Đồ án công nghệ chế tạo máy chi tiết giá đỡ máy dệt (Full bản vẽ + thuyết minh)
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (335.98 KB, 49 trang )
ĐỒ ÁN MÔN HỌC CÔNG NGHỆ CHẾ TẠO MÁY
MỤC LỤC
LỜI NĨI ĐẦU
Đồ án mơn học Cơng Nghệ Chế Tạo Máy là môn học thuộc chuyên nghành của sinh
viên ngành cơ khí chế tạo máy. Là mơn học tổng hợp những kiến thức sau cùng của nhiều
môn học như: Công nghệ chế tạo máy,Công nghệ kim loại, Dung sai… Qua đồ án này giúp
cho sinh viên làm quen với những quy trình cơng nghệ điển hình.
Việc thiết lập quy trình cơng nghệ gia công chi tiết nhằm ứng dụng được những công
nghệ gia công mới, loại bỏ những công nghệ lạc hậu không đảm bảo yêu cầu kỹ thuật, chất
lượng kém. Ngồi ra việc thiết lập quy trình cơng nghệ gia công giúp người chế tạo giảm
được thời gian gia công và tăng năng suất làm việc để đáp ứng sản phẩm theo yêu cầu sử
dụng.
Một sản phẩm có thể có nhiều phương án công nghệ khác nhau. Việc thiết lập quy
trình cơng nghệ gia cơng cịn là sự so sánh có chọn lựa để tìm ra một phương án cơng nghệ
hợp lý nhằm đảm bảo những yêu cầu kỹ thuật, giá thành, thời gian gia công cho sản phẩm
nhằm đáp ứng nhu cầu xã hội.
Với ý nghĩa quan trọng của đồ án mỗi sinh viên chuyên ngành Cơ Khí Chế Tạo Máy
đều phải nghiên cứu thiết lập quy trình cơng nghệ gia công một chi tiết cụ thể, và nhiệm vụ
mà em nhận được là:
“Thiết kế quy trình cơng nghệ gia công giá đỡ máy dệt“
Sau thời gian thực hiện đồ án em đã được sự hướng dẫn tận tình của thầy Nguyễn
Hồi Nam. Tuy nhiên do khả năng cịn hạn chế và chưa có kinh nghiệm thực tế nên bản
thiết kế đồ án này không thể tránh khỏi những thiếu sót. Vì vậy em rất mong được sự đóng
góp, chỉ bảo của các thầy cơ để em có thể hồn thiện kiến thức hơn.
GVHD: NGUYỄN HỒI NAM
1
SVTH: ĐÀO TRỌNG TÚ
ĐỒ ÁN MÔN HỌC CÔNG NGHỆ CHẾ TẠO MÁY
Em xin chân thành cảm ơn sự hướng dẫn tận tình của thầy Nguyễn Hoài Nam đã
giúp ho e hoàn thành tốt đồ án này.
Chương 1: Phân tích chi tiết gia cơng
1. Phân tích chức năng điều kiện kỹ thuật
a. Cơng dụng của chi tiết:
Sử dụng để đỡ cho những chi tiết hình trụ có đường kính sắp xỉ .
Chi tiết có dạng giống dạng hộp, nó là một chi tiết cơ sở quan trọng trong một sản phẩm, nó
thường làm nhiệm vụ của một chi tiếc cơ sở để lắp các đơn vị lắp của những chi tiết khác
lên nó tạo thành một bộ phận máy nhằm thực hiện một nhiệm vụ động học nào đó của tồn
máy.
b. Phân tích bề mặt chi tiết:
Với chi tiết cho như hình vẽ thì thơng số về hình dáng và vị trí cần quan tâm là:
Bề mặt 1, 2, 5, 6 tiếp xúc với bề mặt của các chi tiết khác lắp lên nó nên ta gia công phay
bán tinh với độ nhám là Rz = 25, cấp chính xác 11, dung sai ± 0.165 mm.
Bề mặt lỗ Ø25 dùng để lắp các chi tiết trụ, ta gia công khoét thô, khoét tinh, doa tinh với độ
chính xác cấp 7 Ra =1,6 dung sai +0.015.
c. Vật liệu chi tiết:
GVHD: NGUYỄN HOÀI NAM
2
SVTH: ĐÀO TRỌNG TÚ
ĐỒ ÁN MÔN HỌC CÔNG NGHỆ CHẾ TẠO MÁY
Vật liệu chế tạo phiến cơ sở là: Gang Xám 15 – 32, có cơ tính:
Giới hạn bền kéo 150 N/mm2
Giới hạn bền uốn 320 N/mm2
Vì chi tiết là gang xám GX 15-32 nên ta chế tạo bằng phương pháp đúc.
2. Phân tích tính cơng nghệ trong kêt cấu của chi tiết:
Hệ lỗ liên tục, độ bóng vừa phải Dễ dàng đảm bảo độ đồng tâm và độ bóng của lỗ bằng
phương pháp khoét doa.
Chi tiết có mặt đối xứng nên dễ dàng chế tạo phôi.
Các lỗ bắt bulong phân bố trên mặt phẳng nên gia công dễ dàng.
Ren M8, M10 gia cơng trên mặt phẳng ⇒hợp lý, gia cơng dễ.
Các góc lượn là R3 ⇒ hợp lý vì giảm ứng suất tập trung.
Các mặt phẳng có độ bóng vừa phải ⇒ gia công bằng phương pháp phay dễ dàng.
Chương 2: Xác định dạng sản xuất.
1. Sản lượng chi tiết:
N = N0 . m . (1 + (α+ β)/100) (chiếc/ năm)
Trong đó:
m = 1 : số lượng chi tiết như nhau trong một đơn vị sản phẩm.
α = 3- 6% : số % chi tiết dùng làm phụ tùng,
β= 5 - 7% : số % chi tiết phế phẩm trong quá trình chế tạo.
Ta chọn β=5%, chọn α = 5%
N0 =50000 là sản lượng trong một năm theo kế hoạch
⇒ N= 50000.1. (1 +(5 + 5)/100) = 50050 (chiếc/ năm).
2. Khối lượng chi tiết:
GVHD: NGUYỄN HOÀI NAM
3
SVTH: ĐÀO TRỌNG TÚ
ĐỒ ÁN MÔN HỌC CÔNG NGHỆ CHẾ TẠO MÁY
Khối lượng của chi tiết được xác định theo công thức:
Q = V . γ (kg)
Trong đó:
Q : khối lượng của chi tiết (kg)
V : thể tích của chi tiết (dm3 )
γ : khối lượng riêng của vật liệu (kg/dm3)
Thể tích của chi tiết được tính trong pro E :
Vào Analysis > Model > Mass properties chọn Volume ta tính được thể tích của chi tiết là:
V= 0.15 dm3
Khối lượng riêng của gang xám γ =6,8 kg/dm3
Khối lượng chi tiết Q = 6,8. 0,15 = 1,02 kg
⇒ Dạng sản xuất là sản xuất hàng khối. (Tài liệu [2] -trang 14-bảng 2)
Chương 3: Chọn phôi và xác định phương pháp tạo phôi
1.
Chọn phôi
Vật liệu chi tiết là gang xám, đặc trưng cơ học của nó là dịn, chịu được lực nén tốt nhưng
dễ bị mỏi do kéo. Mặt khác gang có tính đúc cao và lượng dư chế tạo phơi có thể lớn, thích
hợp với phương pháp chế tạo phơi là đúc cho nên ta chọn phôi đúc.
2. Phương pháp tạo phôi
Trong đúc phơi có những phương pháp sau:
2.1. Đúc trong khn cát –mẫu gỗ
- Chất lượng bề mặt vật đúc không cao, gía thành thấp, trang thiết bị đơn giản, thích hợp
cho dạng sản xuất đơn chiếc và loạt nhỏ.
-Loại phôi này có cấp chính xác IT16 → IT17.
-Độ nhám bề mặt: Rz=160µm.
=> Phương pháp này cho năng suất trung bình, chất lượng bề mặt khơng cao,gây khó
khăn trong các bước gia cơng tiếp theo.
GVHD: NGUYỄN HỒI NAM
4
SVTH: ĐÀO TRỌNG TÚ
ĐỒ ÁN MÔN HỌC CÔNG NGHỆ CHẾ TẠO MÁY
2.2. Đúc trong khuôn cát – mẫu kim loại:
-Nếu công việc làm khn được thực hiện bằng máy thì có cấp chính xác khá cao, giá
thành cao hơn so với đúc trong khn cát – mẫu gỗ,vì giá tạo khn cao.
-Cấp chính xác của phơi: IT15 → IT16.
-Độ nhám bề mặt: Rz=80µm.=> Chất lượng bề mặt của chi tiết tốt hơn phương pháp đúc
với mẫu gỗ,đúc được các chi tiết có hình dạng phức tạp, năng suất phù hợp với dạng sản
xuất loạt vừa và lớn.
2.3. Đúc trong khn kim loại:
-Độ chính xác cao, giá thành đầu tư thiết bị lớn, phôi có hình dáng gần giống với chi tiết
nên lượng dư nhỏ, tiết kiệm được vật liệu nhưng giá thành sản phẩm cao.
-Cấp chính xác của phơi: IT14 → IT15.
-Độ nhám bề mặt: Rz=40µm.
=>Phương pháp nay cho năng suất cao,đặc tính kỹ thuật của chi tiết tốt nhưng giá thành
cao nên khơng phù hợp với tính kinh tế trong sản suất loạt vừa.
2.4. Đúc ly tâm:
-Loại này chỉ phù hợp với chi tiết dạng tròn xoay, rỗng, đối xứng, đặc biệt là các chi tiết
hình ống hay hình xuyến.
-Khó nhận được đường kính lỗ bên trongvật đúc chính xác vì khó định được lượng kim
loại rót vào khn chính xác
-Chất lượng bề mặt trong vật đúc kém (đối với vật đúc trịn xoay) vì chứa nhiều tạp chất
và xỉ.
2.5. Đúc áp lực:
-Dùng áp lực để điền đầy kim loại trong lòng khuôn
Hợp kim để đúc dưới áp lực thường là hợp kim Thiếc, Chì, Kẽm, Mg, Al,Cu.
-Đúc dưới áp lực dùng để chế tạo các chi tiết phức tạp như vỏ bơm xăng, dầu, nắp buồng
ép, van dẫn khí…
-Trang thiết bị đắt nên giá thành sản phẩm cao.Đặc tính kỹ thuật tốt nhưng đối với dạng
sản suất loạt vừa thì hiệu quả kinh tế không cao.
2.6. Đúc trong khuôn vỏ mỏng:
-Là dạng đúc trong khuôn cát nhưng thành khuôn mỏng chừng 6-8mm
GVHD: NGUYỄN HOÀI NAM
5
SVTH: ĐÀO TRỌNG TÚ
ĐỒ ÁN MƠN HỌC CƠNG NGHỆ CHẾ TẠO MÁY
-Có thể đúc được gang , thép, kim loại màu như khuôn cát,khối lượng vật đúc đến 100
kg
-Dùng trong sản xuất loạt lớn và hàng khối.
2.7. Đúc liên tục:
-Là q trình rót kim loại lỏng đều và liên tục vào moat khuôn bằng kim loại,xung quanh
hoặc bên trong khn có nước lưu thơng làm nguội (cịn gọi là bình kết tinh) .Nhờ
truyền nhiệt nhanh nên kim loại lỏng sau khi rót vào khuôn được kết tinh ngay, vật đúc
được kéo liên tục ra khỏi khuôn bằng cơ cấu đặc biệt như con lăn…
-Thường dùng để đúc ống, đúc thỏi, đúc tấm.
⇒ Do điều kiện làm việc của chi tiết là hoạt động liên tục, không chịu va đập. Các bề mặt
gia công độ nhám khơng cao, cũng như hình dáng chi tiết khơng q phức tạp. Vì vậy ta dựa
vào các đăc diểm của các phương pháp đúc ở trên và cùng với những yêu cầu của chi tiết đã
cho, đảm bảo tính kinh tế cũng như phù hợp với dạng sản xuất ta sẽ chọn phương pháp chế
tạo phôi đúc trong khuôn cát – mẫu kim loại, làm khuôn bằng máy.
Phôi đúc đạt cấp chính xác là I (Tài liệu [3]-trang185-bảng 3-13 ):
Cấp chính xác kích thước IT15 → IT16.
Độ nhám bề mặt: Rz=80µm.
3. Lượng dư gia cơng
Ta có lượng dư gia công của vật đúc là: (Tài liệu [3]-trang252-bảng 3-94 ):
Kích
thước
20
45
27
46
Ø25
Mặt
Lượng dư
trên
dưới
trên
dưới
bên
bên
bên
2.5
2
2.5
2
2
2
2
Lỗ Ø25 đúc rỗng.
4 lỗ Ø10 đúc đặc.
Độ dốc thốt khn: 1o30
Bản vẽ khn đúc:
GVHD: NGUYỄN HỒI NAM
6
SVTH: ĐÀO TRỌNG TÚ
ĐỒ ÁN MÔN HỌC CÔNG NGHỆ CHẾ TẠO MÁY
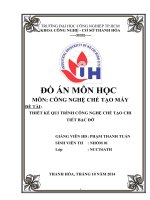
Chương 4: Chọn phương pháp và phương án gia công.
1. Chọn phương pháp gia công:
Gia công các mặt phẳng ta sử dụng phương pháp gia công là phay.
Gia công các bề mặt lỗ ta sử dụng phương pháp gia công khoan, khoét, doa có sử dụng thêm
bạc dẫn hướng.
2. Đánh số các bề mặt:
GVHD: NGUYỄN HOÀI NAM
7
SVTH: ĐÀO TRỌNG TÚ
ĐỒ ÁN MÔN HỌC CÔNG NGHỆ CHẾ TẠO MÁY
2
3
A-A
6
2
9
7
1
8
1
5
4x4
A
A
10
3. Các phương án gia công:
4.Chọn phương án gia công:
Qua 2 phương án gia cơng trình bày ở trên ta chọn phương án 1 để gia cơng vì :
Ta nên chọn gia công lỗ Ø25 0.015 trước để làm bề mặt chuẩn phối hợp với mặt phẳng và mặt
bên hạn chế 6 bậc tự do, dễ định vị hơn, gia công các lỗ còn lại sẽ đảm bảo được yêu cầu kĩ
thuật hơn.
Đồng thời phương án 1 dùng khối V định vị vơ bề mặt ngồi Ø45 sẽ đảm bảo lượng dư đều
cho lỗ Ø25.
Chương 5: Lập quy trình cơng nghệ.
1. Ngun công 1 :Phay thô và phay bán tinh bề mặt 1
GVHD: NGUYỄN HOÀI NAM
8
SVTH: ĐÀO TRỌNG TÚ
ĐỒ ÁN MÔN HỌC CÔNG NGHỆ CHẾ TẠO MÁY
a.Định vị :
1
25
n
W
Rz25
22
S
Định vị:2 chốt tỳ 2 bậc tự do(mặt 5), 1chốt tỳ 1 bậc tự do(mặt 9), phiếm tỳ 3 bậc tự do(mặt
2), chốt tỳ di động tăng độ cứng vững.
Kẹp chặt:cơ cấu kẹp bằng ren vít với địn kẹp
b.Chọn máy:
+Chọn máy phay ngang 6H82Γ(Tài liệu [5]-trang 72-bảng 9-38 )
+Bề mặt làm việc của bàn máy 320x1250mm2,
+Công suất:7 kw
+Phạm vi tốc độ:30-1500vòng/phút
+Phạm vi bước tiến:30-900mm/vòng
c.Chọn dụng cụ cắt:
Dao phay trụ thép gió :D=50;L=63;d=22;Z=6 (Tài liệu [3]-trang366-bảng 4-79a )
d.Chế độ cắt;
Bước 1: Phay thơ
GVHD: NGUYỄN HỒI NAM
9
SVTH: ĐÀO TRỌNG TÚ
ĐỒ ÁN MÔN HỌC CÔNG NGHỆ CHẾ TẠO MÁY
+Chiều sâu cắt :
t = 1.5
+Lượng chạy dao : Sz = 0.2 (mm/răng) (Tài liệu [4]-trang 119 -bảng 5-131)
+Lượng chay dao vòng: S = Sz .Z = 0, 2 .6 = 1,2 mm/vòng
+Vận tốc cắt :
V= 46,5 (m/phút) (Tài liệu [4]-Bảng 5-134-trang 121)
Số vịng quay của trục chính theo tốc độ tính tốn là:
n=
1000Vt 1000.46,5
=
= 296(vịng / phút )
πD
3,14.50
Ta chọn số vịng quay theo máy nm =235 (vòng/phút). Như vậy, tốc độ cắt thực tế sẽ là:
Vtt =
πDn 3,14.50.235
=
= 36,89(m / phút )
1000
1000
Vậy lượng chạy dao phút là :Sp=S.nt=1,2.235= 282 (mm/phút)
Theo máy ta chọn Sp=235 mm/phút
+Thời gian nguyên công:
-Thời gian gia công cơ bản: T0 = 0,007 L (Tài liệu [2]-Bảng 33- trang 71)
⇒ T0 = 0,007L = 0,007. 51 = 0,357 ( phút)
-Thời gian nguyên công : Ttc = t0 + tp + tpv + ttn
Với tp : thời gian phụ : tp = 10% . t0 = 0,0357( phút )
tpv : thời gian thực hiện gia công tpv = 10% . t0 = 0,0357( phút )
ttn : thời gian nghỉ ngơi của công nhân ttn = 5% . t0 = 0,01785 ( phút)
Ttc = 0,45 ( phút)
Bước2 : Phay bán tinh
+Chiều sâu cắt :
t = 0.5
+Lượng chạy dao : S = 0,7 (mm/vòng) (Tài liệu [4]-trang 119 -bảng 5-131)
GVHD: NGUYỄN HOÀI NAM
10
SVTH: ĐÀO TRỌNG TÚ
ĐỒ ÁN MÔN HỌC CÔNG NGHỆ CHẾ TẠO MÁY
+Lượng chay dao vòng: S = Sz .Z = 0, 7 .6 = 4,2 mm/vòng
+Vận tốc cắt :
V=
33,5 (m/phút)
(Tài liệu [4]-Bảng 5-134-trang 121)
Số vịng quay của trục chính theo tốc độ tínhtốn là:
n=
1000Vt 1000.33,5
=
= 213(vòng / phút )
πD
3,14.50
Ta chọn số vòng quay theo máy nm =190 (vòng/phút). Như vậy, tốc độ cắt thực tế sẽ là:
Vtt =
πDn 3,14.50.190
=
= 29,83(m / phút )
1000
1000
Vậy lượng chạy dao phút là :Sp=S.nt=4,2.190= 798 (mm/phút)
Theo máy ta chọn Sp=960 mm/phút
+Thời gian nguyên công:
-Thời gian gia công cơ bản: T0 = 0,007L (Tài liệu [2]-Bảng 33- trang 71)
⇒T0 = 0,007 L = 0,007 . 51= 0,357 ( phút)
-Thời gian nguyên công : Ttc = t0 + tp + tpv + ttn
Với tp : thời gian phụ : tp = 10% . t0 = 0,0357 ( phút )
tpv : thời gian thực hiện gia công tpv = 10% . t0 = 0,0357( phút )
ttn : thời gian nghỉ ngơi của công nhân ttn = 5% . t0 = 0,01785 ( phút)
Ttc = 0.45 ( phút)
2. Nguyên công 2 :Phay thơ và phay bán tinh bề mặt 2
GVHD: NGUYỄN HỒI NAM
11
SVTH: ĐÀO TRỌNG TÚ
ĐỒ ÁN MÔN HỌC CÔNG NGHỆ CHẾ TẠO MÁY
2
n
25
W
Rz25
20±0.165
45±0.195
S
a. Định vị
+Định vị:2 chốt tỳ 2 bậc tự do(mặt 5), 1chốt tỳ 1 bậc tự do(mặt 9), phiếm tỳ 3 bậc tự
do(mặt 1), chốt tỳ di động tăng độ cứng vững.
+Kẹp chặt:cơ cấu kẹp bằng ren vít với địn kẹp.
b.Chọn máy
+Chọn máy phay ngang 6H82Γ (Tài liệu [5]-trang 72-bảng 9-38 )
+Bề mặt làm việc của bàn máy 320x1250mm2,
+Công suất:7 kw
+Phạm vi tốc độ:30-1500vòng/phút
+Phạm vi bước tiến:30-900mm/vòng
c.Chọn dụng cụ cắt:
(Tài liệu [3]-trang366-bảng 4-79a )
Dao phay trụ thép gió : Dao 1 :D=50;L=50;d=22;Z=6
Dao 2 : D=100;L=80;d=40;Z=12
GVHD: NGUYỄN HOÀI NAM
12
SVTH: ĐÀO TRỌNG TÚ
ĐỒ ÁN MÔN HỌC CÔNG NGHỆ CHẾ TẠO MÁY
d.Chế độ cắt:
Bước 1: Phay thô
+Chiều sâu cắt :
t = 1.5
+Lượng chạy dao : S = 0.2 (mm/vòng) (Tài liệu [4]-trang 119 -bảng 5-131)
+Lượng chay dao vòng: S = Sz .Z = 0, 2 .6 = 1,2 mm/vòng
+Vận tốc cắt :
V= 46,5 (m/phút)
(Tài liệu [4]-Bảng 5-134-trang 121)
Số vịng quay của trục chính theo tốc độ tính tốn là:
n=
1000Vt 1000.46,5
=
= 296(vịng / phút )
πD
3,14.50
Ta chọn số vòng quay theo máy nm =235 (vòng/phút). Như vậy, tốc độ cắt thực tế sẽ là:
Vtt =
πDn 3,14.50.235
=
= 36,89(m / phút )
1000
1000
Vậy lượng chạy dao phút là :Sp=S.nt=1,2.235= 282 (mm/phút)
Theo máy ta chọn Sp=235 mm/phút
+Thời gian nguyên công:
-Thời gian gia công cơ bản: T0 = 0,007L (Tài liệu [2]-Bảng 33- trang 71)
⇒T0 = 0,007L = 0,007.51= 0,357 ( phút)
-Thời gian nguyên công : Ttc = t0 + tp + tpv + ttn
Với tp : thời gian phụ : tp = 10% . t0 = 0,0357 ( phút )
tpv : thời gian thực hiện gia công tpv = 10% . t0 = 0,0357( phút )
ttn : thời gian nghỉ ngơi của công nhân ttn = 5% . t0 = 0,01785 ( phút)
Ttc = 0.45 ( phút)
GVHD: NGUYỄN HOÀI NAM
13
SVTH: ĐÀO TRỌNG TÚ
ĐỒ ÁN MÔN HỌC CÔNG NGHỆ CHẾ TẠO MÁY
Bước2 : Phay bán tinh
+Chiều sâu cắt :
t = 0.5
+Lượng chạy dao : S = 0,7 (mm/vòng) (Tài liệu [4]-trang 119 -bảng 5-131)
+Lượng chay dao vòng: S = Sz .Z = 0, 7 .6 = 4,2 mm/vòng
+Vận tốc cắt :
V=
33,5 (m/phút)
(Tài liệu [4]-Bảng 5-134-trang 121)
Số vịng quay của trục chính theo tốc độ tínhtốn là:
n=
1000Vt 1000.33,5
=
= 213(vịng / phút )
πD
3,14.50
Ta chọn số vòng quay theo máy nm =190 (vòng/phút). Như vậy, tốc độ cắt thực tế sẽ là:
Vtt =
πDn 3,14.50.190
=
= 29,83(m / phút )
1000
1000
Vậy lượng chạy dao phút là :Sp=S.nt=4,2.190= 798 (mm/phút)
Theo máy ta chọn Sp=960 mm/phút
+Thời gian nguyên công:
-Thời gian gia công cơ bản: T0 = 0,007L (Tài liệu [2]-Bảng 33- trang 71)
= 0,007L= 0,007 . 51= 0,357 ( phút)
⇒T0
-Thời gian nguyên công : Ttc = t0 + tp + tpv + ttn
Với tp : thời gian phụ : tp = 10% . t0 = 0,0357 ( phút )
tpv : thời gian thực hiện gia công tpv = 10% . t0 = 0,0357( phút )
ttn : thời gian nghỉ ngơi của công nhân ttn = 5% . t0 = 0,01785 ( phút)
Ttc = 0,45 ( phút)
GVHD: NGUYỄN HOÀI NAM
14
SVTH: ĐÀO TRỌNG TÚ
ĐỒ ÁN MÔN HỌC CÔNG NGHỆ CHẾ TẠO MÁY
3. Nguyên công 3 : Khoét, doa 2 lỗ ∅250.015
n
W
1.6
45±0.195
S
Ø25+0.015
a.Định vị :
Định vị: khối V 2 bậc tự do, chốt tỳ chống xoay 1 bậc tự do, phiến tỳ 3 bậc tự do ở mặt 1,
chốt tỳ di động tăng độ cứng vững.
Kẹp chặt:cơ cấu kẹp bằng bulong với đòn kẹp liện động.
b.Chọn máy:
+Chọn máy khoan đứng 2A125 (Tài liệu[5]-bảng 9-21- trang 45)
+Bề mặt làm việc của bàn máy 400x50mm,
+Cơng suất:2,2kw
+Đường kính lớn nhất khoan được:25mm
+Phạm vi tốc độ:45-2000 vòng
+Phạm vi bước tiến:0,1-1,6 mm/vịng
c.Chọn dụng cụ cắt:
+Dùng mũi kht thơ Ø23 chi côn hợp kim cứng với thông số: L=200, l =150
GVHD: NGUYỄN HOÀI NAM
15
SVTH: ĐÀO TRỌNG TÚ
ĐỒ ÁN MÔN HỌC CÔNG NGHỆ CHẾ TẠO MÁY
(Tài liệu[3]- Bảng 4-47- trang 332)
+Dùng mũi khoét tinh Ø24 chuôi côn hợp kim cứng với thông số: L=200, l =150
(Tài liệu[3]- Bảng 4-47- trang 332)
+Mũi doa máy Ø 25 có gắn mảnh hợp kim cứng với L=185, l=17
(Tài liệu[3]- Bảng 4-49- trang 336)
d.Chế độ cắt;
Bước 1: Khoét thô
+Chiều sâu cắt :
t = 0,5 .( D –d)= 0,5 ( 23-21) = 1 mm (Tài liệu[4]- Công thức trang
20)
+Lượng chạy dao : S = 0.6 (mm/vòng) ( Tài liệu[4]-bảng 5-107- trang 98 )
+Vận tốc cắt :
V= 35 (m/phút)
( Tài liệu[4]-bảng 5-106- trang 97 )
Số vịng quay của trục chính theo tốc độ tínhtốn là:
n=
1000Vt 1000.28
=
= 387(vòng / phút )
πD
3,14.23
Ta chọn số vòng quay theo máy nm =392 (vòng/phút). Như vậy, tốc độ cắt thực tế sẽ là:
Vtt =
πDn 3,14.23.392
=
= 28,3(m / phút )
1000
1000
+Thời gian nguyên công:
-Thời gian gia công cơ bản: T0 = 0,00021dL (Tài liệu [2]-Bảng 33- trang 71)
T0 = 0,00021 dL = 0.00021 . 24 . 45= 0,2268 ( phút)
-Thời gian nguyên công : Ttc = t0 + tp + tpv + ttn
Với tp : thời gian phụ : tp = 10% . t0 = 0,02268 ( phút )
tpv : thời gian thực hiện gia công tpv = 10% . t0 = 0,02268( phút )
ttn : thời gian nghỉ ngơi của công nhân ttn = 5% . t0 = 0,01134 ( phút)
GVHD: NGUYỄN HOÀI NAM
16
SVTH: ĐÀO TRỌNG TÚ
ĐỒ ÁN MÔN HỌC CÔNG NGHỆ CHẾ TẠO MÁY
Ttc = 0,3 ( phút)
Bước 2: Khoét tinh
+Chiều sâu cắt :
trang 20)
t = 0,5 .( D –d)= 0,5 . ( 24 – 23) = 0. 5 mm (Tài liệu[4]- Công thức
+Lượng chạy dao : S = 0.6 (mm/vòng) ( Tài liệu[4]-bảng 5-107- trang 98 )
+Vận tốc cắt :
V= 35 (m/phút)
( Tài liệu[4]-bảng 5-106- trang 97 )
Số vịng quay của trục chính theo tốc độ tínhtốn là:
n=
1000Vt 1000.33,5
=
= 444(vịng / phút )
πD
3,14.24
Ta chọn số vòng quay theo máy nm =545 (vòng/phút). Như vậy, tốc độ cắt thực tế sẽ là:
Vtt =
πDn 3,14.24.545
=
= 41(m / phút )
1000
1000
+Thời gian nguyên công:
-Thời gian gia công cơ bản: T0 = 0,00086dL (Tài liệu [2]-Bảng 33- trang 71)
T0 = 0,00086 dL = 0.00086 . 25. 45=0,9675 ( phút)
-Thời gian nguyên công : Ttc = t0 + tp + tpv + ttn
Với tp : thời gian phụ tp = 10% . t0 = 0,09675( phút )
tpv : thời gian thực hiện gia công tpv = 10% . t0 = 0,09675( phút )
ttn : thời gian nghỉ ngơi của công nhân ttn = 5% . t0 = 0,048375 ( phút)
Ttc = 1,65 ( phút)
Bước 3: Doa tinh
+Chiều sâu cắt :
trang 20)
t = 0,5 .( D –d)= 0,5 . ( 25 – 24) = 0. 5 mm (Tài liệu[4]- Công thức
+Lượng chạy dao : S = 1.2 (mm/vòng) ( Tài liệu[4]-bảng 5-116- trang 107 )
GVHD: NGUYỄN HOÀI NAM
17
SVTH: ĐÀO TRỌNG TÚ
ĐỒ ÁN MÔN HỌC CÔNG NGHỆ CHẾ TẠO MÁY
+Vận tốc cắt :
V = 51(m/phut) ( Tài liệu[4]-bảng 5-116- trang 107 )
Số vịng quay của trục chính theo tốc độ tínhtốn là:
n=
1000Vt 1000.51
=
= 676(vòng / phút )
πD
3,14.24
Ta chọn số vòng quay theo máy nm =680(vòng/phút). Như vậy, tốc độ cắt thực tế sẽ là:
Vtt =
πDn 3,14.24.680
=
= 51,24( m / phút )
1000
1000
+Thời gian nguyên công:
-Thời gian gia công cơ bản: T0 = 0,00086dL (Tài liệu [2]-Bảng 33- trang 71)
T0 = 0,00086 dL = 0.00086 . 25. 45=0,9675 ( phút)
-Thời gian nguyên công : Ttc = t0 + tp + tpv + ttn
Với tp : thời gian phụ tp = 10% . t0 = 0,09675( phút )
tpv : thời gian thực hiện gia công tpv = 10% . t0 = 0,09675( phút )
ttn : thời gian nghỉ ngơi của công nhân ttn = 5% . t0 = 0,048375 ( phút)
Ttc = 1,65 ( phút)
GVHD: NGUYỄN HOÀI NAM
18
SVTH: ĐÀO TRỌNG TÚ
ĐỒ ÁN MÔN HỌC CÔNG NGHỆ CHẾ TẠO MÁY
4. Nguyên công 4:Khoan 4 lỗ ∅100.15
n
S
W
19±0.1
10±0.1
Ø10+0.15
1.6
a.Định vị :
Định vị: chốt trụ ngắn 2 bậc tự do, chốt tỳ chống xoay 1 bậc tự do, phiến tỳ 3 bậc tự do ở
mặt 1.
Kẹp chặt:cơ cấu kẹp bằng ren vít với địn kẹp, chế đồ gá gia cơng nhiều vị trí.
b.Chọn máy:
+Chọn máy khoan cần 2A55 (Tài liệu [5]-bảng 9-22- trang 46)
+Công suất:4,5kw
+Đường kính lớn nhất khoan được:50mm
+Phạm vi tốc độ 30-1700vịng
+Phạm vi bước tiến:0,05-2,2 mm/vịng
GVHD: NGUYỄN HỒI NAM
19
SVTH: ĐÀO TRỌNG TÚ
ĐỒ ÁN MÔN HỌC CÔNG NGHỆ CHẾ TẠO MÁY
c.Chọn dụng cụ cắt:
+Dùng mũi khoan ruột gà Ø9 với thông số: L=50, l =20 (Tài liệu [3]-bảng 4-40-trang
319)
+Mũi doa máy Ø 10 có gắn mảnh hợp kim cứng với L=140, l=16(Tài liệu [3]-bảng 449-trang 336)
+Mũi khoan ruột gà Ø10 với L=50, l=20 (Tài liệu [3]-bảng 4-40-trang 319)
d.Chế độ cắt;
Bước 1: khoan-doa Ø10
Bước 1.1: khoan Ø9
+Chiều sâu cắt :
t = 4 mm
+Lượng chạy dao : S = 0.36 (mm/vòng) (Tài liệu[4]-Bảng 5-8- trang 86 )
+Vận tốc cắt :
V= 31,5 (m/phút)
(Tài liệu[4]-Bảng 5-90- trang 86 )
Số vịng quay của trục chính theo tốc độ tính tốn là:
n=
1000Vt 1000.31,5
=
= 1114 (vịng / phút )
πD
3,14.9
Ta chọn số vòng quay theo máy nm =950(vòng/phút).
Như vậy, tốc độ cắt thực tế sẽ là:
Vtt =
πDn 3,14.9.950
=
= 26,85(m / phút )
1000
1000
Theo máy theo thuyết minh máy ta chọn S=0,4.
+Thời gian nguyên công:
-Thời gian gia công cơ bản: T0 = 0,00052dL (Tài liệu [2]-Bảng 33- trang 71)
⇒T0 = 0,00052dL = 0.00052 . 8 . 20= 0,0832 ( phút)
-Thời gian nguyên công : Ttc = t0 + tp + tpv + ttn
Với tp : thời gian phụ : tp = 10% . t0 = 0,00832 ( phút )
GVHD: NGUYỄN HOÀI NAM
20
SVTH: ĐÀO TRỌNG TÚ
ĐỒ ÁN MÔN HỌC CÔNG NGHỆ CHẾ TẠO MÁY
tpv : thời gian thực hiện gia công tpv = 10% . t0 = 0,00832( phút )
ttn : thời gian nghỉ ngơi của công nhân ttn = 5% . t0 = 0,00416 ( phút)
Ttc = 0,104 ( phút)
Bước 1.2: Doa tinh Ø10
+Chiều sâu cắt :
trang 20)
t = 0,5 .( D –d)= 0,5 . ( 10 – 8) = 1 mm (Tài liệu[4]- Cơng thức
+Lượng chạy dao : S = 0,8 (mm/vịng) (Tài liệu [4]-Bảng 5-116 -trang 107)
+Vận tốc cắt :
V = 60(m/phut) (Tài liệu [4]-Bảng 5-116 -trang 107)
Số vòng quay của trục chính theo tốc độ tính tốn là:
n=
1000Vt 1000.60
=
= 1910(vịng / phút )
πD
3,14.10
Ta chọn số vòng quay theo máy nm =1700(vòng/phút).
Như vậy, tốc độ cắt thực tế sẽ là:
Vtt =
πDn 3,14.10.1700
=
= 53,38( m / phút )
1000
1000
+Thời gian nguyên công:
-Thời gian gia công cơ bản: T0 = 0,00086dL (Tài liệu [2]-Bảng 33- trang 71)
⇒T0 = 0,00086 dL = 0.00086 . 10. 20=0,172 ( phút)
-Thời gian nguyên công : Ttc = t0 + tp + tpv + ttn
Với tp : thời gian phụ tp = 10% . t0 = 0,0172( phút )
tpv : thời gian thực hiện gia công tpv = 10% . t0 = 0,0172( phút )
GVHD: NGUYỄN HOÀI NAM
21
SVTH: ĐÀO TRỌNG TÚ
ĐỒ ÁN MÔN HỌC CÔNG NGHỆ CHẾ TẠO MÁY
ttn : thời gian nghỉ ngơi của công nhân ttn = 5% . t0 = 0,0086 ( phút)
Ttc = 0,215( phút)
Bước 2+3+4: khoan Ø10
+Chiều sâu cắt :
t = 5 mm
+Lượng chạy dao : S = 0,53 (mm/vòng) (Tài liệu [4]-Bảng 5-89- trang 86 )
+Vận tốc cắt :
V= 28 (m/phút)
(Tài liệu [4]-Bảng 5-89- trang 86 )
Số vịng quay của trục chính theo tốc độ tínhtốn là:
n=
1000Vt 1000.28
=
= 891(vịng / phút )
πD
3,14.10
Ta chọn số vòng quay theo máy nm =600(vòng/phút).
Như vậy, tốc độ cắt thực tế sẽ là:
Vtt =
πDn 3,14.10.600
=
= 18,84(m / phút )
1000
1000
+Thời gian nguyên công:
-Thời gian gia công cơ bản: T0 = 0,00052dL (Tài liệu [2]-Bảng 33- trang 71)
T0 = 0,00052dL = 0.00052 . 10 . 20= 0,104 ( phút)
-Thời gian nguyên công : Ttc = t0 + tp + tpv + ttn
Với tp : thời gian phụ : tp = 10% . t0 = 0,0104 ( phút )
tpv : thời gian thực hiện gia công tpv = 10% . t0 = 0,0104( phút )
ttn : thời gian nghỉ ngơi của công nhân ttn = 5% . t0 = 0,0052( phút)
Ttc = 0,13 ( phút)
GVHD: NGUYỄN HOÀI NAM
22
SVTH: ĐÀO TRỌNG TÚ
ĐỒ ÁN MÔN HỌC CÔNG NGHỆ CHẾ TẠO MÁY
5. Nguyên công 5: Phay mặt bên 5
n
51±0.23
3
46±0.195
W
S
130±0.1
Định vị: chốt trụ ngắn 2 bậc tự do(lỗ Ø25), 1chốt trám1 bậc tự do(lỗ Ø10), phiếm tỳ 3 bậc
tự do(mặt 2), chốt tỳ di động tăng độ cứng vững.
Kẹp chặt:cơ cấu kẹp bằng ren vít với địn kẹp
GVHD: NGUYỄN HỒI NAM
23
SVTH: ĐÀO TRỌNG TÚ
ĐỒ ÁN MÔN HỌC CÔNG NGHỆ CHẾ TẠO MÁY
b.Chọn máy:
+Chọn máy phay ngang 6H82Γ(Tài liệu [5]-trang 72-bảng 9-38 )
+Bề mặt làm việc của bàn máy 320x1250mm2,
+Công suất:7 kw
+Phạm vi tốc độ:30-1500vòng/phút
+Phạm vi bước tiến:30-900mm/vòng
c.Chọn dụng cụ cắt:
Dao phay trụ thép gió :D=100;L=160;d=40;Z=12(Tài liệu [3]-trang366-bảng 4-79a )
d.Chế độ cắt;
Bước 1: Phay thô
+Chiều sâu cắt :
t = 1.5
+Lượng chạy dao : Sz = 0.2 (mm/răng) (Tài liệu [4]-bảng 5-13- trang 119)
+Lượng chay dao vòng: S = Sz .Z = 0, 2 .6 = 1,2 mm/vòng
+Vận tốc cắt :
V= 46,5 (m/phút)
(Tài liệu [4]-bảng 5-134-trang 121)
Số vịng quay của trục chính theo tốc độ tính tốn là:
n=
1000Vt 1000.46,5
=
= 148(vịng / phút )
πD
3,14.100
Ta chọn số vòng quay theo máy nm =150 (vòng/phút).
Như vậy, tốc độ cắt thực tế sẽ là:
Vtt =
πDn 3,14.100.150
=
= 47,1(m / phút )
1000
1000
Vậy lượng chạy dao phút là :Sp=S.nt=1,2.150= 180 (mm/phút)
Theo thuyết minh máy ta chọn Sp=120 mm/phút
GVHD: NGUYỄN HOÀI NAM
24
SVTH: ĐÀO TRỌNG TÚ
ĐỒ ÁN MÔN HỌC CÔNG NGHỆ CHẾ TẠO MÁY
+Thời gian nguyên công:
-Thời gian gia công cơ bản: T0 = 0,007 L (Tài liệu [2]-bảng 33-trang 71)
T0 = 0,007L = 0,007. 35 = 0,245 ( phút)
-Thời gian nguyên công : Ttc = t0 + tp + tpv + ttn
Với tp : thời gian phụ : tp = 10% . t0 = 0,0245( phút )
tpv : thời gian thực hiện gia công tpv = 10% . t0 = 0,0245( phút )
ttn : thời gian nghỉ ngơi của công nhân ttn = 5% . t0 = 0,01225( phút)
Ttc = 0,3 ( phút)
Bước2 : Phay bán tinh
+Chiều sâu cắt :
t = 0.5
+Lượng chạy dao : S = 0,7 (mm/vòng) (Tài liệu [4]-bảng 5-131 trang-119)
+Lượng chay dao vòng: S = Sz .Z = 0, 7 .6 = 4,2 mm/vòng
+Vận tốc cắt :
V=
33,5 (m/phút)
(Tài liệu [4]-bảng 5-134-trang 121)
Số vịng quay của trục chính theo tốc độ tínhtốn là:
n=
1000Vt 1000.33,5
=
= 106,5(vịng / phút )
πD
3,14.100
Ta chọn số vịng quay theo máy nm =95 (vòng/phút).
Như vậy, tốc độ cắt thực tế sẽ là:
Vtt =
πDn 3,14.100.95
=
= 29,83(m / phút )
1000
1000
Vậy lượng chạy dao phút là :Sp=S.nt=4,2.95= 399 (mm/phút)
Theo thuyết minh máy ta chọn Sp=375 mm/phút.
+Thời gian ngun cơng:
GVHD: NGUYỄN HỒI NAM
25
SVTH: ĐÀO TRỌNG TÚ