đồ án chế tạo máy thiét kế máy phay lăn răng
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (2.08 MB, 89 trang )
Khoa : cơ khí chế tạo máy
phần thứ nhất
tổng hợp cấu trúc
động học máy
I - Xác định công dụng của máy - chọn các thông số chủ yếu
I. Đặc điểm , công dụng của máy phay lăn răng và các thông số cơ bản .
1.Đặc điểm , công dụng của máy phay lăn răng .
- Máy phay lăn răng là 1 loại máy chuyên dùng , thờng đợc sử dụng để gia
công bánh răng trụ răng thẳng , răng nghiêng ăn khớp ngoài , bánh vít ,
trục then hoa . v . v .
- Máy phay lăn răng có trục dao theo phơng ngang , mang dao và thực hiện
chuyển động cắt chính
- Máy có các bộ phận chính : Thân máy , bàn dao , hộp tốc độ có gắn trục
chính , hộp chạy dao , hộp phân phối chuyển động , bàn máy , giá đỡ , các
bộ phận điều khiển . v . v .
- Khi gia công bánh răng có thể chạy dao bằng phơng pháp thông thờng hoặc
chạy dao đờng chéo
Thuyết minh đồ án tốt nghiệp bộ môn : máy & tự động hoá
1
Khoa : cơ khí chế tạo máy
- Khi gia công bánh vít có thể chạy dao hớng kính hay chạy dao tiếp tuyến
- Việc gia công trên máy dựa theo nguyên lý bao hình , biên dạng răng gia
công hình thành từ vô số các vết cắt của dao và phôi do quá trình ăn Gkhớp
cỡng bức tạo nên
- Gia công bánh răng bằng phơng pháp này có u điểm nổi bật là có tính vạn
năng cao , thể hiện ở chỗ nếu cùng mô đuyn thì 1 dao phay lăn răng ( Dao
trục vít ) có thể gia công đợc các bánh răng với số răng bất kỳ , so với phơng
pháp gia công răng bằng chép hình thì điều này không thể có vì dao đợc chế
tạo theo bộ 8 , 16 , 32 . . . mỗi dao phay chép hình chỉ có thể gia công đợc
một khoảng số răng nào đó mà thôi , mặt khác gia công bằng máy phay lăn
răng cho độ chính xác biên dạng cao hơn nhiều so với phơng pháp chép
hình .
- Nhợc điểm cơ bản của phơng pháp này là dao có cấu tạo phức tạp và đắt tiền
, phôi đòi hỏi phải có khoảng thoát dao lớn .
2. Các thông số cơ bản của máy
- Đờng kính phôi lớn nhất D
max
= 500 ( mm).
- Mô đuyn lớn nhất của bánh răng đợc cắt m
max
= 10 (mm).
+ Các thông số chuẩn của máy chuẩn 5K32
- Kích thớc bao L x B x H = 2650 x 1510 x 2000
- Trọng lợng máy 7200 (kg)
- Chiều dài lớn nhất của bánh răng thẳng đợc cắt 350 (mm)
- Răng nghiêng với góc nghiêng :
30
0
200 (mm)
45
0
350 (mm)
60
0
130 (mm)
- Sự phụ thuộc của góc nghiêng vào đờng kính phôi :
30
0
500 (mm)
45
0
350 (mm)
60
0
250 (mm)
II - Phơng pháp tạo hình bề mặt chi tiết gia công
Trong lĩnh vực gia công chế tạo bánh răng thì phơng pháp phay lăn răng đ-
ợc sử dụng phổ biến hơn so với các phơng pháp gia công chế tạo bánh răng khác
, thực tế thờng dùng 2 phơng pháp là chép hình và bao hình . Máy phay lăn răng
làm việc theo nguyên tắc bao hình các chuyển động tạo hình nhận đợc bằng
cách xem xét quá trình gia công .
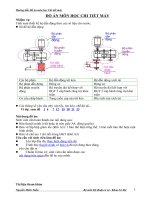
* xét 1 răng nh hình vẽ :
1 : Đờng chuẩn
2 : Đờng sinh
Thuyết minh đồ án tốt nghiệp bộ môn : máy & tự động hoá
2
1
2
Khoa : cơ khí chế tạo máy
Bề mặt gia công trên bánh răng trụ răng thẳng nhận đợc khi đem (2) tịnh tiến
theo phơng song song với trục phôi ( Tức là theo phơng đờng chuẩn (1) )
Nh vậy các chuyển động tạo hình cần thiết là :
- Chuyển động tạo hình đờng sinh
s
- Chuyển động tạo hình đờng chuẩn
c
- Khi gia công bánh răng trụ răng thẳng , răng nghiêng thì chuyển động quay
(Q
1
) của dao phay trục vít nhằm mục đích tạo ra tốc độ cắt chính và phù hợp với
chuyển động quay ( Q
2
) của phôi , phải thoả mãn tỉ số truyền sau :
i =
K
Z
Q
Q
2
1
=
Nhóm động học tạo hình đờng sinh
s
( Q
1
, Q
2
)
Ta có sơ đồ gia công nh sau :
Nh ta biết rằng chuyển động phân độ F
a
sẽ trùng với chuyển động tạo đờng
sinh
s
- Khi cắt bánh răng trụ răng thẳng , đờng chuẩn sẽ là đờng song song với trục
phôi , để tạo ra đờng chuẩn này thì dao phay phải dịch chuyển dọc trục phôi với
lợng chạy dao đứng S
đ
xác định trên 1 vòng quay của phôi
c
( T
d
)
- Khi cắt bánh răng trụ răng nghiêng thì đờng chuẩn là đờng xoắn vít có góc
nâng bằng góc nâng của bánh răng cần gia công . Để nhằm tạo ra độ nghiêng
của răng (hay đờng chuẩn) thì khi đó phôi phải quay phụ đi 1 lợng là Q
3
và
chuyển động quay phụ này phải phù hợp với chuyển động tịnh tiến của dao T
d
c
( Q
3
, T
d
)
Để cho rõ ràng hơn ta đi xét 1 phôi có các thông số D
f
T , m , và hình trải của
phôi :
Thuyết minh đồ án tốt nghiệp bộ môn : máy & tự động hoá
3
Phôi
T
d
Dao TV
Q
1
Q
2
T
d
Q
1
Q
2
Q
3
Đặt vấn đề
Khoa : cơ khí chế tạo máy
- Khi gia công bánh răng thẳng dao đi từ AB còn khi gia công răng nghiêng
thì dao phải đi từ AB
1
, điều đó có nghĩa là cứ mỗi vòng quay thì dao phải
quay thêm hoặc bớt 1 cung BB
1
( Tùy thuộc vào chiều xoắn của răng cần gia
công)
- Trong đó lợng chạy dao đứng là S
đ
, phôi quay thêm 1 cung BB
1
tơng ứng với
quay thêm
f
1
D .
BB
hay 1 lợng
T
S
d
(vòng)
Nh vậy phôi quay 1 vòng thì dao quay
K
Z
(vòng) . Để tạo góc nghiêng của
răng thì phôi phải quay thêm hoặc bớt 1 lợng
T
S
d
và dao phải quay thêm hoặc
bớt
T
S
d
.
K
Z
(vòng)
Phôi quay 1 vòng Dao quay
K
Z
( 1
T
S
d
) (vòng dao )
III - Thành lập sơ đồ cấu trúc máy
Từ việc phân tích phơng pháp tạo hình trên ta thấy máy phay lăn răng khi gia
công mọi sản phẩm đều có các xích là :
- Xích tốc độ
- Xích bao hình
- Xích vi sai
Thuyết minh đồ án tốt nghiệp bộ môn : máy & tự động hoá
4
Dao TV
D
f
.D
f
S
đ
A
B
B
1
B
A
B
1
Khoa : cơ khí chế tạo máy
Để hình thành nên các chuyển động tạo hình trên ta thấy có nhiều phơng án
thành lập sơ đồ cấu trúc động học tức là sơ đồ xác định các xích liên kết trong
và vị trí đặt các khâu điều chỉnh
Khi cắt bánh răng trụ răng thẳng cần có chuyển động quay chính của dao là
Q
1
để tạo ra tốc độ cắt, chuyển động quay phôi Q
2
phù hợp với Q
1
. Do vậy giữa
dao và phôi phải có liên kết nội với chạc điều chỉnh i
x
, đó là nhóm tạo hình đờng
sinh s (Q
1
,Q
2
) .
Khi cắt bánh răng trụ răng nghiêng để tạo thành đờng chuẩn thì máy phải có
thêm chuyển động tạo thành đờng xoắn ốc đó là chuyển động quay phụ thêm Q
3
phù hợp với chuyển động thẳng đứng của bàn máy T, lúc này bàn máy mang
phôi nhận đồng thời 2 chuyển động độc lập nhau (Q
2
,Q
3
) vì vậy trong cấu tạo
của máy cần bố trí thêm cơ cấu cộng (cơ cấu vi sai) để gộp 2 chuyển động này
đó là nhóm tạo hình đờng chuẩn c (Q
3
,T
d
).
Để tạo thành các chuyển động trên ta thấy có rất nhiều phơng án thành lập
sơ đồ cấu trúc.
Cơ sở cho việc thành lập sơ đồ cấu trúc: Trớc hết phải viết đợc liên kết nội và
chuyển động của các nhóm hình thành. Từ đó ta có 4 phơng án thành lập sơ đồ
cấu trúc động học nh sau : a , b , c , d (Các hình vẽ trang sau)
Thuyết minh đồ án tốt nghiệp bộ môn : máy & tự động hoá
5
ì
Q
1
Q
2
Q
3
Phôi
Dao TV
Vít me
1
i
x
2
3
4
5
6
i
y
T
d
Ph ơng án : a
ì
T
d
Q
1
Q
2
i
x
i
y
1
2
3
4
5
6
Q
3
Ph ơng án : b
Khoa : c¬ khÝ chÕ t¹o m¸y
ThuyÕt minh ®å ¸n tèt nghiÖp bé m«n : m¸y & tù ®éng ho¸
6
Σ
×
1
2
Q
1
Q
2
Q
3
T
d
3
4
5
6
i
x
i
y
Ph ¬ng ¸n : c
Σ
×
T
d
1
2
3
4
5
6
Q
1
Q
2
Q
3
i
x
i
y
Ph ¬ng ¸n : d
Khoa : cơ khí chế tạo máy
* Xét Ha và Hb có cơ cấu cộng nằm sau khâu điều chỉnh i
x
.
+, Xét trờng hợp Ha:
- Khi điều chỉnh xích bao hình :
LDĐTT là : 1 vòng dao K/Z vòng phôi
Phơng trình điều chỉnh:
1.i
x
. i
.i
34
= K/Z vòng phôi
( )
1
Z
K
.
i.i
1
i
34
=
x
- Khi điều chỉnh xích vi sai :
LDĐTT là : T (mm) bàn dao phôi quay phụ thêm 1 (vòng)
vm
t
T
( vòng ) vít me phôi quay phụ thêm 1 (vòng)
vm
t
T
.i
y
.i
.i
34
= 1 (vòng)
Hay :
.Z.m
Sin
.
.ii
t
T
1
.
.ii
t
.iT.i
t
i
n34
vm
34
vm
34
vm
y
===
( * )
Trong đó :
+) t
vm
: Bớc của trục vít me đứng.
+) i
: Tỷ số truyền của cơ cấu cộng chuyển động
+) m
n
: Modul pháp của bánh răng cần gia công
+) Z : Số răng của bánh răng cần gia công
+) : Góc nghiêng của bánh răng cần gia công
+, Hoàn toàn tơng tự ta cũng thấy ngay biểu thức của i
y
cho Hb cũng chính là
công thức ( * )
* Xét Hc và Hd có cơ cấu cộng nằm trong i
x
+, Xét trờng hợp Hc :
- Ta có phơng trình điều chỉnh xích bao hình :
z
1
.i.i.i
k
1
12
=
i
x
=
12
.ii
1
.
z
k
(1)
Thuyết minh đồ án tốt nghiệp bộ môn : máy & tự động hoá
7
Khoa : cơ khí chế tạo máy
Phơng trình điều chỉnh xích vi sai là :
1.i.i.i.i
t
T
65y
vm
=
.Z.m
Sin
.
.i.ii
t
T
1
.
.i.ii
t
.i.iT.i
t
i
n65
vm
65
vm
65
vm
y
===
(2)
Thay (1) vào (2) ta có :
.K.m
Sin
.C
.K.m
Sin
.
i
.it
i
n
y
n65
12vm
y
==
+, Xét trờng hợp Hd :
Ta có phơng trình điều chỉnh xích bao hình :
z
1
.i.i.i.i
k
1
y12
=
i
x
=
y12
.i.ii
1
.
z
k
Ta có phơng trình điều chỉnh xích vi sai là :
1.i.i.i.i
t
T
y65
vm
=
i
y
=
65
vm
.i.ii
1
.
T
t
Đem so sánh các phơng án trên với nhau ta thấy rằng :
- phơng án c, d có việc điều chỉnh vi sai không phụ thuộc vào số răng của
bánh răng bị cắt, do đó khi cắt các bánh răng với số răng khác nhau ta chỉ cần
điều chỉnh chạc i
x
, Do đó sẽ rút ngắn đợc thời gian điều chỉnh máy đảm bảo cặp
bánh răng làm việc tốt vì chúng có cùng góc nghiêng. Còn phơng án a, b thì
không có u điểm nào.
- Phơng án d, có nhợc điểm là khi cắt bánh răng nghiêng lợng chạy dao thẳng
đứng phụ thuộc vào tốc độ quay của dao. Do đó năng xuất không cao vì không
thể tăng tốc độ quay của dao lên liên tục đợc. Mặt khác giả sử ta muốn điều
chỉnh trớc một khâu nào đó là diều không thể thực hiện đợc vì chúng có những
giá trị cha xác định.
- Để khắc phục nhợc điểm này ta sử dụng sơ đồ cấu trúc máy theo phơng án
(c) có thêm khâu điều chỉnh lợng chạy dao i
S
.
- Do lợng chạy dao phụ thuộc rất nhiều vào độ cứng của phôi , chế độ cắt ,
vật liệu dao . . . cho nên để phù hợp với tất cả các loại phôi gia công khác nhau
thì ta phải bố trí khâu điều chỉnh chạy dao i
s
.
- Mặt khác khi cắt bánh vít trên máy phay lăn răng ta còn sử dụng chạy dao
hớng kính và chạy dao tiếp tuyến
- Khi cắt bánh vít bằng phơng pháp chạy dao tiếp tuyến thì chuyển động quay
của dao và phôi là chuyển động nhắc lại sự ăn khớp của trục vít bánh vít.
- Chuyển động chạy dao của vít me mang bàn dao ( S
t
) nhắc lại sự ăn khớp
của bánh răng thanh răng do đó phôi phải quay thêm 1 lợng là Q
3
do xích vi sai
đảm nhiệm.
Thuyết minh đồ án tốt nghiệp bộ môn : máy & tự động hoá
8
Khoa : cơ khí chế tạo máy
- Để mở rộng và thay đổi lợng chạy dao tiếp tuyến trên sơ đồ cấu trúc động
học ta bố trí thêm khâu điều chỉnh i
0
Ta có sơ đồ cấu trúc máy khi cắt bánh vít bằng hớng kính và chạy dao tiếp
tuyến nh ở Ha và Hb.
- ở Hb có chuyển động tạo hình đờng sinh(
s
)là nhắc lại sự ăn khớp giữa
trục vít và bánh vít
s
(Q
1
;
Q
2
) .Chuyển động chạy dao tiếp tuyến nhắc lại
sự ăn khớp bánh răng thanh răng ( Dao tịnh tiến T đẩy phôi quay phụ thêm Q
3
).
Do đó phát sinh xích vi sai , cơ cấu này nhằm bù trừ lại lợng quay phụ Q
3
của
phôi bánh vít , việc thêm vào hay trừ đi là phụ thuộc vào chiều nghiêng cần thiết
của bánh vít gia công so với chiều nghiêng của dao trục vít .
- Ta sẽ để khâu điều chỉnh i
s
điều chỉnh đồng thời cả chạy dao đứng và chạy
dao hớng kính vì một lý do không có trờng hợp gia công nào đồng thời chạy dao
đứng và chạy dao hớng kính . Nhng khi gia công chạy dao đờng chéo ta phải sử
dụng đồng thời chạy dao đứng và chạy dao tiếp tuyến nên chúng phải đợc điều
chỉnh riêng biệt theo từng trờng hợp . Do vậy ta bố trí 1 khâu điều chỉnh i
o
cho
chạy dao tiếp tuyến vừa sử dụng khi phay đờng chéo vừa mở rộng phạm vi điều
chỉnh cho chạy dao tiếp tuyến
Thuyết minh đồ án tốt nghiệp bộ môn : máy & tự động hoá
9
ì
1
Q
1
Q
2
T
t
2
Q
3
3 4
i
x
56
7 8
i
y
9
10 11
i
s
Hình: b
ì
Q
2
Q
1
T
k
1
2 3
i
x
4 5 6
7
Hình: a
i
y
Khoa : cơ khí chế tạo máy
Nh vậy ta thành lập đợc sơ đồ cấu trúc động học hoàn chỉnh xích liên kết nh
sau :
Theo sơ đồ cấu trúc trên ta có các thành phần lợng di động tính toán và công
thức điều chỉnh của từng xích nh sau:
1- Xích tốc độ
+)Lợng di động tính toán : n
đc
( vg/ph ) n
d
( vg/ph ).
+)Phơng trình cân bằng : n
đc
. i
cđ
. i
v
= n
d
+)Công thức điều chỉnh : i
v
= n
d
.1 / n
đc
. i
cđ
= C
v
. n
d
/ n
đc
2- Xích phân độ ( bao hình )
+) Lợng di động tính toán : 1 (vg) dao K/ Z (vg) Phôi
Thuyết minh đồ án tốt nghiệp bộ môn : máy & tự động hoá
10
M
S
đ
S
k
S
t
Q
1
Q
2
Q
3
Ph ơng án cấu trúc động học toàn máy
i
s
i
x
i
y
i
0
i
v
Khoa : cơ khí chế tạo máy
+) Phơng trình cân bằng : 1 . i
cđ
. i
x
. i
= K/ Z
+) Công thức điều chỉnh : i
x
= C
x
. K/ Z
3- Xích chạy dao
a . xích chạy dao đứng :
+) lợng di động tính toán : 1 (vòng ) bàn máy S
d
(mm) Vít me đứng
+) Phơng trình cân bằng : 1 . i
cđ
. i
s
. k
vm
.t
vm
= S
d
+) Công thức điều chỉnh : i
s
= C
s
. S
d
b . Xích chạy dao hớng kính :
+) lợng di động tính toán : 1 (vg) phôi S
k
(mm) bàn dao
+) Phơng trình cân bằng : 1 . i
cđ
. i
s
= S
k
+) Công thức điều chỉnh : i
s
= C
s
. S
k
c . Xích chạy dao tiếp tuyến :
+) lợng di động tính toán : 1 (vg) phôi S
t
(mm) bàn dao
+) Phơng trình cân bằng : 1 . i
cđ
. i
s
.k
vm
.t
vm
= S
t
+) Công thức điều chỉnh : i
s
= C
S
.S
t
4- Xích vi sai
a. Khi cắt bánh răng nghiêng
+) Lợng di động tính toán : 1 vòng phôi
Z/ K . S
đ
/ T (vòng dao)
+) Phơng trình cân bằng : 1 .i
s
.i
cđ
. i
y
. i
=
Z/ K . S
đ
/ T
+) Công thức điều chỉnh : i
y
=
C
y
. Sin / K.m
n
.
b. Khi cắt bánh vít
+, Lợng di động tính toán:
Dao dịch chuyển một lợng .m
t
dọc trục thì phôi quay 1/ Z
phôi
( vòng phôi ).
Ta có PTCB :
phoi
xycd
vmdo
t
Z
1
.i.i.ii .
.ti
.1 .m
=
Với m
t
=
cos
m
n
trong đó là góc nâng của dao phay trục vít .
i
y
=
.km
.i .cosC
n
oy
Thuyết minh đồ án tốt nghiệp bộ môn : máy & tự động hoá
11
Khoa : cơ khí chế tạo máy
phần thứ hai
xác định đặc trng
kỹ thuật cơ bản
máy
I - Đặc trng về công nghệ
Máy phay lăn răng là loại máy chuyên dùng để gia công bánh vít, bánh răng
trụ răng thẳng, răng nghiêng .
Phôi gia công là phôi trụ có đờng kính lớn nhất : D
max
= 500 (mm )
Mô đuyn lớn nhất của bánh răng đợc cắt là : m
max
= 10 (mm)
Vật liệu gia công trên máy : Thép, gang, đồng và chất dẻo. Dao đợc sử dụng
là dao phay trục vít, dao bay.
II - Đặc trng về kỹ thuật
+) Đờng kính lớn nhất của bánh răng gia công : D
max
= 500mm.
+) Modul lớn nhất của bánh răng đợc cắt : m
max
= 10mm.
+) Góc nghiêng lớn nhất của bánh răng gia công: = 60
0
Từ các thông số trên tra bảng - 50 STKMCKL - Mai trọng Nhân :
+) Modul nhỏ nhất của bánh răng gia công:
Thuyết minh đồ án tốt nghiệp bộ môn : máy & tự động hoá
12
Khoa : cơ khí chế tạo máy
m
min
= m
max
/R
m
với R
m
= 3,5 ữ 5
Chọn R
m
=5 nên m
min
= 2 mm.
Ta có thông số của dao là :
D
dmin
= 50 mm ; D
dmax
= 200 mm.
Z
dmax
= 12.
Phạm vi điều chỉnh đờng kính của dao:
4
50
200
min
max
===
d
d
d
D
D
R
Đờng kính dao phay chọn theo môđuyn dựa vào bảng sau :
m
1 ữ 1,25 1,5 ữ 2
2,25
2,5 ữ 2,75
3
3,25 ữ 3,5
3,75
D
d
50
55
60 65 70 75 4
m
4,25 ữ 4,5
5
5,5 6 7 8 10
D
d
85
90
100 105 115 145 200
III - Đặc trng về động học
1 - Xích tốc độ
Tốc độ cắt giới hạn đợc chọn căn cứ vào các tài liệu thống kê . Tham khảo
tài liệu đã cho đối với máy chuẩn khi phay lăn răng, tốc độ cắt khi phay lăn răng
có thể sử dụng theo bảng 68 - Sổ tay CNCTM . Đối với vật liệu dao là thép gió:
Ta có bảng sau về các cấp vận tốc cắt trong từng trờng hợp cụ thể sau :
Vật liệu gia công
Vận tốc cắt (m/f)
Thô Tinh
Gang
16ữ20 20ữ25
Thép
b
< 60(kg/mm
2
) 25ữ28 20ữ25
Thép
b
> 60(kg/mm
2
) 20ữ25 25ữ30
Đồng
25ữ40 25ữ40
Chất dẻo
25ữ50 25ữ50
Vận tốc giới hạn : V
max
= 50 ( m/ph ) ; V
min
= 16 ( m/ph )
Phạm vi điều chỉnh tốc độ :
R
V
V
v
= = =
max
min
,
50
16
3 125
Vậy phạm vi điều chỉnh số vòng quay trục chính của dao phay là :
R
n
= R
v
.R
d
= 3,125.4 = 12,5.
Số vòng quay nhỏ nhất của trục dao là :
n
V
D
v ph
d
min
min
max
,
, ( / )=
ì
ì
=
ì
ì
=
1000
1000 16
3 14 200
25 5
Thuyết minh đồ án tốt nghiệp bộ môn : máy & tự động hoá
13
Khoa : cơ khí chế tạo máy
Trong thực tế, số vòng quay nhỏ nhất ít đợc sử dụng . Nếu dao phay trục vít làm
bằng thép gió Coban thì có thể tăng tốc độ cắt 1 đến 2 lần , vậy :
n
min
= (1 ữ 2) . 25,5 = 25,5 ữ 51 (v/ph)
Lấy n
min
= 50 v/ph . Khi đó số vòng quay trục chính dao có phạm vi điều
chỉnh : R
n
= 12,5. 1/2 = 6,25 .
* Chọn công bội :
Để khống chế tổn thất năng suất là không đổi khi gia công phôi có đờng kính
khác nhau tơng úng với các tốc độ cắt khác nhau ta chọn chuỗi số vòng quay
trục chính là chuỗi số nhân. Tra bảng: 6-2-STKMCKL - Phạm Đắp. Chọn công
bội tiêu chuẩn. Máy thiết kế là máy phay lăn răng nên chọn =1,26 .
Khi đó số tốc độ của máy thiết kế là :
Z
R
n
= + = + =
lg
lg
lg ,
lg ,
1
6 25
1 26
1 9
(cấp)
Theo quy luật của cấp số nhân ta có chuỗi số vòng quay sau :
n
min
= n
1
= 50 (vg/ph)
n
2
= n
1
. = 50 . 1,26 = 63 (vg/ph)
n
3
= n
1
.
2
= 50 . 1,26
2
= 79,38 (vg/ph)
n
4
= n
1
.
3
= 50 .1,26
3
= 100 (vg/ph)
n
5
= n
1
.
4
= 50 .1,26
4
= 126 (vg/ph)
n
6
= n
1
.
5
= 50 .1,26
5
= 158 (vg/ph)
n
7
= n
1
.
6
= 50 .1,26
6
= 200 (vg/ph)
n
8
= n
1
.
7
= 50 .1,26
7
= 252 (vg/ph)
n
9
= n
1
.
8
= 50 .1,26
8
= 317 (vg/ph)
Lấy theo bảng 5 - TKMCKL - Mai Trọng Nhân và hiệu chỉnh lại theo máy
chuẩn ta có chuỗi số vòng quay theo tiêu chuẩn sau:
50 ; 63 ; 80 ; 100 ; 125 ; 160 ; 200 ; 250 ; 315 (vg/ph) .
2- Xích chạy dao
Khi xây dựng sơ đồ cấu trúc động học máy ta đã bố trí 3 xích chạy dao là
xích chạy dao thẳng đứng, xích chạy dao tiếp tuyến và xích chạy dao hớng kính
và tơng ứng với các lợng chạy dao S
đ
, S
k
, S
t
, đợc xác lập theo yêu cầu nhằm
đáp ứng các yêu cầu về khả năng công nghệ của máy vì vậy phải có 3 xích chạy
dao.
a) Xích chạy dao thẳng đứng
Theo nguyên lý cắt khi cắt thô lợng chạy dao từ 2 ữ 3 (mm/vg) (vật liệu phôi ,
gang ,thép , đồng) . Khi cắt tinh lợng chạy dao từ 0,8 đến 1,5 mm/vg. Lợng chạy
dao này quá bé nên dễ xẩy ra hiện tợng trợt dao.
Thuyết minh đồ án tốt nghiệp bộ môn : máy & tự động hoá
14
Khoa : cơ khí chế tạo máy
Chiều sâu cắt đợc xác định theo modul của bánh răng cần gia công . Đối với các
bánh răng có modul nhỏ hơn 10 mm thì ta cho một hành trình cắt hết chiều sâu.
Đối với bánh răng có m > 10 mm (vật liệu gang ) và m > 8mm (vật liệu thép )
thì cắt 2 hành trình. Hành trình đầu cắt theo chiều sâu t = 1,4 mm hành trình sau
cắt hết phần còn lại.
Với vật liệu gia công là chất dẻo thì lợng chạy dao có thể chọn lớn hơn . Theo
máy chuẩn có lợng chạy dao cho máy thiết kế là .
S
đmin
= 0,8 mm/vg ; S
đmax
= 5 mm/vg.
Vậy :
R
S
S
sd
d
d
= = =
max
min
,
,
5
0 8
6 25
Để khống chế tổn thất máy không đổi, và có đợc tốc độ và lợng chạy dao ta
chuỗi chạy dao là chuỗi cấp số nhân với
s
= 1,26 .
Ta có chuỗi cấp chạy dao đứng là :
91
26,1lg
25,6lg
1
lg
Rlg
Z =+=+=
sd
s
( cấp )
Tơng tự ta cũng tính đợc lợng chạy dao đứng với S
1
= S
min
= 0.8 và công bội
s
=1,26 :
0,8 ; 1 ; 1,26 ; 1,58 ; 2 ; 2,5 ; 1 ; 3,2 ; 4 ; 5 (mm/vg)
b) Xích chạy dao hớng kính.
Để gia công bánh vít bằng chạy dao hớng kính , trong máy bố trí xích chạy
dao hớng kính đợc nối từ xích chạy dao dọc . Theo máy chuẩn ta chọn lợng chạy
dao hớng kính của máy là 1/3 giá trị lợng chạy dao đứng .Lợng chạy dao xuất
phát từ công nghệ gia công cắt gọt , ngời thiết kế máy chọn một khoảng các giá
trị sử dụng thông dụng nhất nằm trong phạm vi điều chỉnh của chuỗi đợc chọn
và khống chế tổn thất không đổi khi gia công với các lợng chạy dao khác nhau,
đồng thời chuỗi đó không dày quá làm cơ cấu trỏ nên phức tạp . Khi đó ta có l-
ợng chạy dao hớng kính là :
0,27 ; 0,34 ; 0,43 ; 0,54 ; 0,68 ; 0,85 ; 1,08 ; 1,36 ; 1,7(mm/vg).
c) Xích chạy dao tiếp tuyến .
Để cắt bánh vít bằng phơng pháp chạy dao tiếp tuyến và cắt bánh răng bằng
phơng pháp chạy dao đờng chéo . Máy còn bố trí xích chạy dao tiếp tuyến .
- Khi gia công bánh vít ta thấy lợng di động tính toán của xích chạy dao tiếp
tuyến là 1(vg) phôi S
t
(mm) bàn dao , cho nên S
t
phụ thuộc vào số răng hay
đờng kính của phôi . Còn khi gia công bằng chạy dao đờng chéo thì lợng chạy
dao phụ thuộc vào góc nghiêng của bánh răng và số răng khi gia công.
- Khi đã có lợng chạy dao đứng ta sẽ tính đợc S
t
nh hình vẽ :
Ta có :
td
S
L
S
B
=
Thuyết minh đồ án tốt nghiệp bộ môn : máy & tự động hoá
15
L
B
S
t
S
đ
Khoa : cơ khí chế tạo máy
S
t
=
B
.LS
d
d) Xích chạy dao nhanh.
Để giảm thời gian phụ ở các hành trình chạy không , trên máy bố trí xích
chạy dao nhanh cho chạy dao hớng kính và chạy dao thẳng đứng lợng dịch
chuyển có thể lấy bằng 0,1ữ 0,6(m/ph). Theo máy chuẩn chọn lợng dịch chuyển
nhanh của bàn máy là 0,17(m/ph) . Dịch chuyển nhanh của bàn trợt dao là 0,55
(m/ph). Dịch chuyển nhanh của trục gá dao dọc theo trục dao là 0,13 (m/ph) .
IV - Đặc trng về động lực học máy
+) Đặc trng về động lợc học máy đợc xác định theo chế độ cắt tính toán có
tải trọng và công suất lớn nhất. Công suất cắt có thể tính theo 2 phơng pháp:
1 -Theo nguyên lý cắt
+)Công suất cắt đợc tính theo công thức:
(KW).
12060
mSVC
N
y.x
p
c
ì
ììì
=
Tra bảng 112 ( STCNCTM - T4) C
p
= 30 y = 1 x = 0,75
Vật liệu gia công là thép :
Lợng chạy dao : S
*
= 0,7 . S
max
=0,7 . 5 = 3,5 mm/vg .
Vận tốc cắt : V = 20 m/ph.
Modul : m = 10 mm.
Đờng kính dao : D
d
= D
dmax
= 200 mm.
Số đầu mối dao phay : k = 1.
Số răng của bánh răng gia công : Z = 12.
N KW
c
=
ì ì ì
ì
=
30 20 3 5 10
102 60
5 81
0 75
,
, ( )
,
2 -Theo nguyên lý đàn hồi
Lực cắt đợc tính theo công thức :
P
z
= k(a + 0,4c). b
Trong đó: k: Đặc tính của vật liệu cắt . Với thép 40X và 40XH
Chọn : k =1800 (N/mm)
a : Chiều sâu cắt .
b : Chiều dài lớp cắt .
c : Độ mòn lớn nhất cho phép của dao theo mặt sau:
Chọn: c = 0,6 mm ( bảng II - 3 - TKMCKL - Mai Trọng Nhân ).
Với phơng pháp gia công này thi trị số của a, b luôn biến đổi. Do đó để tính toán
ta xác định trị số trung bình của chúng:
b
tb
= 3,14 . m/ 2 = 3,14 .10/ 2 = 15,7 (mm)
a
tb
=F .S / D . . n
lc
.l
cd
(mm)
Thuyết minh đồ án tốt nghiệp bộ môn : máy & tự động hoá
16
Khoa : cơ khí chế tạo máy
F : Diện tích tiết diện rãnh răng của toàn bộ bánh răng
F = 3,14.m.z = 3,14.100.12 = 3768 (mm)
S : Lợng chạy dao . S =3,5 ( mm/vg)
n
lc
: Số lát cắt sau một vòng quay của phôi . Khi phôi quay đợc một vòng
thì phôi quay đợc 12 vòng . Vậy số lát cắt là:
n
lc
= 12.12 = 144 (lát cắt )
l
cd
: Chiều dài cắt:
l
cd
=
R R
d d
2
2
2 25 ( , )
= 9
: Số răng đồng thời tham gia cắt đợc quy ớc trên hình trụ chia của dao
với trục ngoài của phôi:
= L/T = L /3,14 .m
L =2.
D D
m
c c
2 2
2 2
D
c
: Đờng kính ngoài của phôi.
D
c
= Z .m + 2 . m = (12 + 2 ) . 10 = 140 mm
L = 72,1 mm
Vậy =72,1/3,14.10 = 2,3 răng.
a
tb
= 0,04 (mm)
Lực cắt tính cho một răng
P
z1
= k(a + 0,4c) b = 1800(0,04 + 0,4.0,6).15,7 = 1912,8 (N)
Vậy P
z
= .P
z1
= 18120 (N)
Chọn vận tốc khi cắt thô và vật liệu thép: V
c
= 25 (m/ph)
Ta có : P
z
.V
c
/ 60.1000 = 6,04 (KW)
Chọn hiệu suất truyền dẫn:
= 0,83 ữ 0,95 ; Theo [9]
n
đc
= K
s
.n
c
/ =1,02.6,04 / 0,83 =7.42 (KW )
K
s
= 0,2 : Hệ số kể đến công suất chạy dao.
Dựa vào công suất động cơ tính toán, tra bảng 3-P4. Theo [4] chọn động cơ kiểu
A02 51-4 có:
N = 7,5 (KW) ; n = 1460 (vg/ph) ; i = 0.23 ; M
bd
/M
dm
= 1,8.
Thuyết minh đồ án tốt nghiệp bộ môn : máy & tự động hoá
17
Khoa : cơ khí chế tạo máy
phần thứ ba
tính toán động
học máy
I tính toán Hộp tốc độ
Vì máy thiết kế là máy chuyên dùng, chi tiết đợc gia công hàng loạt. Do đó
ta sử dụng hộp tốc độ dùng bánh răng thay thế .Thông thờng hộp tốc độ dùng
bánh răng thay thế về mặt lý thuyết thì số cấp tốc độ không bị hạn chế , tức là
với các cặp bánh răng khác nhau sẽ tạo ra các cấp tốc độ yêu cầu tơng ứng . Để
Thuyết minh đồ án tốt nghiệp bộ môn : máy & tự động hoá
18
Khoa : cơ khí chế tạo máy
hạn chế kích thớc hớng kính và việc lắp bánh răng thay thế phải lắp công xôn
ngời ta thờng lấy giới hạn tỷ số truyền của bánh răng thay thế nh sau :
=
ữ=
1/4i
54i
min
max
R
i
= i
max
/ i
min
= 16 ữ 20
*. Hộp tốc độ dùng bánh răng thay thế có u , nhợc điểm sau :
+) Kích thớc chiều trục nhỏ.
+) Số cặp bánh răng thay thế không hạn chế, nó chỉ bị giới hạn bởi tỷ số truyền.
+) Nếu phạm vi truyền dẫn không vợt quá R
i
thì việc điều chỉnh số vòng quay
chỉ còn tiến hành với một nhóm truyền. Nh thế kết cấu truyền dẫn sẽ đơn giản.
+) Khả năng đóng cần tốc độ làm gãy bánh răng không có do đó không phải
dùng cơ cấu hãm nào cả.
+) Việc điều chỉnh máy chậm chạp là nhợc điểm gây ra do ta sử dụng cặp bánh
răng thay thế. Nhng ta lại gia công một lô sản phẩm nên thời gian phụ đó là quá
nhỏ so với thời gian chạy máy. Do đó không ảnh hởng đến năng suất máy.
1- Chọn dạng kết cấu
- Việc chọn kết cấu đơn giản hay phức tạp cần căn cứ vào phạm vi điều chỉnh
yêu cầu và công dụng của máy
Ta có : [ R
n
] = R
i
2
/ = 16
2
/1,26 = 203
- ở phần đặc trng về động học ta đã xác định đợc phạm vi điều chỉnh R
n
=6,25
và ta thấy rằng R
n
= 6,25 < < 203. Do đó ta sử dụng kết cấu truyền dẫn đơn giản.
2 - Chọn phơng án kết cấu
Vì sử dụng bánh răng thay thế nên ta sử dụng phơng án cấu trúc Z = 1 ì 9 ì 1
*. Xác định đồ thị vòng quay :
- Ta đã xác định từ phần đặc trng động học cần 9 cấp tốc độ là :
50 ; 63 ; 80 ; 100 ; 125 ; 160 ; 200 ; 250 ; 315 (vg/ph)
- Khi ta vẽ đồ thị số vòng quay ta phải chú ý đến chiều ngang của hộp không đ-
ợc quá lớn, ta hạn chế tỉ số truyền trong các nhóm:
i
min
= 1/4 < i < 4 = i
max
- Còn tận cùng các tia trong nhóm truyền càng đối xứng càng tốt để giảm chiều
ngang của nhóm và toàn bộ hộp .
- Trên truc của động cơ tốc độ lớn n = 1460(vg/ph) , gây ra rung động lớn cho
nên ta bố trí 1 bộ truyền đai (đai thang) sau đó đén trục lắp bánh răng thay thế
của hộp tốc độ . để đáp ứng đợc yêu cầu đổi hớng truyền động trong không
gian, theo máy chuẩn ta bố trí 3 cặp bánh răng côn có tỷ số truyền bằng 1 . Do
yêu cầu truyền tải êm trên trục dao ta bố trí cặp bánh răng cuối cùng của xích
tốc độ là cặp bánh răng nghiêng . Trong hộp toóc độ dùng bánh răng thay thế để
1 cặp bánh răng đợc sử dụng nhiều lần thì tốt nhất nên sử dụng lới cấu trúc đối
xứng . Nhng để đảm bảo tỷ số truyền của các truyền động nằm trong giới hạn
cho phép thì ta dùng đồ thị vòng quay không đối xứng
Từ đó ta có đồ thị vòng quay của hộp tốc độ nh sau:
Thuyết minh đồ án tốt nghiệp bộ môn : máy & tự động hoá
19
Khoa : cơ khí chế tạo máy
(Hình vẽ trang bên).
*. Ta xác định từng tỷ số truyền trong hộp :
Từ đồ thị số vòng quay ta đi xác định các tỷ số truyền trong từng bộ truyền của
hộp tốc độ .
i
min
= 1/
6
= 1/1,26
6
= 1/4 = [ i
min
]
i
max
=
3
= 1,26
3
= 2 < [ i
max
] = 4
Gọi i
1
= i
đai
Khi đó ta có :
i
2
=
3
= 2 i
5
=
0
= 1 i
8
= 1/
3
= 0,5
i
3
=
2
= 1,58 i
6
= 1/ = 0,79 i
9
= 1/
4
= 0,39
i
4
= = 1,26 i
7
= 1/
2
= 0,63 i
10
= 1/
5
= 0,315
Dựa vào đồ thị vòng quay trên lới ta có tốc độ của trục II là :
n
II
=
635(vg/ph)634,9
1,26
20050.4
55
==
Vậy tỷ số truyền của bộ truyền đai là : i
1
= i
đai
= n
II
/n
đc
= 635 / 1460 = 0,43
Thuyết minh đồ án tốt nghiệp bộ môn : máy & tự động hoá
20
1460(v/f)
VII VI IV III V II I
2000
(v/ph)
(v/ph)
(v/ph)
(v/ph)
(v/ph)
(v/ph)
(v/ph)
(v/ph)
(v/ph)
315
250
200
160
125
100
80
50
63
i
1
Đồ thị vòng quay hộp tốc độ
i
9
i
10
i
8
i
7
i
6
i
5
i
4
i
3
i
2
Khoa : cơ khí chế tạo máy
3 - Tính toán bộ truyền
*, Tính bộ truyền bánh răng thay thế :
i
2
= 2 = 58/29 a
2
+ b
2
= 87 = 29.3
i
3
= 1,58 53/34 a
3
+ b
3
= 87 = 29.3
i
4
= 1,26 49/38 a
4
+ b
4
= 87 = 29.3
i
5
= 1 44/43 a
5
+ b
5
= 87 =29.3
i
6
= 0,79 38/49 a
6
+ b
6
= 87 = 29.3
i
7
= 0,63 34/53 a
7
+ b
7
= 87 = 29.3
i
8
= 0,5 29/58 a
8
+ b
8
= 87 = 29.3
i
9
= 0,39 23/64 a
9
+ b
9
= 87 = 29.3
i
10
= 0,315 21/66 a
10
+ b
10
= 87 = 29.3
Vậy ta có bội số chung nhỏ nhất của : aj + bj = 87
Ta thấy bánh răng nhỏ nhất trong nhóm bánh răng chủ động là: Z
min
= 18
Z
10
= a
10
.E
min
.K/ (a
10
+b
10
) > 18 chọn E
min
= 1
S
Z
= K.E
min
= 87.1 = 87 < 120 Đạt yêu cầu
áp dụng công thức : Z
i
=
ii
i
ba
.Ka
+
Với i nguyên và i = 1 ữ 10
Từ đó ta có
Z
10
= 21 Z'
10
= 66 Z
9
= 24 Z'
9
= 63
Z
8
= 29 Z'
8
= 58 Z
7
= 34 Z'
7
= 53
Z
6
= 38 Z'
6
= 49 Z
5
= 44 Z'
5
= 43
Z
4
= 49 Z'
4
= 38 Z
3
= 34 Z'
3
= 53
Z
2
= 58 Z'
2
= 29
*. Tính toán bộ truyền cuối cùng của xích tốc độ :
Do bộ truyền cuối cùng đợc gắn với trục daocho nên phải đảm bảo yêu cầu làm
việc êm , chịu tải trọng lớn và để máy làm việc ít bị rung động nên ở bộ truyền
này ta chọn cặp bánh răng nghiêng có góc nghiêng = 18
0
. Modul dọc trục
m
t
= 4 mm.
Ta có : i
11
= 1/4 = Z
11
/Z
11
= 17/68.
Thuyết minh đồ án tốt nghiệp bộ môn : máy & tự động hoá
21
Khoa : cơ khí chế tạo máy
Chọn Z
11
= 17 ; Z
11
= 68. ( Theo máy chuẩn 5K32 )
4 - Kiểm tra sai số vòng quay
Trong quá trình tính toán số răng do phân tích tỷ số truyền có sai số để làm
tròn số răng Z đã đợc tính.
Tần số quay của trục chính có thể sai lệch so với tần số quay tiêu chuẩn. Vì
vậy ta phải kiểm tra sai số vòng quay rồi so sánh với số vòng quay cho phép:
Sai số cho phép xác định theo công thức:
[
n
] = 10( - 1) % = 10( 1,26 - 1) % = 2,6 %
Sai số tơng đối phải đảm bảo
n
< [
n
] hay :
n n
n
tt tc
tc
< [
n
]
*. Ta lập bảng kiểm tra sai số vòng quay :
STT Phơng trình truyền dẫn n
tc
(v/f) N
tt
(v/f)
%
1 635.
58
29
.1.1.1.
17
68
315 317,5 0,79
2 635.
53
34
.1.1.1.
17
68
250 247,75 - 0,89
3 635.
49
38
.1.1.1.
17
68
200 204,7 2,3
4 635.
44
43
.1.1.1.
17
68
160 162,4 1,53
5 635.
38
49
.1.1.1.
17
68
125 123,1 -1,68
6 635.
34
53
.1.1.1.
17
68
100 101,1 1,8
7 635.
29
58
.1.1.1.
17
68
80 79,31 -0,78
8 635.
24
63
.1.1.1.
17
68
63 60,47 2
9 635.
21
66
.1.1.1.
17
68
50 50,51 1
Vậy sai số vòng quay thực so với sai số vòng quay tiêu chuẩn nằm trong giới
hạn cho phép .
II - Thiết kế xích chạy dao
1 -Xích chạy dao đứng
Thuyết minh đồ án tốt nghiệp bộ môn : máy & tự động hoá
22
Khoa : cơ khí chế tạo máy
Để biến chuyển động quay thành chuyển động tịnh tiến dọc của bàn dao, ta sử
dụng cơ cấu vít me đai ốc có bớc t = 10 ( mm ) , số đầu mối k = 1
- Nh phân tích chọn phơng án thay đổi tốc độ của xích tốc độ, xích chạy dao ta
cũng sử dụng bánh răng thay thế . Ta cũng có R
s
= 6,25 nên hộp chạy dao ta sử
dụng cặp bánh răng thay thế có phạm vi điều chỉnh R
i
< (16 ữ 20)
Ta có chuỗi vòng quay của trục vít me nh sau :
n = S / t (v/1vphôi) n
5
= 0,2 (v/1vphôi)
n
1
= 0,08 (v/1vph) n
6
= 0,25 (v/1vph)
n
2
= 0,1 (v/1vph) n
7
= 0,32 (v/1vph)
n
3
= 0,126(v/1vph) n
8
= 0,4 (v/1vph)
n
4
= 0,158(v/1vph) n
9
= 0,5 (v/1vph)
- Ta xây dựng đồ thị vòng quay của trục vít me để tính số răng của cặp bánh
răng thay thế, ta chọn lới vòng quay của trục vít me hoàn toàn đối xứng nhằm
muốn cho các cặp bánh răng thay thế đợc sử dụng hai lần, một lần tạo tỷ số
truyền i, một lần tạo tỷ số truyền 1/i.
Lập bảng ta có:
i
1
= 96/1 i
5
= 0,79 i
9
= 2 i
13
= 1/24
i
2
= 0,39 i
6
= 1 i
10
= 2,52
i
3
= 0,5 i
7
= 1,26 i
11
= 39/65
i
4
= 0,63 i
8
= 1,58 i
12
= 10/9
- Đối với các cặp bánh răng thay thế của xích này ta kết hợp với xích chạy dao
hớng kính để cho tính toán đơn giản hơn và cũng giúp cho việc bảo quản, chế
tạo bánh răng thay thế của hai xích này dễ dàng hơn, tránh nhầm lẫn và lựa chọn
dễ khi sử dụng.
Từ trên ta có đồ thị vòng quay xích chạy dao đứng nh sau : (Hình vẽ).
Thuyết minh đồ án tốt nghiệp bộ môn : máy & tự động hoá
23
Đồ thị vòng quay xích chạy dao đứng .
VII VI IV III V II I
0,50
0,40
0,32
0,25
0,20
1(vg)phô
i
0,158
0,128
0,08
0,10
i
13
i
o
i
1
i
10
i
8
i
9
i
7
i
5
i
4
i
3
i
2
i
6
Khoa : cơ khí chế tạo máy
2 -Xích chạy dao hớng kính:
Nh ta đã biết ở xích chạy dao đứng ta sử dụng các cặp bánh răng thay thế của
xích chạy dao đứng cho xích chạy dao hớng kính này:
Tra bảng 70 - X - STCNCTM : Ta có.
S
kmax
= 1,7 mm/vg ; S
kmin
= 1,7/6,25 = 0,27 ( mm/vg )
Dựa vào chuỗi vòng quay tiêu chuẩn ta chọn chuỗi vòng quay :
S
k1
= 0,27 mm/vg S
k6
= 0,85 mm/vg
S
k2
= 0,34 mm/vg S
k7
= 1,08 mm/vg
S
k3
= 0,43 mm/vg S
k8
= 1,36 mm/vg
S
k4
= 0,54 mm/vg S
k9
= 1,7 mm/vg
S
k5
= 0,68 mm/vg
Chọn vít me chạy dao hớng kính có bớc t = 10mm , ta có chuỗi vòng quay
của trục vít me:
n
1
= 0,027 ( vg/ph ) n
6
= 0,085 ( vg/ph )
n
2
= 0.034 ( vg/ph ) n
7
= 0.108 ( vg/ph )
n
3
= 0,043 ( vg/ph ) n
8
= 0,136 ( vg/ph )
n
4
= 0,054 ( vg/ph ) n
9
= 0,17 ( vg/ph )
n
5
= 0,068 ( vg/ph )
Đồ thị chạy dao của xích chạy dao hớng kính là:
i
0
= 96/1 i
5
= 0,19 i
10
= 2,5
i
1
= 1/13 i
6
= 1 i
11
= 39/65
i
2
= 0,39 i
7
= 1,26 i
12
= 9/10
i
3
= 0,5 i
8
= 1,58 i
13
= 3/5
i
4
= 0,63 i
9
= 2 i
14
= 1/36
Tính toán bộ truyền cho xích chạy dao :
Tính toán bộ truyền bánh răng thay thế .
i
1
=2,25 17/7 a
1
= b
1
= 24 = 3.2
3
i
2
= 2 = 2/1 a
2
+ b
2
= 3
i
3
= 1,58 11/7 a
3
+ b
3
= 18 = 2.3
2
i
4
= 1,26 53/43 a
4
+ b
4
= 96 = 3.2
5
Thuyết minh đồ án tốt nghiệp bộ môn : máy & tự động hoá
24
Khoa : cơ khí chế tạo máy
i
5
= 1 = 1/1 a
5
+ b
5
= 2
i
6
= 0,8 43/53 a
6
+ b
6
=96 =3.2
5
i
7
= 0,63 3/5 a
7
+ b
7
= 8 = 2
3
i
8
= 0,5 =1/2 a
8
+b
8
= 3
i
9
= 0,39 = 7/17 a
9
+b
9
= 24 = 3.2
3
K = 3
2
.2
5
= 288
Ta thấy K lớn hơn là do cặp bánh răng có tỷ số truyền : i
3
= 1,58=11/7.
Đồ thị vòng quay xích chạy dao hớng kính nh hình vẽ sau :
Lợng chạy dao :
S
d
= 3,2 ( mm/vg)
S
k
= 0,1 (mm/vg)
Thuyết minh đồ án tốt nghiệp bộ môn : máy & tự động hoá
25
VIII VII VI
IV III
V
II
I
0,170
0,136
0,100
0,085
0,068
0,054
0,043
0,027
0,039
Đồ thị vòng quay xích chạy h ớng kính
i
10
i
8
i
9
i
7
i
5
i
4
i
3
i
2
i
6
i
11
i
13
i
14
i
12
i
1
i
0