BÀI TẬP LỚN FMS: Thiết lập các chương trình cho hệ thống FMS 2 trạm làm việc
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (545.06 KB, 15 trang )
Bài tập lớn FMS & CIM
-------------------------------------------------------------------------------------------------
Đề bài tập lớn FMS.
I. Thiết lập các chơng trình cho hệ thống FMS 2 trạm làm việc gồm:
- Cơ cấu chứa phôi.
- Robot phục vụ cho một trung tâm gia công.
- Trung tâm gia công CNC.
- Thùng đựng sản phẩm hoặc xe AGV.
- Một hoặc hai máy tính cá nhân.
để gia công các chi tiết dang hộp hoặc dạng trục theo bản vẽ.
Các nội dung chính:
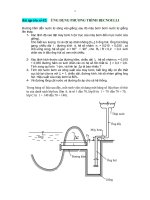
1- Bố trí sơ đồ mặt bằng hệ thống FMS và sơ đồ luồng thông tin trong hệ.
2- Lập lu đồ làm việc cho Robot.
3- Lập chơng trình cho robot Pegasus thực hiện nhiệm vụ của nó (ở dạng văn
bản và đĩa mềm).
4- Vẽ bản vẽ chi tiết gia công đợc giao (ở dạng văn bản và đĩa mềm).
5- Lập chơng trình NC để gia công chi tiết đợc giao bằng máy CNC của hệ FMS
(ở dạng văn bản và đĩa mềm).
6- Lập chơng trình PLC (dùng ngôn ngữ bậc thang) để thực hiện nhiêm vụ của
hệ thống:
- Lập bảng trình tự các bớc để thực hiện nhiệm vụ ứng với các tín hiệu vào/ra.
- Vẽ sơ đồ hoạt động của hệ thống với đầy đủ các thiết bị vào ra.
- Xây dựng logic chơng trình với các chú thích cho mỗi thang bậc.
7- Vận hành hệ thống với các dữ liệu đã lập trên hệ MiniCIM.
II. Kích thớc chi tiết gia công: số 28
1- Tiện trên Trung tâm ngang.
tt
28
L1
36
L2
25
L3
28
L4
L D1 D2 D3
51 171 176 142 114
D4
57
h1
45
h2
28
h3
45
R1
16
d
23
d1
40
d2
80
N1
50
1. Bố trí sơ đồ mặt bằng hệ thống FMS và sơ đồ luồng thông tin trong
hệ
-------------------------------------------------------------------------------------------------Đàm văn Thùy Lớp CTM6 K46
1
a
20
b
30
Bài tập lớn FMS & CIM
-------------------------------------------------------------------------------------------------
2. Lập lu đồ làm việc của robot
Lu đồ làm việc của Robot phục vụ cho máy tiện bao gồm các diểm tơng ứng
với các vị trí mà Robot sẽ đi qua:
-------------------------------------------------------------------------------------------------Đàm văn Thùy Lớp CTM6 K46
2
Bài tập lớn FMS & CIM
-------------------------------------------------------------------------------------------------
Lu đồ làm việc của Robot cấp phối bao gồm các diểm tơng ứng với các vị trí
mà Robot sẽ đi qua:
3. Lập trình cho robot Pegasus làm việc:
a. Chơng trình cho robot phục vụ máy tiện:
Th viện điểm của của robot bao gồm:
LATHER [1]: đợi băng tải
LATHER [2]: phía trên pallet
LATHER [3]: ngay trên pallet
-------------------------------------------------------------------------------------------------Đàm văn Thùy Lớp CTM6 K46
3
Bài tập lớn FMS & CIM
------------------------------------------------------------------------------------------------LATHER [4]: trong pallet
LATHER [5]: trớc máy tiện
LATHER [6]: phía trớc mâm cặp
LATHER [7]: ngay trớc mâm cặp
LATHER [8]: trong mâm cặp
LATHER [9]: vị trí đợi gia công
LATHER [10]: vị trí trung gian
LATHER [11]: vị trí trên thùng chứa sản phẩm
LATHER [12]: trong thùng sản phẩm
Các tín hiệu vào ra :
Công tắc báo có phôi : input 9
SOL1 kẹp, mở mâm cặp : output 4
Bật, tắt máy tiện : input 3
Phát lệnh cho máy tiện gia công : 2
Chơng trình:
LABEL 1
WRITEO 4,1
// mo mam cap
WAITI 3,1 // cho bam nut
PMOVE LATHER[1]
WAITI 9,1
// doi phoi
PMOVE LATHER[2]
PMOVE LATHER[3]
PMOVE LATHER[4]
GRASP
SPEED 80
PMOVE LATHER[3]
SPEED 200
PMOVE LATHER[5]
PMOVE LATHER[6]
SPEED 80
PMOVE LATHER[7]
PMOVE LATHER[8]
RELEASE
WRITEO 4,0 // kep mam cap
PMOVE LATHER[7]
PMOVE LATHER[9]
-------------------------------------------------------------------------------------------------Đàm văn Thùy Lớp CTM6 K46
4
Bài tập lớn FMS & CIM
------------------------------------------------------------------------------------------------WRITEO 2,1
// phat lenh cho may tien CNC gia cong
DELAY 150
WRITEO 2,0 // gia cong xong, ngung gia cong
WAITI 2,1
PMOVE LATHER[6]
PMOVE LATHER[7]
PMOVE LATHER[8]
GRASP
WRITEO 4,1
DELAY 50
PMOVE LATHER[7]
PMOVE LATHER[8]
PMOVE LATHER[9]
PMOVE LATHER[10]
PMOVE LATHER[11]
PMOVE LATHER[12]
RELEASE
PMOVE LATHER[11]
PMOVE LATHER[10]
PMOVE LATHER[1]
BRANCH LABEL1
b. Chơng trình cho robot cấp phôi :
th viện điểm của robot bao gồm:
ASRS [1]: đợi băng tải
ASRS [2]: trên feeder
ASRS [3]: trong feeder
ASRS [4]: vị trí kẹp phôi
ASRS [5]: điểm trung gian
ASRS [6]: trên pallet
ASRS [7]: trong pallet
ASRS [8]: vị trí nhả phôi
Tín hiệu vào ra :
Công tắc báo có pallet: input 8
Chơng trình :
LABEL 2
WRITEO 11,1 // nut bam
-------------------------------------------------------------------------------------------------Đàm văn Thùy Lớp CTM6 K46
5
Bài tập lớn FMS & CIM
------------------------------------------------------------------------------------------------PMOVE ASRS[1]
WAITI 8,1
PMOVE ASRS[2]
PMOVE ASRS[3]
GRASP
SPEED 200
PMOVE ASRS[3]
PMOVE ASRS[2]
PMOVE ASRS[5]
PMOVE ASRS[6]
SPEED 80
PMOVE ASRS[7]
PMOVE ASRS[8]
RELEASE
SPEED 200
PMOVE ASRS[7]
WRITEO 8,0 // cap xong phoi
PMOVE ASRS[6]
PMOVE ASRS[1]
BRANCH LABEL 2
4-5. Lập trình NC để gia công chi tiết bằng máy CNC của hệ FMS :
-------------------------------------------------------------------------------------------------Đàm văn Thùy Lớp CTM6 K46
6
Bài tập lớn FMS & CIM
------------------------------------------------------------------------------------------------Chơng trình để gia công chi tiết trên đợc ghi vào đĩa mềm cùng với phần
mô phỏng gia công trên phần mềm Master-Cam và các hình ảnh chụp ra từ chơng trình mô phỏng.
Hình 1: Phôi liệu
Nguyên công 1: Tiện thô mặt ngoài
-------------------------------------------------------------------------------------------------Đàm văn Thùy Lớp CTM6 K46
7
Bµi tËp lín FMS & CIM
-------------------------------------------------------------------------------------------------
Nguyªn c«ng 2: TiÖn tinh mÆt ngoµi
-------------------------------------------------------------------------------------------------§µm v¨n Thïy Líp CTM6 – K46
8
Bài tập lớn FMS & CIM
------------------------------------------------------------------------------------------------Nguyên công 3: Khỏa mặt đầu:
Nguyên công 4: Tiện trong
-------------------------------------------------------------------------------------------------Đàm văn Thùy Lớp CTM6 K46
9
Bµi tËp lín FMS & CIM
-------------------------------------------------------------------------------------------------
Nguyªn c«ng 5: Phay mÆt 12 c¹nh
Nguyªn c«ng 6: Phay mÆt 6 c¹nh
-------------------------------------------------------------------------------------------------§µm v¨n Thïy Líp CTM6 – K46
10
Bµi tËp lín FMS & CIM
-------------------------------------------------------------------------------------------------
Nguyªn c«ng 7: Phay mÆt ng«i sao
-------------------------------------------------------------------------------------------------§µm v¨n Thïy Líp CTM6 – K46
11
Bài tập lớn FMS & CIM
------------------------------------------------------------------------------------------------Nguyên công 8: Phay mặt axb
Nguyên công 9: Khoan lỗ 18
-------------------------------------------------------------------------------------------------Đàm văn Thùy Lớp CTM6 K46
12
Bài tập lớn FMS & CIM
-------------------------------------------------------------------------------------------------
6. Lập trình PLC ( dùng ngôn ngữ bậc thang ) để thực hiện nhiệm vụ
của hệ thống.
Các bớc thực hiện chơng trình :
Thứ tự
1
2
3
4
5
6
7
8
9
10
Tín hiệu vào
Bật công tắc hành trình 1
Bật chốt chặn và cữ định vị 1
Bộ đếm giờ đạt
Tín hiệu output của robot 1
Bật công tắc hành trình 2
Bật chốt chặn và cữ định vị 2
Bật công tắc hành trình 3
Bộ đếm giờ đạt
Bật chốt chặn và cữ định vị 3
Tín hiệu output của robot 2
Tín hiệu ra
Bật chốt chặn và cữ định vị
Khởi động bộ đếm giờ
Kẹp pallet và gọi Robot
Mở bàn kẹp, hạ chốt chặn và cữ định vị
Bật chốt chặn và cữ định vị 2
Chuyển làn băng tải bên phải
Khởi động bộ đếm giờ
Bật chốt chặn và cữ định vị
Kẹp pallet và gọi Robot 2
Mở bàn kẹp, hạ chốt chặn và cữ định vị
Các địa chỉ PLC ở đầu ra :
Ký hiệu
O : 3/0
O : 3/3
O: 3/1
O: 3/2
O: 3/10
O :3/4
O : 3/5
Tác dụng
Bật chốt chặn và cữ định vị 1
Mở bàn kẹp, bỏ chốt chặn và cữ định vị 1
Bàn kẹp pallet & gọi Robot1
Bật chốt chặn và cữ định vị 2
Cơ cấu chuyển làn băng tải bên phải
Bật chốt chặn và cữ định vị 3
Bàn kẹp và gọi Robot 2
-------------------------------------------------------------------------------------------------Đàm văn Thùy Lớp CTM6 K46
13
Bài tập lớn FMS & CIM
------------------------------------------------------------------------------------------------O :3/6
Mở bàn kẹp, bỏ chốt chặn và cữ định vị 3
Các địa chỉ PLC ở đầu vào:
Ký hiệu
Tác dụng
I :1/0
Công tắc hành trình và Barcoder 1
I : 1/4
Tín hiệu Output 1 của Robot
I: 1/3
Công tắc hành trình và Barcoder 2
I: 2/0
Công tắc hành trình chuyển làn băng tải
I: 1/6
Công tắc hành trình và Barcoder 3
I: 1/5
Tín hiệu Output 2 của robot
Từ các thông số ở trên ta thiết lập đợc chơng trình PLC nh sau:
-------------------------------------------------------------------------------------------------Đàm văn Thùy Lớp CTM6 K46
14
Bµi tËp lín FMS & CIM
-------------------------------------------------------------------------------------------------
-------------------------------------------------------------------------------------------------§µm v¨n Thïy Líp CTM6 – K46
15