Bài giảng Cơ sở lý thuyết cắt gọt kim loại
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (631.09 KB, 20 trang )
<span class='text_page_counter'>(1)</span><div class='page_container' data-page=1>
CHƢƠNG 2
</div>
<span class='text_page_counter'>(2)</span><div class='page_container' data-page=2>
2.1- Khái niệm chung về cắt gọt kim loại
2.2- Khái niệm cơ bản về dụng cụ cắt
2.3- Vật liệu chế tạo dụng cụ cắt
2.4- Cơ sở vật lý của quá trình cắt kim loại
2.5- Lựa chọn hình dáng và thơng số hình học hợp
lý của dao
2.6- Xác định chế độ cắt hợp lý khi gia công thô
</div>
<span class='text_page_counter'>(3)</span><div class='page_container' data-page=3>
2.1.1- Định nghĩa cắt gọt kim loại
2.1.2- Hệ thống công nghệ
2.1.3- Các dạng bề mặt chi tiết máy thƣờng gặp
2.1.4- Các chuyển động tạo hình bề mặt
2.1.5- Các phƣơng pháp cắt kim loại
</div>
<span class='text_page_counter'>(4)</span><div class='page_container' data-page=4>
Gia công kim loại bằng cắt gọt là dùng một dụng
cụ cắt (dao) để bóc đi lớp “kim loại dƣ” khỏi phơi
để tạo nên chi tiết phù hợp với yêu cầu kỹ thuật
cho trƣớc.
Lớp “kim loại dƣ” gọi là lƣợng dƣ gia công (Z<sub>b</sub>)
khi tách ra khỏi phôi đƣợc gọi là “phoi”.
</div>
<span class='text_page_counter'>(5)</span><div class='page_container' data-page=5>
2.1.2- Hệ thống công nghệ
Máy
Dao
Phôi
Gá
n
</div>
<span class='text_page_counter'>(6)</span><div class='page_container' data-page=6>
2.1.3- Các dạng bề mặt chi tiết máy thƣờng
gặp
a)
</div>
<span class='text_page_counter'>(7)</span><div class='page_container' data-page=7>
• Chuyển động cắt chính: Là chuyển động cơ bản
để tạo ra phoi cắt, chuyển động tiêu hao năng
lƣợng cắt lớn nhất
• Chuyển động chạy dao: Là chuyển động cần
thiết để tiếp tục tạo ra phoi cắt
• Chuyển động phụ: Bao gồm các chuyển động
nhƣ đƣa dao vào, lùi dao ra, chạy dao về cắt lần
hai ...
</div>
<span class='text_page_counter'>(8)</span><div class='page_container' data-page=8>
1
chi tiết gia công
<b>a) </b>
1
2
<b>c) </b>
</div>
<span class='text_page_counter'>(9)</span><div class='page_container' data-page=9>
• Để đặc trƣng cho chuyển động cắt chính,
thƣờng sử dụng hai đại lƣợng:
– Vận tốc cắt v (tại một điểm) hay còn gọi tốc
độ cắt: Là lƣợng dịch chuyển tƣơng đối giữa
lƣỡi cắt và chi tiết gia công trong một đơn vị
thời gian (m/phút)
– Số vịng quay n (hoặc số hành trình kép)
trong đơn vị thời gian (vòng/phút)
</div>
<span class='text_page_counter'>(10)</span><div class='page_container' data-page=10>
● Vận tốc cắt v :
● Nếu chuyển động chính là chuyển động tịnh
tiến, thì giữa vận tốc cắt (m/phút), số hành trình
kép n (htk/phút) và chiều dài hành trình L (mm)
có quan hệ sau:
)
/
(
1000
<i>m</i>
<i>ph</i>
<i>n</i>
<i>D</i>
<i>V</i>
</div>
<span class='text_page_counter'>(11)</span><div class='page_container' data-page=11>
• Để đặc trƣng cho chuyển động chạy dao, ta sử
dụng lƣợng chạy dao
• Lƣợng chạy dao có thể là lƣợng chạy dao vòng,
lƣợng chạy dao phút …
– Lƣợng chạy dao khi tiện là khoảng dịch
chuyển của dao theo phƣơng chuyển động
chạy dao sau một vịng quay của chi tiết gia
cơng: ký hiệu: S; đơn vị: mm/vòng.
</div>
<span class='text_page_counter'>(12)</span><div class='page_container' data-page=12>
Lƣợng chạy dao khi phay:
Lƣợng chạy dao phút : S<sub>ph</sub> = S. n (mm/ph)
Lƣợng chạy dao răng S<sub>Z</sub>=S/z (mm/răng)
Trong đó:
S là lƣợng chạy dao vòng,
n là số vòng quay của dao trong một
</div>
<span class='text_page_counter'>(13)</span><div class='page_container' data-page=13>
gia công cắt gọt
</div>
<span class='text_page_counter'>(14)</span><div class='page_container' data-page=14>
• Chiều sâu cắt t (mm) là khoảng cách giữa bề
mặt đã gia công và bề mặt chƣa gia cơng đo
theo phƣơng vng góc với mặt đã gia cơng.
• Khi tiện chiều sâu cắt đƣợc tính theo cơng thức
D : Đƣờng kính chi tiết trƣớc khi gia công (mm).
Chuyển động phụ và chiều sâu cắt
)
(
2
<i>mm</i>
<i>d</i>
<i>D</i>
</div>
<span class='text_page_counter'>(15)</span><div class='page_container' data-page=15>
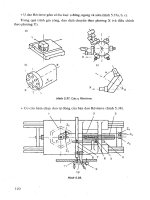
Xuất phát từ nguyên lý tạo hình bề mặt : định
hình, chép hình, bao hình, theo vết.
Xuất phát từ máy cắt kim loại : tiện, phay, bào,
mài…
Xuất phát từ yêu cầu chất lƣợng chi tiết gia
công: gia công thô, gia công tinh…
Xuất phát từ bề mặt chi tiết gia cơng: gia cơng
mặt phẳng, gia cơng mặt trịn xoay, mặt đặc biệt…
</div>
<span class='text_page_counter'>(16)</span><div class='page_container' data-page=16>
Mẫu
Chi tiết
Dao
b)
Chi tiết Dao
a)
Dao
</div>
<span class='text_page_counter'>(17)</span><div class='page_container' data-page=17></div>
<span class='text_page_counter'>(18)</span><div class='page_container' data-page=18>
2.2.1- Kết cấu tổng qt của dao tiện ngồi
2.2.2- Thơng số hình học dao khi thiết kế
2.3.2- Thơng số hình học dao khi làm việc
2.2.4- Thơng số hình học tiết diện phoi cắt
</div>
<span class='text_page_counter'>(19)</span><div class='page_container' data-page=19>
Dụng cụ cắt hay còn gọi là dao cắt là một thành
phần trực tiếp tác động vào phơi, nó góp phần
quyết định năng suất, chất lƣợng của quá trình
sản xuất
Có rất nhiều loại dao cắt dùng trên các máy
khác nhau nhƣng xét cho cùng, dù chúng có
phức tạp đến đâu, phần cắt của chúng đều có
cấu tạo về cơ bản giống nhƣ dao tiện ngoài.
</div>
<span class='text_page_counter'>(20)</span><div class='page_container' data-page=20></div>
<!--links-->