TÍNH TOÁN THIẾT kế mô HÌNH CHI TIẾT hệ THỐNG DI CHUYỂN XE HAI THÂN
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (2.48 MB, 62 trang )
Chương 1: TỔNG QUAN VỀ XE HAI THÂN
1.1. Tổng quan về xe hai thân.
1.1.1. Công dụng.
Xe hai thân là loại xe cơng trình thuộc loại thiết bị cơ giới, đây là dòng xe được sử dụng
phổ bến hiện nay, tùy thuộc vào từng loại xe hai thân mà chúng có những công dụng khác
nhau như để bốc xúc đất, đá,vật liệu rời, vận chuyển chúng trong gầu xúc của máy, để đổ lên
thiết bị vận chuyển khác. Một số loại được sử dụng để đầm nén đất, đá cấp phối và vật liệu
làm đường hoặc để vận chuyển đất cát, xe phục vụ thi cơng các cơng trình xây dựng trong
công nghiệp, giao thông, thủy lợi...
1.1.1.1. Phân loại xe hai thân.
-
Theo kết cấu và công dụng :
+
Máy xúc lật (wheel loader)
+
Xe lu rung (Vibratory Roller)
+
Xe ben vận chuyển (Articulated Dump Truck)…
Hình 1.1: Máy xúc lật của hãng KOMAT’SU (lái bằng bẻ thân)
1
Hình 1.2: Các loại hình làm việc chủ yếu của máy xúc.
2
Hình 1.3: Xe lu rung Vibratory Roller (lái bằng bẻ thân)
3
Hình 1.4: Lu loại 2 bánh thép (lái bằng bẻ thân)
Hình 1.5: Xe dumptruck HM400 của hãng KOMAT’SU (lái bằng bẻ thân)
4
Hình 1.6: Xe dumptruck A40D của hãng VOLVO (lái bằng bẻ thân)
1.2. Giới thiệu một số loại xe hai thân.
1.2.1. Xe hai thân loại xúc lật.
1.2.1.1. Tổng quan về xe hai thân loại xúc lật.
Xe hai thân loại xúc lật một gầu thuộc nhóm máy động lực. Nó đóng vai trò quan trọng
và được sử dụng rộng rãi trong các công trường xây dựng , nhiệm vụ là bốc xúc vật liệu xây
dựng ,đất đá, sỏi than,rác…ở máy bốc xúc một gầu tự hành ,thiết bị làm việc trực tiếp với vật
liệu là gầu xúc, nó dược lắp chốt bản lề với một tay cần,đầu kia của tay cần dược lắp chốt bản
lề với khung máy kéo hoặc dầu kéo. Tay gầu quay tương đối được với khung và gầu là nhờ
các xy lanh thuỷ lực dược cấp dầu cao áp từ máy bơm ,máy bơm dược dẫn động từ động cơ
đốt trong của máy kéo. Máy bốc xúc một gầu có các loại: Loại dỡ tải(đổ vật liệu)phía trước
máy ,loại đổ sang hai bên sườn và loại đổ vật liệu ra phía sau(máy xúc vượt).
Ở loại đổ vật liệu phía trước xúc vật liệu bằng cách cho máy tịnh tiến và hạ gầu xuống
0
0
cho lưỡi gầu cắm vào đống vật liệu, sau đó quay gầu với góc quay 45 -60 . Ở loại gầu đổ
bên hông bộ công tác xúc được đặt trên mâm quay,sau khi xúc vật liệu song sẽ quay tay gầu
cùng với cần sang hai bên hông để đổ xuống phương tiện vận chuyển(quay sang bên trái hoặc
bên phải vng góc). Loại máy có khung di chuyển có hai nửa lắp khớp bản lề với nhau để dễ
5
lượn vịng . Ở máy gầu đổ phía sau lấy vật liệu phía trước,sau khi đã xúc vật liệu người ta
điều khiển tay gầu và gầu về phía sau máy để dỡ vật liệu,vật liệu chảy về phía đi gầu. Loại
máy bốc súc một gầu đổ vật liệu phía sau ít thuận lợi cho khai thác,nên nó dần được thay thế
bằng loại máy đổ phía trước và loại máy đổ bên hông.
Thông số cơ bản của máy bốc xúc một gầu là tải trọng nâng của nó. Đối với loại máy đổ
vật liệu phía trước là vật liệu chứa trong gầu,đối với loại máy đổ vật liệu phía bên hơng, ngồi
trọng lượng của vật liệu chứa trong gầu cịn phải kể đến trọng lượng bộ phận công tác. Sức
nâng của máy xúc một gầu di chuyển bánh lốp từ 0,32-5 Tấn; đối với máy di chuyển xích từ
2-10 tấn.
Cho gầu xúc vật liệu được thực hiện bằng hai phương pháp :
+ Phương pháp 1: Hạ gầu xuống đống vật liệu,cho máy tịnh tiến,lúc đầu gầu cắm
vào đống vật liệu, nhờ lực đẩy của máy gầu cắm sâu vào đống vật liệu ,sau đó nâng gầu
lên vật liệu sẽ được chất đầy trong gầu.
+ Phương pháp 2: Hạ gầu xuống đống vật liệu,cho máy tịnh tiến cắm vào đốn vật
liệu với chiều sâu khơng lớn, sau đó vừa nâng gầu lên vừa cho di chuyển máy chậm về
phía trước,gầu sẽ được chất đầy vật liệu từ từ.
Theo phương pháp hai đạt hiệu quả cao hơn, vì khi gặp vật liệu cục không thể đưa sâu
gầu một lần vào đống vật liệu được,do lực cắm lưỡi gầu lớn, bộ phận di chuyển máy sẽ bị
trượt. Do đó gầu được đưa vào đống vật liệu cục phải từng nấc sẽ thuận lợi hơn, giảm được
lực cản. Theo phương pháp hai sẽ tiết kiệm năng lượng hơn so với phương pháp một, nhưng
năng suất thấp hơn.
Mức độ cắm gầu vào đống vật liệu phụ thuộc vào vị trí của tay gầu, tầm quay càng đặt
cao, chiều sâu cắm được gầu vào đống vật liệu càng nhỏ.
Tốc độ gầu khi xúc vật liệu nằm trong giới hạn từ(1-1,5)m/s. Chiều cao nâng gầu phải đảm
bảo cho gầu có thể đổ được vào thùng xe ơtơ hoặc phễu chứa vật liệu.
Nếu sức nâng của gầu (1,25-5) tấn thì chiều cao nâng gầu là (2,8-3,6)m. Tốc độ di chuyển của
máy bốc xúc một gầu chạy xích tương đương tốc độ di chuyển của máy kéo bánh xích từ(38)km/h; khi lắp thêm hộp giảm tốc phụ thì có thể đến(8-12)km/h với mục đích để đảm bảo
lực đẩy lớn nhất so với lực bán di chuyển bánh xích trên nền. Máy bốc xúc một gầu bánh hơi,
thường được trang bị bộ biến tốc thuỷ lực,đảm bảo tốc độ di chuyển có thể thay đổi tốc độ vơ
cấp từ(0-40)km/h. Khối lượng riêng của máy bốc xúc một gầu di chuyển bánh hơi thường (34)Tấn trên một tấn sức nâng của gầu.
6
+
+
+
+
Công suất cần thiết của động cơ được xác định từ trọng lượng máy và tốc độ di chuyển của
máy, thường cứ (25-35)KW trên một tấn sức nâng của gầu..
1.2.1.2. Công dụng và phạm vi sử dụng của xe hai thân loại xúc lật.
Máy xúc lật trong xây dựng được sử dụng để xếp dỡ, vận chuyển với cự ly ngắn các loại vật
liệu rời (cát đá sỏi), tơi hoặc dính, xúc các loại hàng rời, hàng cục nhỏ.
Khai thác (đào và xúc)đất thuộc nhóm: I và II và đổ lên các thiết bị vận chuyể;
Có thể vận chuyển các loại vật liệu trên trong cự ly đến 1Km
Nó được sử dụng rộng rãi trong các mỏ đá, trong các xí nghiệp sản xuất vật liệu xây
dựng,trong các kho bãi chứa vật liệu xây dựng và trong các trạm sản xuất bê tơng tươi,bê tơng
Atphal...Ngồi ra máy bốc xúc cịn được sử dụng vào một số công việc khác tuỳ vào bộ cơng
tác của từng máy mà ta có cơng dụng riêng .
+
+
+
+
+
+
+
+
1.2.1.3. Phân loại xe hai thân loại xúc lật.
Các máy xúc lật tuy rất đa dạng về hình dáng nhưng có thể phân loại theo các dạng sau:
Theo kết cấu và đặc điểm làm việc:
Máy xúc lật di chuyển bánh lốp.
Máy xúc lật dỡ tải phía trước máy.
Máy xúc lật dỡ tải hai bên sườn.
Máy xúc lật dỡ tải ra phía sau.
Theo kết cấu tổng thể:
Máy xúc lật làm việc liên tục.
Máy xúc lật làm việc theo chu kỳ.
1.2.1.4. Cấu tạo chung của xe hai thân loại xúc lật.
7
Hình 1.7: Sơ đồ cấu tạo chung của xe hai thân loại xúc lật.
Hình 1.8: Kết cấu thân sau xe hai thân loại xúc lật.
1.2.1.5. Cấu tạo tổng thể của xe hai thân loại xúc lật.
Máy xúc lật một gầu có bộ cơng tác đạt trên mấy cơ sở. Bộ công tác của máy gồm:
Cần ,tay gầu, gầu _răng gầu, các chốt liên kết và hệ thống xi lanh thuỷ lực. Cần là bộ phận
nâng gầu lên cao phục vụ quá trình xúc và đưa vật liệu lên cao.Cần được nâng lên nhờ hai xi
lanh thuỷ lực đặt ở hai bên máy. Tay gầu là bộ phận để thay đổi góc cắt đất và lật gầu khi đổ
vật lệu. Tay gầu được điều khiển bằng xi lanh tay gầu đặt ở trước máy.Gầu để đựng vật liệu,
răng gầu có tác dụng để chống mòn và gẵy lưỡi gầu khi gặp vật liệu cứng. Răng gầu khi mịn
có thể thay thế nhanh chóng. Ở bộ cơng tác cịn có bộ phận là khớp và chốt liên kiết, chúng có
tác dụng để liên kết các chi tiết lại với nhau.
Máy cơ sở của máy bốc xúc một gầu gồm các phần động lực ,bộ di chuyển, khung máy
và ca bin lái.
Máy bốc xúc bánh hơi sử dụng động cơ Diezen 4 kì ,đặt ở phía sau máy, các xi lanh
được đặt thẳng đứng, thân máy và ca bin được đặt ở trên xát xi.Hệ thống điều khiển được đặt
trong ca bin lái.Hệ thống điều khiển bằng điện điều khiển các xi lanh tay gầu, xi lanh cần và
xi lanh lái máy bốc xúc một gầu có bánh trước và bánh sau đều là bánh chủ động nên rất cơ
động và dể di chuyển trong quá trình làm việc.
8
1.2.1.6. Nguyên lý làm việc của xe hai thân loại xúc lật.
Máy làm việc theo chu kỳ, đất(vật liệu) xả qua miệng gầu. Đưa máy về vị trí làm việc,
hạ gầu tiếp xúc với nền đất(vật liệu). Dùng xy lanh 8 điều khiển tay cần và gầu ở vị trí phù
hợp với đối tượng làm việc. Cho máy di chuyển với vận tốc xúc đất. Gầu tiến hành xúc
đất( vật liệu) vào gầu.
Gần cuối quá trình xúc đất, dùng xy lanh điều khiển tay cần và gầu sao cho khi nâng gầu
lên thì đất(vật liệu) khơng bị rơi ra ngồi. Nâng gầu(nâng tay cần) nhờ xy lanh. Đưa máy về
vị trí xả đất(vật liệu) bằng cách tiến hoặc lùi máy. Loại máy xúc này khơng có cơ cấu quay.
Đất( vật liệu) xả thành đống hoặc xả trực tiếp vào thiết bị vận chuyển.
-
-
+
+
+
+
+
+
+
+
1.2.1.7. Một số vấn đề trong sử dụng và thi công xe hai thân loại xúc lật.
a) Các mức đánh giá về gầu xúc đối với các máy xúc lật.
Sức chứa chất đống của một gầu xúc của máy bốc xúc được dựa trên các tiêu chuẩn SAE.
Tiêu chuẩn này quy định góc dốc tự nhiên của vật liệu là 2:1 đối với phần vật liệu nằm ở phía
trên của sức chứa gạt bằng. Sự điều chỉnh theo hệ số đầy gầu đối với một gầu xúc của máy
bốc xúc điều chỉnh sức chứa chất đống đổi theo khối vật liệu rời(ICY) dựa trên loại vật liệu
được đào.
Khi khối vật liệu theo thể tích của một gầu xúc được xác định, bắt buộc phải kiểm tra về
trọng lượng đối với tải. Khác với máy đào, để đưa gầu xúc vào vị trí đổ, máy bốc xúc bắt
buộc phải quay và di chuyển cùng với tải. S EA đã thiết lập các giới hạn về trọng lượng tải
hoạt động đối với các máy bốc xúc. Một máy bốc xúc bánh lốp bị giới hạn bởi tải hoạt động,
theo trọng lượng, giá trị này nhỏ hơn 50% của tải trọng đầy đủ tĩnh được xác định theo trọng
lượng kết hợp của tảivà gầu xúc, được đo từ trọng tâm của thiết bị đến cự li tiếp cận tối đa
của gầu xúc, với đối trọng và các lốp thường. Với trường hợp máy bốc xúc bánh xích, tải
trọng hoạt động được giới hạn dưới 35% của tải trọng tĩnh. Hầu hết các gầu xúc được thiết
kế kích thước dựa trên trọng lượng tiêu chuẩn 3.000 lb trên Cuyd vật liệu rời.
b) Các chỉ tiêu kỹ thuật về hoạt động
Các chỉ tiêu kĩ thuật về hoạt động đại diện đối với một máy xúc lật bánh lốp được liệt kê
dưới đây:
Các tốc độ tiến và lùi:
Thấp: 0-3,9 m/ph
Trung bình : 0-11,1 m/ph
Cao : 0-29,5 m/ph
Tải trọng hoạt động: (SEA) 6.800lb
Tải trọng vươn thẳng về phía trước: 17.400lb
Tải trọng vươn quay đủ vịng:16.800lb
Lực nâng: 18.600lb
Lực phá tối đa: 30.300lb
9
-
c) Các mức sản lượng của các máy xúc lật bánh lốp:
Mức năng suất của một máy bốc xúc sẽ phụ thuộc vào:
Thời gian cố định cần thiết để chất tải cho gầu xú,đổi số,quay đầu và đổ tải.
Thời gian cần thiết để di chưyềnt vị trí chất tải.
Thể tích thực tế của vật liệu được vận chuyển trong mỗi chuyến.
Các máy bốc xúc bánh lốp có khả năng di chuyển tốt hơn và có thể di chuyển với tốc độ
cao hơn trên các mặt đường vận chuyển êm thuận, các mức năng suất của chúng cao hơn so
với các thiết bị bánh xích trong các điều kiện thuận lợi địi hỏi cự li di chuyển dài.
d) Tình hình xe hai thân loại xúc lật ở Việt Nam.
Những năm gần đây,mức độ cơ giới hố trong lĩnh vực thi cơng ở nước ta ngày càng
tăng,tính đến năm 1993 tổng số thiết bị cơ giới hoá đã tăng lên tới 40.000 chiếc,bao gồm gần
50 chủng loại khác nhau của khoảng 24 nước sản xuất. Trong đó bộ giao thơng vận tải quản
lý trên 20%. Do số lượng máy móc quá nhiều gây khó khăn cho cơng tác quản lý,khai thác
những máy móc thiết bị thường được nhập từ các nước Đơng Âu từ những thập kỉ trước nên
tính tối ưu của bộ cơng tác và máy cơ sở cịn nhiều hạn chế. Hiện nay do điều kiện kinh tế
nước ta còn kém phát triển,việc nhập khẩu hay đầu tư chế tạo máy mới gặp rất nhiều khó
khăn. Vì vậy việc khai thác các thiết bị máy móc đã có và tối ưu hố bộ cơng tác để phù hợp
với tình hình sử dụng của nước ta là công việc rất quan trọng và cần thiết.
Hiện nay máy xúc lật ở Việt Nam chủ yếu dùng ở các trạm trộn bê tông xi măng,bê tơng nhựa
nóng. Một máy xúc có thể đáp ứng được cho một trạm. Ví dụ như tại xí nghiệp sản xuất vật
liệu xây dựng thuộc công ty xây dựng số 6 Hà Nội có một máy bốc xúc KLD70 dung tích gầu
3
2 tấn phục vụ cho trạm trộn bê tông xi măng công xuất 35m /h. Hiện nay nước ta đang trong
công cuộc phát triển cơ sở hạ tầng rất lớn vì vậy máy xúc lật rất quan trọng và cần thiết.
1.2.2. Xe hai thân loại lu rung.
-
1.2.2.1. Tổng quan về xe hai thân loại lu rung.
Máy lu hay cịn gọi là xe lu, xe hủ lơ là một máy được sử dụng để đầm nén đất, cấp phối
và vật liệu làm đường, trong công việc làm sân, đường, sân bay, đê điều. Nó phục vụ thi cơng
các cơng trình xây dựng trong cơng nghiệp, giao thơng, thủy lợi, nơng nghiệp và các cơng
trình phát triển cơ sở hạ tầng khác có nhu cầu đầm nén.
Các máy lu thường có một hoặc hai ống trụ và có khối lượng lớn, để các ống trụ nén với
lực lớn, nhờ vào lực hấp dẫn của Trái Đất, lên bề mặt đất đá hay vật liệu; khiến các mảnh vật
liệu được tách nhỏ, phân phối đều, nén chặt, phẳng mịn. Một số máy có ống trụ rung để tác
động rải vật liệu hiệu quả.
Cơ cấu di chuyển
10
Hình1.9: Cơ cấu di chuyển của xe hai thân loại lu rung.
Sử dụng bơm mạch kín cấp dầu trực tiếp cho motor di chuyển bánh thép và motor di
chuyển bánh lốp (có thể chỉ cần một motor di chuyển bánh lốp được cắm trực tiếp vào cầu
xe).
11
-
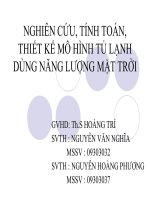
Cơ cấu rung.
Hình1.10: Cơ cấu rung của xe hai thân loại lu rung.
1.2.2.2. Công dụng và phạm vi sử dụng của xe hai thân loại lu rung.
- Máy lu nhằm làm cho đất được nén chặt lại, khối lượng riêng và độ bền chặt của đất
tăng lên để đủ sức chịu tác dụng của tải trọng, chống lún, nứt nẻ chống thấm…
- Sử dụng trong thi cơng các cơng trình xây dựng trong công nghiệp, giao thông, thủy
lợi, nông nghiệp và các cơng trình phát triển cơ sở hạ tầng khác có nhu cầu đầm nén.
1.2.2.3. Phân loại xe hai thân loại lu rung.
a) Máy lu rung:
12
Hình1.11: Xe lu rung của hãng LiuGong
Máy đầm bằng lực động, tải trọng thường từ 12-16 tấn, khi rung tải trọng có thể lên tới
25 -30 tấn. Cấu tạo thường gồm 2 bánh lốp, một bánh sắt.
b) Máy lu tĩnh:
Có 3 loại: Lu bánh thép, lu bánh lốp, lu chân cừu.
- Lu bánh thép:
+ Cấu tạo:
13
Hình1.12: Xe lu rung bánh thép của hang LiuGong
+
•
•
•
•
+
•
•
•
+
Bộ phận cơng tác:
Là một quả lăn thép cứng có thể gia tải được bề mặt trơn nhẵn.
Nguyên lý hoạt động:
Thông qua quá trình di chuyển bánh xe tiếp xúc với mặt đường và truyền tải trọng
xuống nền đất, trong quá trình đầm lực đầm khơng đổi.
Ưu điểm:
Có thể đầm bề mặt nền nhẵn mịn.
Có thể đầm được mặt đường đá sỏi, mặt đường nhựa.
Giá thành thấp.
Cấu tạo đơn giản.
Nhược điểm:
Sau khi đầm bằng lu bánh thép, lớp đất tiếp theo khó dính kết với lớp đất .
Năng suất thấp.
Độ bám của máy trên nền thấp.
Phạm vi sử dụng: Máy chỉ thích hợp khi đầm bề mặt đất có lẫn đá.
+
c) Lu chân cừu:
Cấu tạo:
+
+
14
Hình1.13: Xe hai thân loại lu rung chân cừu của hang LiuGong
Bộ phận cơng tác:
Quả lăn có thể gia tải được như lu bánh thép nhưng trên bề mặt bánh có các vấu sắp xếp
theo hình bàn cờ hay hình mắt áo (ơ chữ nhật hay ơ tam giác).
Vấu có nhiều hình dạng khác nhau, phổ biến là kiểu vấu hình chóp cụt và hình nón.
+ Ngun lý hoạt động:
Thơng qua quá trình di chuyển bánh xe tiếp xúc với mặt đường và truyền tải trọng
xuống nền đất, trong quá trình đầm lực đầm khơng đổi.
+ Ưu điểm:
•
Các lớp đất dễ dàng được dính kết với nhau.
•
Chất lượng đầm cao.
•
Chiều cao ảnh hưởng lớn so với lu bánh thép và lu bánh lốp.
+ Nhược điểm:
•
Do bề mặt lu có vấu nên di chuyển máy khó khăn. Khi di chuyển sang cơng
trình khác phải dùng xe tải, romooc để di chuyển.
•
Lớp đất trên cùng hút nước mạnh khi trời mưa làm chậm quá trình đầm đất,
làm cho phương tiện khác di chuyển khó khăn hơn.
•
Khi cần bề mặt phẳng và nhẵn thì phải sử dụng loại đầm khác.
+
+
Phạm vi sử dụng:
•
Máy lu chân cừu đặc biệt hiệu quả khi đầm đất dính, nhưng độ ẩm được quy
định chặt chẽ.
•
Chân cừu dạng đúc gồm 150 vấu hình chóp cụt, vỏ được chia làm 3 mảnh,
liên kết chặt với nhau bằng bulơng có thể tháo lắp dễ dàng.
•
Đáp ứng được chất lượng cơng trình chất lượng cao như đập thuỷ lợi, sân
bay, nền móng đường cao tốc.
15
1.3. Công tác sử dụng xe hai thân trên công trường
1.3.1. Một số vấn đề chung về sử dụng xe xúc lật trên công trường.
1.3.1.1. Quy định chung về an toàn lao động trong sử dụng xe hai thân.
An toàn lao động có ý nghĩa to lớn trong việc bảo vệ tính mạng con người, máy móc,
tiến độ thi cơng và năng suất lao động. Thi công bằng cơ giới, về mặt nào đó đã có ý nghĩa an
tồn lao động vì con người khơng trực tiếp với đối tượng thi cơng( đất đá,vật nâng nặng
.vv…) nên ít xảy ra tai nạn, tuy nhiên vì vậy mà có thể coi thường kĩ thuật an toàn lao động
trong khi sử dụng máy xây dựng. Thực tế đã cho thấy những sự cố mất an toàn trong sử dụng
máy đã đưa đến những hậu quả nghiêm trọng hơn cả khi thi công thủ cơng. Có khi làm thiệt
hại tính mạng đến hàng trăm con người, làm thiệt hại hàng tỷ đồng và có khi phải đình chỉ cả
hạng mục cơng trình đang xây dựng dở.
An toàn lao động phải được chú ý đến tất cả các khâu, từ điều hành phương án thi công,
tổ chức thi công đến điều khiển và chăm sóc bảo dưỡng máy.
Nói chung , khi thiết kế chế tạo, máy móc đã được tính tốn với độ bền, độ ổn định, độ
tin cậy và tuổi thọ nhất định; đồng thời cũng trang bị nhiều thiết bịan toàn cho các cơ cấu và
toàn bộ máy, như hạn chế độ nâng cao, hạn chế tải trọng tối đa, hạn chế tốc độ, hạn chế hành
trình cơng tác, bao che các bộ phận nguy hiểm, chống sét .vv…Song trong thực tế do khơng
hiểu biết về tính năng kĩ thuật máy móc hoặc coi thường các quy trình, quy phạm an tồn
trong vận hành máy mà gây thiệt hại cho người và máy. Do đó phải thường xun giáo dục,
nhắc nhở cơng nhân điều khiển máy phải tuân thủ nghiêm ngặt những quy định về an toàn
chung như sau:
- Xe hai thân phải có đủ hồ sơ kĩ thuật, trong đó phải có hồ sơ kĩ thuật cơ bản, hướng
dẫn ,về lắp đặt, vận chuyên bảo quản sử dụng và sửa chữa, có sổ giao ca , sổ theo dõi
tình trạng kĩ thuật.
- Xe hai thân phải đảm bảo các an toàn trong suốt quá trình sử dụng.
- e hai thân phải được bảo dưỡng kĩ thuật và sửa chữa định kì theo đúng quy định trong
hồ sơ kĩ thuật.Khi cải tạo máy hoặc sửa chữa thay thể các bộ phận quan trọng của
máy phải có tính tốn thiết kế và được duyệt theo thủ tục thiết kế hiện hành.
- Phải được bọc cách điện hoặc bao che kín cấc phần mang điện để trần . Nối đất bảo
vệ phần kim loaị không mang điện
- Phững bộ phận chuyển động của xe hai thân có thể gây nguy hiểm cho người lao
động phải được che chắn hoặc trang bị bằng các phương tiện bảo vệ. Trong những
trường hợp bộ phận chuyển động không thể che chắn hoặc trang bị bằng phương tiện
bảo vệ khác đươc do chức năng cơng cụ của nó thì phải trang bị bằng tín hiệu.
16
-
Kết cấu của xe hai thân phải đảm bảo cho khi máy ở chế độ làm việc khơng bình
-
thường phải có tín hiệu báo hiệu, trong trường hợp cần thiết phải có thiết bị ngừng,
tự động tắt máy hoặc loại trừ yếu tố nguy hiểm.
Xe hai thân khi di động phải được trang bị tín hiệu âm thanh hoặc ánh sáng.Trong
-
phạm vi hoạt động của máy phải có biển báo.
Kết cấu và vị trí cơ cấu điêù khiển phải loại trừ khả năng tự động hoặc ngẫu nhiên
-
đóng mở máy .
Cấm sử dụng máy hoặc từng bộ phận riêng rẽ của chúng không theo đúng công dụng
-
và chức năng do nhà máy chế tạo quy định.
Máy phải được lắp đặt theo hướng dẫn lắp đặt của nhà máy chế tạo và các biện pháp
-
lắp đặt an toàn của đơn vị lắp đặt.
Chỉ được tiến hành bảo dưỡng điều chỉnh sửa chữa kĩ thuật của xe hai thân sau khi đã
-
ngừng động cơ , đã tháo xả áp suất trong các hệ thống thuỷ lưc và khí nén trừ các
trường hợp đã được quy định theo tài liệu của nhà máy chế tạo.
Vị trí lắp đặt máy phải đảm bảo an tồn cho thiết bị và ngươì lao động trong suốt quá
-
trình sử dụng.
Cấm sử dụng xe hai thân khi: Hết hạn sử dụng ghi trong giấy phép sử dụng đói với
-
thiết bị chịu áp lực,hư hỏng hoặc khơng có thiết bị an toàn, hư hỏng các bộ phận quan
trọng.
Khi máy đang hoạt động người vận hành không được phép bỏ đi nơi khác. Trước khi
-
cho maý hoạt động phải kiểm tra tình trạng kĩ thuất của máy.Chỉ sử dụng máy khi
tình trạng kĩ thuật đảm bảo .Nếu có hỏng hóc thì tự sửa chữa hoặc báo cáo lên cấp
trên và đề nghị cho sửa chữa. Chỉ sau khi khắc phục những hỏng hóc mới được phép
sử dụng.
Trong thời gian máy hoạt động cấm mọi người đi lại trong phạm vi bán kính hoạt
-
động của máy. Khu vực máy làm việc phải có biển báo.
Khi vận hành và di chuyển xe hai thân cần phải thực hiện đầy đủ các quy định trung
-
(kiểm tra tình trạng máy, vị trí đặt máy, thiết bị an tồn, phanh hãm, tín hiệu âm thanh
cho máy chạy thử khơng tải, bàn giao tình trạng máy sau mỗi ca làm việc, di chuỷên
máy dưới đường điện cao thế).
Cấm người khơng có nhiệm vụ trèo lên xe hai thân khi máy đang làm việc.
Công nhân phụ máy phải làm đúng nhiệm vụ của mình ở đúng vị trí cơng tác đã
-
được giao.
Chỉ được cho xe hai thân làm việc về ban đêm , hay có sương mù khi đã đảm bảo
-
chiếu sáng đầy đủ.
Nếu làm việc nhiều ca thì khi cơng nhân ca trước phải đợi cơng nhân ca sau không
được tự ý dời khỏi máy khi người cơng nhân sau chưa tới .Việc bàn giao tình trạng
làm việc của máy cho ca sau phải có sổ giao ca.
17
-
Dịch chuyển máy, đỗ và làm việc gần hố móng , rãnh, mương,.vv… có mái dốc
-
khơng chắc chắn, phải nằm trong giới hạn khoảng cách cho phép do đồ án thi công
quy định.
Chỗ ngồi của thợ lái hoặc chỗ làm việc phải thuận tiện, ổn định, dễ quan sát, không bị
-
mưa nắng, đủ ánh sáng và có chỗ gạt nước. Nơi làm việc phải được che chắn, đủ rộng
và có lan can.
Trong quá trình tổ chức quản lý và sử dụng máy xây dựng phải thực hiện đầy đủ
những điều quy định trong “Tiêu chuẩn Việt Nam về an toàn trong sử dụng và sửa
chữa máy” (TCVN-4587-85). Có như vậy mới đảm bảo tính pháp lý về tổ chức thi
cơng và bảo dưỡng máy móc xây dựng.
1.3.1.2. Khai thác kỹ thuật xe hai thân.
-
-
-
Muốn khai thác xe hai thân,trước tiên phải đưa máy đến công trường thi công. Với xe hai thân
loại lu rung thì do khả năng di chuyển hạn chế thì nó cần được di chuyển đến cơng trường thi
công bằng phương tiện chuyên chở. Xe hai thân loại xúc lật bánh lốp do khả năng di chuyển
cơ động nên với cự ly vận chuyển gần và trung bình thì nó thường tự di chuyển đến cơng
trường. Cịn với xe ben vận chuyển(Articulated Dump Truck) do đặc điểm.
Bố trí nơi tập kết cho máy tại cơng trường thi công phải đảm bảo sao cho máy làm việc thuận
lợi và an tồn nhất. Có thể bố trí máy ở những nơi có mái che nhưng thường khơng có mái
che.
Cho máy hoạt động và làm việc trên công trường: Trước khi làm việc phải đảm bảo được điều
kiện an toàn của máy và công nhân, phải đảm bảo sẵn sàng các thông số của máy.
Lên lịch làm việc cho máy trong từng ca máy, từng ngày làm việc của máy.
Chuẩn bị các thông số kĩ thuật của maysao cho phù hợp với điều kiện làm việc và kĩ thuật thi
công.
Bố trí số lượng máy, chủng lượng máy ( về cơng suất, năng suất, hãng máy…) sao cho phù
hợp với nhịp độ thi công của cả công trường thi công.
Lập bài tốn thi cơng cho máy sao cho đạt được năng suất làm việc lớn nhất trong điều kiện
tối ưu.
Cự ly di chuyển của máy khi làm việc, các thao tác nâng, hạ, quay, lật gầu khi xúc và khi đổ
vật liệu là ngắn nhất, nhanh nhất.
Tổng kết, thống kê đầy đủ công việc của máy sau một ngày hoạt động trên công trường.
1.3.1.3. Bảo quản kỹ thuật xe hai thân.
a) Khái niệm chung.
18
Bảo quản tốt máy móc sẽ tránh được tác hại của môi trường xung quanh và tránh được
tải trọng cơ học tác dụng lên chúng trong thời gian làm việc. Thời kỳ này liên quan tới việc sử
dụng máy theo mùa hay các điều kiện sản xuất.
Phải tổ chức bảo quản máy, nếu thời gian sử dụng máy lớn hơn mười ngày.
Bảo quản ngắn hạn : Nếu máy không làm việc từ 1 đến 2 tháng.
Bảo quản dài hạn : Nếu máy không làm việc trên hai tháng.
Cần phân biệt ba phương pháp tốt nhất, khi đó người ta đưa xe hai thân vào bảo quản
trong gara, kho hoặc nhà chuyên dùng cho mục đích này. Phương pháp này áp dụng cho
những xe hai thân phức tạp và quý khi bảo quản dài hạn. Phương pháp bảo quản ngoài trời,
chủ yếu áp dụng cho bảo quản ngắn hạn xe hai thân tại các bãi đỗ xe lộ thiên hoặc có mái che.
Phương pháp hỗn hợp là phương pháp kết hợp cả hai phương pháp trên. Khi đó các máy
( khung máy, bộ cơng tác…) vẫn để ngồi trời, nhưng các bộ phận dễ phá huỷ ( ắc quy, băng
tải, dây đai, xích…) thì tháo ra bảo quản riêng trong kho.
Phải kiểm tra tình trạng kĩ thuật của xe hai thân trong bảo quản ngắn hạn ít nhất mỗi
tháng một lần, trong bảo quản do Bộ, ngành quy định.
b) Những yêu cầu đối với nơi bảo quản xe hai thân.
-
-
-
Nơi bảo quản xe thường bố trí ngay trên phạm vi sử dụng của cơ quan thi cơng. Khơng được
bố trí nơi bảo quản gần khu vực nhà ở (không nhỏ hơn 50m) và gần kho xăng dầu mỡ (không
nhỏ hơn 150m)
Tại nơi bảo quản xe, phải trang bị dụng cụ phòng chống cháy và an toàn lao động theo các
quy định riêng.
Bãi để xe bảo quản phải có hàng rào bảo vệ, bề mặt phẳng và có độ dốc 2-3 0 để thốt nước,
nền bãi phải đổ bê tơng hoặc bê tông nhựa, nếu không cũng phải đủ sức chịu được sức nặng
của xe khi di chuyển và khi bảo quản mà khơng lún. Diện tích bãi bảo quản xe máy được tính
theo số xe máy được bảo quản, kích thước bao, khoảng cách giữa chúng và khoảng cách giữa
các hãng máy. Khoảng cách ít nhất gữa các máy trong một hãng là 0,8m ,còn khoảng cách
giữa các hãng là 6 mét.
Kích thước nhà kho bảo quản xe dựa trên số lượng xe bảo quản, kích thước bao và xây dựng
theo tiêu chuẩn kho bảo quản xe. Kho bảo quản các bộ phận máy tháo ra từ máy cái lại chia ra
các loại riêng: Kho bảo quản cụm và chi tiết, kho ác quy, kho chi tiết làm bằng cao su và vải.
c) Tổ chức bảo quản xe hai thân.
-
Bảo quản xe ngắn hạn phải tiến hành ngay sau khi sử dụng, cịn bảo quản dài hạn
khơng để q 10 ngày, kể từ khi máy làm việc.
Công tác chuẩn bị đưa xe đi bảo quản do nhóm cơng nhân chun trách tiến hành với
sự tham gia của thợ lái xe.
19
-
-
-
-
-
Xe đem bảo quản ngắn hạn, phải tiến hành bảo dưỡng kỹ thuật cấp gần nhất sắp làm.
Khi chuẩn bị máy bảo quản dài hạn, phải tiến hành bảo dưỡng cấp 2(BDC2) và làm
thêm bảo dưỡng theo mùa (nếu có quy định)
Khi bảo quản ngắn hạn hay dài hạn, trước tiên phải tiến hành làm vệ sinh máy, sau đó
tháo các cụm và chi tiết cần bảo quản riêng trong kho. Số lượng và cụm chi tiết này
cho từng loại xe tuỳ theo dạng bảo quản( ngắn hoặc dài hạn) được quy định trong tài
liệu kĩ thuật kèm theo máy.
Khi bảo quản xe ở ngoài trời, cần tránh ảnh hưởng của mặt trời tới bánh hơi, hệ thống
khí nén và thuỷ lực, dây cua roa và các chi tiết làm bằng cao su bằng cách bôi lên một
lớp dầu chuyên dùng. Tất cả các lỗ, cửa mà nước mưa có thể lọt vào phải che đậy kín.
Đối với các lị xo của cơ cấu kéo căng băng tải, dây đâihy xích cần nới lỏng và bơi mỡ
chống gỉ.
Các tay gạt, bàn đạp của cơ cấu điều khiển phải đưa về vị trí hãm.
Mui và cửa buồng lái phải đóng và khoá lại. Tất cả dụng cụ đồ nghề kèm theo máy
phải kiểm tra và cất vào kho.
Các cụm và chi tiết tháo khỏi xe phải xếp lên giá đỡ và hòm tại kho. Tránh hiện tượng
chênh lệch quá về nhiệt độ tại các kho này.
Các chi tiết làm bằng vải hoặc cao su cần bảo quản trong nơi thống gió.
Lốp xe phải đặt đứng trên giá. Sau 2-3 tháng lại phải xoay, thay đổi điểm đặt của
chúng trên giá.
Đối với săm, dù bảo quản riêng hay lồng trong lốp cũng phải bơm lên, đặt đứng trên
giá hoặc treo vào giá hình trịn. Cứ 1-2 tháng lại phải thay săm trong lốp theo hình
trịn.
Cáp thép và xích trước khi đem bảo quản phải bôi mỡ chống gỉ và cuộn lại đặt trên
giá.
Trong quá trình bảo quản, phải tiến hành bảo dưỡng kĩ thuật phù hợp với hướng dẫn
sử dụng.
Việc kiểm tra tình trạng xe bảo quản trong kho cần tiến hành hai tháng một lần, cịn
bảo quản ngồi trời phải kiểm tra hàng tháng. Kết quả kiểm tra phải ghi lại ở lý lịch
xe.
1.3.1.4. Bảo dưỡng và sửa chữa kỹ thuật xe hai thân.
-
-
Bảo dưỡng kỹ thuật là tổng hợp các biện pháp kĩ thuật nhằm duy trì cho xe máy luôn luôn ở
trạng thái kĩ thuật tốt khi sử dụng bảo quản, vận chuyển.
Do hao mòn dần, người ta phải tiến hành sửa chữa hoặc thay thế các bộ phận của máy vì khả
năng làm việc của chúng khơng thể duy trì được bằng bảo dưỡng kĩ thuật nữa. Đó là tổng hợp
các biện pháp kĩ thuật nhằm duy trì và phục hồi khả năng làm việc hay trạng thái kĩ thuật tốt
của xe máy.
Bảo dưỡng kĩ thuật và sửa chữa có liên quan chặt chẽ với nhau nên người ta đưa vào hệ thống
chung gọi là hệ thống bảo dưỡng kĩ thuật và sửa chữa.
20
-
-
-
Hệ thống bảo dưỡng kĩ thuật và sửa chữa xe là tổng hợp các hoạt động về tổ chức, kế hoạch,
công nghệ, cung ứng vật tư và sử dụng cán bộ nhằm duy trì và khơi phục trạng thái kĩ thuật
tốt của xe trong suốt thời hạn phục vụ, nhằm bảo đảm an toàn và nâng cao hiệu suất sử dụng
xe.
Các biện pháp duy trì và khơi phục khả năng làm việc của máy được tiến hành theo kế hoạch
do chế độ bảo dưỡng kĩ thuật và sửa chữa máy quy định.
Chế độ bảo dưỡng kĩ thuật và sửa chữa máy là tập hợp các quy định và hướng dẫn thống
nhất, nhằm xác định hình thức tổ chức, nội dung và sửa chữa máy có kế hoạch, để duy trì khả
năng làm việc của nó trong suốt thời hạn phục vụ, trong những điều kiện sử dụng cho trước.
Chế độ bảo dưỡng kĩ thuật và sửa chữa cho phép lập kế hoạch bảo dưỡng kĩ thuật và sửa
chữa, lập dự trù về nhân lực, vật tư kĩ thuật và tiền vốn cho công tác này.
a) Bảo dưỡng kĩ thuật.
-
Bảo dưỡng kĩ thuật nhằm tạo điều kiện làm việc bình thường cho máy, cụm máy và chi
tiết tránh cho chúng không bị hao mòn trước thời hạn và hư hỏng bất thường, làm cho tốc độ
hao mòn ở mức độ tốt nhất trong quá trình sử dụng.
Để xe hai thân đạt được năng xuất cao, làm việc liên tục, khơng có hỏng hóc, cần phải
thực hiện tốt một số yếu tố sau đây: Điều chỉnh và bảo dưỡng kĩ thuật chu đáo, điều khiển
máy đúng, tổ chức thực hiện chính xác (trừ khi máy phải nghỉ làm việc do thiếu nhiên liệu,
vật liệu bơi trơn, điện năng). Trong q trình vận hành chất lượng làm việc của máy bị giảm
xuống chủ yếu là do máy bị hao mòn, biến dạng và phá hỏng hoàn toàn các chi tiết riêng lẻ.
Lúc này sự điều chỉnh bị rối loạn, khe hở lắp ghép bị thay đổi, độ xiết chặt giữa các chi tiết bị
lỏng ra, do đó độ chính xác thực hiện các thao tác bị giảm đi, năng xuất của máy bị giảm
xuống. Muốn bảo đảm cho máy đào làm việc bình thờng thì phải thực hiện những biện pháp
chủ yếu sau đây: tổ chức bảo dỡng kỹ thuật có hệ thống bằng cách làm sạch và lau chùi thờng
xuyên, điều chỉnh bôi trơn, cung cấp nớc và nhiên liệu đủ, thay thế hoặc sữa chữa các chi tiết
và các cụm máy bị hỏng. Biện pháp đầu tiên là tổ chức thực hiện việc sửa chữa . Hệ thống
bảo dỡng kỹ thuật và sửa chữa máy theo kế hoạch dự phòng là toàn bộ những biện pháp tổ
chức kỹ thuật đợc thực hiện theo trình tự kế hoạch nhằm bảo đảm khả năng làm việc của máy
trong suốt thời gian phục vụ khi thực hiện các loại bảo dỡng kỹ thuật, sửa chữa từng máy khi
đang hoạt động với một trình tự và một chu kỳ nhất định là cơ sở của hệ thống này.
Bảo dưỡng kỹ thuật phải bảo đảm khả năng làm việc của máy trong quá trình vận hành
bằng cách thực hiện tồn bộ cơng tác dự báo về sự hao mòn của các chi tiết và sự hỏng hóc
máy. trong q trình sử dụng máy phải thực hiện:
Bảo dưỡng kỹ thuật từng ca: Thực hiện trước,trong và sau ca làm việc
Bảo dưỡng kỹ thuật theo kế hoạch được thực hiện theo thứ thự từng mục của kế hoạch do nhà
máy quy định thời gian máy làm việc. Bảo dưỡng kỹ thuật theo kế hoạch có hai nội dung:
21
-
Chu kỳ thực hiện và thành phần công việc. Tuỳ thuộc vào trình tự thực hiện mà mỗi loại bảo
dỡng kỹ thuật đều có số thứ tự.
Nội dung của kế hoạch bảo dưỡng kỹ thuật có nhiều danh mục bao gồm các công việc
của mỗi trong những loại bảo dưỡng kỹ thuật trên, kể cả loại bảo dưỡng từng ca.
Sửa chữa xe tức là phải phục hồi khả năng làm việc của chúng bằng cách thực hiện tồn
bộ cơng việc bảo đảm loại trừ những hỏng hóc. Kế hoạch sửa chữa xe có hai nội dung: Sửa
chữa thường kỳ và sửa chữa lớn.
Các loại bảo dưỡng kỹ thuật, sửa chữa và thời hạn thực hiện, cũng nh nội dung thứ tự
thực hiện công việc theo bảo dưỡng kỹ thuật và sữa chữa định kỳ do nhà máy quy định trong
thuyết minh hướng dẫn sử dụng từng loại xe.
Việc bảo dưỡng kỹ thuật cho máy vào thời gian máy nghỉ làm việc hoặc vào các ngày
nghỉ của tổ chức thi công tại các công trờng máy hoạt động. Nhân viên theo dõi máy là ngời
thực hiện việc bảo dỡng kỹ thuật theo ca; bảo dỡng kỹ thuật do các đội chuyên môn đảm
nhận, các đội này tham gia kế hoạch dự phịng bảo dỡng kỹ thuật. Trong thời gian tiến hành
cơng tác bảo dỡng kỹ thuật, thợ lái và thợ phụ lái cũng có thể là thành viên của đội. Việc bảo
dỡng kỹ thuật các máy bao gồm việc kiểm tra có hệ thống các chi tiết quan trọng. Việc làm
sạch thờng xuyên các cụm máy và các chi tiết của máy có ý nghĩa rất lớn khơng chỉ để giữ
hình thức mà cịn tạo khả năng theo dõi tình trạng kỹ thuật của mỗi chi tiết.
Tất cả các bề mặt có sơn của xe phải lau chùi nhẹ nhàng bằng vải mềm có tẩm dầu.
Các khí cụ kiểm tra- đo lờng, các chi tiết của hệ thống điều khiển thuỷ lực và động cơ đốt
trong thường lau chùi lần cuối bằng vải sợi bơng mềm và sạch.
Kính ở bên ngồi và bên trong buồng lái phải lau chùi cẩn thận.
Lau chùi dầu mở chảy qua các vịng bít.
Khi tiếp nhiên liệu vào bình chứa và thay chất lỏng cơng tác trong hệ thống thuỷ lực phải tuân
theo những nguyên tắc đã định. Bình chứa của thiết bị động lực thường tiếp qua miệng bình
bằng phương pháp tự động hoặc bơm tay lắp ở trên máy đào. Khi tiếp nhiên liệu bằng bơm
tay thì phải rửa trớc bộ lọc ống tiếp dầu một cách cẩn thận. Trớc khi tháo chất lỏng công tác
0
-
phải cho động cơ làm việc để đa nhiệt độ chất lỏng đến 60 C , rồi cho tất cả các xi lanh và
mô tơ thuỷ lực hoạt động để khuấy những chất lắng bẩn lắng xuống trong hệ thống thuỷ lực.
Do trọng lợng các bộ phận lắp ráp trong bộ phận công tác ảnh hởng đến các khoang chứa đầy
chất lỏng, cho nên máy đào đợc điều chỉnh sao cho piston của các xi lanh thuỷ lực ở vào vị trí
cực hạn.
Tắt máy động cơ và tháo áp lực trong các ống dẫn
Tháo rời mối nối các ông dẫn cung cấp cho các xi lanh thuỷ lực và xả chất lỏng công tác từ
các xi lanh thuỷ lực. Mở khố và xả chất lỏng cơng tác trong bình chứa, tháo rời tất cả các
ống dẫn xả và xả chất lỏng công tác từ trong thân bơm, mô tơ và ống dẫn. Rửa bình chứa
22
-
bằng chất lỏng cơng tác sạch, làm khơ bình và bộ phận làm mát bằng khí nén. Điều chỉnh bộ
lọc, bộ làm mát và nối tất cả các ống dẫn.
Kiểm tra trạng thái và siết chặt các chi tiết xe: Sự làm việc mỗi một xe có liên quan đến
việc khắc phục lực ma sát phát sinh do sự chuyển động tương đối của các chi tiết máy. Các
lực này dù nhỏ đến đâu cũng đều dẫn đến sự mài mịn các chi tiết, kết quả là làm thay đổi
kích thước và hình dáng ngồi của chúng. Vì vậy thợ lái khi vận hành xe hoặc tiến hành bảo
dưỡng kĩ thuật thì cần kiểm tra tình trạng của các chi tíêt khác nhau: về kích thước của chúng,
sự xuất hiện chảy dầu, tiếng đạp gõ, sự rung. Khi bảo dỡng theo ca ( lau sạch và vệ sinh máy)
thợ lái và phụ lái khơng những chỉ kiểm tra tình trạng của kết cấu của kim loại mà còn phải
phát hiện những mối liên kết bằng bulông bị lỏng ra. Xác định tình trạng kỹ thuật của máy sẽ
cho phép xác lập kế hoạch thực tế để chuẩn bị sửa chữa tốt hơn.
Điều chỉnh các bộ phận: Người ta điều chỉnh các bộ phận xe để duy trì sự tác động
tương hỗ cần thiết của các cụm chi tiết và các tổ hợp chi tiết mà không cần phải thay thế hoặc
thay đổi các kích thước của các chi tiết. Sự điều chỉnh thường có:
Điều chỉnh hàng ngày: thường thực hiện trong q trình làm việc để đề phịng sự mài mòn tự
nhiên của các chi tiết và đề phòng làm mất khả năng điều chỉnh vốn có của nó.
Sự điều chỉnh theo mùa: Tiến hành để đề phòng khả năng rối loạn trong xe với sự thay đổi
thời tiết trong năm.
Sự điều chỉnh theo quá trình sản xuất thực hiện khi thay đổi thiết bị công tác của xe.
b) Sửa chữa xe hai thân.
Công việc sửa chữa se hai thân bao gồm: Tháo dỡ xe thành các đơn vị lắp ráp, tháo các đơn vị
lắp ráp thành các chi tiết, thay thế các chi tiết hỏng hoặc sửa chữa chúng. Các dạng gia công
chi tiết để phục hồi chúng như hàn, tiện và các công việc gia công cơ học, đắp kim loại bằng
các biện pháp khác nhau( hàn đắp, mạ,điện phân, tráng bề mặt...), sơn phủ. Lắp các bộ phận
của máy và phục hồi chế độ lắp ghép, thử các bộ phận.
- Sửa chữa thường kỳ: được tiến hành tại nơi xe làm việc do thợ lái và thợ phụ thực hiện,
trường hợp riêng biệt có thể do thợ của trạm sửa chữa. Loại sửa chữa này được tiến hành
bằng cách thay thế hoặc phục hồi các chi tiết ( trừ những chi tiết chính) bằng cách tháo hoặc
khơng tháo cả cụm ra khỏi xe.
- Sửa chữa lớn: Gồm việc tháo rời toàn bộ xe để sửa tất cả các bộ phận và chi tiết hư hỏng. Khi
lắp ráp các chi tiết và các bộ phận cần phục hồi tất cả các chế độ lắp ghép. Việc sửa chữa lớn
đợc tiến hành ở các xí nghiệp chuyên sửa chữa.
- Sửa chữa thường kì cần tiến hành các cơng việc chủ yếu sau:
+ Thay thế các trục, chốt bị mòn và lò xo đã đến lúc hỏng. Kiểm tra các cặp bánh răng cơn và
bánh răng thắng, các đĩa xích và khi cần thiết phảI cạo sạch các vết xây xát trên răng. Thay
thế các bulơng, vịng đệm, đai ốc, các vít và những chi tiết ghép nối khác đã bị hư hỏng. Kiểm
tra sự hoạt động của áp kế.
-
23
Hệ thống truyền động thuỷ lực: Khi sửa chữa cần cọ rửa các bộ phân phối thuỷ lực, các khối
van và các mô tơ thuỷ lực. Tháo các cụm bị hư hỏng và thay thế các chi tiết đã bị mòn.
+ Kết cấu thép: Xem xét cẩn thận các bộ phận kết cấu thép. Sau khi phát hiện các hư hỏng
( biến dạng, nứt, mối hàn không dảm bảo) cần phải sửa chữa kịp thời.
+ Tuỳ theo số lượng máy đào cùng loại và sự phân chia các công việc sửa chữa, người ta áp
dụng các biện pháp sửa chữa khác nhau trong các xí nghiệp. Đối với khối lượng cơng việc
lớn, tốt nhất là chun mơn hố cơng việc sửa chữa theo từng nguyên công riêng biệt. Công
việc sửa chữa càng đợc chun mơn hố rộng rãi thì các biện pháp sửa chữa hoàn thiện càng
áp dụng tốt trong các xí nghiệp sửa chữa.
+
-
-
-
-
+
+
+
+
+
+
+
c) Tháo dỡ xe hai thân.
Việc hồn thành cơng tác sửa chữa có kết quả tốt phụ thuộc nhiều vào vấn đề tháo dỡ máy.
Trớc khi tháo máy cần làm quen với các cơ cấu, công dụng và mối liên hệ tương quan của các
bộ phận và những chi tiết. Trước khi tháo rời từng bộ phận, người ta cần nghiên cứu cấu tạo
bên trong của chúng, các biện pháp lắp ghép giữa những chi tiết riêng lẻ. Xác lập thứ tự và
phơng pháp tháo dỡ. Mỗi một nhà máy chế tạo phải có các phiếu công nghệ tháo (& lắp) xe
hai thân và các cụm lắp ráp riêng biệt, trong các phiếu đó phải chỉ rõ trình tự tháo các cụm lắp
ráp riêng biệt của nó, liệt kê các dụng cụ vạn năng và chuyên dùng được sử dụng để lắp ráp
và quy phạm sử dụng chúng.
Trên các máy bốc xúc truyền động thuỷ lực thờng sử dụng một số lợng lớn các thiết bị thuỷ
lực. Để giảm nhẹ công việc tháo lắp chúng, nhà máy chế tạo đã chế tạo các bộ đồ gá lắp ráp
( chẳng hạn nh các bộ kẹp để tháo và lắp các xi lanh thuỷ lực, thiết bị kích nâng tổ hợp di
chuyển bánh hơi)
Trước khi tháo rời cũng như trong quá trình tháo rời, đối với các bộ phận các trường hợp mà
lần đầu tiên người thợ máy gặp phải ở các bộ phận tương tự. Khi tháo dỡ cần phải đánh dấu
lên các bề mặt không làm việc của chi tiết để thuận tiện cho việc lựa chọn và lắp ráp về sau.
Một vài chi tiết sau khi tháo khỏi bộ phận liên kết có thể hư hỏng như vậy rất nguy hiểm cho
các chi tiết bên cạnh và có thể dẫn đến sự cố. Cho nên, cần phải áp dụng các biện pháp để
ngăn ngừa.
Các nguyên tắc cơ bản khi tháo dỡ máy là:
Sử dụng các loại dụng cụ và đồ gá để tháo dỡ, không đợc làm hư hại các chi tiết.
Khi dùng búa để gõ lên chi tiết phải có đệm hoặc lót bằng gỗ hay kim loại mềm.
Tháo chi tiết phải cẩn thận, không làm sai lệch và h hỏng.
Đối với những chi tiết khó tháo rời khơng nên dùng lực mạnh, cần phảI rìm ngun nhân bị
kẹt và xử lý nó.
Khi tháo các trục dài cần sử dụng một vài gối tựa.
Những chi tiết của cùng một bộ phận, khi tháo rời cần để riêng vào một hịm, khơng để lẫn
lộn với nhau, đặc biệt cần xếp cẩn thận những chi tiết có bề mặt đã gia cơng hồn thiện.
Các hộp đựng chi tiết phải có nắp đậy.
24
Những bu lơng, vịng đệm và các chi tiết lắp ghép khác của những bộ phận đã tháo rời toàn
bộ phải đợc để cao các hộp chuyên dùng; khi tháo dỡ từng phần thì những chi tiết lắp ghép
đợc đặt luôn vào những lỗ của chúng.
+ Những chi tiết lớn đặt lên giá gần nơi sửa chữa.
+ Nhân viên làm việc cần biết rõ thứ tự công nghệ tháo dỡ máy thành các bộ phận và các cụm.
Việc tháo dỡ máy theo một quy trình cơng nghệ đã xác lập từ trớc sẽ tiết kiệm đợc thời gian,
đồng thời giảm bớt đợc các trờng hợp h hỏng chi tiết do việc tháo dời không đúng thứ tự cũng
nh làm mất mát các chi tiết.
+
-
+
+
+
+
-
d) Kiểm tra tình trạng các chi tiết
Khi sử dụng máy hoặc lúc sửa chữa, bằng việc quan sát bên ngồi ngời ta xác định đợc tình
trạng của các chi tiết và đánh giá đợc chất lợng của chúng cho việc sử dụng về sau. Trong quá
trình sử dụng, những công việc do thợ lái máy tiến hành. Trong xởng sửa chữa, tất cả các chi
tiết sau khi tháo rời khỏi các cụm đã đợc tẩy dầu mỡ và làm sạch thì đợc đa đến bộ phận dị
khuyết tật, ở đó ngời ta xem xét và đo đạc. Trớc khi đo, chi tiết đợc lau cùi cẩn thận.
e) Các biện pháp sửa chữa chi tiết
Quy trình cơng nghệ phục hồi các chi tiết để đa chúng trở lại dạng ngun khối với những
kích thước ban đầu có thể tiến hành theo 3 bước:
Bước chuẩn bị bao gồm cả việc chuẩn bị cho quy trình phục hồi ( hàn, đắp, đắp thêm bằng
phơng pháp mạ đIện, phun kim loại...) và chuẩn bị cho những chi tiết đem đi sửa chữa.
Bước phục hồi bao gồm việc hàn đắp, phun kim loại, mại crôm, biến dạng dẻo và các phương
pháp khác để phục hồi kích thước của những bề mặt đã bị mòn, hàn những vết nứt.
Bước cuối cùng gồm gia cơng cơ khí và nhiệt luyện chi tiết sau khi phục hồi.
Các quy trình cơng nghệ phục hồi chi tiết thờng do từng xí nghiệp lập ra, cho nên việc áp
dụng các biện pháp sửa chữa những chi tiết cùng loại sẽ phụ thuộc vào nhiều yếu tố nh trang
bị của xởng , số lợng các chi tiết phải sửa chữa v.v.. Việc sửa chữa các chi tiết có thể đợc thực
hiện bằng nhiều loại, đắp kim loại bằng phơng pháp mạ điện, dùng hồ quang điện bằng các
dòng điện cao tần...Các chi tiết sau khi đã đợc sửa chữa( tất cả các chi tiết còn sử dụng đợc
gia công lại hoặc sửa chữa cho phù hợp với sơ đồ của q trình cơng nghệ) đều đợc đa sang
ghép bộ và lắp ráp (các chi tiết chính và các thân đợc đa trực tiếp sang lắp ghép, những chi
tiết khác đợc ghép bộ trớc khi lắp ráp).
f) Tiếp nhận máy bốc xúc sau khi sửa chữa
Khi tiếp nhận máy bốc xúc đã đợc sửa chữa, cần xem xét các bộ phận và những chi tiết đã sửa
lại, xem xét việc lắp ghép chung có đúng hay khơng và xem xét toàn bộ máy đã hoàn hảo
chưa.
25