BÁO CÁO THÍ NGHIỆM MÔN HỌC TĐH THUỶ KHÍ TRONG MÁY
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (129.34 KB, 5 trang )
Trờng Đại học bách khoa Hà Nội
Bộ môn máy và Ma sát học- Khoa Cơ khí
Sinh viên: Nguyễn Quang Hiển
Lớp: CTM6 K43
Báo cáo thí nghiệm
môn học TĐH thuỷ khí trong máy
Bài 1. Chép hình thuỷ lực
1. Chép hình một toạ độ trên máy tiện
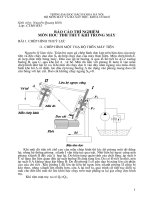
Nguyên lý làm việc: Toàn bộ cụm gá chép hình đợc kẹp trên bàn dao của máy
tiện và đợc chạy dao dọc Sd do hộp chạy dao của máy thực hiện. Mộu chép hình đợc kẹp chặt trên băng máy. Dầu cao áp từ buồng A qua lỗ hở tiết lu 1,2 xuống
buồng B, qua C, qua khe hở về bể. Mũi dò liền với pitong II luôn tì vào mẫu
chép hình nhờ lực lò xo. Khi mũi dò chạy dọc tì vào đáy nằm ngang của mẫu chép
hình khe hở cố định, lực dầu ép trong buồng A tác dụng vào pitong mang dao cắt
cân bằng với lực cắt. Dao cắt không chạy ngang Sng=0.
Khi mũi dò tiến tới chỗ cao của mẫu chép hình thì lúc đó pitong mũi dò đứng
lại, nhng hệ thống pitong xilanh I vẫn tiếp tục qua trái. Nhờ liên hệ ngợc cứng nên
pitong xilanh II đẩy cửa hẹp lại. Do hiện tợng quán tính của chất lỏng, áp suất ở
C sẽ tăng lên liên quan đến áp suất buồng B cũng tăng lên. Do có lỗ tiết lu nhỏ, nên
1
áp suất ở A không tăng kịp bằng B. Do đó pitong I có gắn dao bị nâng lên cắt phần
cao của chi tiết . Khi pitong I đii lên do liên hệ ngợc nên xilanh pitong II cũng bị
kéo theo, nhng xilanh lên nhiều hơn, cửa lại mở ra, quá trình cứ tiếp tục diễn ra
mãi cho đến khi mũi dò lên khỏi bậc chạy trên mặt phẳng ta lại gia công đ ợc hình
trụ.
Khi tiện mặt trụ: ta có Q1=Q2,
.d 2 2 g
.d 2 2 g
.
.( pb p1 ) ; Q2 = à2 .
.
.( p1 pa )
trong đó: Q1 = à1.
4
4
trong đó: à1,à2 là hệ số thoát dầu, pa=0.
Điều kiện cân bằng: pb .F0 = p1.F1 + Pcat
Lợng chạy dao thuỷ lực: S ng .F1 = Q3 trong đó Q1 = Q2 + Q3
Sau khi thay các giá trị và biến đổi ta rút ra đợc:
à1.
S ng =
.d 2 2 g
2g
.
. ( pb p0 ) à 2 ..
.p
4
1
F1
Lợng chạy dao thực ST = S d + S ng
Ưu điểm của phơng pháp này là tiện đợc trục bậc, lực tác dụng giữa kim dò vào
mẫu rất nhỏ, do đó mẫu chép hình có thể chế tạo bằng các loại vật liệu có độ cứng
không cần cao lắm, điều này giúp cho việc chế tạo mẫu dễ dàng và đạt độ hính xác
cao. Tuy vậy phơng pháp này vẫn có một vài hạn chế nh: do không có bộ ổn tốc
nên khi lực cắt tăng, vận tốc giảm dẫn đến S ng giảm do đó ảnh hởng đén độ chính
xác về hình dạng của chi tiết gia công. Một điểm nữa là với phơng pháp này chỉ gia
công đợc các chi tiết có đờng kính lớn dần về phía mâm cặp
2. Chép hình hai tạo độ trên máy tiện
Nguyên lý làm việc: Dầu cao áp từ bơm vào buồng A, do xilanh cố định nên
pitong chuyển sang trái. Pitong I lại đợc kẹp chặt với hệ thống xilanh pitong II.
Pitong II kẹp dụng cụ cắt. Pitong II liên hệ ngợc cứng với hệ thống van trợt mang
mũi dò. Khi mũi dò vấp vào chỗ cao của mẫu chép hình, van trợt nâng lên, dầu cao
áp qua mép 1-1 vào buồng B đẩy pitong mang dao đi lên. Do liên hệ ngợc cứng nên
xilanh, van trợt cũng lên theo, đậy mép 1-1 lại. Đồng thời lúc ấy chuyển động dọc
vẫn tiếp tục do dầu vẫn chảy vào buồng A, van trợt lại bị nâng lên, mép 1-1 lại mở
2
ra, dầu cao áp lại vào B nâng dao lên. Qua trình này cứ tiếp diễn mãi nh vậy cho
đến khi mũi dò đi trên mặt phẳng dao lại cắt đợc hình trụ. Khi thực hiện Sd ở buồng
E không có dầu qua nên lò xo K đẩy pitong van giảm áp lên trên , mép1-1 mở ra.
Dầu từ buồng C xuống buồng G qua van tiết lu 2 về bể. Khi thực hiện Sng, dầu ở
buồng D qua mép 2-2 về buồng E ép pitong van giảm áp xuống phía dới, mép 2-2
mở ra. Lúc này dầu ở buồng C không xuống G mà vào H đến à2 về bể, còn dầu ở E
qua à1 cũng về bể. Chú ý là mép 1-1 làm trung gian, còn mép 2-2 là dỡng, mục
đích khi có Sng trong một thời điểm ngănSd=0. Đến khi nào 2-2mở ra mới có Sd.
Nếu gọi K là lực lò xo đã biết, ta có: f1.P1 + f 2 .P2 = K
hay
f1.P1 f 2 .P2
+
=1
K
K
(1)
2g
2g
. p2
. p1 (2); 2 .F2 = à2 . 2 .
Trong đó: 1,2 là diện tích mở của van tiết lu1 và 2;
à1,à2 là hệ số thoát dầu của van tiết lu1 và 2.
12 2 2
Từ (1), (2), (3) ta có: 2 + 2 = 1
a
b
2 g (1.à1 ) 2 .K
2 g ( 2 .à 2 ) 2 .K
.
b=
.
Trong đó a =
;
F12 . f1
F2 2 . f 2
Theo thuỷ lực ta có: 1.F1 = à1.1.
(3)
3
Nh vậy để có lợng chạy dao nhất định để đảm bảo độ bóng gia công giống nhau thì
Stổng phải là hằng số. Tức phải có: a=b.
Xảy ra 2 khả năng:
a. F1. f1 = F2 . f 2 (4) Nghĩa là diện tích pitong và van trợt phải chọn theo tỷ lệ nh phơng trình (4).
b. (1.à1 ) = ( 2 .à2 ) nghĩa là phải chọn 2 van giống nhau, lúc mở cũng phải mở
giống nhau.
bài 2. Hệ thông thuỷ lực trong máy mài
Nguyên lý hoạt động: Hệ thống thuỷ lực trong máy mài gồm bơm cao áp cung
cấp áp suất cho pitong xilanh thông qua van đảo chiều 5/3 kết hợp với một số cơ
cấu cơ khí có nhiệm vụ điều chỉnh và điều khiển máy. Hai cữ điều chỉnh đợc gắn
trên bàn máy có tác dụng khống chế hành trình của bàn máy, Van điều chỉnh tiết lu
ở đầu ra điều chỉnh tốc độ cũng nh thời gian của hành trình máy. Khi bắt đầu bật
máy để làm việc điên sẽ đợc đóng vào bộ cảm ứng từ N1 (hoặc N2) khi đó bàn máy
sẽ chuyển động và khi cữ điều chỉnh gắn trên bàn máy gạt vào cần đóng ngắt điện
thì sẽ đóng điện cho cảm ứng từ có tác dụng điều chỉnh van đảo chiều để bàn máy
chuyển động theo chiều ngợc lại. Và quá trình cứ lặp lại cho đến khi ngời thợ dừng
máy.
4
Van ®¶o chiÒu 5/3
5