Tài liệu Chương 4: Tính toán mạch vòng dẫn điện ppt
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (154.28 KB, 12 trang )
Ch-ơng 4: Tính toán mạch vòng dẫn điện
4.1. Khái niệm:
Mạch vòng dẫn điện là mộy bộ phận quan trọng, nó có chức năng dẫn
dòng chuyển đổi và đóng cắt mạch điện. Mạch vòng dẫn điện do các bộ phận
khác nhau về hình dáng kết cấu hợp thành gồm: thanh dẫn, đầu nối và tiếp
điểm.
4.2. Yêu cầu của mạch vòng dẫn điện:
- Với dòng điện định mức chảy trong mạch vòng dẫn điện thì nhiệt độ
phát nóng cuả các chi tiết mạch vòng không đ-ợc v-ợt quá nhiệt độ cho
phép.
- Chịu đ-ợc dòng điện ngắn mạch trong những khoảng thời gian nhất
định.
- Lực điện động sinh ra khi có dòng ngắn mạch chạy qua không phá
hỏng kết cấu của mạch vòng dẫn điện.
4.3. Tính toán nhiệt độ thanh dẫn và đ-ờng kính thanh dẫn điện:
Mạch điện dẫn điện của máy ngắt SF
6
tà tổng hợp các phần dẫn điện
nh- thanh dẫn, xà ngang, dây nối mềm, tiếp điểm động. Trong quá trình làm
việc các phần tử này sẽ bị phát nóng. Nguyên nhân là do: Khi dòng điện
chạy qua các phần tử đó đều có điện trở tiếp xúc. Nếu điện trở tiếp xúc lớn
mà dòng điện lớn thì sẽ dẫn đến sự phát nhiệt càng lớn trên thanh dẫn có thể
gây h- hỏng.
Ngoài chế độ làm việc bình th-ờng có nghĩa là làm việc với dòng điện
định mức, máy ngắt còn làm việc với dòng ngắt mạch trong thời gian rất
ngắn khoảng 5
10 giây. Nh-ng với thời gian đó cũng đủ làm nóng các bộ
phận mang điện của máy ngắt. Cho nên tính toán ổn định nhiệt phải tính cho
cả hai trạng thái làm việc:
- Sự phát nóng ở chế độ làm việc bình th-ờng do dòng điện định mức
gây ra trong chế độ dài hạn. Đặc điểm của sự phát nóng này là sau khoảng
thời gian dài làm việc nhiệt độ của phần dẫn điện sẽ đạt giá trị ổn định. Nhiệt
l-ợng do dòng điện gây ra chỉ bằng nhiệt l-ợng toả ra môi tr-ờng xung
quanh.
-
Phát nóng ngắn hạn do dòng điện ngắn mạch gây ra khi có sự cố.
Thời gian tồn tại sự cố rất ngắn do đó toần bộ nhiệt l-ợng do I
nm
gây ra chỉ
để đốt nóng vật dẫn điện chứ không kịp toả ra môi tr-ờng xung quanh.
Để đảm bảo an toàn cho máy ngắt, ta phải chọn hình dáng kết cấu vật
liệu của các bộ phận dẫn điện sao cho hợp lý để sự phát nóng của chúng
không v-ợt quá nhiệt độ phát nóng cho phép.
a) Tính toán sự phát nóng của phần dẫn điện ở chế độ dài hạn:
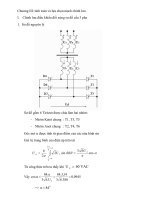
Mạch vòng dẫn điện trong máy chủ yếu là thanh dẫn hình trụ tròn. Dựa
vào giá trị I
nm
trong bảng tra ra giá trị đ-ờng kính thanh dẫn điện:
d(mm)
10 14
16 20
22 30
33 38
42 42
53
I
nm
(A) 100
200
200
400 500 1000 1500 2000
Ph-ơng trình đặc tr-ng cho quá trình phát nóng của thanh dẫn ở chế độ
làm việc dài hạn là:
I
2
=
0
.
F
SK
Hay
0
2
.
.
.
F
S
K
I
Trong đó : I: Dòng điện định mức (I
đm
= 1000A)
: Điện trở suất của vật liệu tại
:
1
0
0
: Điện trở suất của đồng ở 0
0
C (
6
0
10.58,1
cm
)
T
: Hệ số nhiệt điện trở của đồng
T
= 4,25 . 10
-3
(1/
0
C )
: Nhiệt độ thanh dẫn (
0
C )
K: Hệ số toả nhiệt đối với đồng k = 10
-3
( W/
0
C.cm
2
)
S: chu vi thanh dẫn S =
. D (cm)
d: Đ-ờng kính thanh dẫn ( cm
2
)
F: Tiết diện ngang thanh dẫn F =
4
.
2
d
( cm
2
)
0
: Nhiệt độ môi tr-ờng xung quanh thanh dẫn, ta chọn
0
=40
0
C
Ta phải đục lỗ cho thanh dẫn động để có luồng khí SF
6
đi qua lỗ đó thổi
vào hồ quang phát sinh trong quá trình đóng cắt để nhanh chóng dập tắt hồ
quang. Đây là kiểu tự thổi khí nén dùng xi lanh pittông.
Chọn đ-ờng kính trong của thanh dẫn động d = 0,5 d vì vậy so với
bảng giá trị trên ta tạm chọn d = 34 mm
Từ ph-ơng trình trên ta có:
0
=
4
.
2
2
d
dK
I
=
32
2
.
3
.116
d
K
I
T
.
32
2
3
16
1
dK
I
T
=
32
2
.
.
3
.16
d
K
I
+
.
32
23.2
3
16.3
dK
IdK
=
32
322
.
.
3
3.16
d
K
dKI
=
16 3
3.16
232
322
IdK
dKI
Thay số:
=
362323
32362
10.25,4.10.58,1.1000.1634.14,3.10.3
34.14,3.10.40.310.58,1.1000.16
= 65,28
0
C
Nhiệt độ cho phép của thanh dẫn trong máy cắt SF
6
tra bảng ta có
=
75
0
C ( ở chế độ dài hạn)
Vậy
= 65,28
0
C <
thoả mãn điều kiện dẫn điện.
Tóm lại, đ-ờng kính thanh dẫn d = 3,4 cm thì điều kiện phát nóng ở chế
độ làm việc bình th-ờng đ-ợc thoả mãn.
b) Tính toán sự phát nóng của các phần tử dẫn điện ở chế độ ngắn hạn:
Khi bị ngắn mạch dòng điện trong thanh dẫn có trị số rất lớn, gấp vài
chục lần dòng ở chế độ định mức, nh-ng vì thời gian ngắn mạch không dài
nên nhiệt độ phát nóng cho phép ở chế độ này lớn hơn ở chế độ dài hạn.
Trong tr-ờng hợp này ta cho nhiệt độ ngắn mạch cho phép là 250
0
C
Do đó ph-ơng trình cân bằng nhiệt có dạng:
i
2
R.dt = C
T
d
(*)
Trong đó: R là điện trở dây dânc tính theo công thức:
R = K
ph
.
.
F
1
( 1 +
.
)
K
ph
là hệ số tổn hao có tính đến hiệu ứng mặt ngoài và hiệu
ứng gần; (chọn K
ph
= 1)
0
: Điện trở suất của đồng ở 0
0
C (
6
0
10.58,1
cm
)
T
: Hệ số nhiệt điện trở của đồng
T
= 4,25 . 10
-3
(1/
0
C )
: Nhiệt độ thanh dẫn (
0
C )
C
T
là nhiệt dung riêng của thiết bị : C
T
= C
0
(1 +
. ) . G
C
0
là nhiệt dung riêng của vật liệu ở 0
0
C
là hệ số nhiệt của nhiệt dung riêng
G là khối l-ợng của vật dẫn. Khối l-ợng của vật dẫn có thể
tính theo thể tích và khối l-ợng riêng: G =
. l. F =
. V
Trong đó
là khối l-ợng riêng của thanh dẫn
V = F.l là thể tích vật dẫn
Thay các đại l-ợng trên vào (*) ta có
2
2
F
i
dt =
.1
.1.
C
d
Tích phân hai vế với:
- Vế trái có cận từ 0 đến t
nm
.
- Vế phải có cận từ
đến
nm
(
là nhiệt độ thanh dẫn ở chế độ làm
việc dài hạn)
dt
F
i
nm
t
0
2
2
=
nm
d
C
T
0
0
0
1
1
Coi trị hiệu dụng của dòng điện trong suốt quá trình ngắn mạch là
không đổi:
AAtJt
F
I
nmnmnmnm
nm
2
2
2
nm
nm
nm
t
AA
J
J
nm
: là mật độ dòng ngắn mạch
:
,
AA
nm
là trị số của tích phân vế phải
Dùng biện pháp tra đồ thị ta tính đ-ợc:
40
10.65,3)250( CA
nm
(A
2
.s/mm
4
)
40
10.65,3)28,65( CA
(A
2
.s/mm
4
)
Ta kiểm tra J
nm
ở chế độ tnm bằng 1s, 3s, 5s, 10s.
Thay số vào ph-ơng trình (**) ta có:
J
nm
(1s)
=
1
10.25,110.65,3
44
=
1
24000
= 155 (A/mm
2
) < [j
nmcp
(1s)] = 163
J
nm
(3s) =
3
24000
= 89,4 (A/mm
2
) < [j
nmcp
(3s)] = 94,1
J
nm
(5s) =
5
24000
= 69,3 (A/mm
2
) < [j
nmcp
(5s)] =
J
nm
(10s) =
10
24000
= 49 (A/mm
2
) < [j
nmcp
(10s)] = 51,5
Ta có bảng tính toán sau:
t
nm
(s) J
nm
(A/mm
2
) [J] (A/mm
2
)
1 155 163
3 89,4 94,1
5 69,3
10 49 51,5
Nh- vậy ở t
nm
= 1s, 3s, 5s, 10s đều thoả mãn
=> ta chọn d = 3,4 cm là hợp lý.
Tóm lại:
- Đ-ờng kính thanh dẫn d = 3,4 cm
- Nhiệt độ ở chế độ I
đm
:
= 65,28
o
C
4.4.Tính toán tiếp điểm:
Tiếp điểm (hệ thống tiếp xúc) của máy ngắt là chồ tiếp điện giữa các bộ
phận dẫn điện chuyển động và cố định nhờ lực ép cảu hệ thống lò xo ( một
hay vài ba lò xo).
Tiếp điểm của máy ngắt là việc trong những điều kiện hết sức phức
taph, vì trong quá trình đóng cắt giữa các tiếp điểm phát sinh hồ quang có thể
làm chảy và cháy tiếp điểm. Ngoài ra quá trình là việc bình th-ờng của tiếp
điểm do điện trở tiếp xúc tăng tiếp điểm bị phát nóng do đó th-ờng xuyên
xảy ra hao mòn.
Yêu cầu chính xác của các tiếp điểm:
- Nhiệt độ phát nóng cho phép của các phần dẫn điện chỗ tiếp xúc phải
ổn định khi trong chế độ phát nóng dài hạn dòng điện định mức gây ra.
- Tác động nhiệt và điện động của dòng điện ngắt máy phải bền chắc:
Khi không có hiện t-ợng nóng chảy các phàn của tiếp điểm hay dập nát khi
dòng điện ngắn mạch chạy qua.
- Đỗ dài mòn về điện các bề mặt làm việc của tiếp điểm hồ quang điện
sinh ra khi mở phải là ít nhất.
Các điều kiện cho tr-ớc gồm:
+ Kiểu và kết cấu hệ thống tiếp điểm, của các chi tiết khác của mạch
dẫn điện.
+ Trị số dòng điện định mức.
+ Trị số dòng điện xuyên qua giới hạn của máy ngắt.
+ Các tiêu chuẩn nhiệt độ phát nóng cho phép của tiếp điểm.
Dựa vào trị số dòng điện định mức và các điều kiện làm việc (tách rời
có dòng điện hay không có dòng điện) để chọn kiểu và kết cấu tiếp điểm.
Khi tính toán thiết kế cần xác định
+ Số l-ợng các bộ phận điện của hệ thống tiếp điểm và các kích th-ớc
chúng (thanh, tâm, khối)
+ Lực nén cần thiết cho từng tiếp điểm và các đặc tuyến t-ơng ứng của
lò xo tiếp điểm.
+ Hình dáng của các chi tiết, các vật liệu của tiếp điểm chịu đ-ợc sự
phát nóng của hồ quang điện và có độ chống mòn bề mặt cao.
Ta chọn và tính toán cho tiếp điểm kiểu hoa huệ:
Mô tả: Tiếp điểm hoa huệ có dạng nh- hình vẽ: các phiến của tiếp
điểm song song với nhau từng đôi một nên khi có dòng điện ngắn mạch lực
điện động tăng lực ép tiếp điểm tạo điện trở tiếp xúc bé. Với kết cấu này
vùng hồ quang cháy và vùng tiếp xúc làm việc khác nhau nên đảm bảo bề
mặt tiếp xúc làm việc không bị hồ quang phá hỏng.
Hình vẽ cấu tạo tiếp điểm
a) Tính toán độ dày b của tiếp điểm:
Xác định bề dày của mỗi phiến: độ dày của mỗi phiến tiếp điểm đ-ợc
tính toán sao cho tiếp điểm cơ độ bền cơ và độ bền điện theo yêu cầu thiết
kế.
Ta có tuổi thọ cơ và tuổi thọ điện của máy cắt:
N
c
= 1000 N
d
= 100
Khi máy ngắt ở chế độ đóng hoàn toàn khe hở giữa các phiến bằng 2
mm. Đ-ờng kính trong bằng đ-ờng kính thanh dẫn. Chọn bề dày a sao cho
đảo bảo dòng điện đi qua trong chế độ làm việc dài hạn cũng nh- ngắn mạch
phải đ-ợc đảm bảo. Ta chọn diện tích mặt cắt ngang S
mc
của tiếp điểm t-ơng
đ-ơng diện tích mặt cắt ngang của thanh dẫn động.
Khi máy ngắt ở chế độ ngắt các phiến nằm ôm sát nhau:
)mm(30
14,3
1234.14,36.2d.
k
16
d.3
4
dd.
4
k.
2
3
a.a
2
1
.6S
22'22
mc
4
k.
16
d.3
33
2
a
22
2
Thay số vào ta có:
4
30.14,3
16
34.14,3.3
33
2
a
22
2
a > 23,2
Chọn a = 24 mm
Từ đó ta có thể tính đ-ợc chiều dày b:
)mm(6
2
303.24
2
k
2
3
.a.2
b
(Chiều dày này đảm bảo cho 100 lần đóng cắt điện 1000 lần đóng cắt
cơ tiếp điểm vẫn làm việc bình th-ờng).
b) Tính toán độ cao h của mỗi phiến tiếp điểm hoa huệ:
Tr-ớc hết ta phải tính toán độ ngập x của thanh dẫn vào tiếp điểm hoa
huệ:
Khi máy ngắt ở chế độ đóng độ ngập của tiếp điểm phải đảm bảo sao
cho diện tích tiếp xúc giữa thanh dẫn động và các phiến hoa huệ có mật độ
dòng điện có trị số cho phép (nhỏ hơn 1A/mm
2
). Ta chọn mật độ dòng đi qua
phần diện tích này là 0,3A/mm
2
.
Diện tích tiếp xúc S
tx
đ-ợc tính nh- sau:
S
tx
= k..x
Trong đó:
k : là đ-ờng kính trong khi các phiến tiếp điểm ở chế độ đ-ợc tính
ở phần trên)
x : là độ ngập của thanh dẫn động vào tiếp điểm hoa huệ.
Mật độ dòng điện đi S
tx
bằng:
)mm/A(3,0
)x.14,3.30(
1000
S
I
J
2
tx
x >= 35 mm
Chọn x = 35 mm
Để bắt vít các phiến tiếp điểm vào dây dẫn mềm để dẫn điện ra ngoài.
Tra bảng trong sách khí cụ điện hạ áp ta dùng 1 vít M8. Nh- vậy chọn chiều
cao h của mỗi phiến tiếp điểm là 6 cách mạng.
c) Tính độ mòn của tiếp điểm:
Khi đóng cắt hồ quang phát sinh do nhiệt độ của hồ quang lớn vật liệu
làm tiếp điểm bị hao mòn.
Theo yêu cầu bài toán MN có độ bền cơ N
cơ
= 1000 lần đóng cắt, độ
bền điện là N
đ
= 100 lần đóng cắt. Do độ mòn khi đóng cắt về cơ khí rất nhỏ
so với độ mòn về điện và số lần đóng cắt về điện nhỏ bằng 1/10 số lần đóng
cắt về cơ nên ta có thể bỏ qua tính toán độ mòn cơ khí mà chỉ quan tâm đến
độ mòn về điện.
Khi đóng cắt về điện tiếp điểm bị mòn một l-ợng vật liệu đ-ợc tính
theo công thức:
G
mtb
= 10
-9
(K
1
.
2
ng2
2
d
I.KI ) (g)
Với: G
mtb
là khối l-ợng mòn trung bình của tiếp điểm sau một lần
đóng cắt [g].
K
1
, K
2
là hệ số mòn khi đóng. Giá trị của K
1
, K
2
phụ thuộc vào
vật liệu và dòng điện đóng cắt, đ-ợc tra từ hình trang 29 TKKCĐHA:
K
1
= K
đ
= K
400
= 0,5 g/A
2
K
2
= K
ng
= K
400
= 0,3 g/A
2
Khối l-ợng mòn trung bình sau một lần đóng cắt:
G
mtb
= 10
-9
(0,5 . 1000
2
+ 0,3 . 5000
2
) = 8.10
-3
(g)
Độ mòn của tiếp điểm hoa huệ sau một lần đóng cắt
G
m
= 2,5.G
mtb
= 2,5 . 8 . 10
-3
= 0,02 (g/lần đóng cắt)
Sau một trăm lần đóng cắt có điện độ mòn của tiếp điểm hoa huệ:
G = 100.G
m
= 100 . 0,02 = 2 (g)
Thể tích vật liệu bị mòn:
)mm(224,0
9,8
2G
V
3
Giả sử sau mỗi lần đóng cắt tiếp điểm bị mòn đều. Sau 100 lần đóng
cắt tiếp điểm tĩnh bị mòn đi và có đ-ờng kính trong là d
100
. Thể tích tiếp
điểm tĩnh bị mòn sau 100 lần đóng cắt:
4
k
4
d
x.V
2
2
100
Thay số vào ta có:
224
4
30
4
d
.35.
2
2
100
)mm(14,30
4
30
.35
224
.2d
2
100
Độ mòn của một phiến tiếp điểm tĩnh:
)mm(07,0
2
3014,30
2
kd
m
100
Tỉ lệ giữa độ mòn và độ lún:
%50%5,3035,0
2
07,0
2
kd
m
Nh- vậy, sau 100 lần đóng cắt thì tiếp điểm bị mòn ít hơn cho phép
(nhỏ hơn 50% độ lún của tiếp điểm).