Coatings Technology Handbook 2010 Part 3 docx
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (866.53 KB, 19 trang )
Sunlight, Ultraviolet, and Accelerated Weathering
12
-3
of cycles, or the reproducibility of results. For simulations of direct sunlight, artificial light sources should
be compared to what we call the “solar maximum” condition: global, noon sunlight, on the summer
solstice, at normal incidence. The solar maximum is the most severe condition met in outdoor service,
and, as such, it controls which materials will fail. It is misleading to compare light sources against “average
optimum sunlight,” which is simply an average of the much less damaging March 21 and September 21
equinox readings. In this chapter, graphs labeled “sunlight” refer to the solar maximum: noon, global,
midsummer sunlight. Despite the inherent variability of solar UV, our measurements show surprisingly
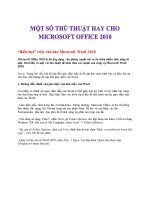
little variation in the solar maximum at different locations. Figure 12.3 shows measurements of the solar
maximum at three widely varied locations.
FIGURE 12.2
Seasonal variation of sunlight UV.
FIGURE 12.3
Solar maximum at three locations.
400380360340320300280260
1.2
1.0
0.8
0.6
0.4
0.2
0.0
Wavelength (nm)
Irradiance (W/m
2
/nm)
December
June
March
Equinox
400380360340320300280260
1.2
1.0
0.8
0.6
0.4
0.2
0.0
Wavelength (nm)
Irradiance (W/m
2
/nm)
Kitt Peak 6/86
Cleveland 6/86
Miami 6/87
DK4036_book.fm Page 3 Monday, April 25, 2005 12:18 PM
© 2006 by Taylor & Francis Group, LLC
12
-4
Coatings Technology Handbook, Third Edition
12.3.1 The Importance of Short-Wavelength Cutoff
Photochemical degradation is caused by photons of light breaking chemical bonds. For each type of
chemical bond, there is a critical threshold wavelength of light with enough energy to cause a reaction.
Light of any wavelength shorter than the threshold can break the bond, but longer wavelengths of light
cannot break it, regardless of their intensity (brightness). Therefore, the short-wavelength cutoff of a
light source is of critical importance. For example, if a particular polymer is sensitive only to UV light
below 295 nm (the solar cutoff point), it will never experience photochemical deterioration outdoors. If
the same polymer is exposed to a laboratory light source that has a special cutoff of 280 nm, it will
deteriorate. Although light sources with spectra that include the shorter wavelengths produce faster tests,
there is a possibility of anomalous results if a tester has a wavelength cutoff too far below that of the
material’s end-use environment.
12.4 Arc-Type Light Sources
12.4.1 Enclosed Carbon Arc (ASTM G 153)
The enclosed carbon arc has been used as a solar simulator in accelerated weathering and lightfastness
testers since 1918. Many test methods still specify its use. When the light output of this apparatus is
compared to sunlight, some deficiencies become obvious. Figure 12.4 compares the UV spectral energy
distribution of summer sunlight (solar maximum) to that of the enclosed carbon arc. The UV output
of the enclosed carbon arc primarily consists of two very large spikes of energy, with very little output
below 350 nm. Because the shortest UV wavelengths are the most damaging, the enclosed carbon arc
gives very slow tests on most materials and poor correlation on materials sensitive to short-wavelength UV.
12.4.2 Sunshine Carbon Arc (Open Flame Carbon Arc: ASTM G 152)
The introduction of the sunshine carbon arc in 1933 was an advantage over the enclosed carbon arc.
D filters). While the match with sunlight is superior to the enclosed carbon arc, there is still a very large
spike of energy, much greater than sunlight, at about 390 nm.
A more serious problem with the spectrum of the sunshine carbon arc is found in the short wave-
shows solar maximum versus sunshine carbon arc between 260 and 320 nm. The carbon arc emits a
FIGURE 12.4
Enclosed carbon arc and sunlight.
400380360340320300280260
12
10
8
6
4
2
0
Wavelength (nm)
Irradiance (W/m
2
/nm)
Enclosed
Carbon Arc
Sunlight
DK4036_book.fm Page 4 Monday, April 25, 2005 12:18 PM
© 2006 by Taylor & Francis Group, LLC
Figure 12.5 plots the UV SED of summer sunlight against the SED of a sunshine carbon arc (with Corex
lengths. To illustrate this, a charge of scale is necessary to expand the low end of the graph. Figure 12.6
12
-6
Coatings Technology Handbook, Third Edition
Another type of xenon arc filter that is intended to simulate sunlight through window glass is the Window
Glass Filter. It is typically used to test products with a primary service life that will be indoors. Figure 12.8
shows the SPD of noon summer sunlight behind glass compared to a xenon arc with a Window Glass Filter.
12.4.3.2 Xenon Arc Moisture
The xenon arc uses a system of intermittent water spray to simulate the effects of rain and dew. The
water-spray cycle is especially useful for introducing thermal shock and mechanical erosion.
12.4.3.3 Effect of Irradiance Setting
Modern xenon arc models, including the Q-Sun, have a light monitoring system to compensate for the
inevitable light output decay due to lamp aging. The operator presets a desired level of irradiance or
brightness. As the light output drops off, the system compensates by increasing the wattage to the xenon
2
how these two irradiance settings compare to noon summer sunlight.
Several different sensors to measure and control irradiance are available (depending on the manufac-
turer): 340 nm, 420 nm, TUV (total ultraviolet), or total irradiance. The difference between these sensors
is the wavelength or wavelength band at which they control the irradiance, and the wavelength or
wavelength band to which they are calibrated (through a NIST-traceable calibration radiometer).
FIGURE 12.7
Xenon arc with Daylight Filter versus sunlight.
FIGURE 12.8
Xenon arc with Window Glass Filter versus sunlight through window glass.
400380360340320300280260
1.2
1.0
0.8
0.6
0.4
0.2
0.0
Wavelength (nm)
Irradiance (W/m
2
/nm)
Sunlight
Xenon with
Daylight Filter
400380360340320300280260
1.2
1.0
0.8
0.6
0.4
0.2
0.0
Wavelength (nm)
Irradiance (W/m
2
/nm)
Sunlight through
Glass
Xenon with
Window
Glass Filter
DK4036_book.fm Page 6 Monday, April 25, 2005 12:18 PM
© 2006 by Taylor & Francis Group, LLC
burner. The most common irradiance settings are 0.35 or 0.55 W/m /nm at 340 nm. Figure 12.9 shows
12
-8
Coatings Technology Handbook, Third Edition
40 is in the UV-B portion of the UV spectrum, along with some UV-A. This lamp has demonstrated
good correlation to outdoor exposure for the gloss retention on coatings
5
and for the material integrity
of plastics. However, the short-wavelength output below the solar cutoff can occasionally cause anomalous
results, especially for color retention of plastics and textile materials.
6
12.5.2 UVB-313 Lamp (ASTM G 154)
Introduced in 1984, the UVB-313 is essentially a second-generation FS-40. It has the same SED as the
FS-40, but its output is higher and more stable. Figure 12.11 plots the solar maximum against the UVB-
313 and the FS-40. Because of its higher output, the UVB-313 gives significantly greater acceleration over
the FS-40 for most materials. With the exception of the automotive industry, the UVB-313 is the most
widely used light source for the ASTM G 154 devices.
FIGURE 12.10
Xenon spectrum change due to aging.
FIGURE 12.11
UVB-313 and FS-40.
610 660560510460410360310260
1.2
1.4
1.6
1
0.8
0.6
0.4
0.2
0
Wavelength (nm)
Irradiance
636 Hours
400 Hours
20 Hours
0 Hours
Xenon Spectrum Change
due to Burner/Filter Aging
400380360340320300280260
1.2
1.0
0.8
0.6
0.4
0.2
0.0
Wavelength (nm)
Irradiance (W/m
2
/nm)
Sunlight
UVB-313
FS-40
DK4036_book.fm Page 8 Monday, April 25, 2005 12:18 PM
© 2006 by Taylor & Francis Group, LLC
Sunlight, Ultraviolet, and Accelerated Weathering
12
-9
12.5.3 UVA-340 Lamp (ASTM G 154)
The UVA-340 was introduced in 1987 to enhance correlation in the G 154 devices. Figure 12.12 shows
the UVA-340 compared to the solar maximum. This lamp is an excellent simulation of sunlight in the
critical short-wavelength UV region, from about 365 nm, down to the solar cutoff of 295 nm. Because
the UVA-340 eliminates the short-wavelength output (i.e., five output lower than sunlight), which can
cause unnatural test results, it allows more realistic testing than many of the other commonly used light
sources. The UVA-340 has been testing on both plastics and coatings and greatly improves the correlation
possible with the fluorescent UV and condensation devices.
12.6 Conclusions
The correlation between laboratory and natural exposure probably will always be controversial. As Fischer
had indicated,
7
test speed and test accuracy tend toward opposition. Accelerated light sources with
short-wavelength UV give fast test results but may not always be accurate. But, there they are wrong,
however, as they usually err on the safe side if they are too severe. Light sources that eliminate wavelengths
below the solar cutoff of 295 nm will give better, more accurate results, but the price for increased
correlation is reduced acceleration. Users must educate themselves to make this choice.
In addition, we should point out that despite many chemists’ fascination with light energy, the
spectrum of a test device is only one part of the picture. With any accelerated tester, there are a number
of parameters that must be programmed: UV spectrum, moisture, humidity, temperature, and test cycle.
Furthermore, the parameters that one chooses are, to a certain extent, arbitrary. No single test cycle or
device can reproduce all the variables found outdoors in different climates, altitudes, and latitudes.
Consequently, even the most elaborate tester is really just a screening device. Accelerated weathering data
are comparative data. The real usefulness of accelerated testers is that they can give a reliable, relative
indication of which material performs best under a specific set of conditions.
Acknowledgments
Most of the data in this paper were originally presented at the Society of Plastics Engineers Automotive
RETEC, November 1987. The authors are grateful for the cooperation of Kitt Peak National Observatory,
Kitt Peak, Arizona, and Ohio Spectrographic Service, Parma, Ohio.
FIGURE 12.12
UVA-340 and sunlight.
400380360340320300280260
1.2
1.0
0.8
0.6
0.4
0.2
0.0
Wavelength (nm)
Irradiance (W/m
2
/nm)
Sunlight
UVA-340
DK4036_book.fm Page 9 Monday, April 25, 2005 12:18 PM
© 2006 by Taylor & Francis Group, LLC
12
-10
Coatings Technology Handbook, Third Edition
References
1. N. Searle and R. Hirt, “UV SED of sunlight,”
J. Opt. Soc. Am., 55
, 11 (1965).
2. CIE Standard No. 20, 19.
3. D. Grossman, “Know your enemy: The weather,”
J. Vinyl Technol., 3
, 1 (1981).
4. G. Zerlaut, “Accelerated weathering & UV measurements,” ASTM STP 781. Philadelphia: American
Society for Testing and Materials, 1982.
5. G. Grossman, “Correlation of weathering,”
J. Coat. Technol., 49
, 633 (1977).
6. J. Dick, et al., “Weathering of pigmented plastics,” SAE Technical Paper No. 850350, 1985.
7. R. Fischer, “Accelerated test with fluorescent UV-condensation,” SAE Technical Paper No. 841022,
1984.
DK4036_book.fm Page 10 Monday, April 25, 2005 12:18 PM
© 2006 by Taylor & Francis Group, LLC
13
-1
13
Cure Monitoring:
Microdielectric
Techniques
13.1 The Dielectric Response
13-
1
13.2 Changes In Resistivity During Cure
13-
2
13.3 Summary
13-
5
Developments in the area of microelectronics now enable the fabrication of microdielectric sensors that
can analyze drying, curing, and diffusion phenomena in coatings.
1
Several types of microdielectric sensors
have evolved in the past few years, the most sensitive being based on interdigitated electrodes and field
effect transistors fabricated on a 3
×
5 mm silicon chip.
2
The chip sensor is housed in a polyamide package
13.1 The Dielectric Response
The dielectric response arises from mobile dipoles and ions within the material under test. As a coating
cures, the mobilities of dipoles and ions are drastically reduced, sometimes by as much as seven orders
of magnitude. Microdielectric sensors are sensitive enough to follow those changes and are therefore
useful for cure monitoring, cure analysis, and process control.
3
The dielectric response is typically expressed by the quantities of permittivity or dielectric constant
(E
′
) and loss factor (E
″
):
(13.1)
(13.2)
where (
E
4
–
E
u
)/(1 +
wt
2
) is the dipole term,
se
0
ω
is the conductivity term, and
E
′
= dielectric constant
E
″
= loss factors
s
= bulk ionic conductivity
e
0
= permittivity of free space (a constant)
′
=+
−
+
EE
EE
u
ru
1
2
ωτ
′′
=+
−
+
E
s
e
EE
ru
0
2
1
ω
ωτ
ωτ
David R. Day
Micromet Instruments, Inc.
DK4036_book.fm Page 1 Monday, April 25, 2005 12:18 PM
© 2006 by Taylor & Francis Group, LLC
Process Control through Dielectric Feedback • Process Control
References
13-5
through Dielectric–Thermal Feedback
and configured for ease of placement in various processing environments (Figure 13.1).
13
-4
Coatings Technology Handbook, Third Edition
1. Heat and hold at 250
°
F until a log resistivity of 7.0 is reached (allows for degassing while preventing
premature cure).
2. Hold log resistivity (viscosity) at 7.0 until 350
°
F is reached (allows for controlled curing and
prevents second viscosity minimum).
3. Hold at 350
°
F until the dielectric reaction rate is near zero (allows reaction to go to completion).
4. Cool and notify operator that cycle has been completed.
FIGURE 13.4
Ionic resistivity data and
T
g
during isothermal epoxy–amine cure.
FIGURE 13.5
Process control of epoxy graphite cure utilizing microdielectric feedback.
11.3
6.2
Log Resistivity
0
0
40
80
120
160
200
50 100 150 200 250 300
Glass Transition (C)
Time (min)
Log Ion Viscosity
13
12
11
10
9
8
7
6
5
Temperature (°F)
300
250
200
150
100
50
350
400
450
050100 150 200
Time (min)
Hold at 250°F
until
Ionvisc. = 7.0
Hold Ionvisc.
at 7.0 until
Temp. = 350°F
Hold at 350°F until
Slope = 0
Cool Down
1 & 10 Hz
1 K & 10 K Hz
Pressure
Signal
Issued
100 Hz
Temperature (°F)
Fiberite F-934
DK4036_book.fm Page 4 Monday, April 25, 2005 12:18 PM
© 2006 by Taylor & Francis Group, LLC
14
-1
14
Test Panels
14.1 Cold Rolled Steel Panels
14-
1
14.2 Aluminum Panels
14-
4
14.3 Zinc-Coated Steel Panels
14-
6
Surface Preparation
14.4 Handling and Storage of Test Panels
14-
7
Bibliography
14-
7
When performing coatings tests, it is important to make sure that problems with the metal substrate do
not skew the test results. Test standards exist for all sorts of coatings characteristics, including adhesion,
flexibility, corrosion resistance, and appearance. These standards establish test conditions designed to
control variables, which can influence test results. These variables include the method of application, the
film thickness, the cure method, and the test substrate.
In a controlled laboratory environment, the application method, film thickness, and cure method can
be controlled with some degree of precision. In many cases, it is not possible to exercise the same degree
of control over the test substrate. For this reason, coatings technicians use standardized test panels when
conducting critical tests. A standardized panel is produced from carefully specified material and is
prepared in a tightly controlled process designed to yield a consistent test surface that can be relied upon
to provide reproducible results from test to test and from batch to batch.
There are many different types of standardized test panels available. The requirements for these panels
have been described in both national and international standards. These include ISO 1514:
Paints and
Var nishes
—
Standard Panels for Testing
, ASTM D 609:
Standard Practice for Preparation of Cold-Rolled
Steel Panels for Testing Paint, Varnish, Conversion Coatings and Related Coating Products
, and ASTM D
2201:
Standard Practice for Preparation of Zinc Coated and Zinc Alloy Coated Steel Panels for Testing Paint
and Related Coating Products
. The following is a general description of the different types of test panels
included in these standards, along with a discussion of the primary applications and sources of variability
for each panel type.
14.1 Cold Rolled Steel Panels
There are a number of points to consider when preparing a specification for standardized cold rolled
steel test panels. The type of steel selected should be of a standard grade and quality. It is important that
the steel be widely available. SAE 1008 and 1010 are examples of suitable grades of steel for test panel
production. The steel used should also be free from rusting and staining. Standardizing on a particular
grade of steel helps to eliminate variability in the chemical composition that can influence the results of
some types of testing.
Douglas Grossman
Q-Panel Lab Products
Patrick Patton
Q-Panel Lab Products
DK4036_book.fm Page 1 Monday, April 25, 2005 12:18 PM
© 2006 by Taylor & Francis Group, LLC
Surface Profile • Surface Carbon • Surface Preparation •
Applications
Surface Finish • Pretreatment • Applications
15
-1
15
Design of Experiments
for Coatings
15.1 Introduction
15-
1
15.2 Standard Two-Level Factorial Designs
15-
2
Case study — Screening Factors thought to Affect a Spin Coater
15.3 Optimization via Response Surface Methods
(RSMs)
15-
4
15.4 Mixture Designs for Optimal Formulation
15-
5
References
15-
6
15.1 Introduction
The traditional approach to experimentation changes only one process factor at a time (OFAT) or one
component in a formulation. However, the OFAT approach does not provide data on interactions of
factors (or components), a likely occurrence with coating formulations and processes. Statistically-based
design of experiments (DOE) provides validated models, including any significant interactions, that allow
you to confidently predict response measures as a function of the inputs. The payoff is the identification
of “sweet spots,” where you can achieve all product specifications and processing objectives.
The strategy of DOE is simple and straightforward:
1. Use screening designs to separate the vital few factors (or components) from the trivial many.
2. Follow up by doing an in-depth investigation of the surviving factors. Generate a “response surface”
map and move the process or product to the optimum location.
However, the designs must be tailored for the nature of the variables studied:
•Components in a product formulation
•Factors affecting a process
Tr aditionally, the experiments on formulations versus processing are done separately by chemists and
engineers, respectively. Obviously, collaboration between these two technical professions is essential to
the success of any study. Furthermore, mixture components can be combined with process factors into
one design for final optimization. In other words, you can mix your cake and bake it too, but this should
be done only at the final stages of development — after narrowing the field of variables to the vital few.
We will devote most of this short discussion to process screening, because these designs are relatively
simple, yet are incredibly powerful for making breakthrough improvement. Mastering this level of DOE
puts you far ahead of most technical professionals and paves the way for more advanced tools geared to
optimization of processes or formulated products.
Mark J. Anderson
Stat-Ease, Inc.
Patrick J. Whitcomb
Stat-Ease, Inc.
DK4036_book.fm Page 1 Monday, April 25, 2005 12:18 PM
© 2006 by Taylor & Francis Group, LLC
16
-1
16
Top 10 Reasons Not to
Base Service Life
Predictions upon
Accelerated Lab Light
Stability Tests
16.1 Light Spectra
16-
1
16.2 Light Intensity
16-
4
16.3 Temperature Sensitivity of Materials
16-
4
16.4 Gas (Ozone) Fading
16-
5
16.5 Catalytic Fading
16-
5
16.6 Lux versus UV
16-
5
16.7 Light Stability Testing Standards
16-
5
16.8 Conclusion
16-
6
References
16-
6
The popularity of personal computers and digital cameras has ushered in an exploding new market of digital
images printed from consumer printers. There is an endless combination of inkjet inks and commercial
photo papers currently available in the marketplace. However, no one is really sure how long these printed
images will remain lightfast. Image permanence is a big issue. Many OEM computer printer manufacturers,
inkjet ink, and paper suppliers are rushing to develop a standardized light stability test protocol that will
generate meaningful test data. But, this is inherently complex. There are a myriad of factors that can cause
degradation of image quality besides ultraviolet (UV) light: ozone (or gas) fade, catalytic fading, humidity,
dark stability, and temperature. Together or individually, each can wreak havoc on a treasured image.
Following is a review of the major issues related to light stability testing of inks and substrates.
16.1 Light Spectra
It must first be stated that there is no standard light spectrum to replicate indoor lighting conditions.
However, a recent Kodak study concluded that indirect window-filtered daylight is the dominant indoor
lighting condition in homes.
1
Let us review some widely used laboratory light sources for light stability
testing of printed images.
Eric T. Everett
Q-Panel Lab Products
DK4036_C016.fm Page 1 Thursday, May 12, 2005 9:40 AM
© 2006 by Taylor & Francis Group, LLC
Fluorescent Lamps • Xenon Arc Lamps
Standard Temperature • Humidity • Dark Stability • Linearity
of Degradation • Reciprocity Failure
17
-1
17
Under What
Regulation?
17.1 Introduction
17-
1
17.2 Code of Federal Regulations
17-
1
17.3 Title 29 (Labor)
17-
1
17.4 Protection
17-
2
17.5 Biocides
17-
3
17.6 Testing
17-
3
17.7 Volatile Organic Substances (VOCs)
17-
3
17.8 Food and Drug Administration (FDA)
17-
3
17.9 Which Regulation?
17-
4
17.1 Introduction
Civilization is based on laws and regulations for the common good. Way back, the law was as simple as,
“don’t kill each other.” As time passed and technology grew, the laws and regulations became more
complex to keep up with the technology. Regulations were and are issued by the federal government, the
state government, the county government, and the local government. With everyone enacting regulations,
confusion abounds. There are just too many regulations to compile in a single list. The following looks
at some of the major regulations governing the coatings and inks industries.
17.2 Code of Federal Regulations
The government of the United States of America discusses possible regulations and publishes the discus-
sion in the
Federal Register
on a daily basis. When it is concluded that a regulation, or change in regulation,
is needed, it will be published in the Code of Federal Regulations (CFR). This CFR is an enormous work
comprising some 50 titles, each subdivided into a number of books.
17.3 Title 29 (Labor)
In Title 29 (Labor) is section XVII (Occupational Safety and Health Administration, Department of
Labor). Under this section is part 1910.1200, Material Safety Data Sheet (MSDS). The MSDS started by
proposing safety considerations for asbestos during the process of cutting ships apart. It has progressed
to cover almost all chemicals used in industry and commerce. The MSDS lists the manufacturer respon-
sible for the product, the composition, and safety and health concerns. This form has gone, in practice,
from seven sections to 16 or more. An example listing of the section titles is as follows:
Arthur A. Tracton
Consultant
DK4036_book.fm Page 1 Monday, April 25, 2005 12:18 PM
© 2006 by Taylor & Francis Group, LLC
II
-1
II
Coating and Processing
Techniques
DK4036_book.fm Page 1 Monday, April 25, 2005 12:18 PM
© 2006 by Taylor & Francis Group, LLC
18
-1
18
Wire-Wound Rod
Coating
18.1 Introduction
18-
1
18.2 History
18-
2
18.3 Theory and Principle
18-
3
18.4
18.5 The Rod Coating Station
18-
4
Rod Station Variations
18.6 Advantages and Disadvantages
18-
7
18.1 Introduction
Wire-wound metering rods have been used for more than 75 years to apply liquids evenly to flexible
materials. They were the first tools used to control coating thickness across the full width of a moving
web. The 1980s saw a new popularity in rod use because of improved quality and the industry trend
toward shorter converting runs. Wire-wound rods are used in a wide range of applications but find their
greatest appeal in the manufacture of tapes, labels, office products, and flexible packaging. The first rods
were made of ordinary carbon steel, wrapped with music wire. Today’s metering rods use precision-
ground core rods made of stainless steel, tightly wound with polished stainless steel wire at high speeds,
on custom-designed winding machines. The resulting product is a laboratory-quality precision tool that
can control coating thicknesses accurately within 0.0001 in. (0.1 mil). A typical wire-wound rod station
Also called applicator rods, Mayer bars, equalizer bars, coating rods, and doctor rods, this equipment
has found uses in a wide variety of production applications, from the manufacture of optical films to
wallboard panels. Wire-wound metering rods look deceptively simple. A stainless steel rod is wound with
a tight spiral of wire, also made of stainless steel. The wire can be so small that it is almost invisible to
the naked eye, or so large that the windings look like the coils of a hefty spring. Today, the industry has
standardized on stainless steel rods because they can be used with almost every coating liquid. Earlier
problems with rust and corrosion have been virtually eliminated. Where abrasive wear is a problem,
some converters use chrome plating to prolong the life of the rod because of the hard surface presented
by chromium. Chrome has its drawbacks, however, as it builds up unevenly at the extreme tops of the
wires, changing the shape of the wires and the resulting coating thickness. Also, if not applied properly,
chrome can acquire pitting marks or can flake off, contaminating the coating bath or causing uneven
coating. Several new products introduced since 1985 have further expanded the market for rods. Where
streaking or rod cleaning is a problem, rods with a Teflon surface are available. Particles that might wedge
between stainless steel wires tend to slide through, preventing buildups and subsequent streaks in the
Donald M. MacLeod
Industry Tech
DK4036_book.fm Page 1 Monday, April 25, 2005 12:18 PM
© 2006 by Taylor & Francis Group, LLC
Low Cost • Precise Coat Weights • Lower Setup Cost • Less Edge
Film Thickness
18-4
Wear • Limitations
is shown in Figure 18.1.
Wire-Wound Rod Coating
18
-5
The web can be immersed directly into a tank (Figure 18.4); or an applicator can be rotated in the
reservoir to transfer the liquid to the web at the top of its rotation (Figure 18.5). It is important to apply
an excess of coating liquid at this station, to let the metering rod do its job.
When an applicator roller is used in a rod coating system, the speed of the applicator is not a critical
factor. In addition, the machine operator can adjust the applicator roller speed within a side range, even
while the machine is running. The web passes over the metering rod, which may be stationary or may
be rotated slowly. The rotation may be either in the same direction as the web or in the opposite direction.
The choice of stationary rod depends on movement with different coaters and with different products.
Establishing the ideal speed of rotation will also be different from job to job, and converters experiment
to find the best procedure for each run. The most common procedure, however, is to rotate the rod
slowly in the opposite direction to the movement of the web. The rotation flushes the coating material
between the wires, keeping the wire surfaces wet, and preventing setting up and hardening of some
liquids. The rotation also distributes any abrasive wear evenly on the wires and prevents flat spots from
forming. The purpose of the metering rod is to remove excess coating liquid, allowing a measured amount
to pass between the wire windings. The web should pass above the rod, to allow the excess liquid to fall
back into the tank. The web, however, need not be perfectly horizontal, as long as the surplus coating
can return to the tank through gravity. Metering rods for production coating can be made in a wide
variety of sizes. The most common core rod diameters are quite small (3/16 and 1/4 in.), although sizes
up to 1 in. diameter are also used. The main advantages of small-diameter rods are their low cost and
ease of storing and handling.
These thin rods must be supported in the coating machine, because they are not rigid and will deflect
with pressure from the web. There are several types of rod holder in common use; the simplest is a square
of a rectangular steel bar, with a “V” groove machined into it. This rod holder is mounted between the
side frames of the coating machine, and the metering rods are placed in the grooves. The “V” groove
FIGURE 18.4
Web immersion method.
FIGURE 18.5
Applicator roller method.
DK4036_book.fm Page 5 Monday, April 25, 2005 12:18 PM
© 2006 by Taylor & Francis Group, LLC
18
-6
Coatings Technology Handbook, Third Edition
should be ground and polished to minimize wear on the rod and should be mounted accurately, at a
right angle to the direction of web travel and parallel to the idler rollers of the machine (Figure 18.6).
The design of a rod coating station should ensure that the web makes intimate contact with the wires
of the metering rod. The wrap angle, the angle between the web direction as it approaches the rod, and
its direction as it leaves the rod, should be 15
°
for a heavy web tension or up to 25
°
for a light web tension
(Figure 18.7).
Web tension is a critical factor in the design of a rod coating station. With a wrap angle of 15 to 25
°
,
the web must be tight enough to ensure intimate contact with the metering rod, yet not so tight that the
web is deformed by the wires. Adhesives and some other liquids can solidify between the wire windings
of the rod whenever the coater is stopped. Many coating machines have a “throw-off” feature, a mechan-
ical means of separating the web from the rod automatically, whenever the machine is turned off. This
allows for quick removal of the rod for flushing and cleaning before the coating material has a chance
to congeal between the wires (Figure 18.8).
This automatic releasing feature also simplifies rod changing between production runs. One method
used by coating machine manufacturers is a rocker arm throw-off system. A series of idler rollers presses
the web against the metering rod while the coating machine is running. Whenever the coater is stopped,
the idlers automatically rise, lifting the web up, away from the metering rod. At the same time, a water
flushing system can be triggered to remove coating material from the rods before it can set up. Other
techniques involve lowering the metering rod and its holder when the coater is turned off.
FIGURE 18.6
Rod holder.
FIGURE 18.7
Wrap angle.
FIGURE 18.8
Automatic throw-off.
DK4036_book.fm Page 6 Monday, April 25, 2005 12:18 PM
© 2006 by Taylor & Francis Group, LLC
19
-1
19
Slot Die Coating for Low
Viscosity Fluids
19.1 Introduction
19-
1
19.2 Manifold Theory and Design
19-
1
19.3 Air Entrapment
19-
4
19.4 Lip Design
19-
4
19.5 Die Adjustment as It Relates to Manifold Design
19-
6
19.6 Coat Weight Adjustment
19-
6
19.7 Adhesive Selection
19-
6
19.8 Die Steel and Piping Selection
19-
6
19.9 Proximity versus Contact Coating
19-
6
19.10 Die Positioning
19-
8
19.11 Backup Roll Design
19-
12
19.12 Automatic Control
19-
12
19.13 Deckling
19-
14
Air Entrapment behind Deckling
19.14 Die Cleanup
19-
14
19.1 Introduction
Slot head coating has spawned a wide range of designs, some quite radical in their concept. This chapter
discusses conservative manufacturing experience along with the experience of a wide variety of processors
currently utilizing the proximity or wipe-on method.
19.2 Manifold Theory and Design
The primary purpose of a die is to define a width and provide an even coating in terms of cross-sectional
thickness and smoothing. The manifold and coat-hanger section of the die is the main component in
accomplishing uniform distribution. Smoothing will be addressed in a later section.
There are two basic styles of manifold design in use today: coat-hanger shaped, with a volumetrically
Harry G. Lippert
Extrusion Dies, Inc.
DK4036_book.fm Page 1 Monday, April 25, 2005 12:18 PM
© 2006 by Taylor & Francis Group, LLC
Lip Adjustment Design • Lip Wiping Face Design
Die Control • Die-to-Roll Position Adjustment System
Slot Head-to-Roll Position and Angle of Contact • Lip
Opening Setup • Die-to-Roll Gap Setup
Profiling • Die Support Design and Operation • Support and
Positioning • Angle of Attack Position Adjustment • Lip
Adjustment System Design Specifications • Die-to-Roll
reducing cross section (Figure 19.1), and T-shaped, with a constant cross section (Figure 19.2).
Slot Die Coating for Low Viscosity Fluids
19
-3
In either style, flow through the manifold is analogous to flow through a pipe in that there is an
increasing resistance to material flow as the length increases. The wider the die (the longer the pipe), the
greater the resistance to flow. It follows then that the primary criterion in a good die design is to ensure
adequate flow to the ends of the die as the width requirements increase.
The coat-hanger-style die utilizes a slot section (preland) with a varying length downstream of the
preland section must decrease at the same rate it increases in the manifold section. If the sum of these
two components is equal at any point in the overall flow stream, the result is an even flow.
It can be seen that while the generic coat-hanger-style design is fixed, the overall dimensions may
vary greatly, depending on a given die width, flow rate, or general coating material requirements.
Generally, as the die gets wider, the length of the preland section (
B
1
) must get longer and the manifold
larger; as the flow rate increases, the manifold must get larger as well as the height of the gap at
B
1
. The
compensating preland section downstream of the manifold allows the die design to be varied greatly to
suit a given application.
These large internal designs are used for applications characterized by coating materials that vary
greatly in viscosity levels or call for an extreme range of flow rates. Larger flow channels are less sensitive
to rate and viscosity changes than are small channels. Small internal designs are used for materials that
require a low residence time in the die because of thermal degradation, or high shear rates to prevent
gelation (thixotropic materials).
In analyzing the coat-hanger manifold, it must be emphasized that the manifold decreases in cross
section as it approaches the ends of the die (dimensions
A
in Figure 19.1); this rate of reduction may
also be changed to suit a specific application. Because material is flowing out of the front of the die along
its entire width, less material is presented to the manifold as it approaches the ends of the die. The
reduction in manifold volume is an attempt to keep the velocity of the material at the ends of the die to
a maximum, to compensate for the lower flow rate, and to prevent carbonization of the resin or changes
in viscosity in a thixotropic or dilatant adhesive.
In summary, it can be seen that the coat-hanger manifold design can be modified to suit an application
and still accomplish the primary criterion of even flow distribution. To adequately design a coat-hanger
die, the following information is required:
1.
its viscosity level at a given shear rate; this is required for all non-Newtonian or shear thinning fluids
2. Flow rate or range of rates
3. Material density at processing temperatures
4. General material characteristics, such as heat degradability or thixotropicity
preland section; this is because of its inherent design. Rather, this style of die design relies on a larger
manifold section to reduce the resistance to flow to the ends of the die; the larger the manifold, the less
the resistance and the better the flow distribution. In theory, there can never be an even distribution,
because no matter how large the manifold is, there will always be some pressure drop across it and,
therefore, less flow to the ends of the die when compared to the center.
The larger manifold has some drawbacks in that the residence time is greatly increased and flow at
the ends of the die is nearly stagnant. The overall internal flow channel design cannot be increased or
decreased to suit a given application, as it is restricted by the need for manifold size to achieve some
flow distribution.
If the flow presented to the die is not constant over time, if the fluid is not homogeneous in terms of
temperature and mix, and because there are inherent errors in viscosity measurement and theoretical
flow calculations, thickness variations will sometimes occur. To adequately adjust these flow variations,
a flexible lip is required as a fine-tuning adjustment.
Having multiple entrances or a pump within a die simply represents attempts at producing uniform
distribution, minimizing the effect of transverse pressure drop, and simplifying the job of manifold design.
DK4036_book.fm Page 3 Monday, April 25, 2005 12:18 PM
© 2006 by Taylor & Francis Group, LLC
manifold to compensate for this pressure increase (see area B, Figure 19.1). The pressure drop in the
Rheology curve (see Figure 19.3) — a rheology curve, a fingerprint of a particular resin, predicts
The T-shaped manifold in the constant cross-sectional style (see Figure 19.2) has no compensating