Giáo trình điện tử công nghiệp - Chương 3: Điều khiển theo chương trình - PLC doc
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (525.03 KB, 32 trang )
Chương 3: Điều khiển theo chương trình
_______________________________________________________________________
Chương 3
ĐIỀU KHIỂN THEO CHƯƠNG TRÌNH
Chương này giới thiệu các vấn đề cơ bản về bộ điều khiển lập trình (PLC:
Programmable-Logic-Controller) và các ứng dụng của nó trong công nghiệp như
điều khiển robot, điều khiển quá trình, điều khiển giám sát
3.1 KHÁI NIỆM CƠ BẢN
3.1.1 Điều khiển và điều khiển tự động
3.1 Giới thiệu các phương thức điều khiển thông dụng
Một hệ thống điều khiển bất kỳ đều được cấu tạo gồm 3 phần: khối vào, khối
điều khiển và khối ra (hình 3.1)
KHỐI VÀO KHỐI RA KHỐI ĐIỀU KHIỂN
Tín hiệu vào
Tín hiệu ra
Cơ cấu
chấp hành
Cảm biến
hay các bộ
chuyển đổi
Khâu
xử lý / điều khiển
Hình 3.1: Các khối chính trong hệ thống điều khiển.
Ở đây mạch điều khiển sẽ chòu sự tác động của người điều khiển giám sát sự
thay đổi ở ngõ ra theo ngõ vào sao cho hệ thống làm việc theo đúng yêu cầu mà
người điều khiển mong muốn. Thông thường ngườiø ta điều khiển hệ thống theo hai
phương pháp: phương pháp điều khiển theo vòng hở (open-loop control) và phương
pháp điều khiển theo vòng kín (close-loop control):
- Điều khiển theo vòng hở (open-loop control), minh hoạ trên hình 3.2:
Chương trình
điều khiển
u cầu
điều khiển
Tác động
Đối tượng
Điều khiển
Kết quả
điều khiển
NHIỄU
Hình 3.2: Hệ thống điều khiển theo vòng hở
Trang 47
Chương 3: Điều khiển theo chương trình
Đây là dạng điều khiển đơn giản: mạch điều khiển tác động lên đối tượng
cần điều khiển và không biết được kết quả có đạt yêu cầu đặt ra hay không. Ví
dụ khi ta bật công tắc đèn trong phòng học đèn sáng hay không sáng mạch
điện cũng không hề biết được kết quả; nhấn chuông có thể chuông không kêu …
Trong máy CNC (Computer Numerical Control) thường dùng hệ này trong điều
khiển bàn máy bằng động cơ bước, minh hoạ qua hình 3.3:
Hình 3.3: Hệ thống điều khiển theo vòng hở dùng động cơ bước
Như vậy với hệ thống này khi có sự can thiệp của các tín hiệu nhiễu (tín hiệu
ngoài ý muốn) từ bên ngoài tăng cao, việc điều khiển quá trình sẽ không chính
xác. Để khắc phục nhược điểm này người ta sử dụng hệ thống điều khiển theo
vòng kín (điều khiển có phản hồi).
- Điều khiển theo vòng kín (feedback control hay close-loop control), minh hoạ
qua hình 3.4:
Chương trình
điều khiển
u cầu
điều khiển
Tác động
Đối tượng
Điều khiển
Kết quả
điều khiển
NHIỄU
Đường phản hồi
So
sánh
Hình 3.4: Hệ thống điều khiển theo vòng kín
Phương pháp này có khả năng giảm thiểu sự tác động của nhiễu bằng cách
liên tục giám sát sự thay đổi tín hiệu ở ngõ ra khi nhận thấy có sự sai lệch lập
tức hiệu chỉnh để giảm thiểu sai số này. Như vậy trong hệ thống luôn luôn có sự
phản hồi từ ngõ ra trở về giúp hệ thống tác động lên đối tượng cần điều khiển,
Trang 48
Chương 3: Điều khiển theo chương trình
cố gắng không để xảy ra hiện tượng mất kiểm soát, tăng tính ổn đònh cho hệ
thống.
Như vậy để điều khiển được hệ thống một cách tự động (giảm thiểu sự giám
sát và tác động bởi người điều khiển) bắt buộc đó phải là một hệ thống điều khiển
theo vòng kín. Minh hoạ một hệ thống điều khiển theo vòng kín tự động điều khiển
và ổn đònh tốc độ động cơ DC như hình 3.5.
Tín hiệu
u cầu
Khuếch
đại
Động
cơ
+ +
_ _
Tải cơ
Phản hồi tốc độ
Phản hồi vị trí
Khuếch
đại
Hình 3.5: Hệ thống tự động điều khiển và ổn đònh tốc độ động cơ DC
Trong hệ thống trên hình 3.5, để tự động điều khiển và ổn đònh tốc độ động
cơ DC, người ta thực hiện phản hồi tốc độ và vò trí. So sánh hai tín hiệu phản hồi
này với tín hiệu yêu cầu đặt trước từ bên ngoài, hệ thống sẽ làm việc ổn đònh theo
chế độ đặt trước này.
3.2. Hệ thống điều khiển tự động:
Một hệ thống điều khiển tự động bao gồm 3 phần chủ yếu:
Thiết bò điều khiển (TBĐK).
Đối tượng điều khiển (ĐTĐK).
Thiết bò đo lường (TBĐL).
N
C
Trang 49
Hình 3.6: Sơ đồ khối của hệ thống điều khiển tự động.
Trong đó:
C: tín hiệu cần điều khiển, thường gọi là tín hiệu ra (output).
U: tín hiệu điều khiển.
TBĐK ĐTĐ
TBĐL
F
R
Chương 3: Điều khiển theo chương trình
Trang 50
R: tín hiệu chủ đạo/ đặt/ chuẩn/ tham chiếu (reference) thường gọi là tín hiệu
vào (input).
N: tín hiệu nhiễu tác động từ bên ngoài vào hệ thống.
F: tín hiệu hồi tiếp, phản hồi (feedback).
3.3. Các bước thiết kế một hệ thống điều khiển tự động
Để khảo sát và thiết kế một hệ thống điều khiển tự động người ta thực hiện
các bước sau:
a) Dựa trên các yêu cầu thực tiễn, các mô hình vật lý ta xây dựng mô hình
toán học dựa trên các quy luật, hiện tượng, quan hệ của các đối tượng vật lý. Mô
hình toán học của hệ thống được xây dựng từ các mô hình toán học của các phần tử
riêng lẻ.
b) Dựa trên lý thuyết ổn đònh, ta khảo sát tính ổn đònh của hệ thống. Nếu hệ
thống không ổn đònh ta thay đổi đặc tính của hệ thống bằng cách đưa vào một khâu
bổ chính (compensation) hay thay đổi thay đổi tham số của hệ để hệ thành ổn đònh.
c) Khảo sát chất lượng của hệ theo các chỉ tiêu đề ra ban đầu. Nếu hệ không
đạt chỉ tiêu chất lượng của bài toán yêu cầu, ta thực hiện bổ chính hệ thống.
d) Mô phỏng hệ thống trên máy tính để kiểm tra lại thiết kế. Đôi khi các
bước a, b, c sẽ không cần đến nếu như việc mô phỏng gặp nhiều trở ngại trong khi
quá trình thực nghiệm lại dễ dàng thực hiện và thu gặt kết quả cao. Lúc này người
ta sẽ tiến hành thực nghiệm, bỏ qua mô phỏng.
e) Thực hiện mô hình mẫu (prototype) và kiểm tra thiết kế bằng thực
nghiệm.
f) Tinh chỉnh lại thiết kế để tối ưu hoá chỉ tiêu chất lượng và hạ thấp giá
thành (nếu có thể).
g) Xây dựng hệ thống thực tế.
3.1.2 Giới thiệu các hệ thống điều khiển trong công nghiệp
3.1.2.1 Hệ thống điều khiển dùng rơ-le, thiết bò cơ khí
Đây là hệ thống điều khiển lâu đời nhất trong các hệ thống điều khiển. Ra
đời vào giữa thế kỷ 19, cho đến nay nó vẫn là một trong những hệ thống điều khiển
thông dụng nhất bởi các ưu điểm sau: độ miễn nhiễu tuyệt vời, khả năng chòu quá tải
của các tiếp điểm tốt, tổn hao trên phần tử đóng cắt nhỏ, tuổi thọ cao và với chương
trình điều khiển đơn giản thì đây là mạch điều khiển kinh tế nhất. Ví dụ: mạch điều
khiển đèn chiếu sáng, quạt điện … hầu hết đều là hệ thống điều khiển dùng công
tắc cơ khí. Xem ví dụ điều khiển dùng rơ-le và thiết bò cơ khí qua hình 3.7.
Chương 3: Điều khiển theo chương trình
Hình 3.7: Hệ thống điều khiển dùng rơ-le và thiết bò cơ khí
Đây là mạch mở máy động cơ điện sử dụng động công tắc, thiết bò cơ khí.
Khi nhấn nút mở máy M, cuộn dây rơ-le K có điện, đóng tiếp điểm K song song với
tiếp điểm M, duy trì dòng điện qua rơ-le K cho dù thôi nhấn nút M. Khi muốn cắt
điện cho động cơ chỉ cần nhấn nút D, rơ-le K mất điện do D hở mạch.
Từ lâu, trong điều khiển theo chương trình người ta đã sử dụng các “bộ não”
cơ khí để điều khiển hệ thống chạy theo chương trình được đònh trước. Cụ thể như
các bộ công tắc hình trống (drum switch) và công tắc hình cam (rotating-cam limit
switch):
- Công tắc hình trống có cấu tạo từ một cái trống hình trụ cách điện. Trên đó
người ta sắp xếp các má tiếp điểm theo một trình tự cố đònh. Khi động cơ
truyền động trống quay hết một vòng (hoặc cũng có thể do người vận hành
thao tác) thì hệ thống hoàn thành chu kỳ của chương trình.
- Công tắc hình cam có cấu tạo tương tự như bộ công tắc hình trống nhưng
khác ở cách gá tiếp điểm. Thay vì tiếp điểm quét trên trống thì ở đây người
ta bố trí các cam. Khi các cam quay sẽ thay đổi trạng thái tiếp điểm tỳ lên
nó. Việc bố trí các cam cũng tuỳ thuộc vào chương trình mà hệ thống đòi
hỏi.
Ưu điểm của hai dạng công tắc này là độ miễn nhiễu, công suất tiếp điểm,
khả năng chòu quá tải và tuổi thọ cao. Do đó khi thiết kế các thiết bò có yêu cầu cao
về độ tin cậy và độ bền mà chương trình điều khiển không quá phức tạp thì hai
dạng công tắc này có thể được lựa chọn. Tuy nhiên với các chương trình phức tạp
thì đôi lúc bất khả thi và cấu tạo của chúng cũng phức tạp không kém dẫn đến chi
phí cho việc chế tạo, bảo dưỡng sửa chữa sẽ lớn, không kinh tế.
Nguyên lý làm việc của bộ công tắc hình cam trên hình 3.8 như sau. Đây là
bộ công tắc hình cam mang tên 1C. Bộ công tắc này giữ nhiệm vụ khởi động một lò
hơi cho một máy tắm hơi (steam bath). Khi vừa có điện động cơ truyền động trong
cam 1C quay cam đến vò trí a đóng điện cho máy bơm nước cấp nước cho nồi hơi
(K
1
). Sau một khoảng thời gian đònh trước theo vò trí tương đối giữa các cam trên
công tắc hình cam, công tắc quay đến vò trí b: cắt điện máy bơm nước và đóng điện
cho động cơ bơm dầu (K
2
) … quá trình cứ diễn ra tuần tự như vậy cho đến khi động
cơ truyền động cam quay hết một vòng thì dừng lại lúc này hệ thống hoàn thành
Trang 51
Chương 3: Điều khiển theo chương trình
chu kỳ khởi động cho nồi hơi. Hiện nay ở nước ta vẫn còn một số lò hơi sử dụng bộ
điều khiển này.
Mở van hơi
Đánh lửa
Máy bơm dầu
Máy bơm nước
Hình 3.8: Hệ thống điều khiển dùng rơ-le và thiết bò cơ khí có khả năng lập trình.
3.1.2.2 Hệ thống điều khiển dùng mạch điện tử
Hình 3.9: Hệ thống điều khiển dùng mạch điện tử
Thay thế cho các tiếp điểm rơ-le bằng các transistor hoạt động ở chế độ
ngắt dẫn, mạch điện tử có thể điều khiển hệ thống với độ nhạy cao hơn, tốc độ
chuyển mạch lớn, làm việc được trong các môi trường làm việc khắc nghiệt và đặc
biệt khi ứng dụng các vi mạch tích hợp thì kích thước các bộ điều khiển rất gọn giúp
cho việc lắp đặt, bảo dưỡng sửa chữa được dễ dàng và người thiết kế có thể chỉ cần
thiết kế trên các khối chức năng mà quan tâm đến từng chi tiết bên trong mạch.
Hình 3.9 cho thấy: transistor trong hình a có sơ đồ thay thế tương đương với một rơ-
le dòng điện như ở hình b. Qua đó ta nhận thấy hoàn toàn có thể thay thế các sơ đồ
điều khiển bằng các công tắc, thiết bò cơ khí bằng các công tắc không tiếp điểm.
3.1.2.3 Hệ thống điều khiển dùng kỹ thuật vi xử lý/vi điều khiển
Trang 52
Chương 3: Điều khiển theo chương trình
Trang 53
Vi xử lý ra đời đánh dấu một bước ngoặt lớn trong kỹ thuật điều khiển. Trước
kia hệ thống vẫn có thể điều khiển theo chương trình nhưng đó là một chương trình
cứng ngắt, khó thay đổi một cách uyển chuyển (flexible) theo môi trường mà đối
tượng điều khiển hoạt động. Với vi xử lý/vi điều khiển, kết cấu phần cứng sẽ đơn
giản hơn mặc dù khả năng ứng dụng rộng hơn các hệ thống trên vì chương trình
phần mềm có thể thay đổi dễ dàng theo yêu cầu mà mạch điều khiển đòi hỏi. Hệ
thống này sẽ được trình bày chi tiết hơn ở chương 4.
3.1.2.4 Hệ thống điều khiển dùng máy tính
Ưu điểm cơ bản của hệ thống điều khiển này chính là lượng thông tin lưu trữ
lớn. Nó được ứng dụng trong quá trình điều khiển từ giữa thập niên 1959. Tuy nhiên
hiệu quả của việc ứng dụng này vẫn chưa cao do phần cứng còn rất đắt tiền, cấu
trúc phức tạp, cồng kềnh và tốc độ xử lý còn rất chậm. Phải đến cuối những năm
của thập niên 1970, theo sự phát triển của công nghệ chế tạo linh kiện vi mạch tích
hợp cùng với các ngôn ngữ lập trình, máy tính mới thật sự tham gia rộng rãi vào
các hệ thống điều khiển trong công nghiệp.
Về cơ bản cấu trúc máy tính giống như các hệ vi xử lý nhưng mức độ phức
tạp cao hơn, ví dụ vi xử lý thông dụng trong điều khiển chủ yếu là loại 8 hay 16 bit
dữ liệu thì máy tính có số bit đường dữ liệu cao hơn nhiều … Tuỳ vào các thiết bò
ngoại vi lắp thêm vào mà máy tính thực hiện các tính năng điều khiển tương thích.
Khả năng này với máy tính là rất lớn khi so với các hệ thống khác, đặc biệt điều
khiển theo phương thức trí tuệ nhân tạo và hệ chuyên gia (Artificial Intelligence and
Expert system). Về bản chất, hệ chuyên gia (chuyên gia máy) là một chương trình
máy tính được thường xuyên cập nhật các kiến thức và suy luận như các “chuyên gia
người (human expert)” giúp các hệ chuyên gia có thể hỗ trợ việc giám sát và điều
khiển hệ thống từ đó có thể giảm thiểu các sai sót do những người vận hành gây ra.
Kết quả thu gặt được tương tự như khi thực hiện các buổi hội chẩn giữa các chuyên
gia đầu ngành mà ngành Y thường thực hiện khi gặp các ca bệnh lạ hoặc khó.
Do bản chất như trên, hệ chuyên gia mang đến một số thuận lợi như sau:
(a) Sự trợ giúp của các chuyên gia người
Hệ chuyên gia có thể thực hiện việc bổ sung mức độ thể hiện bởi các chuyên
gia người trong lónh vực đang giải quyết. Vì vậy, nó có thể giảm sự nhạt nhẽo và các
nhiệm vụ thủ công thừa thãi từ đó hỗ trợ chuyên gia người với môi trường mở rộng
các hoạt động sản xuất, vì thế luôn mang lại hiệu quả cao.
(b) Tính uyển chuyển
Chương 3: Điều khiển theo chương trình
Trang 54
Mỗi quy luật sản xuất trình bày một phần của tri thức có liên quan đến
nhiệm vụ. Từ đó rất thích hợp để thêm, bớt và hiệu chỉnh quy luật trong tri thức nền
khi đạt đến độ kinh nghiệm cần thiết.
(c) Trí tuệ
Các quy luật sản xuất gần gũi với ngôn ngữ tự nhiên, vì vậy dễ hiểu. Hệ
chuyên gia có thể cho các bước dẫn đến kết luận và có giải thích quá trình suy lý.
Người sử dụng có thể thừa nhận hay hiệu chỉnh kết luận thông qua việc kiểm tra các
giải thích đã cho trong bộ máy suy diễn của hệ chuyên gia. Đặc biệt thích hợp cho
các bài toán phi giải thuật.
(d) Tính phổ biến
Tri thức nền thì phụ thuộc vào lónh vực mà bài toán cần giải quyết, nhưng
máy suy diễn không lệ thuộc vào lónh vực mà bài bài toán này. Vì thế có thể nhiều
hệ chuyên gia được phát triển trên cùng một vỏ (shell) bằng cách thay đổi tri thức
nền trong nó.
(e) Tốc độ cao
Hệ chuyên gia có thể cung cấp các ý kiến của chuyên gia vào bất kỳ lúc nào
khi cần. Hệ chuyên gia có thể cung cấp các phản ứng trước tình huống khẩn cấp
nhanh và đôi lúc chuẩn xác hơn hành động của con người (do người có thể bò lúng
túng khi xử lý sự cố quan trọng). Điều này rất hữu ích khi vận hành hệ thống điều
khiển phức tạp, rộng lớn ví dụ như hệ thống cung cấp điện.
3.1.3 Giới thiệu thiết bò điều khiển theo chương trình - PLC
Để tăng tính cạnh tranh của hàng hoá do mình sản xuất, nhà sản xuất luôn
tìm mọi cách cải tiến công nghệ trong khả năng cho phép. Do vậy nhu cầu về một
bộ điều khiển linh hoạt và có giá thành thấp đã thúc đẩy sự phát triển những hệ
thống điều khiển lập trình (PLC) sử dụng các CPU chuyên dụng cùng bộ nhớ để điều
khiển máy móc hay quá trình hoạt động. Nếu như trước kia muốn thay đổi chương
trình hoạt động của một thiết bò, máy móc nào đó được điều khiển bằng rơ-le và các
thiết bò rời cồng kềnh thì phải tốn rất nhiều công sức, thời gian và tiền của, thì nay
khi sử dụng PLC ta chỉ việc thay đổi chương trình trong bộ nhớ là đủ. Ngoài ra PLC
còn có khả năng điều khiển được những hoạt động phức tạp mà phương pháp điều
khiển truyền thống khó lòng đáp ứng được.
Phần cứng của PLC tương tự như phần cứng của máy tính « truyền thống »
và chúng có đầy đủ các đặc điểm thích hợp cho mục đích điều khiển trong công
nghiệp như :
Chương 3: Điều khiển theo chương trình
Trang 55
- Cấu trúc theo dạng modul do đó dễ dàng trong việc lắp ráp, thay thế, thêm
bớt chức năng, bảo dưỡng sửa chữa …
- Độ miễn nhiễu cao. Rất tin cậy trong môi trường sản xuất của nhà máy, xí
nghiệp.
- Ngôn ngữ lập trình dễ hiểu, rất dễ sử dụng.
- Thay đổi chương trình điều khiển dễ dàng nhanh chóng.
- Dùng linh kiện bán dẫn nên kích thước nhỏ gọn, giá rất cạnh tranh.
- Sử dụng các công tắc không tiếp điểm nên có thể làm việc ở môi trường
khắc nghiệt, tần số đóng cắt cao ….
Những đặc điểm trên khiến cho PLC trở nên một trong những thiết bò điều khiển
phổ dụng nhất trong công nghiệp hiện nay.
Để thuận tiện cho việc lựa chọn phương án sử dụng trong hệ thống điều khiển,
hãy tham khảo bảng 3.1. Từ bảng so sánh này, với thực tế Việt nam hệ thống điều
khiển PLC và rơ-le - thiết bò cơ khí được sử dụng rộng rãi nhất.
Bảng 3.1: So sánh đặc tính kỹ thuật giữa những hệ thống điều khiển
Chỉ tiêu so sánh Rơ-le (cơ khí) Mạch số Máy tính PLC
Giá thành Thấp Thấp Rất cao Thấp
Kích thước vật lý Lớn Rất gọn Khá gọn Rất gọn
Tốc độ điều khiển Chậm Rất nhanh Khá nhanh Nhanh
Khả năng chống
nhiễu
Xuất sắc Tốt Khá tốt Tốt
Lắp đặt Mất thời gian thiết
kế và lắp đặt
Mất thời gian
thiết kế
Mất thời gian lập
trình
Rất đơn giản
Khả năng điều khiển
phức tạp
Rất khó Khó Khá đơn giản Rất đơn giản
Thay đổi chương trình Rất khó Khó Khá đơn giản Rất đơn giản
Bảo dưỡng sửa chữa Kém Trung bình Kém do có nhiều
mạch tham gia
Tốt do các module
đã chuẩn hoá
3.2 CẤU TRÚC PHẦN CỨNG PLC
Về cấu trúc PLC cấu thành từ 3 khối chức năng: bộ xử lý, bộ nhớ và khối
giao tiếp vào /ra, trình bày qua hình 3.10.
Chương 3: Điều khiển theo chương trình
NGUỒN CUNG CẤP
KHỐI
NGÕ
VÀO
KHỐI
NGÕ
RA
CPU
BỘ
NHỚ
CHÍNH
BỘ
NHỚ
ĐỆM
THIẾT BỊ LẬP TRìNH
Cảm biến
&
Thiết bị
chuyển đổi
Thiết bị
chấp
hành
Hình 3.10: Cấu trúc phần cứng một bộ PLC cơ bản.
Sau đây chúng ta hãy phân tích nguyên lý làm việc của từng khối trên sơ đồ
trên, qua đó có thể hiểu được nguyên lý làm việc của một bộ PLC cơ bản. Vì giống
như máy tính, PLC cũng là một “hệ thống hở”: tuỳ từng ứng dụng cụ thể, người ta
lắp thêm các modul tương thích giúp PLC thực hiện tốt chương trình được cài đặt.
Nhưng về cơ bản, PLC cần có các khối cơ bản sau:
3.2.1 Bộ xử lý (CPU : Central Processing Unit)
Nếu như bộ nguồn được ví như trái tim thì CPU được ví như bộ não (brain)
của máy tính, thiết bò điều khiển lập trình - PLC. Tất cả mọi công việc tính toán,
mọi quyết đònh đều được thực hiện tại đây. Các vò trí lưu trữ dữ liệu tạm thời trong
CPU được gọi là thanh ghi. Có rất nhiều loại thanh ghi có trong CPU, mỗi thanh ghi
có một mục đích sử dụng cụ thể và tuỳ vào từng tình huống, CPU sẽ sử dụng các
thanh ghi tương thích. Do nội dung giáo trình không đi sâu về vi xử lý, nên ở đây chỉ
giới thiệu các thanh ghi cần thiết để minh hoạ hoạt động của PLC. Đó là thanh ghi
lệnh IR và thanh ghi dùng làm bộ đếm chương trình PC:
- Thanh ghi lệnh (IR: Instruction Register)
Thanh ghi này có nhiệm vụ lưu trữ lệnh đang thực thi (có vi xử lý dùng con trỏ
lệnh IP để chỉ ra đòa chỉ của lệnh đang được thực thi). Từ đây CPU sẽ giải mã và
thực thi lệnh này.
- Bộ đếm chương trình (PC: Program Counter)
Đây là một thanh ghi quan trọng trong CPU vì nó chỉ ra đòa chỉ của lệnh kế
tiếp mà CPU sẽ thực thi. Thật ra nó không phải là một bộ đếm gì hết! Nhưng do
Trang 56
Chương 3: Điều khiển theo chương trình
nội dung trong nó tăng dần giống như một bộ đếm lên nên để dễ hình tượng,
người ta đặt tên cho nó là bộ đếm chương trình. Khi CPU reset nội dung trong
thanh ghi này là 0000
H
.
Ngoài ra, trong CPU còn có một khối rất quan trọng khác đó làø ALU (Arithmetic
and Logic Unit) khối này thực hiện mọi công việc xử lý trong CPU. Dữ liệu được lấy
từ các thanh ghi, được xử lý và kết quả sau khi xử lý xong được đưa trở lại các thanh
ghi. Lệnh Move (MOV) được sử dụng để dòch chuyển dữ liệu giữa vùng nhớ và các
thanh ghi. Ở đây ta có rất nhiều lệnh, mỗi lệnh thì có một chức năng riêng. Tập hợp
tất cả các lệnh này được gọi là tập lệnh.
Một hệ vi xử lý được trình bày qua hình 3.11
Hình 3.11: Hệ thống vi xử lý
Các tuyến (Busline – Bus) là một tập hợp các dây dẫn được sử dụng để
mang tín hiệu đi quanh CPU. Giống như đi xe buýt, thông tin trên các tuyến có thể
lên xuống xe buýt một cách dễ dàng. Chúng thường được vẽ thành các đường song
song với nhau trong mạch điện. Trong PLC, tất các modul đều được nối với nhau
bằng các luồng dây này. Dựa vào tính chất dữ liệu truyền trên các tuyến, người ta
phân thành 3 nhóm bus sau:
Tuyến dữ liệu: đây là bus 2 chiều (thông tin “lưu thông” theo cả 2 chiều),
được sử dụng để mang dữ liệu giữa CPU, ROM, RAM và các cổng nhập/xuất (I/O).
Tuyến đòa chỉ: đây là bus 1 chiều, được sử dụng để xác đònh đòa chỉ của bộ
nhớ ROM, RAM hay các cổng I/O được sử dụng.
Tuyến điều khiển: đây là bus 1 chiều nhưng hình vẽ tổng quan thì xem như 2
chiều. Nó xác đònh việc đọc hay viết dữ liệu trên các thiết bò trong hệ thống. Cụ thể,
dữ liệu được viết vào hay xuất ra trên CPU đến RAM hay cổng I/O cũng do tín hiệu
trên bus điều khiển này quyết đònh.
Trang 57
Chương 3: Điều khiển theo chương trình
Đồng hồ hệ thống (xung clock): là đường mang những xung có tần số ổn
đònh để việc thực hiện các thao tác trong hệ thống được đồng bộ với nhau. Tần số
xung clock xác đònh tốc độ hoạt động của PLC.
Mặc dù các hoạt động diễn ra trong CPU rất phức tạp nhưng trong một thời
điểm, CPU chỉ thực hiện 1 trong 3 thao tác trong một lệnh: nhận lệnh, giải mã lệnh,
thi hành lệnh. Thực thi xong lệnh này theo sự chỉ dẫn của thanh ghi PC, CPU tiếp
tục thực hiện 3 bước trên cho lệnh kế tiếp … có thể minh hoạ hoạt động này qua
hình 3.12
Hình 3.12: Chu kỳ thực thi lệnh của CPU
Như vậy cho dù chương trình CPU có
thể rất phức tạp nhưng về cơ bản nó
cũng chỉ thực hiện 2 hoạt động: tìm
nạp lệnh và thi hành lệnh này sau khi
đã hiểu lệnh. Quá trình này cứ lập đi
lập lại cho đến khi chương trình được
dừng lại … Nhưng do tần số làm việc
của CPU rất cao, nên trong một khoảng
thời gian ngắn CPU vẫn có thể thực thi
rất nhiều công việc.
3.2.2 Bộ nhớ bán dẫn
Thanh ghi chỉ có khả năng nhớ được các dữ liệu có dung lượng thấp và mang
tính tạm thời. Để lưu trữ được các dữ liệu có dung lượng lớn PLC sẽ sử dụng bộ nhớ
bán dẫn. Tuỳ vào tính chất công việc, PLC sẽ sử dụng các bộ nhớ sau:
- ROM (Read Only Memory): Bộ nhớ chỉ có khả năng đọc (xuất) dữ liệu. Do dữ
liệu được nhớ rất ổn đònh (khi mất điện dữ liệu không bò mất theo), nên bộ
nhớ này dùng để nhớ các chương trình nguồn, khởi động …
- RAM (Random Access Memory): Bộ nhớ cho phép xuất nhập dữ liệu dễ dàng
nhưng dữ liệu sẽ mất sạch khi mất điện. Vì thế RAM thường được dùng làm
các bộ nhớ đệm ngõ vào/ngõ ra …
- EPROM, FLASH-ROM: đây là các bộ nhớ có thể nhớ dữ liệu rất ổn đònh
(không bò mất dữ liệu khi mất điện) nhưng lại truy xuất dữ liệu dễ dàng. Do
đó thường được dùng cho các bộ nhớ chính (nhớ chương trình điều khiển PLC
do người lập trình nhập vào).
Trang 58
Chương 3: Điều khiển theo chương trình
Hình 3.13: Bộ nhớ bán dẫn
Bộ nhớ bán dẫn làm việc tương tự một kho chứa dữ liệu bên cạnh CPU. Nó
cũng có đủ 3 tuyến như CPU, đó là: tuyến dữ liệu, tuyến điều khiển, tuyến đòa chỉ
(hình 3.13).
Tuyến đòa chỉ: đây là bus 1 chiều, được sử dụng để xác đònh đòa chỉ của vùng
nhớ trong bộ nhớ bán dẫn, nơi mà bộ nhớ chọn để truy xuất dữ liệu.
Tuyến điều khiển: đây là bus 1 chiều nhưng hình vẽ tổng quan thì xem như
hai chiều. Nó xác đònh việc đọc hay viết dữ liệu trên bộ nhớ bán dẫn. Cụ thể, dữ liệu
được viết vào vùng nhớ được chọn hay từ đó xuất đi. Ngoài ra, cho phép bộ nhớ
ngưng làm việc (treo: không dùng đến) cũng do tín hiệu trên tuyến điều khiển này
quyết đònh.
Tuyến dữ liệu: đây là bus 1 chiều với ROM và là 2 chiều với các bộ nhớ khác,
được sử dụng để mang dữ liệu từ vùng nhớ được chọn bởi tuyến đòa chỉ trong bộ nhớ
đến các thiết bò khác như CPU, ROM, RAM và các cổng nhập/xuất (I/O) trong hệ
thống.
Các BUS là một tập hợp các dây dẫn được sử dụng để mang tín hiệu đi trao
đổi thông tin giữa các thiết bò trong hệ vi xử lý. Điển hình một máy tính 8 bit có các
thanh ghi với độ rộng 8 bit và 8 đường trong 1 BUS dữ liệu. Một máy tính 16 bit có
các thanh ghi 16 bit, BUS dữ liệu có 16 đường … Có thể dùng hình ảnh đường giao
thông để minh hoạ các BUS (Hình 3.14): trên đường giao thông có nhiều đòa điểm
như A, B, C, D … Nếu chỉ dùng dây điện để nối (nối cứng) ta phải tốn rất nhiều
đường dây để liên kết giữa các đòa điểm lại với nhau nhưng khi đi trên đường, lái xe
dù không thông thạo vùng này cứ đi dọc xa lộ là có thể tìm đến đòa điểm cần đến.
Rõ ràng với một BUS ta có thể liên kết nhiều thiết bò trong hệ vi xử lý lại với nhau
(mỗi thiết bò có thể xem như một đòa điểm trên đường giao thông còn xe mang
thông tin trao đổi giữa các thiết bò trong hệ thống).
Trang 59
Chương 3: Điều khiển theo chương trình
BUS
(đường giao
thơng)
Hình 3.14: Minh hoạ BUS thông qua hình ảnh đường giao thông.
Dựa vào tính chất thông tin tải trên Bus, người ta phân làm ba loại chính:
o Tuyến đòa chỉ: đây là bus 1 chiều, được sử dụng để xác đònh đòa chỉ của
vùng nhớ trong bộ nhớ bán dẫn, nơi mà bộ nhớ chọn để truy xuất dữ liệu.
o Tuyến điều khiển: đây là bus 1 chiều nhưng hình vẽ tổng quan thì xem như
hai chiều. Tuyến này xác đònh việc đọc hay viết dữ liệu trên bộ nhớ bán dẫn.
Cụ thể, dữ liệu được viết vào vùng nhớ được chọn hay từ đó xuất đi. Ngoài ra,
cho phép bộ nhớ ngưng làm việc (treo: không dùng đến) cũng do tín hiệu
trên tuyến điều khiển này quyết đònh.
o Tuyến dữ liệu: đây là bus 1 chiều với ROM và là 2 chiều với các bộ nhớ
khác, được sử dụng để mang dữ liệu từ vùng nhớ được chọn bởi tuyến đòa chỉ
trong bộ nhớ đến các thiết bò khác như CPU, ROM, RAM và các cổng
nhập/xuất (I/O) trong hệ thống.
Thời gian truy xuất (Access Time) là thời gian cần thiết để thực hiện hoạt
động đọc, nghóa là thời gian từ lúc bộ nhớ nhận được đòa chỉ mới ở đầu vào cho đến
khi dữ liệu đã sẵn sàng cho đầu ra. Ký hiệu at hay t
ACC
.
Dung lượng (Capacity): Nói lên số bit tối đa có khả năng lưu trữ trong bộ nhớ.
Ví dụ có một bộ nhớ lưu trữ được 2048 từ 8 bit. Như vậy bộ nhớ có dung lượng của
bộ nhớ là 2048 x 8, trong đó đại lượng thứ nhất (2048) là tổng số từ, và đại lượng
thứ hai (8) là số bit trong mỗi từ (kích cỡ từ). Số từ trong bộ nhớ thường là bội số
c
ủa 1024.
Cho ví dụ đơn giản minh hoạ về nguyên tắc hoạt động của bộ nhớ bán dẫn:
khi bạn muốn gởi một lá thư cho bạn mình đang sống ở Pháp, bạn phải ghi đòa chỉ
của bạn mình vào bì thư: đó chính là thông tin trên tuyến đòa chỉ, xác đònh nơi mà
lá thư của bạn sẽ đến; viết vào thư những thông tin mà mình muốn gởi rồi cho vào
bì thư dán lại: đó là thông tin trên tuyến dữ liệu; đến bưu điện để xác nhận việc
mình sẽ gởi lá thư đó sang Pháp theo đòa chỉ ghi trên bì thư: đó là thông tin yêu cầu
Trang 60
Chương 3: Điều khiển theo chương trình
đặt trên tuyến điều khiển. Như vậy việc trao đổi thông tin trên bộ nhớ bán dẫn cũng
tương tự như việc trao đổi thư từ theo dạng truyền thống mà thôi! Sự phối hợp nhòp
nhàng giữa 3 tuyến sẽ giúp bộ nhớ hoàn thành tốt công việc của mình: lưu trữ và
trao đổi thông tin.
Hình 3.15: Hình ảnh minh hoạ việc truy xuất dữ liệu trong bộ nhớ bán dẫn
Để minh hoạ việc truy xuất dữ liệu trong bộ nhớ bán dẫn, có thể mượn hình
ảnh tủ đựng hồ sơ trong các công sở (hình 3.15). Mỗi một hộc tủ trong tủ hồ sơ
được đánh số theo nguyên tắc như sau: chữ số đầu tiên (đánh theo hệ 16) của hộc
là con số chỉ thứ tự hàng của hộc này; chữ số đầu thứ hai (cũng đánh theo hệ 16)
của hộc là con số chỉ thứ tự cột của hộc này. Do đó mỗi một hộc tủ đều có một mã
đòa chỉ được ghi dưới dạng mã 16 riêng, chỉ ra vò trí của hộc trên tủ hồ sơ. Giả sử
khi muốn đưa một hồ sơ mới (dữ liệu) vào hộc tủ có mã số là 03, ta chỉ việc trùng
phùng từ hàng 0 với cột 3 là gặp hộc tủ này. Việc ghi hay nạp dữ liệu là tuỳ vào
tuyến điều khiển.
Khi số hộc tủ không đủ để giữõ số hồ sơ cần lưu trữ, người ta mua thêm một
tủ cùng loại với tủ cũ và việc đánh số đòa chỉ tương tự như cũ. Lúc này việc đánh số
phân biệt giữa 2 tủ giống như lập mã vùng trong thuê bao điện thoại: có thể xem tủ
thứ nhất là vùng 1 và tủ mới mua là vùng 2. Khi cần liên hệ dữ liệu trong cùng một
vùng thì không cần sử dụng mã vùng (giống như gọi điện thoại nội hạt), chỉ khi liên
hệ giữa hai vùng khác nhau lúc này mới sử dụng đến mã vùng (giống như gọi điện
thoại liên tỉnh). Nghóa là hồ sơ khi trao đổi trong cùng một tủ, ta không cần sử dụng
thêm một số nào trong mã đòa chỉ nhưng muốn chuyển hồ sơ từ tủ này sang tủ kia
bắt buộc phải sử dụng thêm một con số nữa trong mã đòa chỉ (tương tự như mã
vùng khi gọi điện thoại). Cụ thể, tủ cũ thêm số 0 vào bên trái của mã đòa chỉ còn tủ
mới thêm số 1 vào bên trái của mã đòa chỉ. Như vậy 001; 011; 034; 075 … là các
đòa chỉ của các hộc trong tủ cũ và 101; 111; 134; 175 là các đòa chỉ của các hộc
trong tủ mới (cùng vò trí vật lý nhưng khác tủ). Minh hoạ trên hình 3.16.
Trang 61
Chương 3: Điều khiển theo chương trình
Hình 3.16: Hình ảnh minh hoạ việc truy xuất dữ liệu trong bộ nhớ bán dẫn
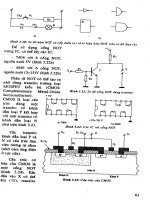
Minh hoạ việc đánh số trên qua hình 3.17. Bên trái là một số điện thoại
thật, tương ứng với bên phải là cách đánh số đòa chỉ trong bộ nhớ bán dẫn theo mã
hexa.
Hình 3.18 minh hoạ một bộ nhớ RAM trong chương trình mô phỏng SMS
32v23 (trình bày ở chương 4) trình bày nội dung và cách đánh đòa chỉ cho từng ô
nhớ chứa nội dung như cách thức ở tủ hồ sơ vừa nêu ở trên.
Hình 3.17: Minh hoạ việc đánh số trên vùng đòa chỉ của bộ nhớ bán dẫn.
Trang 62
Chương 3: Điều khiển theo chương trình
Hình 3.18: Bộ nhớ RAM trong chương trình mô phỏng SMS 32v23
Hiện nay do công nghệ chế tạo bộ nhớ ngày một phát triển và hoàn thiện, dung
lượng và tốc độ của bộ nhớ trang bò cho PLC ngày càng tăng thoả mãn gần như tất
cả các yêu cầu đòi hỏi của các dây chuyền công nghệ hiện đại.
3.2.3 Khối vào / ra
Điện áp làm việc trong mạch điều khiển của PLC khá nhỏ (thường là 5 hay
15 VDC), trong khi yêu cầu thực tế có thể đòi hỏi điện áp, dòng điện làm việc lớn
hơn. Bắt buộc PLC phải có một thiết bò giao tiếp : chính là khối I/O (Input/Output
Unit). Khối vào/ra này có nhiệm vụ cho phép PLC có thể kích trực tiếp một số thiết
bò, phụ tải mà không cần phải ráp thêm các mạch điện phụ trợ. Mỗi đầu vào/ra đều
có đánh số giúp quá trình nhận dạng khi thao tác trên PLC được dễ dàng.
3.2.4 Thiết bò lập trình
Thông thường, người ta trang bò các máy tính các nhân (PC) để làm thiết bò
lập trình cho PLC vì CPU mạnh, bộ nhớ lớn, màn hình chất lượng cao và giá cả
ngày càng hạ. Trong công nghiệp đôi lúc người ta sử dụng VDU (Visial Display Unit)
với đầy đủ bàn phím và màn hình và các hiển thò hỗ trợ việc lập trình. Ngoài ra, để
tiện cho việc lập trình một cách cơ động, người ta sử dụng bộ lập trình cầm tay
(hand set). Kích thước nhỏ gọn của thiết bò lập trình này giúp việc lập trình khi bảo
dưỡng sửa chữa rất tiện lợi.
3.3 CƠ CHẾ HOẠT ĐỘNG PLC
Trang 63
Trong phần sau sẽ nói cụ thể hơn về ngôn ngữ lập trình và cách viết chương
trình cho PLC. Ở đây chỉ giới thiệu sơ qua một dạng ngôn ngữ lập trình với một
Chương 3: Điều khiển theo chương trình
chương trình cụ thể chủ ý để minh hoạ cho cơ chế làm việc của một bộ PLC thực
tế.
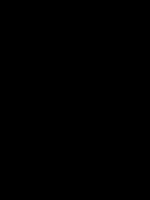
Để khảo sát ngôn ngữ dòng lệnh (STL: Statement Logic), ta hãy quan sát sơ
đồ điều khiển đóng/cắt động cơ điện sử dụng các thiết bò cơ khí thông dụng như
hình 3.19.
Hình 3.19: Mạch đóng/cắt động cơ điện sử dụng thiết bò cơ khí.
Để gán tên cho các phần tử trong mạch điện trên vào PLC, người ta dựa vào
ký hiệu các ngõ vào/ra của từng nhà sản xuất PLC để gán tên cho các phần tử trong
mạch. Một số hãng PLC thông dụng tại Việt nam có cách quy ước như sau:
- Các PLC series F (ví dụ FX2C; FX2N …) của hãng MITSUBISHI các ngõ ra/vào
được đánh số theo hệ 8 (octal) và mẫu tự X cho ngõ vào và Y cho ngõ ra . Ví
dụ:
24 ngõ vào: X000 – X007; X010 – X017; X020 – X027
16 ngõ ra: Y000 – Y007; Y010 – Y017
- Các PLC của SIEMENS sử dụng mẫu tự I cho ngõ vào và Q cho ngõ ra. Ví dụ :
24 ngõ vào: I0.0 – I0.7 ; I1.0 – I1.7; I2.0 – I2.7
16 ngõ ra: Q1.0 – Q1.7; Q2.0 – Q2.7
- Các PLC của OMROM sử dụng mẫu tự X cho ngõ vào và Y cho ngõ ra. Ví dụ :
24 ngõ vào: I0.0 – I0.7 ; I1.0 – I1.7; I2.0 – I2.7
16 ngõ ra: Q1.0 – Q1.7; Q2.0 – Q2.7
Giả sử lấy PLC FX2C lập trình, ta gán cho tiếp điểm D là ngõ vào X000 ; M
là X001 và K với ngõ ra Y000. Ta có chương trình điều khiển nạp vào PLC dạng
ngôn ngữ STL như sau :
LD X001
OR Y000
AND X000
OUT Y000
END
Với đoạn chương trình này, sau khi nạp vào bộ nhớ chính qua thiết bò nạp
trình, ta hãy xem cách thức xử lý của PLC FX2C như sau:
Trang 64
Chương 3: Điều khiển theo chương trình
PLC hoạt động đưa trên nền tảng của bộ vi xử lý nên cách thức hoạt động
giữa chúng rất giống nhau. Điểm khác nhau cơ bản giữa chúng chính là PLC được
thiết kế chuyên dùng cho điều khiển còn vi xử lý được sử dụng đa mục đích. Tuỳ vào
chương trình đã nạp trong bộ nhớ chính, PLC sẽ thực thi các lệnh giúp hệ thống
làm việc theo chương trình đã cài đặt sẵn trong bộ nhớ này.
Hình 3.20: Cơ chế hoạt động trong PLC.
Khi PLC được đặt ở chế độ chạy chương trình, bộ đếm chương trình PC chỉ
ra đòa chỉ 0000
H
: vò trí lệnh đầu tiên trong bộ nhớ chính chưa chương trình điều
khiển được nạp theo chương trình hoạt động hiện tại trên máy, giả sử chương trình
như trên hình 3.20 Lúc này CPU sẽ lấy lệnh LD X000 từ bộ nhớ chính, và thực thi
lệnh này. Lệnh LD X000 yêu cầu CPU kiểm tra trạng thái của ngõ vào X000. Sau khi
thực hiện xong lệnh này, trạng thái ngõ vào X000 được lưu vào trong bộ đệm ngõ
vào. Nghóa là trạng thái của ngõ vào X000 được nhớ tạm trong RAM và chờ tương
tác với các ngõ khác (nếu có) để thể hiện trên các ngõ ra … Trong lúc này bộ đếm
chương trình tự động tăng thêm 1 để chỉ ra lệnh kế tiếp nằm dưới lệnh X000 có đòa
chỉ là 0001
H
. Đó chính là lệnh AND X001. CPU lại tiếp tục thực thi lệnh AND X001
tương tự như đối với lệnh LD X000, kết quả là trạng thái ngõ vào X001 được nạp vào
RAM và thực hiện hàm logic AND với trạng thái của ngõ vào X000, xong lưu kết quả
tạm thời này ở RAM. Quá trình cứ như thế mà tiếp diễn: PC tuần tự tăng dần giá trò
để CPU thực thi từng lệnh trong bộ nhớ chính cho đến khi thực thi hết chương trình
trong bộ nhớ chính, tức là gặp lệnh END. Bộ đếm chương trình PC đặt lại 0000
H
,
chương trình lại thực thi lại từ đầu: có nghóa là lập đi lập lại theo các chu kỳ liên tục.
Do tần số quét qua các lệnh của CPU rất cao do đó bất cứ một sự thay đổi nào của
các ngõ vào hoặc ra đều được PLC ghi nhận và xử lý theo chương trình được ghi
trong bộ nhớ chính.
Trang 65
Chương 3: Điều khiển theo chương trình
Đôi khi bộ đếm chương trình PC không tự động tăng lên 1 như thường lệ có
khả năng nó gặp lệnh nhảy, lúc này CPU sẽ nhảy qua một đoạn chương trình cụ thể
nào đó do chương trình trong bộ nhớ chính yêu cầu.
3.4 LẬP TRÌNH TRÊN PLC
3.4.1 Giới thiệu ngôn ngữ lập trình
Máy và người không cùng ngôn ngữ, do đó muốn máy hiểu được chương trình do
người viết ra buộc phải viết bằng ngôn ngữ máy (dạng mã máy): ngôn ngữ cấp
thấp. Nhưng mã máy lại chỉ toàn những con số nên rất khó khăn trong việc viết và
sửa chữa chương trình. Vì vậy, thay vì viết bằng ngôn ngữ máy người ta tạo nên các
ngôn ngữ lập trình gần vơiù ngôn ngữ người (ngôn ngữ cấp cao) để thuận tiện trong
việc lập trình trên PLC. Ở đây thường sử dụng 3 dạng thức sau:
- Ngôn ngữ dòng lệnh (Statement Logic: STL): đây là sơ đồ liệt kê theo dạng
từng dòng lệnh trình bày dạng từng câu trong văn bản. Đây là một ngôn ngữ
cơ bản, dễ dùng vì nó giống như các ngôn ngữ lập trình khác như lập trình
cho vi xử lý vi điều khiển … Vì thế, những người đã biết ngôn ngữ lập trình
loại khác, thường sử dụng dạng soạn thảo này.
- Ngôn ngữ sơ đồ khối (Function Block Diagram: FBD): Sơ đồ trình bày theo
các khối chức năng. Ký tự trong hộp cho biết chức năng của khối đó. Ngôn
ngữ lập trình này có ưu điểm là một người không chuyên lập trình PLC như
một kỹ thuật viên ngành công nghệ thông tin vẫn có thể sử dụng tốt dạng
soạn thảo này.
- Ngôn ngữ dạng sơ đồ hình thang (Ladder: LAD): Ngôn ngữ này trình bày
dưới dạng đồ hoạ cho phép nhập chương trình có dạng như một sơ đồ mạch
điện tiếp điểm cơ khí, rơ-le. Đây là ngôn ngữ gần với người sử dụng nhất
trong 3 ngôn ngữ. Những người quen với kỹ thuật điều khiển thường dùng
dạng ngôn ngữ này.
Có thể minh hoạ vò trí của 3 ngôn ngữ trong kỹ thuật lập trình như hình 3.21
Ngơn ngữ dòng lệnh
Ngơn ngữ LADDER Ngơn ngữ sơ đồ khối
Trang 66
Chương 3: Điều khiển theo chương trình
Hình 3.21: Ba ngôn ngữ lập trình PLC.
Qua giới thiệu như trên, ta nhận thấy mỗi ngôn ngữ điều có những thuận lợi
riêng nhưng chỉ có ngôn ngữ LADDER là thông dụng nhất vì hai ngôn ngữ kia mỗi
một hãng PLC đều có một cấu trúc khác nhau riêng LADDER thì tương tự. Nếu một
nhà máy hay một thiết bò cùng lúc sử dụng nhiều PLC của nhiều hãng khác nhau thì
việc sử dụng lẫn lộn như thế là rất phiền.
3.4.2 Các lệnh cơ bản của sơ đồ bậc thang (Ladder Diagram)
Thành phần luôn luôn phải có trong sơ đồ gọi là power bus, là nơi dẫn
nguồn điện (tưởng tượng) đi vào và đi ra sơ đồ
Từ power bus này, các thiết bò trong mạch điều khiển sẽ được lắp vào bên
phải của nó để hình thành mạch điều khiển có nguyên lý làm việc giống như một
mạch điều khiển thật sử dụng các thiết bò điều khiển dạng cơ khí bên ngoài.
3.4.2.1 LD
Lệnh LD nối vào bên phải của power bus sẽ khởi đầu một network của sơ đồ
Ladder Diagram. Số ghi phía trên ký hiệu lệnh là đòa chỉ thông số của lệnh.
00000
LD 00000
3.4.2.2 OUT
Lệnh OUT giống như một relay chấp hành đưa ra kết quả logic của các lệnh
đi trước vào một tiếp điểm (bit) OUTPUT.
chương trình trên kết quả logic của lệnh LD 00000 (tiếp điểm đóng mở) sẽ
điều khiển đầu ra là tiếp điểm 01000.
Khi nhập đoạn chương trình trên vào PLC, phải đảm bảo đang ở chế độ
Program Mode và cuối chương trình phải có lệnh END.
Trang 67
Chương 3: Điều khiển theo chương trình
Sau đó chuyển sang chế độ Monitor hoặc RUN để chạy. Bật thử công tắc
00000 sẽ khiến đầu ra 01000 cũng bật sáng.
chương trình sau, khi bật công tắc 00000 (công tắc thứ nhất trên bộ
Training CPM1), đầu ra CH010.00 sẽ được bật lên ON.
Trang 68
3.4.2.3 AND
Lệnh AND sẽ tạo ra một logic giống như hình dưới đây:
Ơ ûví dụ trên, việc nối tiếp 2 điều kiện logic A và B sẽ đòi hỏi cả A và B đều
tác động (đóng) thì đèn C đầu ra mới sáng. Dưới đây là một Ladder Diagram có
dùng lệnh AND.
00000
0000
0
0000
0
0000
1
Lúc này, khi bật công tắc CH000.00 đồng thời bật công tắc CH000.01 thì
đèn ở đầu ra Output 010.00 mới sáng
00000
0000
1
Chương 3: Điều khiển theo chương trình
3.4.2.4 OR
Lệnh OR sẽ tạo ra một logic giống như hình dưới đây:
Ơ û ví dụ trên, việc nối song 2 điều kiện logic A và B sẽ chỉ đòi hỏi hoặc A
hoặc B tác động (đóng) thì đèn C ở đầu ra sẽ sáng. Dưới đây là một Ladder
Diagram có dùng lệnh OR.
00000
0000
1
Lúc này, khi bật công tắc CH000.00 thì đèn đầu ra Output 010.00 sẽ sáng.
Hoặc khi bật công tắc CH000.01 thì đèn đầu ra Output 010.00 sẽ sáng.
0000
1
0000
0
0000
1
Trang 69
Chương 3: Điều khiển theo chương trình
Hoặc khi bật công tắc CH000.00 đồng thời bật công tắc CH000.01 thì bóng
đèn đầu ra Output 010.00 cũng sẽ sáng.
0000
0
3.4.2.5 AND LD
Lệnh AND LD được dùng để xây dựng các khối logic phức tạp hơn bằng cách
ghép chúng nối tiếp với nhau.
Giả sử ta có một đoạn chương trình như dưới đây, trong đó đầu ra 01000 sẽ
bật khi đầu vào 00000 hoặc 00001 và 00002 bật.
0000
0
0000
1
0000
2
Nếu bây giờ điều kiện trên có thêm đầu vào 00003 như dưới đây:
0000
0
Việc nhập vào đoạn chương trình này đòi hỏi phải chia nó ra làm 2 khối nối
tiếp nhau
0000
0
Trang 70
Chương 3: Điều khiển theo chương trình
Sau đó nhập vào riêng rẽ các lệnh cho từng khối và nối 2 khối lại với nhau
bằng lệnh AND LD
3.4.2.6 OR LD
Lệnh OR LD được dùng để xây dựng các khối logic bằng cách ghép chúng
song song với nhau.
Giả sử ta có một đoạn chương trình như dưới đây, trong đó đầu ra 01000 sẽ
bật khi đầu vào 00000 và 00001 hoặc 00002 bật.
0000
1
0000
2
0000
0
Nếu bây giờ điều kiện trên có thêm đầu vào 00003 như dưới đây:
Để nhập vào đoạn chương trình này ta phải chia nó ra làm 2 khối con nối
song song với nhau như dưới đây:
Trang 71