Bài giảng nguyên lý cắt gọt gỗ : Nguyên lý và công cụ bóc – tiện gỗ part 4 docx
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (1.62 MB, 9 trang )
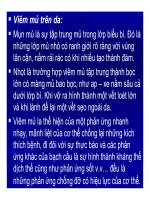
Dao bóc có lưỡi dạng lượn sóng
như hình a để bóc ván trang sức
có dạng lượn sóng. Trong
trường hợp này là cắt gọt quá
độ từ cắt bên sang cắt ngang, vì
thế tạo thành ván mỏng có hình
lượn sóng rất đẹp.
Thước nén trường hợp này
cũng phai có dạng lượn sóng
như hình b.
Dao bóc và thước nén đặc biệt
(a) Lưỡi dao (b) Thước nén
b. Thước nén:
Thước nén thường dùng có thể chia thành 3 loại: thước không có rãnh như hình a,
thước có rãnh bu lông chìm hình b, thước có rãnh hình dạng đặc biệt như hình c.
Loại hình thước nén
(a) Thước nén không có rãnh (b) Thước nén có rãnh vít chìm (c) Thước nén có rãnh đặc biệt
Thước nén đều được chế tạo từ thép T8A, T9A. Sau khi qua xử lý nhiệt phần lưỡi
làm việc của thước nén có độ cứng là HRC28-48. Chiều dài thước nén nên tương
ứng với chiều dài của dao bóc, bề rộng là 50~80mm, độ dày là 10~15mm.
NÕu c¨n cø vµo tiÕt diÖn, thước nén chia làm 3 loại : thước lăng tròn, thước lăng
nghiêng và thước trụ lăn như hình.
Hình dạng tiết diên thước nén
(a) Thước nén lăng tròn (b) Thước nén lăng nghiêng (c) Thước nén trụ
Diện tích tiếp xúc của thước nén lăng tròn với khúc gỗ nhỏ, tập trung ứng lực,
thích hợp sử dụng với trường hợp mức độ nén nhỏ, ván mỏng mỏng, gỗ cứng.
Diện tích tiếp xúc của thước nén lăng kính nghiêng với khúc gỗ lớn, thích hợp sử
dụng với trường hợp mức độ nén lớn, ván mỏng tương đối dày, gỗ khá mềm.
Diện tích tiếp xúc của thước nén trụ lăn lớn hơn, thích hợp trong trường hợp bóc
gỗ mềm và ván mỏng dày
Ngoài 3 loại thước nén trên còn đang nghiên cứu loại thước nén miệng phun. Dung
dịch phun thường sử dụng dòng khí nén ở nhiệt độ thường, có loại sử dụng hơi
nước. Loại thước nén này vừa có thể gia áp vừa có thể gia nhiệt, từ đó tiết kiệm
được công đoạn xử lý nhiệt gỗ.
- Tham số chủ yếu của thước nén
(1) Thước nén lăng tròn:
- góc mài thường dùng = 45~50
o
;
- bán kính lăng tròn r = 0,1~0,2mm;
- độ dày thước nén 12~15mm;
- chiều rộng 50~80mm.
(2) Thước nén lăng nghiêng: góc mài của
thước nén lăng nghiêng chia làm góc mài
mặt nghiêng chính
1
và góc mài lăng
nghiêng
2
.
Vị trí lắp đặt thước nén
lăng nghiêng
Góc mài mặt nghiêng chính 1, độ dày và bề rộng
thước nén đều giống với thước nén lăng tròn.
2
: hình thể hiện lưỡi dao bóc và biên nén của thước nén lăng nghiêng đều
lắp trên trục chính nằm ngang. Góc hợp bởi mặt trước dao và đường thẳng
đứng là i (tức góc cắt lắp dao), góc hợp bởi mặt trước thước nén và mặt
trước dao là , góc hợp giữa lăng nghiêng AB của thước nén với đường thẳng
đứng là ’ trở thành góc sau thước nén, thông thường ’ = 5~7
o
. Từ hình có
thể thấy quan hệ của
2
với các tham số góc như sau:
2
= 180
o
- (i + + ’)
Xác định b: trong hình tren, O là tâm quay cuả trục chính, cung EBDF biểu thị mặt
ngoài khúc gỗ. Chiều dài toàn bộ của lăng nghiêng AB đều tiếp xúc với gỗ, nên điểm
B nằm trên bề mặt khúc gỗ, còn điểm A thì nén vào gỗ. Độ sâu nén là AD. A’D là
chiều dày danh nghĩa S của ván mỏng. A’A là chiều dày thực tế của ván mỏng sau
khi nén.
100
.
''
S
SSAADAAD
o
Đường thẳng OC vuông góc với AB đi qua O, OCBA, nên chiều rộng thước nén
b = BC – AC.
Trong tam giác vuông OCA:
'sin
100
.
'sin)('sin
S
RADODOAAC
'sin
100
.
S
'sin
RAC
Trong đó: rất nhỏ có thể bỏ qua. Vậy
.
Trong tam giác OCB:
22222222
)()( ACADODRACOAROCOBBC
'sin
100
.
22
2
2
R
S
RR
2
22
100
.
100
.
2'sin
SS
RR
100
.
2'sin
22
S
RR
Thay AC và BC vào ta được:
'sin
100
.
2'sin
22
R
S
RRb
(3) Thước nén trụ lăn: sử dụng thép không rỉ hoặc vật liệu khác để chế tạo trục lăn,
đường kính 16~40mm, hai đầu trục lăn lắp vòng bi, chuyển động thông qua động
cơ điện hoặc chuyển động của khúc gỗ bóc.
c. Lắp đặt dao bóc
Lắp đặt dao bóc cần tạo ra khoảng cách tương
đối giữa lưỡi cắt và chấu kẹp chính xác, căn cứ
kích thước đường kính của khúc gỗ làm cho góc
sau thay đổi phù hợp với điều kiện bóc.
Sử dụng máy đo độ cao như hình để kiểm tra
độ chính xác lắp đặt.
Máy đo độ cao do thước thăng bằng 1, ống thép có
chia độ 3 và thanh liên kết 4 tạo thành. Khi kiểm tra
vị trí lưỡi cắt, đặt đầu tự do của thước thăng bằng
lên trục chấu 6; thanh liên kết đặt trên lưỡi cắt 5.
Thanh liên kết có thể điều chỉnh thông qua đầu điều
chỉnh 2 thu được độ cao H.
h
d
H
2
Trong đó: d – đường kính chấu kẹp (mm); h – độ cao lắp đặt (mm).
Sử dụng thước thăng bằng điều chỉnh sao cho lưỡi cắt 5 song song với đường nối tâm hai
trục chấu và đạt một độ cao h nhất định lúc này có thể cố định dao bóc.
Đối với máy bóc bóc khúc gỗ có
đường kính trung bình và nhỏ không
cần cơ cấu tự động điều tiết góc sau,
chỉ yêu cầu chiều cao lắp dao theo
bảng ben là có thể đảm bảo sự thay
đổi của góc sau trong khi bóc.
Loại hình giá dao
Đường kính khúc gỗ (mm)
Nhỏ hơn
300mm
Lớn hơn
300mm
Giá dao không có đường
trượt bổ trợ
0~-0,5 0~-1,0
Giá dao có đường trượt bổ trợ,
góc nghiêng = 1
o
30’
0~-0,5 0~-1,0
Giá trị tới hạn của độ cao đặt dao h
Khi bóc khúc gỗ có đường kính lớn cần thiết sử dụng
giá dao loại hai để thay đổi góc sau một cách đồng đều.
Khi biết góc cắt ban đầu và tham số lắp đặt cùng với tham số giá dao, có thể căn cứ công
thức tính toán góc độ dao bóc để tính góc quay lệch tâm . Dưới góc độ này dao bóc sẽ thu
được góc cắt cần thiết.
Để xác định góc cắt ban đầu trên giá dao có vô
lăng chuyên dùng, nhờ vào nó lắp đặt trục lệch
tâm để thu được góc quay ban đầu .
Khi thay đổi góc mài dao bóc nên điều chỉnh vị
trí giá dao. Trên thực tế có thể sử dụng phương
pháp kiểm tra góc sau lắp dao (1) để điều
chỉnh vị trí giá dao.
1
= +
a
+
m
. Khi
kiểm tra có thể sử dụng máy đo độ nghiêng hình
9-19.
Máy đo độ nghiêng
1- Vỏ ngoài 2- Thiết bị cân bằng
3- Tấm hình quạt 4- Trục liên kết
Khi lắp đặt dao bóc còn có thể sử dụng
phương pháp căn cứ vào góc tiến dao để
chỉnh dao. Góc tiến dao K là góc hợp bởi
mặt sau dao và đường nằm ngang đi qua
đỉnh lưỡi dao.
Độ lớn của góc tiến dao có quan
hệ với loại gỗ, độ dày ván mỏng. Góc tiến
dao thường dùng 89 o ~91o, đối với gỗ
cứng, ván mỏng dày góc tiến dao thường
nhỏ; đối với gỗ mềm, ván mỏng mỏng góc
tiến dao thường khá lớn, như hình 9-20.
Quan hệ giữa góc tiến dao K và độ dày ván mỏng
7.1.4.Một số yếu tố ảnh hởng trong quá trình bóc gỗ
a) Vị trí đặt dao (lợng nhô).
Giá trị x thích hợp trong khoảng 0.1 - 0.5 mm với h = 0.5 -2 mm