Báo cáo đồ án chế tạo máy: Lập thứ tự nguyên công
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (225.93 KB, 33 trang )
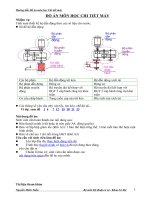
CHƯƠNG 5 - Lập thứ tự các nguyên công
1. Nguyên công I : Đúc.
2. Nguyên công II : Phay mặt đầu E, đạt độ nhám R a = 2.5, đạt cấp độ
bóng cấp 6
3. Nguyên công III : Phay mặt đầu F, đạt kích thớc 28
0.3
, đạt cấp độ
bóng cấp 6.
4. Nguyên công IV : Khoan + khoét các lỗ ỉ9 và ỉ13, đạt cấp chính xác
cấp 7, độ nhám R z = 40, cấp độ bóng cấp, dùng làm chuẩn tinh phụ.
5. Nguyên công V: Phay mặt C, đạt độ nhám R z = 20, cấp độ bóng cấp.
6. Nguyên công VI: Phay mặt đáy B, đạt kích thớc 380.3, độ nhám R z =
40.
7. Nguyên công VII : Phay 2 mặt bên còn lại.
8. Nguyên công VIII : Khoan các lỗ chốt ỉ4, khoét + doa lỗ ỉ25+, đạt
cấp chính xác cấp 7, độ nhám R z = 2.5.
9. Nguyên công IX: Khoan + khoét + doa lỗ ỉ10, đạt độ nhám R z = 2.5
10. Nguyên công X: Kiểm tra.
<1>. Nguyên công I :Đúc.
Chi tiết đợc đúc trong khuôn kim loại. Sơ đồ đúc nh hình trên.
<2>. Nguyên công II : Phay mặt đầu E.
2.1-Sơ đồ gá đặt.
* Cơ cấu định vị.
-2 phiến tỳ ở mặt C hạn chế 3 bậc tự do.
-3 chốt tỳ ở mặt 2 mặt bên hạn chế 3 bậc tự do.
* Cơ cấu kẹp chặt.
Kẹp chặt bằng ren vít, cơ cấu kẹp chặt với các chốt tự lựa.
2.2-Chọn máy.
Tra bảng P3.36 [1] : Chọn máy phay ngang 6P12
đặc tính kỹ thuật
Khoảng cách từ tâm hoặc mặt đầu
trục chính tới bàn máy A(mm)
Khoảng cách từ tâm trục chính tới
30 ữ 450
bệ máy
B(mm)
Kích thớc bàn máy
(mm)
Số cấp tốc dộ của trục chính
Số vòng quay của trục chính
350
1250x320
18
31,5 ; 40 ;50 ; 63 ; 80 ; 100;125 ;
(v/ph)
160 ; 200 ; 250 ; 315 ; 400;500 ;
630 ; 800 ; 1000; 1250; 1600.
Số cấp tốc độ chạy dao của bàn
18
máy
Lợng chạy dao dọc và ngang của 25 ; 31,5 ; 40; 50; 63; 80; 100;
bàn máy
(mm/ph)
125; 160; 200; 250; 315; 400;
500; 630; 800; 1000; 1250.
8,3; 10,5; 13,3; 16,6; 21; 26,6;
33,3; 41,6; 53,3.
Lợng chạy dao thẳng đứng của 66,6; 83,3; 105; 133,3; 166,6;
bàn máy
(mm/ph)
Công suất của động cơ dẫn động
210; 266,6; 333,3; 416,6.
7,5
Chuyển động chính
( KW)
Công suất của động cơ chạy dao
2,2
2305x1950
( KW)
(mm)
Kích thớc máy
2.3-Chọn dao.
Tra bảng 4-95[2] :Ta chọn dao phay mặt đầu răng chắp mảnh hợp kim cứng
BK6 có kích thớc.
D(Js)
B
d(H7)
Z
100
50
32
8
2.4-Tra lợng d gia công .
Tra bảng 3-95[2] : Lợng d gia công của vật đúc bằng gang cấp chính xác 2 là
:4(mm).
2.5-Tra chế độ cắt: Tính chế độ cắt theo 2 bớc phay thô và phay tinh.
Chế độ cắt khi phay thô :
Chiều sâu cắt t =2,0mm .
Lợng chạy dao răng S z=0,2 mm/răng (Bảng 5-33
và 5-125_ Sổ tay
CNCTM_T2) .
Tốc độ cắt
V b=180 m/ph (Bảng 5-127 [3] ) .
Tốc độ cắt tính toán:
Vt=Vb.kMV.knv.kuv
Với:
kMV: Hệ số phụ thuộc vào chất lợng của vật liệu gia công
nv
190
190
kMV = =
HB
190
1, 25
= 1.(Bảng 5-1 và 5-2[3]).
knv: Hệ số phụ thuộc vào tình trạng của bề mặt phôi
Chọn k nv = 0,85.(Bảng 5-5[3]).
kuv : Hệ số phụ thuộc vào chất lợng vật liệu dụng cụ cắt.
kuv = 1.(Bảng 5-6[3]).
=>
Vt = 170.0,85.1.1=153(m/ph).
Số vòng quay của trục chính là:
nt =
1000.Vt 1000.153
=
= 487.2(vg / ph).
.D
3,14.100
Ta chọn số vòng quay theo máy n m= 400 (vòng/phút).
Nh vậy tốc độ cắt thực tế là:
Vtt =
.D.n m 3,14.100.400
=
= 125,6(m / ph) .
1000
1000
Chọn lợng chạy dao của máy:
S ph = Sz.Z.n m = 0,2.8.400=640(mm/ph).
Chọn Sm= 630(mm/ph).
* Thời gian nguyên công đợc xác định theo công thức:
Tct = To + Tp + Tpv + Ttn
Trong đó:
Tct : thời gian từng chiếc (thời gian nguyên công ).
To : thời gian cơ bản(thời gian cần thiết để biến đổi trực tiếp hình dạng,
kích thớc, tính chất cơ lý của chi tiết).
Tp : thời gian phụ(thời gian cần thiết để ngời công nhân gá, tháo chi tiết,
mở máy, mài dao, điều chỉnh máy. . .), Tp =
To.
Tpv : thời gian phục vụ chỗ làm việc gồm: thời gian phục vụ kỹ thuật,
mài dao, điều chỉnh máy . . ., Tpv =
To.
Ttn : thời gian nghỉ ngơi tự nhiên của công nhân, Ttn =
Tct = To +
To +
To +
To =
Thời gian cơ bản đợc xác định theo công thức:
To = (L1 + L2 + L)/S.n.(phút)
Trong đó:
L: Chiều dài bề mặt gia công (mm).
L1: Chiều dài ăn dao (mm).
L2: Chiều dài thoát dao (mm).
To.
To.
S:
Lợng chạy dao vòng / hành trình kép.
n:
Số vòng quay hay hành trình kép/phút.
To = (L1 + L2 + L)/S.n = (L1 + L2 + L)/S m.
L = 100(mm).
L1 = t ( D t ) +3 =
L2 =
T0 =
(mm)
+3 =
chn L2 =
(mm).
(mm).
(phút).
Chế độ cắt khi phay tinh .
Chiều sâu cắt t =
mm lợng chạy dao vòng S 0=
(mm/vòng). (Bảng 5-3
SổTayCNCTM tập 2 ) .
Lợng chạy dao răng S z = So/z = /8 =
Tốc độ cắt V b=
(mm/răng).
( m/ph). (Bảng 5-12 SổTayCNCTM ) .
Tốc độ cắt tính toán:
Vt=Vb.kMV.knv.kuv =
=
(m/ph).
Số vòng quay của trục chính là:
n=
1000.V
=
.D
Ta chọn số vòng quay theo máy n m=500( vg/ph).
Nh vậy tốc độ cắt thực tế là:
Vtt =
.D.n m
=.
1000
Chọn lợng chạy dao của máy:
S ph = Sz.Z.n m =
=
(mm/ph).
Chọn Sm= 500(mm/ph).
Thời gian cơ bản đợc xác định theo công thức:
To = (L1 + L2 + L)/S.n = (L1 + L2 + L)/S m.
L = 100(mm).
L1 = t ( D t ) +3 =
L2 =
T0 =
(mm)
=
chn L2 =
(mm).
(mm).
100 + 10,05 + 3
= 0,23(phút).
500
Bảng thông số chế độ cắt nguyên công II:
Phay tinh
Phay thô
Bớc CN
157
125,6
V(m/phút)
500
400
n(v/phút)
0,5
2,0
t(mm)
1,0
1,6
S(mm/vg)
500
630
S(mm/ph)
<3>. Nguyên công III : Phay mặt đầu .
3.1-Sơ đồ gá đặt.
* Cơ cấu định vị.
-Phiến tỳ ở mặt đáy hạn chế 3 bậc tự do.
-3 chốt tỳ ở mặt 2 mặt bên hạn chế 3 bậc tự do.
* Cơ cấu kẹp chặt.
Dùng đòn kẹp liên động để kẹp chi tiết từ trên xuống vuông góc với mặt đáy .
n
n
W
S
3.2-Chọn máy :
Tra bảng P3.36 [1] : Chọn máy phay đứng 6P12.
đặc tính kỹ thuật
Khoảng cách từ tâm hoặc mặt đầu
trục chính tới bàn máy A(mm)
Khoảng cách từ tâm trục chính tới
bệ máy
B(mm)
Kích thớc bàn máy
(mm)
Số cấp tốc dộ của trục chính
Số vòng quay của trục chính
30 ữ 450
350
1250x320
18
31,5 ; 40 ;50 ; 63 ; 80 ; 100;125 ;
(v/ph)
160 ; 200 ; 250 ; 315 ; 400;500 ;
630 ; 800 ; 1000; 1250; 1600.
Số cấp tốc độ chạy dao của bàn
18
máy
Lợng chạy dao dọc và ngang của 25 ; 31,5 ; 40; 50; 63; 80; 100;
bàn máy
(mm/ph)
125; 160; 200; 250; 315; 400;
500; 630; 800; 1000; 1250.
8,3; 10,5; 13,3; 16,6; 21; 26,6;
33,3; 41,6; 53,3.
Lợng chạy dao thẳng đứng của 66,6; 83,3; 105; 133,3; 166,6;
bàn máy
(mm/ph)
Công suất của động cơ dẫn động
210; 266,6; 333,3; 416,6.
7,5
Chuyển động chính
( KW)
Công suất của động cơ chạy dao
Kích thớc máy
2,2
2305x1950
( KW)
(mm)
3.3-Chọn dao :
Tra bảng 4-95[2] :Ta chọn dao phay mặt đầu răng chắp mảnh hợp kim cứng
BK6 có kích thớc.
D(Js)
B
d(H7)
Z
100
50
32
8
3.4-Tra lợng d gia công .
Tra bảng 3-94[2] : lợng d gia công của vật đúc bằng gang cấp chính xác 1
là :2,0(mm).
3.5-Tra chế độ cắt: tính chế độ cắt theo 2 bớc phay thô và phay tinh cho cả 2
mặt đầu(Phay 2 dao cùng 1 lúc).
Ta tính cho 1 mặt đầu ỉ34
Chế độ cắt khi phay thô :
Chiều sâu cắt t =1,5mm .
Lợng chạy dao răng S z=0,2 mm/răng (Bảng 5-33 [3] và 5-125[3]) .
Lợng chạy dao vòng S 0= 0,2. 8= 1,6( mm/vòng).
Tốc độ cắt
V b=170 m/ph (Bảng 5-127 [3] ) .
Tốc độ cắt tính toán:
Vt=Vb.kMV.knv.kuv
=>
Vt = 170.0,85.1.1=144,5(m/ph).
Số vòng quay của trục chính là:
1000.Vt 1000.144,5
=
= 460,2(vg / ph).
.D
3,14.100
nt =
Ta chọn số vòng quay theo máy n m= 400 (vòng/phút).
Nh vậy tốc độ cắt thực tế là:
Vtt =
.D.n m 3,14.100.400
=
= 125,6(m / ph) .
1000
1000
Chọn lợng chạy dao của máy:
S ph = Sz.Z.n m = 0,2.8.400=640(mm/ph).
Chọn Sm= 630(mm/ph).
Thời gian cơ bản đợc xác định theo công thức:
To = (L1 + L2 + L)/S.n = (L1 + L2 + L)/S m.
L = 34(mm).
L1 = t ( D t ) +3 = 1,5(100 1,5) +3 = 15,15(mm).
L2 = 2ữ5(mm)
T0 =
chn L2 = 3 (mm).
34 + 15,15 + 3
= 0,083(phút).
630
Chế độ cắt khi phay tinh .
Chiều sâu cắt t = 0,5 mm lợng chạy dao vòng S 0=1,0(mm/vòng). (Bảng 5-37
SổTayCNCTM tập 2 ) .
Lợng chạy dao răng S z = So/z =1/8 =0,125(mm/răng).
Tốc độ cắt V b= 203( m/ph). (Bảng 5-127 SổTayCNCTM ) .
Tốc độ cắt tính toán:
Vt=Vb.kMV.knv.kuv = 203.0,85 = 172,55(m/ph).
Số vòng quay của trục chính là:
n=
1000.V 1000.172,55
=
= 549,52(vg / ph).
.D
3,14.100
Ta chọn số vòng quay theo máy n m=500( vg/ph).
Nh vậy tốc độ cắt thực tế là:
Vtt =
.D.n m 3,14.100.500
=
= 157(m / ph) .
1000
1000
Chọn lợng chạy dao của máy:
S ph = Sz.Z.n m = 0,125.8.500=500(mm/ph).
Chọn Sm= 500(mm/ph).
Thời gian cơ bản đợc xác định theo công thức:
To = (L1 + L2 + L)/S.n = (L1 + L2 + L)/S m.
L = 34(mm).
L1 = t ( D t ) +3 = 0,5(100 0,5) +3 = 10,05(mm).
L2 = 2ữ5(mm)
T0 =
Phay tinh
Phay thô
Bớc CN
chn L2 = 3 (mm).
34 + 10,05 + 3
= 0,094(phút).
500
157
500
125,6
400
V(m/phút ) n(v/phút)
0,5
1,5
t(mm)
1,0
1,6
S(mm/vg)
<4>.Nguyên công IV : Khoan , khoét ,doa lỗ 20 .
4.1-Sơ đồ gá đặt.
* Cơ cấu định vị.
-Phiến tỳ ở mặt đáy hạn chế 3 bậc tự do.
-3 chốt tỳ ở mặt 2 mặt bên hạn chế 3 bậc tự do.
* Cơ cấu kẹp chặt.
500
630
S(mm/ph)
Dïng ®ßn kÑp liªn ®éng ®Ó kÑp chi tiÕt tõ trªn xuèng vu«ng gãc víi mÆt ®¸y .
S n
W
4.2- Chọn máy : Máy khoan đứng 2H135 (Liên Xô cũ ) .
đặc tính kỹ thuật
Đờng kính lớn nhất khoan đợc
Khoảngcách từ tâm trục chính tới
35
dẫn hớng thẳng đứng của ụ trục
300
chính (mm)
Khoảng cách từ mặt đầu trục
0ữ750
12
31,5ữ1400
chínhtới bàn máy B (mm)
Số cấp tốc độ của trục chính
Số vòng quay của trục chính(v/ph)
Dịch chuyển lớn nhất của trục
250
12
chính
(mm)
Số cấp chạy dao
Lợng chạy dao của trục chính
0,1ữ2,6
450x500
4
1240x810
(mm/vòng)
Kích thớc bàn máy
Công suất động cơ (KW)
Kích thớc máy
4.3-Chọn dao :
+ Mũi khoan ruột gà thép gió đuôi côn kiểu I loại trung bình có các kích thớc cơ bản
nh sau : d = 18 mm ; L =305 mm ; l = 205 mm .
Bảng 4-42[2].
+ Mũi khoét chuôi côn có các kích thớc và thông số cơ bản sau đây :
0
0
6ữ8
8ữ10
D = 19,8 (mm ).
0
30ữ60
L = 300(mm)
f(mm)
1 0
0
30
10
0,8ữ2
l = 160(mm) d = 25(mm)
Bảng 4-47 và 4-48[2].
+Muĩ dao chuôI côn có các kích thớc cơ bản sau đây:
D = 20 (mm ).
L = 300(mm)
l = 50(mm) .
Bảng 4-49[2].
4.4 - Tính Chế độ cắt :Gồm 3 bớc :Khoan lỗ ỉ18,khoét lỗ ỉ19,8,doa lỗỉ20.
Bớc 1: Khoan lỗ 18 mm
Chiều sâu cắt t = 9 mm
Lợng chạy dao So = 0,7( mm/vòng )
kV = 1.0,85.1.1 = 0,85
Tốc độ cắt: V =
15,6.20 0, 2
0,85 = 5,52( m/phút)
60 0,3 0,10,1.2,6 0,5
1000.V
n = 3,14.D =
1000.5,52
3,14.20 = 87,90( vòng/phút).
Chọn nm = 80 (vòng/phút).
Vt =
3,14.D.n m
3,14.20.80
=
=5,03(vòng/phút).
1000
1000
d)Mô men xoắn M x
Mx = 0,005. CP.D.t x.(S/Z)y.Z
Tra bảng 5.23: CP = 92 ; x = 1 ; y = 0,75
Mx = 0,005.92.20.(2,6/10) 0,75.0,11.10 = 3,35N.m
e) Công suất cắt
Ne = Mx.n/9750 = 3,35.85/9750 = 0,029( kW).
Bảng thông số chế độ cắt :
Doa
Khoét
Khoan
Bớc CN
5,03
18,65
22,61
V(m/phút)
80
300
400
n(v/phút)
0,1
0,9
9
t(mm)
2,6
1,0
0,7
S(mm/vg)
f)Thời gian cơ bản.
Thời gian cơ bản đợc xác định theo công thức:
To = (L1 + L2 + L)/S.n = (L1 + L2 + L)/S m.
khi khoan ỉ18 :
L = 40(mm).
L1 =
d
18
cotg+(0,5ữ2)= cotg59 +2= 7,41(mm).
2
2
L2 = 1ữ3(mm) . chn L2 = 3 (mm).
0,22
0,15
0,18
T0(ph)
T0 =
40 + 7,41 + 3
= 0,18(phút).
0,7.400
khi khoét ỉ19,8 :
L = 40(mm).
L 1=
Dd
19,8 18
cotg+(0,5ữ2)=
cotg59+2=2,54(mm).
2
2
L2 = 1ữ3(mm) . chn L2 = 3 (mm).
40 + 2,54 + 3
= 0,15(phút).
1,0.300
T0 =
khi doaỉ20 :
L = 40(mm).
L 1=
Dd
20 19,8
cotg+(0,5ữ2)=
cotg59+2=2,06(mm).
2
2
L2 = 1ữ3(mm) . chn L2 = 3 (mm).
T0 =
40 + 2,06 + 3
= 0,22(phút).
2,6.80
<5>.Nguyên công V : Khoan , khoét ,doa lỗ 10 và 18 .
5.1-Sơ đồ gá đặt.
* Cơ cấu định vị.
-Phiến tỳ ở mặt đáy hạn chế 3 bậc tự do.
-1 chốt tỳ ở mặt bên hạn chế 1 bậc tự do.
-1 chốt trụ ngắn ở lỗ ỉ20 hạn chế 2 bậc tự do.
* Cơ cấu kẹp chặt.
Dùng đòn kẹp liên động để kẹp chi tiết từ trên xuống vuông góc với mặt đáy .
5.2- Chọn máy : Máy khoan đứng 2H135 (Liên Xô cũ ) .
đặc tính kỹ thuật
Đờng kính lớn nhất khoan đợc
Khoảngcách từ tâm trục chính tới
35
dẫn hớng thẳng đứng của ụ trục
300
chính (mm)
Khoảng cách từ mặt đầu trục
chínhtới bàn máy B (mm)
Số cấp tốc độ của trục chính
Số vòng quay của trục chính(v/ph)
Dịch chuyển lớn nhất của trục
chính
(mm)
Số cấp chạy dao
Lợng chạy dao của trục chính
(mm/vòng)
Kích thớc bàn máy
Công suất động cơ (KW)
Kích thớc máy
0ữ750
12
31,5ữ1400
250
12
0,1ữ2,6
450x500
4
1240x810
S n
W
5.3-Chọn dao :
+ Mũi khoan ruột gà thép gió đuôi côn kiểu I loại trung bình có các kích thớc cơ bản
nh sau : d = 9,8 mm ; L =250 mm ; l = 170 mm .
Bảng 4-42[2].
Và
d = 16 mm ; L =295 mm ; l = 195 mm .
+ Mũi khoét chuôi côn có các kích thớc và thông số cơ bản sau đây :
0
6ữ8
0
8ữ10
0
30ữ60
Và D = 17,8 (mm ).
1 0
30
L = 300(mm)
0
10
f(mm)
0,8ữ2
l = 160(mm) d = 25(mm).
Bảng 4-47 và 4-48[2].
+Muĩ dao chuôI côn có các kích thớc cơ bản sau đây:
D = 9,96 (mm )
Và
L = 150(mm)
l = 50(mm) .
D = 10 (mm )
L = 150(mm)
l = 50(mm) .
D = 18 (mm )
L = 180(mm)
l = 50(mm) .
Bảng 4-49[2].
5.4-Tra Chế độ cắt :Gồm 6 bớc :Khoan lỗ ỉ9,8,doa lỗ ỉ9,96;doa lỗỉ10, Khoan
lỗ ỉ16, khoét lỗ ỉ17,8; doa lỗỉ18.
Bớc 1: Khoan lỗ 9,8 mm .
Chiều sâu cắt t = 4,9 mm .
Lợng chạy dao vòng S 0=0,53 mm/vòng
(Bảng 5-89 [3] )
Tốc độ cắt
V b= 28 (m/ph)
(Bảng 5-90 [3] ) .
Tốc độ cắt tính toán:
Vt=Vb.kMV. kuv.klV
=>
Vt = 28.1.1.1=28(m/ph).
Số vòng quay của trục chính là:
nt =
1000.Vt 1000.28
=
= 909,92(vg / ph).
.D
3,14.9,8
Ta chọn số vòng quay theo máy n m= 900 (vòng/phút).
Nh vậy tốc độ cắt thực tế là:
Vtt =
.D.n m 3,14.9,8.900
=
= 27,69(m / ph) .
1000
1000
Thời gian cơ bản đợc xác định theo công thức:
To = (L1 + L2 + L)/S.n = (L1 + L2 + L)/S m.
Nh vậy tốc độ cắt thực tế là:
Vtt =
.D.nm 3,14.10.180
=
= 5,65(m / ph) .
1000
1000
Thời gian cơ bản đợc xác định theo công thức:
To = (L1 + L2 + L)/S.n = (L1 + L2 + L)/S m.
L = 25(mm).
Dd
10 9,96
cotg+(0,5ữ2)=
cotg59+2=2,01(mm).
2
2
L 1=
L2 = 1ữ3(mm) . chn L2 = 3 (mm).
T0 =
25 + 2,01 + 3
= 0,076(phút).
2,2.180
Bớc 4: Khoan rộng lỗ 16 mm.
Chiều sâu cắt t = 3 mm .
Lợng chạy dao vòng S 0=1,3 mm/vòng
(Bảng 5-99 [3] )
Tốc độ cắt
V b= 26 (m/ph)
(Bảng 5-101 [3] ) .
Tốc độ cắt tính toán:
Vt=Vb.kMV. kuv.klV.knV
=>
Vt = 26.1.1.1.0,85=22,1(m/ph).
Số vòng quay của trục chính là:
nt =
1000.Vt 1000.22,1
=
= 439,89(vg / ph).
.D
3,14.16
Ta chọn số vòng quay theo máy n m= 400 (vòng/phút).
Nh vậy tốc độ cắt thực tế là:
Vtt =
.D.nm 3,14.16.400
=
= 20,10(m / ph) .
1000
1000
Thời gian cơ bản đợc xác định theo công thức:
To = (L1 + L)/S.n = (L1+ L)/S m.
L = 18(mm).
Dd
16 10
cotg+(0,5ữ2)=
cotg59+2=3,80(mm).
2
2
L 1=
T0 =
18 + 3,80
= 0,042(phút).
1,3.400
Bớc 5: Khoét lỗ 17,8 mm.
Chiều sâu cắt t = 0,9 mm .
Lợng chạy dao vòng S 0=1,0 mm/vòng
(Bảng 5-26 [3] và 5-104 [3])
Tốc độ cắt
V b= 24,5 (m/ph)
(Bảng 5-106 [3] ) .
Tốc độ cắt tính toán:
Vt=Vb.kMV. kuv.klV.knV
=>
Vt = 24,5.1.1.1.0,85=20,83(m/ph).
Số vòng quay của trục chính là:
nt =
1000.Vt 1000.20,83
=
= 372,68(vg / ph).
.D
3,14.17,8
Ta chọn số vòng quay theo máy n m= 350 (vòng/phút).
Nh vậy tốc độ cắt thực tế là:
Vtt =
.D.nm 3,14.17,8.350
=
= 19,56(m / ph) .
1000
1000
Thời gian cơ bản đợc xác định theo công thức:
To = (L1+ L)/S.n = (L1+ L)/S m.
L = 18(mm).
L 1= (0,5ữ2) mm
T0 =
Chọn L 1= 2 mm.
18 + 2
= 0,057(phút).
1,0.350
Bớc 6: Doa lỗ 18 mm.
Chiều sâu cắt t = 0,1 mm .
Lợng chạy dao vòng S 0=2,6 mm/vòng
(Bảng 5-27 [3] và 5-112 [3])
Tốc độ cắt
V b= 6,5 (m/ph)
(Bảng 5-114 [3] ) .
Tốc độ cắt tính toán:
Vt=Vb.kMV. kuv.klV.knV
=>
Vt = 6,5.1.1.1.0,85=5,53(m/ph).
Số vòng quay của trục chính là:
nt =
1000.Vt 1000.5,53
=
= 97,84(vg / ph).
.D
3,14.18
Ta chọn số vòng quay theo máy n m= 90 (vòng/phút).
Nh vậy tốc độ cắt thực tế là:
Vtt =
.D.nm 3,14.18.90
=
= 5,09(m / ph) .
1000
1000
Thời gian cơ bản đợc xác định theo công thức:
To = (L1+ L)/S.n = (L1+ L)/S m.
L = 18(mm).
L 1= (0,5ữ2) mm
T0 =
Doa ỉ18
Khoét ỉ17,8
Khoan ỉ16
Chọn L 1= 2 mm.
18 + 2
= 0,085(phút).
2,6.90
5,09
19,56
20,10
90
350
400
0,1
0,9
3
2,6
1,0
1,3
0,085
0,057
0,042
Doa ỉ10
Doa ỉ9,96
Khoan ỉ9,8
Bớc CN
5,65
5,63
27,69
V(m/phút)
180
180
900
n(v/phút)
0,02
0,08
4,9
t(mm)
2,2
2,2
0,53
S(mm/vg)
0,076
0,076
0,069
T0(ph)
<6>. Nguyên công VI :Phay 2 mặt bên.
6.1-Sơ đồ gá đặt.
* Cơ cấu định vị.
-Phiến tỳ ở mặt đáy hạn chế 3 bậc tự do.
-1chốt trụ ngắn ở lỗ ỉ20 hạn chế 2 bậc tự do.
-1chốt trám ở lỗ ỉ10 hạn chế 1 bậc tự do.
* Cơ cấu kẹp chặt.
Dùng đòn kẹp liên động để kẹp chi tiết từ trên xuống vuông góc với mặt đáy .
W
n
6.2-Chän m¸y.
Tra b¶ng P3.36 [1] : Chän m¸y phay ngang 6P12
W
S
đặc tính kỹ thuật
Khoảng cách từ tâm hoặc mặt đầu
30 ữ 450
trục chính tới bàn máy A(mm)
Khoảng cách từ tâm trục chính tới
bệ máy
B(mm)
Kích thớc bàn máy
(mm)
Số cấp tốc dộ của trục chính
Số vòng quay của trục chính
350
1250x320
18
31,5 ; 40 ;50 ; 63 ; 80 ; 100;125 ;
(v/ph)
160 ; 200 ; 250 ; 315 ; 400;500 ;
630 ; 800 ; 1000; 1250; 1600.
Số cấp tốc độ chạy dao của bàn
18
máy
Lợng chạy dao dọc và ngang của 25 ; 31,5 ; 40; 50; 63; 80; 100;
bàn máy
(mm/ph)
125; 160; 200; 250; 315; 400;
500; 630; 800; 1000; 1250.
8,3; 10,5; 13,3; 16,6; 21; 26,6;
33,3; 41,6; 53,3.
Lợng chạy dao thẳng đứng của 66,6; 83,3; 105; 133,3; 166,6;
bàn máy
(mm/ph)
Công suất của động cơ dẫn động
210; 266,6; 333,3; 416,6.
7,5
Chuyển động chính
( KW)
Công suất của động cơ chạy dao
Kích thớc máy
6.3-Chọn dao.
2,2
2305x1950
( KW)
(mm)
Tra bảng 4-95[2] :Ta chọn dao phay mặt đầu răng chắp mảnh hợp kim cứng
BK6 có kích thớc.
D(Js)
B
d(H7)
Z
100
50
32
8
6.4-Tra lợng d gia công .
Tra bảng 3-94[2] : lợng d gia công của vật đúc bằng gang cấp chính xác 1
là :2,0(mm).
6.5-Tra chế độ cắt: tính chế độ cắt theo 2 bớc phay thô và phay tinh.
Chế độ cắt khi phay thô :
Chiều sâu cắt t =1,5mm .
Lợng chạy dao răng S z=0,2 mm/răng (Bảng 5-33 [3] và 5-125[3]) .
Lợng chạy dao vòng S 0= 0,2. 8= 1,6( mm/vòng).
Tốc độ cắt
V b=170 m/ph (Bảng 5-127 [3] ) .
Tốc độ cắt tính toán:
Vt=Vb.kMV.knv.kuv
=>
Vt = 170.0,85.1.1=144,5(m/ph).
Số vòng quay của trục chính là:
1000.Vt 1000.144,5
=
= 460,2(vg / ph).
.D
3,14.100
nt =
Ta chọn số vòng quay theo máy n m= 400 (vòng/phút).
Nh vậy tốc độ cắt thực tế là:
Vtt =
.D.n m 3,14.100.400
=
= 125,6(m / ph) .
1000
1000
Chọn lợng chạy dao của máy:
S ph = Sz.Z.n m = 0,2.8.400=640(mm/ph).
Chọn Sm= 630(mm/ph).
Thời gian cơ bản đợc xác định theo công thức:
To = (L1 + L2 + L)/S.n = (L1 + L2 + L)/S m.
L = 100(mm).
L1 = t ( D t ) +3 = 1,5(100 1,5) +3 = 15,15(mm).
L2 = 2ữ5(mm)
T0 =
chn L2 = 3 (mm).
100 + 15,15 + 3
= 0,19(phút).
630
Chế độ cắt khi phay tinh .
Chiều sâu cắt t = 0,5 mm lợng chạy dao vòng S 0=1,0(mm/vòng). (Bảng 5-37
SổTayCNCTM tập 2 ) .
Lợng chạy dao răng S z = So/z =1/8 =0,125(mm/răng).
Tốc độ cắt V b= 203( m/ph). (Bảng 5-127 SổTayCNCTM ) .
Tốc độ cắt tính toán:
Vt=Vb.kMV.knv.kuv = 203.0,85 = 172,55(m/ph).
Số vòng quay của trục chính là:
n=
1000.V 1000.172,55
=
= 549,52(vg / ph).
.D
3,14.100
Ta chọn số vòng quay theo máy n m=500( vg/ph).
Nh vậy tốc độ cắt thực tế là:
Vtt =
.D.n m 3,14.100.500
=
= 157(m / ph) .
1000
1000
Chọn lợng chạy dao của máy:
S ph = Sz.Z.n m = 0,125.8.500=500(mm/ph).
Chọn Sm= 500(mm/ph).
Thời gian cơ bản đợc xác định theo công thức:
To = (L1 + L2 + L)/S.n = (L1 + L2 + L)/S m.
L = 100(mm).
L1 = t ( D t ) +3 = 0,5(100 0,5) +3 = 10,05(mm).
L2 = 2ữ5(mm)
T0 =
Phay tinh
Phay thô
Bớc CN
157
125,6
V(m/phút)
chn L2 = 3 (mm).
100 + 10,05 + 3
= 0,23(phút).
500
500
400
n(v/phút)
0,5
2,0
t(mm)
<7>. Nguyên công VII :Phay 2 mặt bên còn lại.
7.1-Sơ đồ gá đặt.
1,0
1,6
S(mm/vg)
500
630
S(mm/ph)