High Cycle Fatigue: A Mechanics of Materials Perspective part 36 doc
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (187.53 KB, 10 trang )
336 Effects of Damage on HCF Properties
7.8. SCOPE OF THE FOD PROBLEM
As noted in Appendix G, FOD can even be of a size that can barely be detected by the
unaided eye. A majority of FOD involves damage sizes that are less than 2 mm (0.080")
in depth. There have been instances in service usage where concerns over HCF failures
originating at extremely small FOD sites have led to frequent inspections of leading edges
of fan blades using both a finger nail inspection or running dental floss up and down to
find small FOD nicks or dents. More important, it is not yet known whether HCF failures
which emanate from very small FOD are due to the degradation of material properties or
are, instead, due to excessive vibratory stress amplitudes which just happen to choose the
FOD location as the origin site based primarily on statistics of there being a very slight
reduction in material capability at that site.
Fan and compressor blades at the front end of jet engines are the components that
receive the majority of damage, particularly at the leading edge of the airfoil. Due to the
high frequency vibratory stresses that can be present in the fan and compressor sections
associated with normal engine operation, it is not uncommon for fatigue cracking to
initiate from FOD sites and grow catastrophically within minutes to hours of engine
running time. The HCF caused by steady state or transient vibrations of the component
is one of the leading causes of in-service failures of blades that have been subjected
to FOD. It is important, therefore, to know the fatigue strength of materials and airfoil
geometries that have been damaged by foreign objects of various types, sizes, velocities,
and incident impact angles.
Evaluation of FOD resistance of materials and structural components has been con-
ducted in a highly empirical manner over the years. Engine companies generally subject
individual components such as fan and compressor blades to simple vibratory loading
to determine fatigue resistance. FOD is then introduced at anticipated critical locations
and the damaged component is tested to determine the debit in fatigue resistance due to
FOD. For laboratory specimens, there is little reported work on the introduction of FOD
and subsequent evaluation of the fatigue resistance, particularly under HCF conditions.
Some of the relevant research is described later in this section. For either real compo-
nents or laboratory test samples, the method used for inflicting real or simulated FOD is
extremely important. “Real” FOD can be produced by shooting typical objects ingested
into an engine at velocities and incident angles expected under operational conditions.
Other simulations of FOD can be achieved by machining a notch in the material of a
size to match real FOD observed from field experience, by using quasi-static indentation
of a chisel with a appropriate radius to the proper depth, by pendulum or drop weight
impacts at various angles to the leading edge including a side impact chisel, or any other
method such as a solenoid gun to produce the required geometry of notch. It has not yet
been established that any of the simulation methods produce conditions identical to those
of real FOD from ballistic impacts in terms of residual stress fields or material damage
Foreign Object Damage 337
ahead of the notch. In fact, it is shown below that ballistic impacts and quasi-static chisel
indents that produce nearly similar size craters in a leading edge do not produce the same
HCF resistance under axial fatigue loading.
Current design practice establishes allowable vibratory stresses on a pristine material
through the use of a constant-life Haigh diagram that presents material data as alternating
stress as a function of mean stress for either run-out conditions (infinite life) or a fixed
number of cycles, typically 10
7
or higher (see Chapter 2). For FOD, the allowable
vibratory stress is reduced by some percentage to account for the possibility of FOD in
non-critical areas. For critical areas such as the leading and trailing edges of a blade,
a notch severity corresponding to the worst case expected damage is assumed in the
form of an equivalent stress concentration factor, k
t
, with perhaps a maximum notch
depth associated with it. Such assumptions are usually based on field experience with
similar geometries and usage in engines. The notch sensitivity can be further refined by
converting from a stress concentration factor to a fatigue notch factor, k
f
(see previous
section on notches), using empirical relations that have been developed for a number of
materials and notch geometries, or by using actual notch fatigue test data on the material
under consideration [6].
While the literature on notch fatigue is extensive (see Chapter 5), including both LCF
and HCF, its extension to the solution of FOD problems is not direct or even applicable
in many cases. There are several aspects of FOD that make it more complicated than a
problem dealing solely with a notch induced by an impacting object. First, the impacting
object causes material or microstructural damage ahead of the ensuing notch that, in
turn, may reduce the fatigue properties of that material. Second, the impact event usually
involves plastic deformation that leads to a state of residual stress in the notch vicinity.
These residual stresses must be taken into account in any analytical modeling of the
fatigue behavior of a sample subjected to FOD. Third, cracks or tears may be produced
during the impact event which changes the problem from one of notch fatigue to that
of determination of the threshold stress intensity for subsequent crack propagation due
to HCF loading. Finally, the geometry of the damage produced by FOD on a typical
geometry of a fan or compressor blade from impacts at various angles to the leading
edge can be quite complicated and not easily described solely by conventional methods
that utilize parameters such as depth and radius of notch. It is not surprising, therefore,
to find little in the way of systematic investigations on the effects of FOD on the fatigue
properties of materials. Furthermore, most investigations focus on the reduction of fatigue
life due to FOD and subsequent loading at a given mean and vibratory stress level.
Nicholas et al. [7] conducted a series of impact experiments on titanium leading edges
and compared results with those on machined notches. The projectiles and velocities used
in that investigation produced much higher levels of damage than are of interest in the
present discussion. Further, the emphasis for comparison was on fatigue life, generally
in the LCF regime. For HCF design, what is needed is a description of the reduction
338 Effects of Damage on HCF Properties
of the FLS defined as the maximum stress that will not lead to fatigue failure for a
predetermined (large) number of cycles. In other words, HCF design for FOD must be
able to establish the allowable combination of steady-state and vibratory stress levels for
a component.
7.8.1. Laboratory simulation methods
Simulation methods for inducing damage representative of real FOD are intended to be
easier to conduct than real ballistic impact. Different methods being used are discussed
in Appendix G. Here we discuss the three methods that have been most widely used in
recent investigations of FOD and its effect on the fatigue strength of materials and simple
components. These methods were used in the recent US Air Force HCF program [8].
7.8.1.1. Solenoid gun
This is the current baseline used by General Electric Aircraft Engines Co. where they
have developed extensive experience in producing simulated FOD. It was selected over
the ballistic method which is very erratic and difficult to control. The solenoid gun
provides a very controlled input energy to the specimen and produces the typical nick
depths (0.005"–0.025") experienced in service. The main problem with the solenoid gun
is that the impact energy is controlled, not the notch depth. As a result, the notch depth
will vary depending on the dimensions of the leading edge region. The mass of the
solenoid is relatively heavy; therefore, impact velocities are relatively low for low energy
impacts. The velocity for low energy impact on a sharp-tip specimen (described later) is
less than 10 ft/s. Therefore, the description of this method as a “dynamic” simulation is
questionable. The advantage of the solenoid gun is its ease of use and repeatability of
impact velocity. The terminology “gun” in “solenoid gun” is somewhat misleading if one
thinks of a gun as a method of launching projectiles at high velocities.
7.8.1.2. Pendulum
The pendulum systems also impact with a controlled energy level and at relatively low
velocity. A 5 foot pendulum arm gives a 9 ft/s impact which is roughly the same impact
velocity as that of the solenoid gun at the lowest power setting. The pendulum system
also needs some type of catch system to prevent multiple impacts. One advantage of
the pendulum system is that the energy at impact is simple to calculate. Unfortunately,
where that energy goes to during the impact event is largely unknown even though it
has been studied extensively. The pendulum system does not seem to offer anything
over the solenoid gun, both being fairly low velocity methods of inducing damage
with a mass much larger than that used in a ballistic impact experiment. On the other
hand, the pendulum is a test device that is commonly found in many mechanical testing
laboratories.
Foreign Object Damage 339
7.8.1.3. Quasi-static
A quasi-static method involves loading a specimen into a servo-hydraulic or screw-driven
test frame and pushing on the specimen with an indentor. The cross-head is lowered
until the indentor just touches the specimen, and then the FOD nick is controlled by
cross-head displacement or maximum load. Since cross-head displacement is not the
same as nick depth due to compliance in the load train and variability in establishing
the exact point where contact starts, this makes overall control of the depth somewhat
difficult. In addition, it is necessary to calibrate the relationship between cross-head
displacement and nick depth for each specimen configuration and notch depth (similar
to what has to be done for the solenoid gun or pendulum method). The advantage of the
quasi-static method is that if cross-head displacement is controlled, this may provide a
more controlled nick depth than controlling with impact energy like with the solenoid
gun or pendulum methods. In addition, the quasi-static method can provide continuous
load versus displacement information which may be useful in terms of determining net
energy input into the target and its fixture. On the positive side is that for any reasonable
size test machine and fixture, the energy available to deform the specimen is essentially
unlimited.
7.8.2. Simulations using a leading edge geometry
Foreign object damage is a common occurrence in blades and vanes of turbine engines
and is most common on the leading edges of those components. FOD can be in the form
of a crater or tear in the impacted component and can reduce the fatigue capability of
the material at the location of the impact. The degradation of the fatigue strength can be
attributed to three primary factors: a stress concentration due to a notch-like geometry,
the generation of residual stresses during the formation of the crater, and microstructural
damage which can range from microcracking through the formation of shear bands to
the transformation of the microstructure [2, 9]. At certain levels of severity of the impact
conditions, the formation of cracks during the impact event can occur, necessitating
consideration of the threshold for crack propagation of initially very small cracks from a
notch-like geometry [10]. In addition, changes in the geometry of the airfoil leading edge
and residual stresses due to plastic deformation may produce local stress ratios at the
notch tip which are, in general, different than the far-field applied stress ratio and may
even drive the initiation location from surface to sub-surface [3]. Of the factors affecting
the fatigue strength, the stress concentration is easiest to handle by using theoretical or
empirical notch fatigue factors applied to measured deformation profiles.
In many engineering and design applications, the geometry of the notch is simulated
in the laboratory using quasi-static methods as opposed to resorting to ballistic impact.
There are certainly questions related to this procedure if the damage produced differs
340 Effects of Damage on HCF Properties
from that which occurs in the real event even though the notch geometry produced is
identical [3].
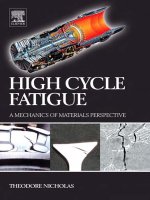
In studying FOD on leading edges, the geometry and orientation of the blade or vane
has to be considered. For a rotating blade, the angle of incidence (see Figure 7.16c)
between an ingested particle and the blade can be estimated by considering the relative
vector velocities of the angular velocity of the blade, dependent on radial location and
rotational speed, and the forward velocity of the engine. In addition, the twist of the blade
provides the angle between the rotational direction and the angle of the leading edge of
Gage Section
38.1
25 R.
25.4
25 R.
17.3
111
A
A
5.08
1.78
3.81
12.2
0.38 R.
(a)
(b)
(c)
θ
Figure 7.16. Leading edge (LE) specimen. All dimensions in mm (a) Overall dimensions (b) Section A-A
(c) Schematic showing orientation of impacting sphere.
Foreign Object Damage 341
the blade with respect to that direction. Typical angles of incidence range between 0 and
60
and impact velocities can be in the several hundred m/s regime.
Laboratory simulations conducted by Ruschau et al. [11] used a representative velocity
of 300 m/s and incident angles covering 0–60
on two different leading edge geometries
on the axially loaded leading edge specimen shown in Figure 7.16. Further, the fatigue
strength was evaluated using step loading at stress ratios of both R =01 and R =05. To
study the influence of impact angle, results were obtained on Ti-6Al-4V bar stock samples
for a range of FOD impact angles for a cyclic life of 10
6
cycles. The data are presented in
Figure 7.17 and are normalized with the smooth bar fatigue strength at the same life for
each value of R. Results show little debit in fatigue life for the 0
impact angles, while a
large loss in fatigue strength is noted for the other impact angles examined. The greatest
loss in fatigue strength occurred with the 30
samples for both values of R examined.
The lowest fatigue strengths for the 30
samples are similar to reference data of Haritos
et al. [6] for the same titanium alloy tested with a machined notch of k
t
=27.
Some of the difference in fatigue strength between 0
and higher angle impacts may
be attributed to the residual stress state produced during the impact event. The states of
residual stress and plastic deformation that result from the dynamic impact have been
evaluated analytically for a hard spherical ball striking a simulated leading edge. Details
are presented later in Section 7.14 and in Appendix G. Those results show that for an
ideal normal 0
impact at the center of the leading edge sample, a compressive residual
stress field is created in a region surrounding the FOD notch, with a residual tensile stress
field existing some distance interior of the impact site. Such a residual stress state would
thus reduce the elastic stress concentration created by the FOD notch, and, if the tensile
0.4
0.5
0.6
0.7
0.8
0.9
1
030456015
R = 0.1
R = 0.5
Normalized stress
Angle of incidence, θ (degrees)
Ti-6Al-4V bar
10
6
cycles
30 Hz
Figure 7.17. Normalized fatigue strength for various foreign object impact angles.
342 Effects of Damage on HCF Properties
region is sufficient in magnitude, would lead to fatigue initiation in the interior region of
the sample, as observed in [12].
For the case of non-normal impact angles, analysis (see Appendix G) shows that while
a large compression stress region is created from the impact, a small tensile stress field
is created near the surface at the entrance side of the damage site. This tensile stress
region at the surface would offset any beneficial influence from the compressive stress
field, hence the fatigue strength of a non-normal FOD impact would be reduced to some
extent [11]. However, since it is difficult to hit the exact center of the leading edge
sample, particularly with angled impacts, such a tensile stress region would be expected
to vary significantly in size and magnitude with slight differences in impact location,
thus leading to a large variability in fatigue behavior [11]. The large degree of scatter in
fatigue results makes it difficult to demonstrate any trend of decreasing fatigue strength
with increasing impact angle. However, as seen in Figure 7.17, impacts other than 0
can be deduced to produce more damage in terms of tensile residual stresses that can
greatly reduce the fatigue strength. This explanation of the variability in fatigue strengths
is from the standpoint of the residual stress field alone. Such a scenario assumes an ideal,
“clean” damage crater with no cracking, tears, nicks, of other type of damage acting in
conjunction with the FOD notch. This is not generally the case, and is discussed further
in later sections.
Further tests were performed to examine the influence of leading edge thickness on
fatigue strength, but were limited to 0
and 30
impact angles only [11]. The fatigue
strength was determined for a cyclic life of 10
7
cycles at a test frequency of 350 Hz. The
results of samples with leading edge radii of 0.38 and 0.127 mm, using Ti-6Al-4V forged
plate, showed similar fatigue behavior in the 0
and 30
impacts.
This differed from the forged bar data which demonstrated a larger debit in fatigue
performance resulting from the simulated FOD at a 30
impact angle over the 0
impact.
Even with a large amount of scatter in the data, the 0
data showed a larger debit in fatigue
strength than expected. While the 0
impact should produce a compressive residual stress
field behind the impact crater, thereby providing higher fatigue strength over a 30
impact,
the impact sites for several specimens were slightly off-center and produced damage
that appeared similar to that observed in samples impacted at 30
. Thus, off-centered 0
impacts can cause some residual tensile stresses in the FOD notch vicinity similar to the
30
impacts, thus explaining the lower than expected results for 0
.
Of particular importance in the results of the study of the influence of the leading edge
thickness was the observation that while the samples with the 0.127 mm edge radius were
much thinner and thus more prone to deeper FOD impacts, fatigue strength losses were,
in general, similar to the thicker leading edge sample results. There was no apparent
influence of sample edge radius (or thickness) on the degree of fatigue strength losses
for the type of FOD investigated. In that study [11], only 1 mm glass spheres at a single
velocity of 305 m/s were used. Different impact parameters (e.g., FOD material, size,
Foreign Object Damage 343
shape, velocity, etc.) may have an influence on the trends reported. In general, off-angle
impacts were found to be more detrimental than head-on 0
impacts. Fatigue strength
losses, some as high as 50%, showed little or no correlation with leading edge thickness
or depth of notch.
Mall et al. [3] simulated FOD with a quasi-static indentor against a flat plate whose
width was 1.27 mm as shown in Figure 7.18. The use of this simple geometry allowed
them to conduct elastic-plastic FEM analysis to study the deformation profiles and to
compute residual stresses. Chisel indentors of hardened steel were loaded against the
edge of a flat plate under displacement control to achieve various depths of damage. The
indentors had a tip diameter of either 1, 2, or 5 mm. The fatigue strength of the damaged
specimen that was indented twice, once on each opposing edge (for symmetry), was
obtained in tension–tension fatigue at 350 Hz at values of R = 01 and 0.5. The results
are shown in Figure 7.19 as a function of the permanent depth of the indent. These are
not small indents compared to the ones used in the previous studies cited. In this case,
extensive plastic deformation was observed which was verified with the finite element
calculations that showed permanent strains in excess of 15% in some cases. For damage
depths in excess of 2000 m, the authors observed damage in the form of shear cracks
along with plastic deformation. For depths less than 2000 m, on the other hand, there
R
45°
R = 0.5, 1.0, 2.5 mm
50
6
12
0.127
Figure 7.18. Specimen and impactor geometry used in [3]. Dimensions are in mm.
344 Effects of Damage on HCF Properties
0
100
200
300
400
500
600
700
0 500 1000 1500 2000 2500 3000
Ti-6Al-4V plate
10
7
cycles
1 mm chisel, R = 0.5
1 mm chisel, R = 0.1
2 mm chisel, R = 0.5
2 mm chisel, R = 0.1
5 mm chisel, R = 0.5
5 mm chisel, R = 0.1
Undamaged, R = 0.5
Undamaged, R = 0.1
Fatigue strength (MPa)
Damage depth (µm)
Figure 7.19. Fatigue strength versus damage depth [3].
was no evidence of damage other than the plastic deformation in the vicinity of the indent.
The shear cracking in the case of deeper indents is reflected in the fatigue strengths which
were approximately 200 MPa, as shown in Figure 7.19, which is approximately one-third
that of the undamaged material. The fatigue strength appears to level off as depths beyond
2000 m are reached. For this particular scenario, a value of k
f
=3 appears to represent
the worst-case data reasonably well.
7.8.3. Role of residual stresses
These results of leading-edge impact studies, including analytical modeling, point out the
important role of residual stresses in altering the fatigue strength of material subjected
to FOD. To study the influence of residual stresses, stress relief annealing has been
used in titanium specimens [13, 14]. By annealing, residual stresses are effectively elimi-
nated while preserving the microstructural and mechanical characteristics of the material.
Whether or not this applies to material that has been subjected to very large local strains,
such as at the tip of a notch produced by an impact event, has not been ascertained.
Damage induced by FOD in a leading edge geometry was studied in a series of
experiments involving variations of impact energy, size of impactors, and various methods
of inducing damage, ranging from quasi-static to ballistic impact [12]. The specimen
geometry was that shown above in Figure 7.16. Samples were ballistically impacted
with steel spheres of nominal diameters of 0.5, 1.33, and 2.0 mm at velocities ranging
from approximately 60 to 500 m/s. The impact conditions were chosen to obtain similar
kinetic energy impacts from different size projectiles. The samples were shot on each
leading edge, two shots per sample, in the center of the gage section at an impact angle
Foreign Object Damage 345
of 30
relative to the centerline of the test sample cross section. The nomenclature for
the definition of impact angle is furnished in Figure 7.16(c). Because of the use of two
impacts on each sample, each data point generated represents the behavior of the worst
of two nominally identical impact conditions.
For comparison with the ballistic impact specimens, quasi-static indents were imparted
using a testing machine under displacement control to produce notches that were geo-
metrically similar to those obtained under ballistic impact. This was accomplished using
a steel indentor geometry with the same radius as the ballistically impacting spheres
and accounting for the elastic rebound in the quasi-static indentation. The radius of the
ballistically impacted crater was nominally the same as the radius of the impacting sphere
[9, 14].
A third method of imparting damage was through the use of a pendulum fitted with
chisel indentors whose radii were identical to the three impacting spheres. A single mass
at two different incident velocities was chosen to produce similar values of depth of
penetration to those of the sphere impacts. The incoming and rebound velocities of the
pendulum were recorded for subsequent energy calculations.
All of the impacted and indented specimens were fatigue tested using the step-loading
procedure with load steps of 10%. The initial load block was taken well below the
anticipated fatigue strength of the damaged specimen.
7.8.4. Energy considerations
The depth of crater was examined as a function of the energy for each of the three impact
methods and the results are presented in Figure 7.20. For the quasi-static indents, the
energy is obtained from the load-displacement records by taking the area bounded by the
loading–unloading curve for each specimen. This represents the net energy absorbed in
the specimen and is not influenced by any (elastic) compliance of the specimen under
the end supports used during the indentation process. A straight line in the figure is
an approximation to the quasi-static indent data obtained using a chisel indentor whose
radius was 0.67 mm (half the diameter of the 1.33 mm sphere). The two clusters of quasi-
static data points represent attempts to produce two different values of the permanent
displacement with the same indentor. The same indentor geometry was used for the
pendulum impacts. The energy absorbed is calculated from the net kinetic energy used
to produce the deformations, the vector sum of the input, and rebound kinetic energy as
measured in the experiments. The two clusters of pendulum data points represent two
different input velocities used to produce two nominally different depths. The data follow
the quasi-static data quite closely.
The remaining data in Figure 7.20 represent those from the ballistic impact experiments.
These data represent impacts with all three sphere diameters and, in addition, several
different velocities chosen to duplicate the kinetic energy of a different size sphere.