ công nghệ
10
CÔNG NGHỆ MẠ KẼM CRO MAT HOÁ
Độ hòa tan của ZnO trong NH4Cl bão hòa ở 20oC là 0,18M. Các dung dịch này
chứa nhiều ion Cl- nên sau khi mạ phải rửa sạch để tránh gây gỉ về sau.
Dùng ZnSO4 thay cho ZnO hay ZnCl2 để pha dung dịch cũng cho lớp mạ tốt
nhưng dung dịch mạ hay biến động, không ổn định.
H2BO3 và CH3COOCH4 là các chất đệm nhưng không đổi lẫn được cho nhau.
Urtriphin C6H12N4 và gelatin hay keo da trâu là những chất làm lớp mạ mịn, sáng,
phân bố tốt.
Liconda ZnSR A và B là tên thương mại của chất bóng được bán trên thị trường.
Anode dùng kim loại tinh khiết kỹ thuật. Nguồn điện 6V cho mạ tĩnh, 12V cho mạ
thùng quay.
•
Pha chế dung dịch
NH4Cl hòa tan sẽ thu nhiệt nên phải hòa tan chúng trong nước nóng 50-60oC.
ZnO hòa tan với nước thành bột nhão rồi cho từ từ vào dung dịch NH 4Cl nóng và
khuấy liên tục cho đến khi tan hết. Để hòa tan được nhanh nên cho ZnO vào HCl (đã
pha loãng với nước theo tỉ lệ 1:1) cho tan trước rồi mới rót vào dung dịch NH 4Cl. Hòa
tan H3BO3 riêng vào nước 60-70oC rồi mới đổ chung vào. Các chất còn lại cũng phải
hòa tan trước rồi mới trộn chung lại.
Thêm nước đến thể tích đã tính toán, lọc dung dịch vào bể mạ. Mạ xử lí với I c =
0,25-5 A/dm2 cho đến khi được lớp mạ trắng, sáng. Nếu hóa chất ZnO lẫn nhiều Pb,
Fe, Cu,… phải mạ xử lí khá lâu thường phải đạt trên 2-3 Ah/l mới được lớp mạ tốt.
Lưu ý: Urotrophin hòa tan trong nước nguội. Gelatin phải ngâm 1-2 ngày cho
trương hoặc ngâm trong nước nóng trong 1-2h. Các chất bóng cho trực tiếp vào dung
dịch.
1.2.5. Mạ kẽm trong dung dịch pyrophotphat
• Đặc điểm công nghệ
Dung dịch có khả năng phân bố lớn, mạ được cho các vật có hình dạng khá phức
tạp. Không độc hại.
•
Chế độ công nghệ
Zn tồn tại dưới dạng phức Na6[Zn(P2O7)2], được sinh ra khi hòa tan ZnSO4 trong
Na4P2O4 dư.
11
CÔNG NGHỆ MẠ KẼM CRO MAT HOÁ
Anode kẽm dễ bị thụ động, nhất là ở nhiệt độ thấp do bị phủ màng muối khó
tan.
Tỷ lệ diện tích anode/cathode Sa/Sc > 2-3.
Các muối chứa NH4+ có tác dụng chống thụ động anode.
K4P2O7, K2HPO4 có độ hòa tan lớn hơn, cho dung dịch có nồng độ phức cao
hơn, dùng được mật độ dòng cao hơn, ít gây thụ động anode hơn. Còn K 4P2O7,
Na2HPO7 thì ngược lại.
Dung dịch mạ kẽm pyrophotphat
Thành phần và
chế độ mạ
ZnSO4.7H2O
K4P2O7.3H2O
(NH4)2HPO4
Na2HPO4
NH4Cl
Dextrin
Axit sunfanilic
Ic, A/dm2
Ia, A/dm2
Nhiệt độ
pH
Hiệu suất dòng
H%
Ứng dụng
•
Các dung dịch mạ kẽm pyrophotphat
1
50-60
180-200
3-5
3-5
1-2
50-55
8,0-8,3
75-95
2
60-70-300330
330
0,1-0,5
2-5
0,5-1,0
20-30
8,5-9,0
83-92
Mạ mờ
Mạ bóng
3
35-40
4
90-100
5
54-60
140-150
50
10
0,3-1,0
15-30
11,2-11,6
95
300-350
50-60
1,3-30
0,8-1,2
18-25
7,5-8,5
85-95
190-240
5
1-5
0,7-1,2
50-55
84-89
-
Mạ tĩnh,
mạ quay
-
Anot ít bị
thụ động
Pha chế dung dịch:
Hòa tan natri hay kali pyrophotphat bằng nước ở nhiệt độ 70-80 oC. Hòa tan riêng
ZnSO4 cũng bằng nước nóng. Đổ từ từ 2 dung dịch trên vào nhau và khuấy liên tục.
Ban đầu sinh ra kết tủa kẽm pyrophotphat, sau đó phản ứng tiếp với pyrophotphat dư
thành phức tan.
Phương trình hóa học:
2ZnSO4 + Na4P2O7 → Zn2P2O7 + 2Na2SO4
Zn2P2O7 + 3Na4P2O7 → 2Na6[Zn(P2O7)]
12
CÔNG NGHỆ MẠ KẼM CRO MAT HOÁ
Để nguội dung dịch, gạn lọc dung dịch vào bể mạ và loại bỏ cặn (là K 2SO4 và
Na2SO4 kết tinh). Hòa tan riêng các cấu tử còn lại và lọc vào bể. Thêm nước đến thể
tích đã định.
Điều chỉnh pH bằng NaOH loãng hay H3PO4; mạ thử.
1.3. Bóc lớp mạ kẽm hỏng
Bóc lớp thụ động hỏng: tẩy trong HNO3 3%
Bóc lớp mạ kẽm hỏng: tẩy trong HCl 5-10% +Sb+3 3-5 g/ml hoặc tẩy trong
NaOH 10-15% nền thép không bị mòn hoặc tẩy trong H 2SO4 5-10% ở nhiệt độ
thường.
1.4. Hoàn thiện lớp mã kẽm
Lớp mạ kẽm thường được dùng để xi mạ bảo vệ kim loại bằng sắt, gang, thép
tránh bị ăn mòn điện hóa trong không khí, đất, nước nhưng để bảo vệ các thiết bị trên
lâu và tốt nhất cũng như nâng cao tính thẫm mỹ của sản phẩm ta nên qua khâu hoàn
thiện lớp mạ kẽm như: thụ động, tẩy bóng trắng, khử đòn Hydro, photphat hóa,…
Thụ động hóa:
Khi chúng ta tiến hành nhúng lớp mạ kẽm vào dung dịch thụ động chúng sẽ xảy
ra hiện tượng ăn mòn kẽm và tạo nên hợp chất của kẽm với crom hình thành nên lớp
mạ thụ động. Quá trình thụ động hóa là cho các lớp mạ kẽm được tiến hành trong dung
dịch acid cromic hoặc natri bicromat. Phản ứng hóa học giữ bề mặt kẽm và dung dịch
tạo thành màng thụ động gồm một dãy các oxit, các hydroxit và các muối của kẽm và
crom. Mỗi chất có một màu riêng, hợp thành một phổ màu cho lớp mạ từ lục sáng đến
ngũ sắc rồi đến không màu, tùy thuộc thành phần và chế độ thụ động chiều dày mảng
từ 0,25- 0,5µm. Lúc còn ướt màng yếu, dể cọ tuột mất, sau khi sấy khô ở nhiệt độ
60oC màng bám rất chắc với nền, màng ít bền cơ học. Nếu sấy ở trên 60 oC màng sẽ
mất nước kết tinh, gây nứt nẻ, chống ăn mòn kém. Để màu được tươi sáng nên tẩy
sáng bằng HNO3 2-30 g/l ở nhiệt độ thường trong 0,1-0,3 pH rồi mới thụ động hoặc
cho hẳn HNO3 vào dung dịch thụ động.
Thụ động bằng kẽm Cr (III)
Cấu tạo và khả năng bảo vệ của lớp phủ
13
CÔNG NGHỆ MẠ KẼM CRO MAT HOÁ
Cấu tạo: giống như lớp phủ cromat, lớp phủ cromit là màng vô định hình có
cấu trúc phức hợp gồm các chất sau: Cr 2O3, Cr(OH)3, ZnO, Zn(OH)2, Cr, Zn(NO3)2,
ZnCl2, Cr(NO3)3, CrCl3, phức. Lớp màng là một cấu trúc phức tạp bao gồm rất nhiều
chất, lớp màng tạo thành bao phủ trên bề mặt kẽm, có màu trắng xanh nhưng rõ đậm
hơn màu của kim loại Zn. Nhờ có màng này nên làm cho khả năng chống ăn mòn của
Zn tăng lên rất là nhiều. Mẫu tạo thành có thể để ngoài không khí một thời dài vẫn
chưa bi oxy hóa.
Lớp phủ thụ động Crom(III) có cấu trúc xốp nên dung dịch dễ thấm qua để tiếp
xúc với bề mặt kẽm thực hiện các phản ứng tạo ra màng thụ động. Quá trình phát triển
màng thông qua trao đổi điện tích và chuyển khối qua các lỗ và khuyết tật trên bề mặt
cromit (ăn mòn từ phía trong). Lớp phủ cromit được xác định có mật độ lỗ tương đối
cao, do đó dung dịch và các sản phẩm ăn mòn dễ dàng đi xuyên các lỗ, tạo điều kiện
thuận lợi cả về chuyển khối và chuyển điện tích cho quá trình phát triển màng. Chính
vì vậy có thể dự đoán độ dày màng cromit có khả năng dày lên theo thời gian, khác
hoàn toàn so với màng cromat hóa chỉ có thể dày ở mức độ nhất định (10-1000nm).
Khả năng bảo vệ
Màng Cromit hóa bảo vệ bề mặt kẽ theo cơ chế che chắn (barie). Chính vì vậy
khả năng chống ăn mòn phụ thuộc trực tiếp vào độ lỗ của màng. Khi tráng một lớp bảo
vệ hữu cơ (sealing) thì khả năng chống ăn mòn của màng tăng lên rất nhiều do các hợp
chất hữu cơ này bịt được các lỗ trên bề mặt cromit. Khi thêm màng phủ, khả năng chịu
thử mù muối chống ăn mòn có thể tăng gấp ba lần so với khi không có màng hữu cơ
bao phủ (khả năng chống ăn mòn của lớp màng thụ động ở nhiệt độ cao lại tốt hơn so
với nhiệt độ thường, điều này có thể giải thích là ở nhiệt độ cao thì lớp màng thụ động
giãn nở nên đă bịt kín lại các khe trống).
Cơ chế quá trình cromit hoá
Cũng giống như quá trình cromat hoá. Đầu tiên trên bề mặt của kim loại nền
kẽm
tiếp xúc với dung dịch xảy ra phản ứng kẽm bị hoà tan bởi acid:
Zn + 2H+ → Zn2+ + H2↑
(1)
Và sau đó ion Zn2+ sinh ra sẽ phản ứng với Cr(III) trong phức và trong dung
dịch tạo sản phẩm:
14
CÔNG NGHỆ MẠ KẼM CRO MAT HOÁ
Zn2+ + xCr(III) + yH2O → ZnCrxOy + 2yH+
(2)
Lượng acid trong dung dịch thụ động tham gia vào quá trình hoà tan lớp kẽm.
Kết
quả là lượng acid bị giảm đi và giá trị pH ở đó tăng lên nhanh.
Các yếu tố ảnh hưởng đến quá trình cromit hoá
Màng cromit tạo ra được rất khó và nó chịu ảnh hưởng của rất nhiều yếu tố
khác
nhau. Mỗi yếu tố thay đổi là có thể làm thay đổi cả sự hình thành và chất lượng của
màng cromit.
Ảnh hưởng của thành thành phần ligan trong phức
Thành phần ligan có trong phức rất quan trọng. Nó quyết định đến khả năng tạo
màng, độ bền và khả năng chống ăn mòn của lớp màng. Phức có ligan là nước: thì
phức rất yếu, tốc độ của phản ứng cao và màng thụ động tạo thành ở dạng bột, độ gắn
bám kém. Phức có ligan là gốc florua: thì màng thụ động tạo thành mỏng, có màu
xanh. Đây là phức rất bền, phản ứng diễn ra chậm và màng mỏng. Các thành phần
ligan là một trong những yếu tố giúp cho dung dịch được ổn định, tạo ra đuợc mối liên
kết phức đa ligan, làm cho phức bền hơn và có khả năng tạo màng tốt hơn. Mặt khác
nó cũng là một yếu tố quan trọng ảnh hưởng đến khả năng ăn mòn cục bộ của màng
thụ động. Ví dụ như ion Cl - trong màng làm yếu liên kết giữa các cation và anion oxy
nên tạo điều kiện cho ăn mòn cục bộ khơi mào. Theo các kết quả nghiên cứu cho thấy
hàm lượng Cl- trong màng thụ động tăng lên khi pH giảm điều đó có thể được giải
thích như sau: Quá trình thụ động crom diễn ra:
Cr3+ + H2O → Cr(OH)3.ad
(5)
Cr(OH)3.ad + H+ + e- → Cr(OH)2.ad + H2O
(6)
Cr(OH)2.ad+ H+ + Cl- ↔ CrOHCl.ad + H2O
(7)
CrOHClad ↔CrOClad + H+ + e
(8)
Như vậy khi tăng nồng độ H + sẽ tạo điều kiện thuận lợi cho phản ứng (7) hình
thành CrOHCl. Vì CrOHCl sẽ tiếp tục phản ứng (8) để tạo ra phản ứng thụ động cuối
cùng CrOCl nên kết quả là khi giảm pH, nồng độ Cl- trong màng thụ động sẽ tăng lên.
15
CÔNG NGHỆ MẠ KẼM CRO MAT HOÁ
Trong trường hợp màng thụ động dày thì phức của crom với chất tạo màng tốt
hơn là phức của crom với nước nhưng lại kém hơn phức của crom với florua. Vấn đề
quan trọng của quá trình cromit ở đây là phải tìm ra được một ligan tốt nhất cho hợp
chất phức của Cr(III), sao cho nồng độ của Cr(III) trong phức là lớn nhất, để khi tham
gia vào phản ứng thì các thành phần phức này của crom sẽ liên kết ngay với hydroxit
crom tạo ra và tạo thành một lớp màng phức bền. Tốc độ thụ động của Cr 3+ phụ thuộc
rất nhiều vào hợp chất tạo phức. Nếu như Cr(III) tham gia vào liên kết phức mà quá
lớn thì độ linh động của Cr(III) là rất kém, lúc đó phản ứng diễn ra rất chậm và màng
tạo ra trên bề mặt kim loại nền sẽ rất mỏng (như với trường hợp phức là F -), còn nếu
như Cr(III) tham gia vào quá trình tạo phức mà yếu thì phức sẽ không bền, Cr(III) linh
động hơn và tham gia vào phản ứng với tốc độ nhanh hơn, lớp màng thụ động tạo ra sẽ
ở dạng bột, tính kết dính kém.
Ảnh hưởng của pH
pH ảnh hưởng trực tiếp tới quá trình hòa tan kẽm (phản ứng (1)), do đó thay đổi
pH cục bộ trên bề mặt kẽm, dẫn đến ảnh hưởng tới khả năng kết tủa hợp chất Cr(OH) 3
tạo màng cromit.
Ảnh hưởng của nhiệt độ và thời gian
Tăng nhiệt độ của dung dịch thụ động sẽ dẫn tới làm tăng tốc độ của quá trình
kết tủa, tạo phức. Với thời gian tiếp xúc dài hơn, nhiệt độ cao hơn sẽ tạo ra lớp màng
thụ động dày hơn. Tuy nhiên lớp màng thụ động này sẽ không bền ăn mòn. Nguyên
nhân là do cùng với thơì gian lớp màng dày lên nhưng lại không đồng đều, khả năng
tạo liên kết giữa crom và kẽm kém đi và trên màng xuất hiện nhiều lỗ nhỏ, lớp màng
lúc đó dễ rạn nứt, làm cho khả năng bảo vệ ăn mòn của màng kém đi rất nhiều. Độ
chống ăn mòn của Cr(III) tốt hơn Cr(VI) nguyên nhân là do màng Cr(VI) chứa nhiều
nước nên dễ tạo vết nứt khi thoát nước, đồng thời Cr(III) thực hiện ở pH 1.7-2, còn
Cr(VI) thụ động ở pH = 4 nên Cr(III) sẽ hạn chế được sự lôi kéo của thành phần dung
dịch vào lớp bề mặt ngoài. Để khắc phục nhược điểm này người ta thường phủ bên
ngoài lớp thụ động bằng một màng hữu cơ thì có thể tăng độ chống ăn mòn một cách
mạnh mẽ, thời gian chống ăn mòn có thể tăng gấp ba lần so với khi không có màng
hữu cơ bao phủ.
Tẩy trắng bóng
16
CÔNG NGHỆ MẠ KẼM CRO MAT HOÁ
Nhiều trường hợp cần phải có bề mặt trắng bóng, không có màu ngũ sắc, thì sau
khi thụ động trong các dung dịch cromat hóa nói trên cần tẩy tiếp bằng một trong các
dung dịch sau cho mất màu ngũ sắc:
Dung dịch 1: NaOH 80g/l, Na2CO3 40g/l, t 15 –30oC, τ 5 –10 s.
Dung dịch 2: CrO3 150g/l, t 15 –30oC, τ 10 –15 s.
Cần rửa sạch trước và sau khi tẩy bóng để dung dịch ở các bể không lẫn vào
nhau và bề mặt không bị ố, mốc, gỉ sau này. Cần bổ sung, điều chỉnh kịp thời nồng độ
dung dịch cromat hóa cho đúng như ban đầu để chất lượng màng thụ động không bị
giảm sút do dung dịch bị loãng dần. Nguyên nhân dung dịch thụ động mau loãng là:
dung dịch tác dụng với kẽm để tạo thành màng, dung dịch mất theo sản phẩm sau khi
tẩy, nước rửa theo sản phẩm vào dung dịch, mất do vương vãi, mất theo hệ thống
gió,...
Khử dòn hydro: Lớp mạ kẽm thấm hydro trong quá trình mạ nên bị dòn, nhất
là khi mạ từ dung dich cyanya có hiệu suất dòng điện thoát kẽm thấp. Để đuổi hydro ra
khỏi kẽm sau khi mạ cần ủ ở nhiệt độ 140 –200 oC trong 2 – 4h tùy mác thép theo nền.
Vật ủ phải được tăng nhiệt độ lên từ từ tránh làm bong lớp mạ.
Chương 2. QUY TRÌNH CÔNG NGHỆ
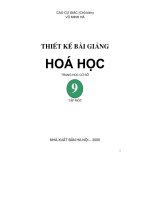
2.1. Sơ đồ quy trình mạ kẽm cromat hóa cho bulong và đai ốc
17
CÔNG NGHỆ MẠ KẼM CRO MAT HOÁ
18
CÔNG NGHỆ MẠ KẼM CRO MAT HOÁ
2.2. Thuyết minh cho quy trình
Bước 1. Kiểm tra chất lượng
Mục đích của bước này nhằm loại bỏ các sản phẩm lỗi bề mặt (do yếu tố cơ khí,
yếu tố ngoại cảnh tác động) tránh gây lãng phí cho quá trình mạ.
Bước 2. Quay xóc hết bavia
Bước này chỉ áp dụng cho các chi tiết bé, mảnh.
Bulong và đai ốc sẽ được cho vào thùng quay (hoặc máy rung) cùng với chất
tẩy rửa và chất độn.
Sau quá trình này, bulong và đai ốc sẽ sạch, hết gỉ, hết dầu mỡ và nhẵn hơn.
Bước 3. Rửa lạnh chảy tràn
Yêu cầu đối với nước rửa: độ cứng thấp, được thay mới liên tục.
Đây là quá trình rửa tĩnh, do đó nước sạch sẽ được cấp ở đáy và nước bẩn sẽ
tràn ra ở phía trên (có thể kết hợp phun tia để đạt hiệu quả cao hơn).
Tốc độ chảy tràn nên từ 1 – 3 thể tích bể/ giờ. Thời gian cho quá trình này dao
động trong khoảng 3 – 5 phút.
Bước 4. Tẩy dầu mỡ trong dung dịch kiềm
Yêu cầu dung dịch: kiềm đặc (NaOH 100g/l) có pH 12 – 14.
Để quá trình này diễn ra nhanh chóng và hiệu quả hơn ta thực hiện tăng nhiệt
độ (70 – 90 oC).
Bước 5. Rửa nóng
Thông số bể rửa nóng: bằng nhựa (dày 5 – 8 mm), bọc thép (3 mm), miệng có
chỗ chảy tràn và có thiết bị gia nhiệt ở phía dưới bể.
Quá trình thực hiện trong 30 giây ở nhiệt độ 40 – 50 oC.
Bước 6. Rửa lạnh chảy tràn
Ta dùng 2 bể cho quá trình này.
Rửa chảy tràn có sục khí, mục đích nhằm tạo cho vật mạ có bề mặt sạch và
không gây ảnh hướng đến các bước tiếp theo.
Rửa nhúng có nước chảy tràn (chú ý nhúng ngược chiều dòng chảy), cách này
sẽ tiết kiệm được nhiều nước và đạt hiệu quả cao hơn.
Bước 7. Tẩy nhẹ
19
CÔNG NGHỆ MẠ KẼM CRO MAT HOÁ
Trong quá trình gia công trước khi mạ sẽ làm hình thành lớp oxit rất mỏng mà
không nhìn thấy được.
Quá trình này nhằm hoạt hóa bề mặt để lấy đi lớp oxit đó.
Khi tẩy xong, độ gắn bám của chi tiết sẽ được tăng lên.
Bước 8. Rửa lạnh chảy tràn
Sau bước tẩy nhẹ, bề mặt chi tiết sẽ dễ bị oxy hóa khi tiếp xúc với không khí,
nhất là lúc còn nóng.
Do đó ta rửa lạnh mà không dùng phương pháp rửa nóng.
Bước 9. Mạ kẽm quay
Thùng quay có dạng hình trụ 6 cạnh, có thể làm bằng thủy tinh hữu cơ, bakelit,
… Để thùng chuyển động ta dùng các phương pháp như truyền động bánh rang, hộp
giảm tốc, dây xích,… Trên thùng có nhiều lỗ để dòng điện và dòng điện đi qua, độ lớn
lỗ tùy thuộc vào chi tiết cần mạ.
Khi mạ ta cho vật cần mạ vào thùng quay và ngâm thùng quay trong dung dịch.
Khi thùng quay, vật sẽ tiếp xúc với thanh đồng bên trong thùng (thanh này nối
với cathode nguồn điện, anode thì được treo bên ngoài thùng quay.
Ta dùng dung dịch ammoniacat cho quá trình này. Dung dịch này được dùng để
mạ các vật có hình dạng phức tạp, cho lớp mạ mịn vì dung dịch này cho khả năng
phân bố tốt, dung dịch không độc và mạ được ở nhiệt độ phòng.
Tốc độ thùng quay 10 – 60 vòng/phút.
Bước 10. Rửa thu hồi
Ta dùng 2 bể rửa thu hồi cho bước này.
Mục đích lấy lại một phần dung dịch mạ kẽm để giảm thiểu lượng dung dịch
mạ thoát ra môi trường gây ô nhiễm.
Bước 11. Rửa chảy tràn
Sau khi rửa thu hồi ta đưa vật qua 2 bể nước chảy tràn.
Mục đích để rửa sạch vật mạ tránh gây ảnh hưởng đến bước cromat hóa.
Bước 12. Cromat hóa
Lớp phủ cromat hóa được hình thành do phản ứng của kim loại nền với dung
dịch acid chứa ion Cr6+ (ngoài ra còn một vài cấu tử khác như F-, SO42-).
20
CÔNG NGHỆ MẠ KẼM CRO MAT HOÁ
Quá trình này sẽ tạo trên bề mặt kim loại cần xử lý một lớp phủ có cấu trúc vô
định hình bao gồm các hợp chất phức Cr 6+, Cr3+ và một vài cấu tử khác có trong bề mặt
xử lý.
Màng cromat hóa làm tăng độ bền, chống ăn mòn của kim loại, làm các chi tiết
kim loại có bề mặt đẹp, bóng, làm tăng khả năng bám dính của sơn và các lớp phủ hữu
cơ khác.
Quá trình này đươc ứng dụng rộng rãi để tạo màng phủ bảo vệ nhiều kim loại
và hợp kim của chúng như nhôm, đồng, kẽm, magie, niken, bạc,…
Màng cromat hóa được tạo ra bằng cách ngâm hay phun phủ, ngoài ra có thể
dùng phương pháp lăn, chải, phun tĩnh điện, quét.
Hình thức bên ngoài màng có thể thay đổi phụ thuộc vào thành phần dung dịch
cromat hóa, bản chất kim loại và công nghệ. Màu sắc lớp màng thây dổi từ trắng –
xanh – vàng óng ánh – nâu – oliu – xám – đen.
Bước 13. Rửa lạnh
Sau khi mạ các chi tiết được rửa lại với nước sạch.
Nhằm mục đích tẩy sạch các dung dịch mạ còn bám trên chi tiết.
Bước 14. Sấy, thổi khí nóng
Bulong và đai ốc được sấy khô bằng thiết bị sấy ở nhiệt độ 70 – 80 oC trong 10
phút.
Bước 15. Kiểm tra thành phẩm
Kiểm tra sản phẩm và đưa vào kho lưu trữ.
21
CÔNG NGHỆ MẠ KẼM CRO MAT HOÁ
Chương 3. ỨNG DỤNG
3.1. Công nghệ mạ kẽm không cyanya
Không độc hại, thân thiện với môi trường. Đây là công nghệ mạ kẽm mới nhất
trên thế giới và được ứng dụng rộng rãi tại EU, Hoa Kỳ, Nhật Bản,…
Phụ gia mạ kẽm kiềm không cyanya có khả năng hoạt động ổn định với khoảng
biến đổi rộng, lớp kẽm phân bố đồng đều. Cho lớp mạ sáng bóng và dễ xử lý nước
thải.
3.2. Một số sản phẩm khác
Phụ kiện ống nối
22
CÔNG NGHỆ MẠ KẼM CRO MAT HOÁ
Bulong, đai ốc
Thang mạ kẽm điện phân
Máng đỡ cáp điện
23
CÔNG NGHỆ MẠ KẼM CRO MAT HOÁ
24
CÔNG NGHỆ MẠ KẼM CRO MAT HOÁ
Kết luận
Qua báo cáo chúng em đã tìm hiểu sơ lược và tổng quan về công
nghệ mạ kẽm hiện nay. Cũng như tìm hiểu về các bước trong quy trình
mạ một sản phẩm (bulong và đai ốc), ứng dụng của công nghệ và các
sản phẩm trong đời sống. Từ đó cho cái nhìn tổng quan hơn về lợi ích
của công nghệ mạ kẽm nói riêng cũng như công nghệ điện hoá nói
chung. Bài báo cáo còn nhiều sai sót trong quá trình thực hiện. Nhóm
chúng em mong nhận được sự góp ý từ thầy để hoàn thiện bản báo cáo
và có thể mở rộng phạm vi báo cáo hơn nữa. Chúng em chân thành
cảm ơn thầy và các nguồn tham khảo đã giúp em hoàn thành báo cáo.
25