48110 ct truc xich t5cut 20131127092957
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (129.63 KB, 12 trang )
Chương 2: QUY TRÌNH CÔNG NGHỆ CHẾ TẠO TRỤC ĐĨA XÍCH.
-----o0o----I - GIỚI THIỆU CHUNG :
Ngày nay cùng với sự phát triển của nền kinh tế, nhiều máy móc hiện đại được nhập vào nước
ta để phục vụ nhu cầu sản xuất. Trong quá trình sử dụng và khai thác do một số nguyên nhân khách
quan và chủ quan các chi tiết máy sẽ bị hao mòn, thậm chí bị hư hỏng.
Trước đây đối với máy móc thiết bị ngoại nhập, khi một chi tiết bị hỏng thường thì trong nước
không có chi tiết để thay thế,đa số là phải nhập từ nước ngoài về do trình độ công nghệ chế tạo
trong nước chưa cao, chưa đáp ứng được yêu cầu kỹ thuật. Việc này sẽ rất tốn kém, thiệt hại cho
nền kinh tế.
Những năm gần đây cùng với sự phát triển của khoa học kỹ thuật, sự hội nhập với thế giới
nên trình độ chế tạo của nước ta đã có những bước phát triển vượt bậc. Chúng ta đã có thể chế tạo
thành công những chi tiết máy mà trước đây phải nhập ngoại do đó hạn chế được sự tốn kém.
Không những phát triển mà ngành chế tạo máy đã đang và sẽ trở thành ngành công nghiệp quan
trọng.
Mục tiêu của gia công chế máy là nhằm tạo ra những chi tiết đạt yêu cầu về hình dáng ,
kích thước, kỹ thuật và sự tốn kém khi phải nhập ngoại.
Trục xích là một chi tiết quan trọng không thể thiếu trong bất kỳ máy và thiết bị nâng nào.
Việc chế tạo trục xích trong nước là điều cần thiết.
Với quy trình công nghệ chế tạo được trình bày sau đây sẽ góp phần cho việc chế tạo trục
xích đạt chất lượng.
II - QUY TRÌNH CÔNG NGHỆ CHẾ TẠO TRỤC TANG:
1. Xác định dạng sản xuất:
Mục đích là xác định hình thái tổ chức sản xuất từ đó cải thiện tính công nghệ của chi tiết.
Chọn phương án chế tạo phôi, chọn thiết bị công nghệ hợp lý cho việc gia công chi tiết.
1.1. Xác định khối lượng gần đúng của chi tiết theo công thức:
m V .
Trong đó:
V: thể tích của chi tiết
V
* D2
* 0,0852
*l
* 2.062 0.0117 m 3
4
4
= 7850 (kG/m3); troïng lượng riêng của thép.
m = 0.0117*7850 = 91.845 kG
1.2. Dạng sản xuất:
Sản lượng chi tiết chế tạo trong một năm mà nhà máy sản xuất được xác định theo công
thức sau:
N N1.m. 1
100
Trong đó:
N : số chi tiết được sản xuất trong một năm;
N1: số sản phẩm được sản xuất trong một năm;
m : số chi tiết trong một sản phẩm;
87
: số chi tiết được chế tạo thêm để dự trữ ( 5 7 );
: số chi tiết phế phẩm( 3 6 );
8
N 2 * 1 * 1
2 chiếc/năm
100
Khối lượng chi tiết m = 91.845 kg và sản lượng chi tiết cần chế tạo trong một năm là 2
(chiếc/năm), (bảng 1.1), [09] ta xác định được dạng sản xuất là: sản xuất đơn chiếc.
2. Xác định phương pháp chế tạo phôi :
2.1. Xác định phương pháp chế tạo phôi:
Loại phôi được xác định theo kết cấu của chi tiết, vật liệu, điều kiện, dạng sản xuất và điều
kiện sản xuất cụ thể của từng nhà máy, xí nghiệp, địa phương. Chọn phôi tức là chọn phương pháp
chế tạo phôi, xác định lượng dư, kích thước và dung sai của phôi.
Phương pháp chế tạo phôi ảnh hưởng trực tiếp tới giá thành sản phẩm chi tiết tuỳ thuộc vào
dạng sản xuất , mức độ chính xác mà ta chọn chế độ tạo phôi cho phù hợp với yêu cầu sản xuất.
2.2. Một số phương pháp tạo phôi thông dụng :
Đúc : Tạo được phôi có hình dáng phức tạp, độ chính xác tương đối cao, tạo được phôi có
trọng lượng lớn trang bị dầu tư thấp. Tuy nhiên đúc cũng có một số nhược điểm lớn phần phôi liệu
thừa do phiễu rót và đậu rót, hay tạo bọt khí, gay ứng suất tập trung không có lợi trong quá trình sử
dụng. . .
Rèn khuôn (dập thể tích ): Tạo phôi có dạng phức tạp, độ chính xác cao đạt được cơ tính tốt
tránh được các rỗ mọt, tính đồng nhất kim loại cao. Tuy nhiên giá thành kinh tế chế tạo phôi cao,
không tạo được phôi có trọng lượng lớn, tốn thời gian gia nhiệt.
Cán : Năng suất cán rất cao, cơ tính tốt, giá thành trên một đơn vị sản phẩm thấp nhờ vào
năng suất cao. Tuy nhiên sản phẩm cán có trọng lượng lớn cần phải gia nhiệt để giảm áp lực cán
tăng tuổi thọ cho bánh cán và máy cán, gây biến dạng dẻo trên bề mặt kim loại tạo lớp cứng trên
bề mặt điều đó không có lợi cho sản phẩm . . .
Ngoài các phương pháp nói trên còn rất nhiều phương pháp tạo phôi khác. Tuỳ thuộc vào
điều kiện cần, tình hình sản xuất mà người chế tạo chọn phương pháp tạo phôi cho hiệu quả với
điều kiện sản xuất.
2.3. So sánh cách tạo phôi :
Phương pháp 1: Tạo phôi bằng phương pháp rèn khuôn nâng cao năng xuất cao cơ tính tốt, ở
vị trí lắp ma ra ngoài đầu trục sẽ làm thành một khối phù hợp với điều kiện công nghệ và tuổi
bền của khuôn sau đó sẽ gia công sau. Nhờ năng suất cao nên giá thành trên một đơn vị sản phẩm
thấp nhưng phải sản xuất ở số lượng lớn thì chi phí giá thành cho đầu tư khuôn cũng như máy móc,
trang thiết bị mới hiệu quả và phù hợp với điều kiện kinh tế.
Phương pháp 2 : Tạo phôi bằng phương pháp đúc mẫu gỗ, khuôn cát thuận lợi cho việc chế
tạo phôi có trọng lượng lớn giá thành chế tạo mẫu thấp ít tốn kém, thời gian chế tạo nhanh. Tuy
nhiên phế phẩm lớn khả năng chính xác thấp, lượng dư gia công lớn và tính đồng nhất kim loại
không cao, phần lớn hạt kim loại nhỏ tập trung ở phía ngoài do nguội nhanh. Hạt kim loại lớn nằm
trong do nhiệt phía trong thoát chậm nên tổ chức hạt không tốt .
Quá trình đúc phôi với đường kính khác nhau, sau đó sẽ gia công sau.
Vì năng suất không cao nên giá thành tạo phôi trên một đơn vị sản phẩm cao. Tuy nhiên chi
phí đầu tư ban đầu thấp không cần nhiều các thiết bị máy móc cũng như quy trình công nghệ phức
tạp phù hợp cho chế tạo sản phẩm lớn hoạc sản phẩm đơn chieác.
88
Chi tiết chế tạo là chi tiết trục có hạ bậc. Vì vậy ta chọn phôi là thép thanh có đường kính
lớn hơn đường kính cần chế tạo.
Phôi phải có cùng cơ tính với trục xích vật liệu làm phôi là thép 45 có:
Giới hạn bền kéo : bk = 610 N/mm2;
Giới hạn chảy : ch = 430 N/mm2;
Giới hạn mỏi : -1 = 250 N/mm2;
Khối lượng riêng : = 7850 kG/cm3;
2.4. Thứ tự các nguyên công và biện pháp công nghệ chế tạo trục:
Chi tiết sản xuất đơn chiếc nên số nguyên công sẽ hạn chế. Đơn giản hoá trong chế tạo nằm
hạn chế số lượng máy chuyên dùng và hạn chế việc chế tạo nhiều đồ gá gây tốn kém không cần
thiết. Trong sản xuất đơn chiếc phần lớn sử dụng đến máy vạn năng để mở rộng phạm vi gia công
cũng như tính cơ động để giải quyết nhiều vấn đề. Việc sử dụng lao động tay nghề cao là cần thiết
trong việc mở rộng phạm vi công nghệ.
Theo bản vẽ thiết kế chi tiết ta có thể chia việc chế tạo chi tiết ra làm các nguyên công
chính. Trong các nguyên công được chia ra làm nhiều bước nhằm hạn chế việc tháo lắp chi tiết
nhiều lần ảnh hưởng đến độ chính xác khi gia công.
Phần lớn chi tiết gia công trên máy tiện là chính nên trong quá trình chế tạo việc bố trí các
máy hợp lý sẽ làm tăng năng suất cao.
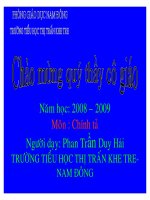
2.5. Thiết kế các nguyên công công nghệ :
6
8
11 10
9
7
2
4
5
1
3
4'
2'
3'
6'
5'
8'
11'
7'
Hình 2.1: Trục xích nâng
2.5.1. Nguyên công 1: Vạt mặt đầu và khoan lỗ tâm.
Trình tự các bước;
Phay thô hai mặt đầu
Phay tinh hai mặt đầu
Khoan hai lỗ tâm
Đồ gá : Vạn năng điều chỉnh, ba chấu.
Chọn máy: Máy phay và khoan tâm tự động MP - 73M, (bảng 25), [09]
Dụng cụ : Dao phay mặt đầu làm bằng thép gió. (bảng 4 - 92), ([10] tập 1)
Với thông số kỹ thuật :
- Kích thước mũi phay mặt đầu D = 50 mm
- d = 22 mm, L = 36 mm, số răng Z = 12
89
- Mũi khoan ruột gà đuôi trục làm bằng thép gió d = 3 mm.
Dụng cụ kiểm tra : Thước cặp.
Làm nguội : Dung dịch Elmuzi.
Hình 2.2: Nguyên công 1
2.5.2. Nguyên công 2 :
Gia công tinh các bậc trục.
Chọn lỗ tâm ở hai mặt 11, 11’ làm chuẩn tinh để gia công các mặt 1, 2, 2’, 3, 3’, 4, 4’, 5, 5’,
6, 6’,7, 7’,8,8’ ,9 , 10.
Sơ đồ gá:
Hình 2.3: Nguyên công 2
Bước 1: Tiện thô mặt 1.
Bước 2: Tiện thô các mặt: 3, 5, 7, 9.
90
Bước 3: Tiện tinh các mặt: 3’, 5’, 7’, đổi đầu tiện tinh các mặt: 1, 3, 5,7,9.
Bước 4: Vát mép các mặt: 2, 2’, 4, 4’, 6, 6’, 8, 8’, 10.
Chọn máy : Căn cứ vào sổ tay CNCT ,[10] ta chọn máy tiện T620
Đồ gá: Hai mũi chống tâm quay và chấu cặp luy net.
Dụng cụ cắt: 2 dao tiện tinh và thô.
Dụng cụ kiểm tra: Thước cặp Palme
2.5.3. Nguyên công 3 : Mài tinh toàn bộ các mặt của trục
Chọn hai lỗ tâm ở hai đầ làm chuẩn tinh để gia công các mặt: 3, 3’, 7, 7’, 9.
Bước 1: Mài thô các mặt 3, 3’, 7, 7’, 9.
Bước 2: Mài tinh các mặt 3, 3’, 7, 7’,9.
Chọn hai lỗ tâm làm chuẩn tinh để gia công các mặt: 3, 3’, 7, 7’,9.
- Sơ đồ gá:
Hình 2.4: Nguyên công 3
Chọn máy : Căn cứ vào sổ tay CNCT ta chọn máy mài tròn ngoài tiến dao ngang 3164A
có các thông số:
Công suất động cơ 13kw.
Giới hạn chạy dao 20400 mm/ph .
Giới hạn số vòng quay của trục chính 30180 v/ph.
Tốc độ quay của bàn máy 0,15 ( mm/ph ).
Đồ giá: Hai mũi chống tâm quay và chấu cặp luy net.
Dụng cụ cắt : Đá mài 300 x 200 x 76 – 23 A 32.
Dụng cụ kiểm tra: CALEBREON.
2.5.4. Nguyên công 4: Gia công rãnh then.
Chọn lỗ tâm ở 2 mặt đầu làm chuẩn tinh để gia công rãnh then.
Sơ đồ gá:
91
Hình 2.5: Nguyên công 4
Chọn máy : Căn cứ vào sổ tay CNCT ta chọn máy tiện T620.
Dụng cụ cắt : Dao tiện rãnh then.
2.5.5. Nguyên công 5 : khoan lỗ
Chọn hai lỗ tâm ở hai mặt đầu làm chuẩn tinh khoan lỗ .
- Sơ đồ gá:
Hình 2.6: Nguyên công 5
2.6. Tính lượng dư gia công:
0 , 025
Tính lượng dư gia công tại ngỗng trục có đường kính 80 0, 003 . Phôi dập, cấp chính xác 8
khối lượng 91.845 kg, Rz = 200 (m), Ti = 300 (m), vật liệu phôi thép 45, lấy theo (bảng 10), [09]
Các bước công nghệ :
- Tiện thô : CCX4 ; RZ = 50 (m); Ti = 50 (m)
- Tieän tinh : CCX5 ; RZ = 20 (m); Ti = 30 (m)
- Mài thô : CCX6 ; RZ = 10 (m); Ti = 20 (m)
- Maøi tinh : CCX8 ; RZ = 5 (m); TI =15 (m)
Các thông số trên lấy theo (bảng 12), [1].
Ta áp dụng công thức tính lượng dư gia công cho bề mặt đối xứng ngoài :
Zbmin = 2.( Rza + Ta + p )
Trong đó:
Rza : Chiều cao nhấp nhô tế vi do bước công nghệ sát trước để lại.
Ta : Chiều sâu lớp hư hỏng bề mặt do bước công nghệ sát trước để lại.
92
gđ : Sai số gá đặt chi tiết ở bước công nghệ đang thực hiện.
Vì đồ gá là 2 mũi chống tâm, mũi tâm trước là mũi tâm tùy động nên sai số gá đặt trong
trường hợp này gđ = 0. Như vậy trong công thức tính Zmin không còn sai số gá đặt.
Sai lệch về vị trí không gian của phôi được xác định theo công thức (trang 25), [09]:
p= lk2 ct2 t2
Trong đó:
lk = 1 : Độ lệch của khuôn dập (phôi trong khuôn bị lệch) so với tâm danh nghóa.
t : Sai lệch của phôi do lấy tâm làm chuẩn và được xác định bằng công thức (trang
26), [09] :
p
t =
2
2
0,25 2
p = 3,5 (mm): Dung sai cuûa phôi dập và 0,25 là độ võng của tâm phôi.
Như vậy ta có:
2
3,5
2
t =
0,25 1,768 mm
2
c t : Độ cong vênh của phôi thô (độ cong của đường trục phôi) ct = k.Lc = 0.8 * 2062 =
1649.6 m (trang 52), [09];
k : Độ cong giới hạn của phôi trên 1 mm chiều dài;
k = 0,8 m/mm tra (baûng 15), [09];
L = 2062 mm : chiều dài trục;
Do đó sai lệch không gian của phôi laø:
P= 12 1.6492 1,7682 2.616 mm
=> P = 2616 m
a, Tiện thô gá trên hai mũi tâm:
Sai số gá đặt gđ = 0 (mũi tâm trước là mũi tâm tùy động).
2.Zmin = 2*( Rza + Ta + P ) = 2*( 200 + 300 + 2616 ) = 2*3116 m.
Sau tiện thô : Rza= 50 m; Ta = 50 m, cấp chính xác 4 (bảng 12), [10] ; độ bóng bề mặt 5
(bảng 4), [10];
Sai lệch còn lại sau nguyên công tiện thô là:
1 = Ks* P = 0.06 * 2616 = 156.96 m
Trong đó:
Ks: hệ số giảm sai khi tiện thô.
b, Tiện tinh gá trên hai mũi taâm.
2.Zmin =2*(Rza + Ta + 1 ) = 2*(50 + 50 + 156.96) = 2 * 256.96 m
Sai lệch còn lại sau nguyên công tiện tinh là:
2 = Ks* 1 = 0.4*156.96 = 62.784 m.
Ks: hệ số giảm sai khi tieän tinh.
Sau tieän tinh: Rza = 20 m; Ta = 30 m (bảng 12), [09]; độ bóng bề mặt 8 (bảng 4), [09].
c, Mài thô gá trên hai mũi tâm.
2Zmin = 2(Rza + Ta + 2 )=2*(20 + 30 + 62.784) = 2 * 112.784 m
Sai lệch còn lại sau nguyên công mài thô là:
3.= 0.2* 62.784 = 12.556 m
Sau mài thô: Rza=10 m; Ta = 20 m (bảng12),[11] ; 7 (baûng 4),[09].
93
d, Mài tinh gá trên hai mũi tâm.
2Zmin = 2*(Rza + Ta + 3 ) = 2*(10 + 20 + 12.556) = 2 * 42.556 m
Sau mài thô: Rza=5 m; Ta=15 m (bảng 10), [09] ; 10 (bảng 4), [09].
Như vậy ta có lượng dư nhỏ nhất của từng nguyên công là:
Tiện thô:
2.Zmin = 2*3116
m
Tiện tinh :
2.Zmin = 2*256.96
m
Mài thô:
2.Zmin = 2*112.784 m
Mài tinh:
2.Zmin = 2*42.556
m
Cột ghi kích thước tính toán (cột số 7) được xác định như sau:
Ghi kích thước chi tiết (kích thước nhỏ nhất) vào hàng cuối cùng, còn các kích thước khác
thì lấy kích thước ở nguyên công trước cộng với lượng dư tính toán nhỏ nhất. Như vậy ta có:
Mài thô : d3 = 80.03 + 2*0.042556 = 80.11
mm
Tiện tinh: d2 = 80.11 + 2*0.11278 = 80.33
mm
Tiện thô: d1 = 80.33 + 2*0.22569 = 80.84
mm
Phoâi :
dP = 80.84 + 2*2.116 = 85.072
mm
Lập cột dung sai của kích thước các nguyên công (cột số 8) bằng cách tra bảng trong Sổ tay.
Xác định kích thước giới hạn nhỏ nhất (cột số 9) bằng cách làm tròn số của kích thước tính
toán theo hàng số có nghóa của dung sai .
Xác định kích thước giới hạn lớn nhất (cột số 10) bằng cách cộng kích thước giới hạn nhỏ
nhất dmin với dung sai .
Mài tinh:
d4 = 80.03 + 0.02 = 80.05 mm
Mài thô:
d3 = 80.11 + 0.03 = 80.14 mm
Tieän tinh:
d2 = 80.33 + 0.12 = 80.45 mm
Tiện thô:
d1 = 80.84 + 0.4 = 81.24 mm
Phôi :
dP = 81.24 + 3 = 84.2
mm
Xác định lượng dư giới hạn (cột 11,12):
Zbmax : kích thước giới hạn lớn nhất.
Zbmin : kích thước giới hạn nhỏ nhất.
Ta có:
Mài tinh:
2.Zbmax = 80.014 – 80.05 = 90
m
2.Zbmin = 80.11 – 80.03 = 80
m
Mài thô:
2.Zbmax = 80.45 – 80.14 = 310
m
2.Zbmin = 80.33 – 80.11 =220
m
Tieän tinh:
2.Zbmax = 81.24 – 80.45 = 790
m
2.Zbmin = 80.84 – 80.33 = 510
m
Tiện thô:
2.Zbmax = 84.2 – 81.24 = 2960
m
2.Zbmin = 81.24 – 80.84 = 400
m
Xác định lượng dư tổng cộng:lượng dư tổng cộng lớn nhất là tổng các lượng dư trung gian
(lượng dư nguyên công) lớn nhất, còn lượng dư tổng cộng nhỏ nhất là tổng các lượng dư trung gian
(lượng dư nguyên công) nhỏ nhất.
n
Z0max =
Z
1
b max
= 90 + 310 + 790 + 2960 = 3950 m
94
n
Z
b min
Z0min = 1
= 80 + 220 + 510 + 400 = 1210 m
Kiểm tra phép tính : Phép tính đúng khi ta có biểu thức sau :
Z0max – Z0min = p – chi tieát
3950 – 1210 = 3000 – 20 => Thoả mãn.
95
Các yếu tố (m)
Bước
công
nghệ
Phôi
Tiện
thô
Tiện
tinh
Mài
thô
Mài
tinh
Lượng dư
tính toán
2.Z min
Kích
thước
tính
toán
d(mm)
Dung
sai
mm
Rza
Ta
a
200
300
2616
0
-
85.072
50
50
156.96
0
2*3116
20
30
62.784
0
10
20
12.556
5
15
-
Kích thước giới
hạn (mm)
Lượng dư giới
hạn (mm)
dmin
dmax
2Zbmin
2Zbmax
3000
81.24
84.2
-
-
80.84
400
80.84
81.24
510
2960
2 * 256.96
80.33
120
80.33
80.45
400
790
0 2 * 112.784
80.11
30
80.11
80.14
220
310
0
80.03
20
80.03
80.05
80
90
2 * 42.556
e, Chế độ cắt :
Xác định độ cắt và thời gian gia công cơ bản của công suất cắt tiêu thụ bằng phương pháp tra
bảng. ([10] – Tập 1)
Nguyên công 1:
l p 2062 10,,44 lct =2062 mm
* Bước 1: Phay mặt đầu:
Lượng chạy dao S = 0,1 mm/vòng (Bảng 5.35)
Chiều sâu phay t = 2 mm
Tốc độ phay
n = 150 vòng/phút
Chọn theo máy: Thời gian phay (Bảng 31), [09]:
T0
L1 L2 L
S .n
5 10 115
26 phút
0,1.50
* Bước 2: Khoan 2 lỗ tâm (Tra bảng 5 – 86)
Lượng chạy dao: S = 0,36 mm/vòng;
Tốc độ cắt :
V = 50 m/phút;
Thời gian khoan (Baûng 3), [09] ;
L L1
T0
S .n
d
20 ( tg 45 0 2)
2
0,14 phút
0,36.115
* Bước 3: Tiện tinh mặt đầu trục.
Chiều sâu cắt : t = 0,5 mm;
Lượng chạy dao S = 0,12 mm/v, theo bảng ( 8-19 ), 10;
Tốc độ cắt V ( m/ph ), Tính theo công thức thực nghiệm TV 10, 10;
V = ( Cv/Tm.tx. Sy ). Kv
96
Trong đó:
Cv = 340, x = 0,15, y = 0,45, m= 0,2 Baûng ( 5-17 ), 10;
KNV = 0,8 Kv = 0,64;
KUV = 1;
V = ( 340/400,2. 0,50,15 . 0,120,45 ). 0,64 = 215 m/ph;
n = ( 1000.V/.D ) = 572 vg/ph;
Nguyên công 2: Tiện thô mặt 1
Lượng chạy dao S = 1,2 mm/vòng ( Bảng 5-11);
Chiều sâu cắt
t = 3 mm;
Tốc độ trục chính ntc = 200 vòng/phút;
Thời gian tiện :
1951 (
T0
L L1
S .n
t
2)
tg
200.1,2
3
1014 (
2)
tg 45 0
4,24
200.1,2
phút
Nguyên công 3: Gia công thô& tinh bậc trục.
* Bước 1: Tiện thô
Chiều sâu cắt : t = 5 mm;
Lượng chạy dao S = 0,7 mm/V, (bảng 5-111) , [10 ];
Tốc độ cắt theo công thức thực nghieäm TV10 , [10 ];
V = ( CV/Tm.Tx.Sy ). KV
Trong ñoù:
T = 40 ph, CV = 340
X = 0,15; y = 0,45; m = 0,2
KNV = 0,8 KV = 0,64
KUV = 1
V = ( 340/400,2.50,15.0,70,45 ). 0,64
V = 95,9 m/ph
N = 1000.v/.D = 255 vg/ph
* Bước 2: Tiện tinh
Chiều sâu cắt t = 0,5 mm
Lượng chạy dao S = 0,12 mm
Tốc độ cắt V = 215 m/ph
Số vòng quay của dụng cụ hoặc phô: n = 572 vg/ph
* Bước 3: Vát mép .
Nguyên công 4:
* Bước 1: Mài thô
Chiều sâu cắt t = 0,01 mm;
97
Vận tốc đá mài V = 30 m/ph, bảng (5 – 55), [10 ];
Số vòng quay của chi tiết Nct = 40 vg/ph, bảng (5 – 203), [10 ];
Lượng chạy dao ngang S = 0,84 mm/ph, bảng (5 – 203), [10 ];
* Bước 2: Mài tinh
Chiều sâu cắt t = 0,007 mm;
Vận tốc đá mài Vd9 : V = 50 m/ph, (baûng 5 – 55), [10];
Số vòng quay của chi tiết n = 85 vg/ph , (bảng 5 – 204), [10];
Lượng chạy dao S = 0,91 mm/ph;
Công suất cắt N: 12,5 kW (bảng5 – 205), [10];
Nguyên công 5 : Phay 2 rãnh then
* Bước 1: Phay rãnh then 48-25-10.
Lượng chạy dao khi tiện rãnh S = 0,25 mm/vg (bảng 5 – 72), [10];
Chiều sâu cắt : t = 3 mm 3 lần cắt;
Tốc độ cắt khi tiện rãnh V = 23 m/ph, (bảng 5 – 73a), [2];
* Bước 2: Phay rãnh then thứ 2.
Lượng chạy dao khi tiện rãnh S = 0,25 mm/vg (bảng 5 – 72), [10];
Chiều sâu cắt : t = 3 mm, 3 lần cắt;
Tốc độ cắt khi tiện rãnh V = 23 m/ph (bảng 5 – 73a), [10];
98