Bài tập môn Cơ khí đại cương: Tìm hiểu sản phẩm mặt bích
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (287.58 KB, 9 trang )
Họ tên : Trần Văn Quyền
Mssv : 20171664
STT:70
Bài tập nhóm mơn cơ khí đại cương
Đề 10: Tìm hiểu sản phẩm mặt bích
Chương 1 : Giới thiệu về sản phẩm
Mặt Bích là gì ?
Mặt bích là một sản phẩm cơ khí, là khối hình trịn hoặc vng được chế
tạo phổ biến từ phôi thép carbon hoặc phôi thép không rỉ (ngày nay mặt
bích cịn được chế tạo từ vật liệu đồng và vật liệu nhựa). Mặt bích là phụ
kiện kết nối ống, máy bơm, van, và các phụ kiện đường ống khác với
nhau thông qua mối liên kết bu lông trên thân để tạo thành một hệ thống
đường ống dẫn công nghiệp
Việc nghiên cứu chế tạo ra mặt bích giúp cho q trình lắp ráp, thi
cơng, thay thế trở nên vơ cùng tiện dụng và ngày càng được ứng dụng
rộng rãi.
Hiện tại mặt bích đã trở thành một thiết bị, chi tiết khơng thể thay thế
trong q trình thi cơng các cơng trình, nhà máy có sử dụng đường ống.
Vì những đặc điểm dễ dàng lắp đặt, vận hành, điều chỉnh và bảo dưỡng
nên mặt bích được ứng dụng rộng rãi trong các lĩnh vực cơng
nghiệp: đường ống cấp thốt nước, xí nghiệp, nhà máy, cơng trình xây
dựng tịa nhà cao tầng, lĩnh vực dầu khí, hóa chất, khí nén, …
Mặt bích ren – Threaded Flange (TF)
- Mặt bích ren Threaded flange là loại mặt bích gắn kết với đường ống
bằng mối ghép ren: mặt bích là ren trong cịn ống là ren ngồi.
- Mối ghép ren khá yếu và dễ rò rỉ khi phải chịu áp lực cao nhưng mặt
bích ren Threaded flange là loại mặt bích được dùng trong các đường ống
mà tại đó việc hàn nối không thể thực hiện được, thường được sử dụng
cho đường ống có kích thước nhỏ và các khu vực dễ cháy mà việc hàn là
rất nguy hiểm
- Khi sử dụng mặt bích ren thì lưu ý đến độ dày thành ống: thành ống dày
giúp dễ dàng gia công bước ren mà không làm mỏng ống gây đứt gãy vị
trí nối ren với mặt bích.
-Mặt bích ren được dùng trong trường hợp thực hiện việc hàn nối mặt
bích không khả thi, dễ cháy, gãy đứt mối nối. Do đó ghép ren gia cơng dễ
dàng và hiệu quả hơn cả.
Chương 2: Vật liệu chế tạo và các đặc tính cơ bản của
vật liệu
1.Thép Cacbon :
Vật liệu được chọn để gia công chi tiết là thép C45:
C45 là gồm Fe và C,trong đó nồng độ cacbon có trong thép là 0,45%,
C45 được xếp vào loại vật liệu có tính cacbon trung bình, thường được
dùng thiết kế trục,bánh răng...
Khái niệm lý hóa của sắt cacbon như sau:
Thép cacbon là một hợp kim có hai thành phần cơ bản chính là sắt và
cacbon, trong khi các nguyên tỗ khác có mặt trong thép cacbon là không
đáng kể.
Thành phần phụ trợ trong thép cacbon là mangan (tối đa 1,65%), silic (tối
đa 0,6%) và đồng (tối đa 0,6%). Lượng cacbon trong thép càng giảm thì
độ dẻo của thép cacbon càng cao. Hàm lượng cacbon trong thép tăng lên
cũng làm cho thép tăng độ cứng, tăng thêm độ bền nhưng cũng làm giảm
tính dễ uốn và giảm tính hàn. Hàm lượng carbon trong thép tăng lên cũng
kéo theo làm giảm nhiệt độ nóng chảy của thép.
Và chúng được phân loại như sau:
Thép mềm (ít cacbon): Lượng cacbon trong khoảng 0,05–0,29%[1] (Ví
dụ theo tiêu chẩn AISI có thép 1018). Thép mềm có độ bền kéo vừa phải,
nhưng lại khá rẻ tiền và dễ cán, rèn; Thép mềm sử dụng nhiều trong xây
dựng, cán tấm, rèn phơi...
Thép cacbon trung bình: Lượng cacbon trong khoảng 0,30–0,59%
[1](Ví dụ theo tiêu chuẩn AISI có thép 1040). Có sự cân bằng giữa độ
mềm và độ bền và có khả chống bào mịn tốt; phạm vi ứng dụng rộng rãi,
là các thép định hình cũng như các chi tiết máy, cơ khí.[2]
Thép cacbon cao: Lượng cacbon trong khoảng 0,6–0,99%[1]. Rất bền
vững, sử dụng để sản xuất nhíp, lị xo, kéo thành sợi dây thép chịu cường
độ lớn.[3]
Thép cacbon đặc biệt cao: Lượng cacbon trong khoảng 1,0–2,0% [1].
Thép này khi tôi sẽ đạt được độ cứng rất cao. Dùng trong các việc dân
dụng: dao cắt, trục xe hoặc đầu búa. Phần lớn thép này với hàm lượng
1,2%C được sử dụng trong công nghệ luyện kim bột và ln được xếp
loại vào với thép cacbon có hợp kim cao.
2. Thép khơng rỉ:
Thép khơng gỉ hay cịn gọi là inox (i-nốc, bắt nguồn từ tiếng
Pháp: inox) là một dạng hợp kim của sắt chứa tối thiểu 10,5% crơm. Nó ít
bị biến màu hay bị ăn mịn như thép thơng thường khác.
Các đặc tính của nhóm thép khơng gỉ có thể được nhìn dưới góc độ so
sánh với họ thép cacbon thấp. Về mặt chung nhất, thép khơng gỉ có:
-Tốc độ hóa bền rèn cao
-Độ dẻo cao hơn
-Độ cứng và độ bền cao hơn
-Độ bền nóng cao hơn
-Chống chịu ăn mòn cao hơn
-Độ dẻo dai ở nhiệt độ thấp tốt hơn
-Phản ứng từ kém hơn (chỉ với thép austenit)
Các cơ tính đó thực ra đúng cho họ thép austenit và có thể thay đổi khá
nhiều đối với các mác thép và họ thép khác.
Các cơ tính đó liên quan đến các lĩnh vực ứng dụng thép không gỉ, nhưng
cũng chịu ảnh hưởng của thiết bị và phương pháp chế tạo.
Chương 3: Phương pháp chế tạo sản phẩm
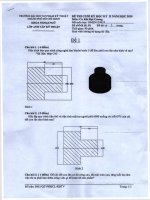
1. Công đoạn chi tiết gia cơng mặt bích
- Cơng đoạn và điều kiện làm việc.
Mặt bích gia cơng 2 mặt , có số lỗ 4 cho đến 12 lỗ khi gia công độ chính
xác cao dùng để lắp ghép với với đường ống
Có sẽ rãnh dọc để tạo độ đàn hồi khi lắp ghép sẽ xiết chặt tránh dị gỉ
thẩm thấu thốt ngun liệu ra bên ngồi .
- Cơng đoạn kết cấu hình dáng chi tiết.
Mặt bích thuộc chi tiết hình dạng đĩa vì có đường kính ngồi ,đường
kính trong .Hai mặt đầu, có 2 sẻ rãnh tạo lực ma sát khi xiết bulong ,
trên 2 mặt có lổ đinh vị từ 4-12 lỗ tùy thuộc kích thước
- Cơng đoạn vật liệu chế tạo chi tiết.
Ưu điểm: mặt bích được chế tạo bằng thép carbon nên có độ bền cao,rất
bền trong điều kiện làm việc tải trọng tĩnh.
Nhược điểm: kém bền trong điều kiện làm việc tải trọng động,khả năng
chịu va đập giới hạn .
2. Công đoạn chuẩn bị và phương pháp chế tạo phôi
1. Phương pháp chế tạo phôi : Bạc đỡ có hình dáng dạng trịn xoay,
nếu ta chế tạo phơi bằng phương pháp dập thể tích thì có thể có được cơ
tính rất cao. Tuy nhiên, vật liệu để chế tạo bạc đỡ là gang xám GX15-32
nên ta không thể dùng phương pháp dập để chế tạo phôi. Phương pháp
tạo phơi hợp lý nhất là phơi đúc bởi nó cho một số ưu điểm đặc biệt quan
trọng mà phương pháp khác khơng có được:
·
Phôi không bị nứt, vỡ khi chế tạo.
·
Sản xuất linh hoạt nên giá thành rẻ.
·
Giá thành tạo khn rẻ.
·
Ngồi ra, nếu chọn được phương pháp đúc hợp lý sẽ cho vật đúc
cơ tính cũng rất cao.
Bên cạnh đó, nó có một số nhược điểm:
·
Lượng dư lớn.
·
Độ chính xác của phơi không cao.
·
Năng suất thấp.
·
Phôi dễ mắc khuyết tật.
Tuỳ thuộc vào loại khn, mẫu, phương pháp rót ta có thể dùng nhiều
phương pháp đúc khác nhau và có các đặc điểm khác nhau. Ta có thể xét
các đặc điểm của chúng như sau
1.1 Đúc trong khuôn cát
Đúc trong khuôn cát là dạng đúc phổ biến. Khuôn cát là loại khuôn đúc
một lần( chỉ đúc một lần rồi phá khuôn). Vật đúc tạo hình trong khn cát
có độ chính xác thấp, độ bóng bề mặt kém, lượng dư lớn. Thích hợp với
vật đúc phức tạp, khối lượng lớn. Khơng thích hợp cho sản xuất hàng loạt
lớn và hàng khối.
Phương pháp đúc trong khn cát khó cơ khí hố và tự động hố.
1.2 Đúc trong khn kim loại:
Đúc trong khn kim loại có thể thực hiện việc điền đầy kim loại theo
nhiều cách:
·
Rót tự do:
Thích hợp cho sản xuất hàng loạt lớn, vật đúc nhỏ, trung bình, cấu tạo
đơn giản. Vật đúc có cơ tính cao, dùng đúc các vật liệu khác nhau. Tuy
nhiên hạn chế đúc gang xám.
·
Điền đày kim loại đưới áp lực:
Sản xuất hàng loạt lớn, hàng khối. Vật đúc nhỏ, đơn giản. Đúc vật
đúc yêu cầu chất lượng cao, thích hợp cho cả vật liệu có nhiệt độ nóng
chảy thấp.
1.3 Đúc ly tâm
Dùng trong sản xuất hàng loạt nhỏ và vừa, vật đúc trịn xoay, rỗng.
Khơng dùng cho vật liệu có thiên tích lớn. Cơ tính vật đúc khơng đều.
1.4 Đúc liên tục
Dùng trong sản xuất hàng loạt. Vật đúc có dạng thỏi hoặc ống, có thiết
diện khơng đổi trên suốt chiều dài, độ dài lớn. Vật đúc có mặt ngồi và
mặt trong đạt chất lượng cao, khơng cần gia công.
1.5 Đúc trong khuôn vỏ mỏng:
Dùng trong sản xuất hàng loạt, vật đúc nhỏ và trung bình. Chế tạo vật đúc
có chất lượng cao, kim loại quý, lượng dư gia công nhỏ. Tuy vậy, giá
thành sản xuất đúc là rất lớn.
Xuất phát từ những đặc điểm về sản xuất và kết cấu của chi tiết bạc đỡ:
dạng sản xuất hàng loạt lớn, Vật liệu gang xám GX15-32, vật đúc trịn
xoay, kết cấu khơng phức tạp, u cầu chất lượng cao, năng suất cao. ở
đây ta chọn phương pháp tạo phôI là phương pháp đúc trong khuôn kim
loại, điền đầy kim loại bằng phương pháp rót áp lực.
2. Bản vẽ lồng phôi:
Bản vẽ lồng phôi được xây dựng trên cơ sở lượng dư và sai lệch về kích
thước của chi tiết đúc.
Từ phương pháp chế tạo phôi đã chọn trên, ta có thể xác định được lượng
dư và sai lệch về kích thước cho chi tiết đúc như sau:
Lượng dư gia cơng về kích thước phơi.
Vật đúc nhận được từ các mẫu gỗ, dùng khuôn kim loại dễ tháo lắp và
sấy khơ. Do vậy cấp chính xác chi tiết đúc nhận được là cấp chính xác II.
Theo bảng 3-95 trang 252(Sổ tay CNCTM) ta có lượng dư về kích thước
phơi:
+ Với những kích thước £ 50mm: lượng dư đạt được là 2,5mm.
+ Với những kích thước 50£ L £ 120mm: lượng dư đạt được là 3mm.
·
Sai lệch cho phép về kích thước phơi.
Theo bảng 3-98 trang 253 (Sổ tay CNCTM) ta có:
+ Với những kích thước £ 50mm sai lệch cho phép:
±0,5mm
+ Với những kích thước 50£ L £ 120mm sai lệch cho phép: ±0,8mm
3 Quy trình gia cơng mặt bích
Ngun công 1: Tiện thô mặt đầu 1, tiện thô mặt lỗ O55, O40, tiện tạo
hình mặt trụ O62.
- Phương pháp gia công: Tiện trên máy tiện vạn năng bằng dao tiện mặt
đầu, dao tiện ngoài và dao tiện lỗ.
- Định vị vào mặt trịn ngồi O130 hạn chế 2 bậc tự do và mặt đầu 2 hạn
chế 3 bậc tự do.
- Kẹp chặt bằng mâm cặp 3 chấu tự định tâm.
- Chọn máy: Máy tiện ren vít vạn năng T616, có cơng suất động cơ N =
4,5Kw.
Chương 4: Phương pháp xử lí nhiệt
Xử lý nhiệt ( Nhiệt luyện ) là một phương pháp tác động nhiệt độ lên vật
chất nhằm làm thay đổi vị cấu trúc chất rắn , đôi khi tác động làm thay
đổi thành phần hóa học , đặc tính của vật liệu . Chủ yếu của ứng dụng
nhiệt luyện là thuộc về ngành luyện kim . Nhiệt luyện cũng được sử dụng
trong nhiều lĩnh vực khác nhau , ví dụ như ngành sản xuất thủy tinh . Q
trình nhiệt luyện bao gồm sự nung nóng hoặc làm nguội với mức độ
chênh lệch đáng kể , hoặc xử lý nhiệt theo một thời gian biểu nhằm mục
đích làm mềm hay làm cứng vật liệu , cũng như tạo ra sự cứng hay mềm
khác nhau trên củng một vật liệu , ví dụ như tơi bề mặt , vật liệu chí cứng
ở bề mặt ( chống mài mịn ) nhưng lại dẻo dai ở phần bên trong chịu va
đập cũng như chịu uốn rất tốt ) . Nhiệt luyện địi hỏi một quy trình chặt
chẽ và có kiểm sốt thời gian và tốc độ trao đổi nhiệt trên vật liệu . Nhiều
quốc gia tiên tiến chưa công bố và bí mật một số cơng nghệ nhiệt luyện -
yếu tố tạo ra một vật liệu có giá thành hạ nhưng tính năng sử dụng rất
cao . Ví dụ , với một chi tiết trục động cơ , người ta sử dụng vật liệu thép
hợp kim thấp ( giá thành rẻ ) . sau công đoạn nhiệt luyện ram , thâm vật
liệu có bề mặt cứng chịu được bài mòn cao , nhưng thân trục lại chịu
được chân động và chịu tốn khá lớn . chi tiết được bán với giá rất cao .
Bản chất của nhiệt luyện kim loại là làm thay đổi tính chất thơng qua biến
đổi tổ chức của vật liệu . Một quy trình nhiệt luyện bao gồm 3 giai đoạn :
Nung , giữ nhiệt , làm nguội . Khi nung , tổ chức vật liệu sẽ thay đổi theo
nhiệt độ , tuỳ thời điểm nâng , hạ nhiệt với các tốc độ khác nhau mà nhiệt
luyện với các phương pháp khác nhau sẽ cho ra tính chất vật liệu mong
muốn . Để làm thay đổi mạnh hơn nữa các tính chất của kim loại và hợp
kim , người ta còn kết hợp đồng thời các tác dụng của biến đang deo và
nhiệt luyện hay tác dụng hoá học và nhiệt luyện . Như vậy Nhiệt luyện
nói chung ) bao gồm ba loại : Nhiệt luyện đơn giản . Cơ nhiệt luyện . Hoả
nhiệt luyện.
Một số phương pháp nhiệt luyện :
Tôi bề mặt: Thực hiện tôi trên bề mặt chi tiết hợp kim, thường sử dụng
các lị tần số để chỉ nung phần mặt ngồi của chi tiết.
Sản Phẩm Mặt bích được tơi bề mặt để đảm bảo độ cứng bề mặt cao (để
chống mài mịn), nhưng phần bên trong nó lại dẻo.
Ram: Ram là quá trình nhiệt luyện gồm nung kim loại đã được tôi đến
nhiệt độ thấp hơn nhiệt độ chuyển biến pha, đưa hợp kim về trạng thái
cân bằng, do đó mà tổ chức không ổn định khi tôi sẽ được phân huỷ thành
tổ chức ổn định hơn.
Chương 5: Kết Luận
Mặt bích có ren trong là sản phẩm cơ khí có độ chính xác cao, về đường
kính ngồi, đường kính trong, độ dày, và tâm lỗ bulong, sản phẩm bặt
bích thường là hình khối, hình trịn hoặc hình vng, trong lịng mặt bích
được tiện ren, tện phẳng, cơng dụng mặt bích dùng để hàn ,hoặc đấu nối
bằng ren bắt trực tiếp với hệ thống đường ống bằng các bulong liên kết ,
ở giữ 2 mặt bích thường được làm kín bằng một vịng đệm có thể là cao
su, amiang, hay loại vật liệu khác mục đích nhằm liên kết hệ thống đường
ống gắn kết với nhau một cách thơng suốt khơng bị dị rỉ .
Sản phẩm mặt bích có ren trong rất quan trọng trong nghành cơng nghiệp
cơ khí, nó giúp liên kết các đường ống mà chúng ta không thể hàn được,
thuận tiện cho công việc tháo lắp.Tóm lại :
Ưu điểm :
-Giá thành rẻ,ít nhiên liệu
-Là sản phẩm có độ chính xác cao
-Dùng để liên kết các đường ống với nhau 1 cách thông suốt các đường
ống mà trong môi trường dễ cháy nổ làm ta không hàn được.
Nhược điểm :
Ứng suất tập trung ở các mối ren lớn làm cho độ bền sản kém, Trong thời
gian dài các mối ren có thể bị hỏng và gây rò rỉ.