Weaving - Flow chart of Weaving
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (2 MB, 75 trang )
Class lectures Module
Southeast University
Department Of Textile Engineering
I/A 251,252 Tejgaon Dhaka Bangladesh
TEXTILE
A Textile was originally a woven fabric but now the term textile and its
plural textiles are also applied to fibers, filaments, yarn and most product
for which these are a principle raw material, the product includes threads,
cords, ropes, braids, woven, knitted, non-woven fabrics, nets, household
textile, geo-textile, medical textiles etc.
WEAVING
Weaving is the action of producing fabric by the interlacing of warp and
weft thread. The warp threads are placed along the length of the fabric
and the weft threads are placed along the width of the fabric.
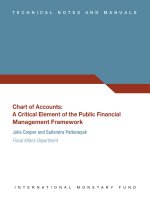
FLOW CHART OF WEAVING
Yarn
(In the form of spinner’s package)
Warp Preparation Weft Preparation
Winding (cone, cheese) Winding (Cop, Pirn,
Cone, Cheese)
Warping (Pre beam/ Warper’s
beam/ back beam) Weaving (Fabric)
Sizing (weavers beam)
Drafting, Drawing, Pinning
Denting, Looming
Weaving (Fabric)
Geo-Textile: Embankment
Medical Textile: Non-alginate fabric
Three types of yarn package are mention bellow
Cone Flange bobbin Cheese
TYPES OF FABRICS
1. Woven fabric (Shirt)
2. Knitted fabric (T-shirt)
3. Non-woven fabric (Tea pack)
4. Special fabric (Fire proof fabric, water proof fabric)
OBJECTS OF YARN PREPARATION
1. To remove yarn faults ( there are 23 types of yarn faults)
2. To transfer the yarn from spinner package to a convent form of
package which will facilitate weaving.
3. To have desired length on a package.
4. To clean the yarn for better appearance and performance.
5. To make good quality fabric.
6. To reduce labor cost.
Intentional
Unintentional
FAULTS TO BE REMOVED DURING YARN-PREPARATION
1. Thick place
2. Thin place
3. Slubs
4. Lose fibers
5. Count variation
6. Foreign particles (seed, slub, leaf, dust, bollworm, honeydew)
7. Neps
QUALITY OF GOOD WARP
1. The yarn must be uniform, clean and free from knots as much as
possible.
2. The yarn must be sufficient strong with withstand the stress and
friction without end breakage.
3. Knots should be a standard size and type. So that they can pass the
heald eye, dropper, read easily.
4. The warp must be uniformly sized and size coating should be thick
enough to protect the yarn various function.
5. The ends of warp must be parallel and each must be wound onto a
weavers beam at an even and equal tension.
6. All warp yarn should of same size in length.
PACKAGE
TYPES OF PACKAGE
1. Cone
2. Cheese
3. Spool
4. Flange bobbin
5. Cop (use for jute weft)
6. Pirn (use for cotton weft)
7. Spinner’s bobbin
TYPES OF PACKAGE WINDING
There are three types of package winding available.
1. Parallel wound package
2. Near parallel wound package
3. Cross wound package
Parallel Wound Package Features
•
Much yarn can be wound at a time.
•
No need of traversing motion.
•
Side withdrawal is possible.
•
The density of yarn is more.
•
No change of twist/inch.
•
For yarn unwinding separate mechanism is needed.
•
Two side of the package needed flange.
Near Parallel Wound Package Features
1. No need flanged here.
2. Both side and overend withdrawal is possible.
3. Twist/inch can be changed.
4. Traversing motion is needed.
Cross-Wound Package Features
1. Here no flanged is required.
2. Traversing mechanism is must.
3. Twist/inch changes.
4. Only overend withdrawal is possible.
5. Yarn ballooning occurs during
unwinding.
6. This package is very stable.
PACKAGE DRIVING
TYPES OF PACKAGE DRIVING
There are three types of package driving system.
1. surface contact driving (indirect system)
2. direct driving at constant angular speed
3. Direct Driving At Variable Angular Speed
1. SURFACE CONTACT DRIVING (INDIRECT SYSTEM)
In this system, the yarn package is placed with a surface contact of a
drum. The drum is driven by a motor and same gear. When it rotates
the package also rotate is reverse direction.
2. DIRECT DRIVING AT CONSTANT ANGULAR SPEED
In this system the package is placed on a spindle and spindle gets motion by a
motor and some gears. So, that package gets a constant angular speed. Here
yarn take up rate is directly proportional to the package dia.
3. DIRECT DRIVING AT VARIABLE ANGULAR SPEED
In the system yarn package is directly driven at a variable angular speed to give a
constant yarn speed. Here the package speed is inversely proportional to the
package radius,
I.e. Package speed
1
Package radius
BALLOONING
The appearance of the curved path of running yarn during unwinding or over
end withdrawn from packages under appropriate winding condition through a
guide, placed above and in line with the axis of the package at an adequate
distance from it, the yarn assumes the appearance of a balloon shape. This
circumstance of assuming balloon shape of yarn is called ballooning.
FACTORS EFFECTING THE SHAPE AND SIZE OF BALLOON
1. Package size Ballooning
2. Yarn guide distance Ballooning
3. Lift the package Ballooning
4. Count of yarn Ballooning
5. Air resistance Ballooning
6. Unwinding rate. Ballooning
YARN WITHDRAWAL OR UNWINDING
The unwinding process of yarn from a package is called yarn withdrawal. There
are two types of yarn withdrawal system:
1. Side Withdrawal
2. Overend Withdrawal
1) Side Withdrawal
The features of side withdrawl of yarn are given bellow;
a. Package will rotate in side withdrawal.
b. Yarn twist will be unchanged.
c. No formation of balloon occurs.
d. It is applied to flanged bobbin.
e. The rate and speed of unwinding is slow.
2. Overend Withdrawal
The features of overend withdrawl are given bellow;
a. Package remains stationary during unwinding.
b. Formation of balloon occurs.
c. Twist/inch of yarn changed.
d. Generally cop, pirn, cone, chess are packages used for overend
withdrawl.
e. The rate of unwinding is high.
YARN GUIDE
In winding and unwinding some small component control yarn path which is
very necessary, yarn guide is used to perform this job.
TYPES OF YARN GUIDE
There are two types of yarn guide
1. Yarn Guide For The Yarn Whose Ends Are Required For Threading;
For this type of yarn guide extra time is needed for threading. So speed of
operation is decreased. The yarn which passes this guide faces more
friction.
Like Ceramic, Tumpet, Bust
2. Yarn Guide For The Yarn Whose Ends Are Not Required For
Threading;
Here threading is very easy. So the speed of the operating is high. Yarn passes
through this guide faces less friction.
Figure: Yarn Guide
TENSION DEVICE
During winding, we have to impart proper tension to yarn, so that we can get a
stable and undamaged package. So we pass the yarn through a device called
tension device.
Types of Tension Device
There are four types of tension device as follow;
a) Capstan Tensioner.
b) Additive Tensioner.
c) Combined Tensioner.
d) Automatic Tensioner.
A.CAPSTAN TENSIONER
It is the simplest type of yarn tensioner. It works only by deflecting the yarn around
fixed posts. This includes a capstan effect on yarn. It works by the following
formula:
Output Tension = Input Tension × e
μθ
or, T2 = T1 eμθ
Where,
T
2
= Output tension.
T
1
= Input tension.
e = Constant
μ = Co-efficient of friction.
θ = θ
1
+θ
2
+θ
3
= Angle of lap.
B. ADDITIVE TENSIONER
This is also a simple technique of applying tension of yarn. In this device a dead
weight or spring is used in the middle of the two surfaces in contact and the
force is applied to give suitable tension to the yarn. Hence the output tension is
expressed by,
T
2
= T
1
+ 2μF
Where,
T
1
= Input tension.
T
2
= Output tension.
µ = Co-efficient of friction.
F = Applied force.
C. COMBINED TENSIONER
It is the combined form of additive and capstan tensioner. The device permits the
tension level to be raised to any desired level, but doesn’t permit a reduction of
tension. Here output tension is expressed of follow:
T2 = T1 + 2μF = T1 eμθ
Where,
T
1
= Input tension.
T
2
= Output tension.
µ = Co-efficient of friction.
F = Applied force.
θ = Angle of lap.
D. AUTOMATIC TENSIONER
It is a simple tensioner in which yarn tension is controlled automatically. It has a
lever with spring loaded disc in one side and applied load in another side. The
device is designed in such a way that if applied tension is too high. The pressure on
disc is reduced to bring the tension back to its proper level.
EFFECT OF TENSIONING DEVICE
There are some effects of tension to yarn or package: They are
a) If tension is too high.
b) If tension is too low.
c) If tension varies.
a) If Tension is Too High
•
Hard package.
•
Breakage rate increase.
•
Yarn elongation.
•
Shade variation.
•
Weak the thin place.
b) If Tension Is Too Low
•
Loose package
•
Unstable package
•
Slough off
c) If Tension Varies
•
Problem during unwinding
•
Package unstable
•
Irregularity among yarn
Auxiliary Function in Winding
•
Creeling.
•
Piecing.
•
Doffing.