Bài giảng nguyên lý cắt gọt gỗ : Nguyên lý và công cụ phay part 5 docx
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (2.74 MB, 9 trang )
4.3. Nhân tố chủ yếu ảnh hưởng đến độ nhẵn bề mặt gia công
a. ảnh hưởng của tốc độ quay, đường kính, số răng
và tốc độ đẩy đến độ nhấp nhô
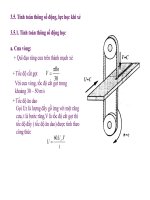
R là bán kính của lưỡi phay;
là vận tốc góc của lưỡi phay;
t là thời gian cần thiết để răng
cắt quay được góc t;
U
z
là lượng ăn dao của mỗi răng
(ở đây bằng với độ dài của gợn
sóng).
Xem C U
z
, t rất nhỏ, độ cao
gợn sóng (độ mấp mô chuyển
động) có thể tính theo công thức:
)(
4
8
22
mm
D
U
R
U
y
zz
z
n
U
U
z
.
1000
b. Ảnh hưởng của độ chính xác vị trí lưỡi cắt và độ chính xác của chuyển động
Dù đỉnh răng đều nằm
trên một đường tròn,
do độ chính xác chế
tạo và lắp đặt có hạn,
nên khi quay đều có
dao động trên phương
đường kính, dao động
này làm cho mỗi lưỡi
cắt cắt ra các phoi có
độ dày khac nhau. Lí
thuyết chứng minh, sai
số độ dày lớn nhất như
sau:
)(
180
sin.2
max
mm
z
ea
o
Ảnh hưởng của lượng lệch tâm
đến độ mấp mô bề mặt
e – lượng lệch tâm của lưỡi phay (mm);z – số răng cắt.
Lượng thay đổi của độ dày phoi càng lớn thi độ mấp mô bề mặt càng lớn.
c. Ảnh hưởng của lượng ăn dao Uz và góc nghiêng lưỡi cắt đến độ mấp mô bề mặt
Trong phay dọc ngược thớ (o< 90
o
)
Quan hệ của các góc gắp thớ ban đầu đến độ mấp mô ymax
trong phay dọc ngược thớ
(a) Gỗ Cáng lò (b) Gỗ thông
Khi Uz tăng lên trong tất cả các trường hợp thì ymax đều tăng.
Quan hệ giữa ymax với o khi Uz thay đổi
Quan hệ của ymax với
o
trong các trường hợp U
z
khác nhau, khi 0 <
o
< 90
o
.
Dối với hầu hết các giá trị Uz,
khi
o
khoảng 30
o
thì ymax
đều có giá trị cực đại. Khi Uz
giảm ymax cũng giảm, khi Uz
giảm đến 0,12mm độ mấp mô
gần như không đổi. Có trường
hợp này là do khi Uz rất nhỏ,
phoi cắt ra trong trường hợp
này là dạng dải mỏng, phoi
trong trường hợp không nứt
tách, chất lượng phoi gần như
không chịu ảnh hưởng của
chiều thớ gỗ.
d. Ảnh hưởng của góc trước
đến độ mấp mô bề mặt
Xet lực tác dụng lên mặt trước dao cắt
Các lực tác dụng lên mặt trước răng cắt
Góc hợp giữa hợp lực F
R
với phương hướng cắt gọt
gọi là góc tác dụng
= -
o
o
– góc ma sát, tan
o
= ; là hệ số ma sát giữa
mặt trước dao và phoi
Khi phay dọc, Fy là lực chủ yếu tạo thành
vết nứt trước. Để tránh nứt trước thì giá
trị cần tiếp cận với 0 hoặc có giá trị âm.
Vì thế có thể giảm góc trước .
Quan hệ giữa độ mấp mô
với góc trước
Trường hợp phay ngang
Phan lực theo phương song song với vận tốc
đẩy Fx là nhân tố chủ yếu tạo thành nứt đầu
Nứt đầu khi phay ngang
Quan hệ giữa góc trước
và độ sâu vết nứt không đầu
Kết quả nghiên cứu cắt gọt cơ bản cho thấy,
Fx giảm khi tăng, mức độ nứt đầu cũng
giảm theo. Trên thực tế gia công cắt gọt chỉ
sử dụng trong khoảng 30
o
~50
o
là do khi
quá lớn dẫn đến giảm cường độ lưỡi cắt.
e. Ảnh hưởng của vận tốc cắt tới độ mấp mô bề mặt
Ảnh hưởng của vận tốc cắt đến độ mấp mô bề mặt
(a) Phay thuận thớ (b), (c) Phay dọc
Theo nghiên cứu hiện có, khi cắt gọt gỗ
vận tốc cắt gọt có ảnh hưởng không rõ
ràng đến lượng mấp mô bề mặt gia
công.
Khi công cụ cắt cùn, độ tù tăng lên,
vùng biến dạng và lực nén do lưỡi cắt
tạo ra trên bề mặt gia công tăng lên,
điều này không những dẫn đến bề mặt
mấp mô do đàn hồi tăng lên, hơn nữa do
lực ma sát tăng lên còn dẫn đến hiện
tượng sợi gỗ bị bong lên nhưng lại
không cắt đứt nó, làm cho bề mặt gia
công sù lông làm tăng độ mấp mô bề
mặt.
f. Ảnh hưởng của mức độ cùn của
công cụ cắt đến độ mấp mô bề mặt
Trong trường hợp phay ngang không có thiết bị nén
Quan hệ giữa lượng ăn dao mỗi răng
với độ mấp mô bề mặt trong phay đầu
Sự nứt đầu gỗ là nhân tố gây mấp mô chủ yếu
(độ sâu vết nứt). Chiều sâu vết nứt tăng rất
nhanh khi Uz tăng, thậm chí khi Uz = 0,1mm hiện
tượng nứt đầu là không thể tránh khỏi. Có hiện
tượng này là do khi Uz rất nhỏ, phoi cắt gọt tuy
rất mỏng nhưng lực ma sát với mặt sau dao tăng
lên rất nhiều, mà lực ma sát mặt sau dao là
nguyên nhân tạo ra hiện tượng nứt đầu.
Khi phay cạnh bang dao nghieng
Quan hệ giữa góc nghiêng lưỡi cắt
với độ mấp mô bề mặt khi phay cạnh
Quan hệ của góc nghiêng với độ mấp mô bề
mặt trong phay cạnh khi Uz = 1,6mm, có thể
thấy khi = 0, chất lượng gia công là xấu nhất.
Giá trị ymax giảm rõ ràng khi tăng. Khi hiệu
quả gia công tốt nhất. Nhưng để đạt được =
20
o
~25
o
đối với lưỡi phay lắp ráp tạo mộng mà
nói thì rất khó thực hiện. Do vậy đối với loại dao
phay này thường lấy = 10
o
~12
o
.
1
2
3
n
U
1