Thiết kế phân xưởng reforming xúc tác năng suất 2 triệu tấn/năm với sơ đồ thiết bị xúc tác tái sinh liên tục
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (1003.52 KB, 90 trang )
Trờng ĐHBK Hà Nội
Khoa Công nghệ Hoá Học
Bộ giáo dục và đào tạo
Trờng ĐH Bách Khoa Hà Nội
Khoa công nghệ hoá học
Cộng hoà xã hội chủ nghĩa Việt Nam
Độc lập - Tự do - Hạnh phúc
------------------
Nhiệm vụ
thiết kế tốt nghiệp
Họ và tên sinh viên: Lê Ngọc Thảo
Khoá
: K44
Ngành học: Công nghệ Hữu cơ - Hoá dầu
Lớp
: Hoá dầu K44 QN
I. đề tài nghiên cứu
Thiết kế phân xởng reforming xúc tác năng suất 2 triệu tấn/nâm
với sơ đồ thiết bị xúc tác tái sinh liên tục.
II. Các số liệu ban đầu
Điều kiện phản ứng:
- Nhiệt độ: theo tài liệu tham khảo.
- áp suất: 3,5at
III. nội dung công việc.
a- Mở đầu: Nêu ý nghĩa của đề tài, vai trò của reforming xúc tác trong lọc
hoá dầu.
b- Tổng quan lý thuyết:
Cơ sở hoá học của reforming.
Cơ chế và động học của phản ứng.
Vai trò của xúc tác hai chức năng.
c- Phần công nghệ.
Các loại công nghệ reforming.
Lựa chọn sơ đồ công nghệ và thuyết minh.
d- Tính toán công nghệ.
e- Phần xây dựng.
f- Tính toán kinh tế.
IV. Các bản vẽ .
Bản vẽ sơ đồ công nghệ: Ao.
Bản vẽ thiết bị chính: A1.
Bản vẽ mạch bên phân xởng: Ao.
V. Cán bộ hớng dẫn:
Đồ án tốt nghiệp
Thảo
1
SV: Lê Ngọc
Trờng ĐHBK Hà Nội
Khoa Công nghệ Hoá Học
.......................................................................................................................................................
.......................................................................................................................................................
VI. Ngày giao nhiệm vụ thiết kế:
VII: Ngày hoàn thành nhiệm vụ:
Ngày
tháng
năm 2004
Chủ nhiệm khoa
Cán bộ hớng dẫn
(Ký và ghi rõ họ tên)
(Ký và ghi rõ họ tên)
Kết quả Đánh giá
Sinh viên đã hoàn thành
- Quá trình thiết kế:...................
- Điểm duyệt:............................
- Bản vẽ thiết kế:.......................
Ngày
(và nộp toàn bộ bản thiết kế cho khoa)
Ngày tháng 05 năm 2004
(Ký tên)
tháng 05 năm 2004
Chủ tịch hội đồng
(Ký và ghi rõ họ tên)
Lê Ngọc Thảo
Mở đầu
Ngày nay đất nớc ta bớc vào giai đoạn công nghiệp hoá - hiện đại hoá
đất nớc. Để đạt đợc mục đích đó thì mục tiêu đầu tiên là phải đáp ứng đợc nhu
cầu rất lớn về nguyên liệu, nhiên liệu cho phát triển công nghiệp và kinh tế.
Dầu khí Việt Nam đã đợc khai thác đầu tiên năm 1986 tại mỏ Bạch Hổ
và từ đó sản lợng không ngừng tăng lên. Bên cạnh đó việc phát hiện thêm các
mỏ mới nh : Hàm Rồng, Đại Hùng, Ruby. Cho đến nay chúng ta đã khai thác
đợc tổng cộng hơn 60 triệu tấn dầu mỏ Bạch Hổ và các mỏ khác. Nguồn dầu
thô đã đem lại cho đất nớc một nguồn ngoại tệ khá lớn. Tuy nhiên hằng năm,
Đồ án tốt nghiệp
Thảo
2
SV: Lê Ngọc
Trờng ĐHBK Hà Nội
Khoa Công nghệ Hoá Học
chúng ta đã chi một nguồn kinh phí không nhỏ để nhập khẩu các sản phẩm từ
dầu mỏ để phục vụ cho nhu cầu phát triển của đất nớc.
Có một mốc đáng ghi nhớ là vào tháng 5/1988, nhà máy lọc dầu Cát Lái
của liên doanh chế biến dầu khí thành phố Hồ Chí Minh (Sài Gòn Petrol) đã đi
vào hoạt động với nguyên liệu dầu thô từ mỏ Bạch Hổ, cho tới năm 1996 công
suất đã lên tới 350.000 tấn/năm. Tuy nhiên để đảm bảo về nhu cầu sản phẩm
dầu khí và nhiên liệu cho đất nớc, Chính phủ Việt Nam đã tổ chức đấu thầu
xây dựng nhà máy lọc dầu số 1 công suất 6,5 triệu tấn/năm ở Dung Quất
(Quảng Ngãi).Theo thông tin từ petrovietnam thì nhà máy lọc dầu số I này sẽ
sử dụng 2 công nghệ hiện đại trong hai quá trình chế biến quan trọng, đó là
công nghệ cracking xúc tác RFCC của hãng IFP và công nghệ reforming xúc
tác CCR của UOP.Có thể nói rằng việc xây dựng nhà máy lọc dầu số 1 là phù
hợp với điều kiện và hoàn cảnh đất nớc hiện nay. Nhà máy này ra đời không
những cung cấp những sản phẩm nhiên liệu quan trọng mà còn cung cấp
nguồn sản phẩm quý giá làm nguyên liệu cho công nghiệp hoá dầu [7].
Vài nét về lịch sử phát triển của quá trình Reforming xúc tác.
Một trong những vấn đề có tính then chốt trong Reforming xúc tác đó
là chất xúc tác. Có thể nói rằng chính sự phát triển của chất xúc tác hay nói
đúng hơn là việc chế tạo ra những chất xúc tác mới tốt hơn đã thúc đẩy phát
triển của quá trình Reforming xúc tác. Bên cạnh đó không thể không kể đến
sự cải tiến về mặt công nghệ của quá trình. Chất xúc tác đợc dùng lúc đó là
M0/Al2O3 lớp xúc tác ở dạng cố định, áp suất của hydro khá cao.
Công nghệ đó nhanh chóng đợc phát triển và cải tiến thành lớp xúc tác
chuyển động. Tuy nhiên, lớp xúc tác dễ dàng bị cốc hoá một cách nhanh
chóng và phải tái sinh thờng xuyên.
Vào năm 1949 ngời ta chế tạo ra xúc tác hiệu quả hơn là Platin trên chất
mang nhôm oxit (Pt/Al2O3). Từ năm 1953 1967 ngời ta dùng xúc tác
Pt/Al2O3 đã đợc axit hoá nhẹ bằng Clo.
Năm 1967 xuất hiện xúc tác là Pt-Re/Al2O3 một xúc tác đa kim loại
đánh giá một bớc phát triển mới trong quá trình kim loại đánh giá một bớc
phát triển mới trong quá trình Reforming xúc tác.
Song song với việc cải tiến xúc tác thì việc cải tiến công nghệ cũng đợc
xúc tiến. Từ chế độ bán tái sinh đến tái sinh liên tục và tái sinh tuần hoàn.
Sau đây là quá trình cải tiến xúc tác và công nghệ :
Năm
Trình tự cải tiến và xúc tác công nghệ
1939
Xúc tác Molipden, lớp xúc tác cố định
1919
Phát triển chất xúc tác trên cơ sở Platin
Đồ án tốt nghiệp
Thảo
3
SV: Lê Ngọc
Trờng ĐHBK Hà Nội
1950
1960
1980
1990
Khoa Công nghệ Hoá Học
Nhiều quá trình Reforming phát triển trên xúc tác liên tục
Xuất hiện quá trình Reforming xúc tác tái sinh, xúc tác
liên tục
Xuất hiện quá trình xúc tác sản xuất hydrocacbon thơm
Xuất hiện quá trình Reforming xúc tác mới (New
Reforming)
Phần I: Tổng quan
Chơng I: Tổng quan về lý thuyết
I - Mục đích của Reforming xúc tác trong công nghiệp chế
biến dầu.
Reforming xúc tác là một trong những quá trình quan trọng của công
nghiệp chế biến dầu. Vai trò của quá trình không ngừng tăng lên do nhu cầu
của xăng có chất lợng nguyên liệu cho quá trình tổng hợp hoá dầu ngày càng
nhiều.
Quá trình này cho phép sản xuất các cấu tử có trị số octan cao cho xăng
không chì và thu các hợp chất hydrocacbon thơm (BTX) cho tổng hợp hoá dầu
và hoá học.
Ngoài ra quá trình này còn cho phép nhận khí hydro kỹ thuật (hàm lợng
hydro nhận đợc từ quá trình Reforming đủ cung cấp cho quá trình làm sạch
nguyên liệu, xử lý hydro các phân đoạn sản phẩm trong khu liên hợp lọc hoá
dầu).
II. ý nghĩa của quá trình reforming.
Trong các mục đích trên thì việc tăng chỉ số octan để nâng cao chất lợng cho xăng là vô cùng quan trọng. Đặc biệt ngày nay có xu hớng không
dùng xăng pha chì, nên việc tạo ra các cấu tử có trị số octan cao để pha vào
xăng là rất cần thiết, vì nó tiết kiệm đợc nhiên liệu và tăng đợc khối lợng vận
chuyển.
Phân đoạn xăng của quá trình chng cất trực tiếp dầu thô hay từ phân
đoạn xăng của cracking nhiệt. Các phân đoạn này có trị số octan thấp, không
đủ tiêu chuẩn của nhiên liệu xăng dùng cho động cơ xăng. Nhờ quá trình
reforming xúc tác mà trị số octan của xăng đợc nâng lên nhiều lần, đáp ứng đợc yêu cầu của xăng dùng cho động cơ xăng, không kích nổ và bảo vệ môi trờng.
Đồ án tốt nghiệp
Thảo
4
SV: Lê Ngọc
Trờng ĐHBK Hà Nội
Khoa Công nghệ Hoá Học
III - Cơ sở của quá trình reforming.
Quá trình Reforming thờng dùng nguyên liệu là phân đoạn xăng có trị
số octan thấp, không đủ tiêu chuẩn của nhiên liệu xăng cho động cơ xăng. Đó
là phân đoạn xăng của quá trình chng cất trực tiếp dầu thô, hay từ phân đoạn
xăng của cracking nhiệt, cốc hoá hay vibreking. Quá trình Reforming dùng
xúc tác đa chức năng:
- Chức năng hyđro - đêhyđro hoá do kim loại đảm nhiệm( chủ yếu là Pt
đợc mang trên chất mang axit).
- Chức năng izome hoá, vòng hoá và hyđrocracking là do chất mang
axit đảm nhiệm (thờng dùng gama oxit nhôm, - Al2O3).
Reforming xúc tác là một quá trình biến đổi các thành phần hydro
cacbon của nguyên liệu mà chủ yếu là naphten và parafin thành hydrocacbon
thơm có trị số octan cao. [2]
Những phản ứng chính xảy ra trong quá trình reforming xúc tác gồm:
- Đehyđro hoá các hyđrocacbon naphten.
- Đehyđro vòng hoá các hyđrocacbon n- parafin.
- Phản ứng izome hoá.
- Phản ứng hyđrocracking.
III.1.Các phản ứng đehyđro hoá.
* Dehydro hoá naphten thành hydrocacbon thơm:
5000C
+ 3 H2
<5000C
R
R
+ 3 H2
ở 500 C thì năng lợng hoạt hoá của phản ứng tạo bezen là 51,6
Kcal/mol, còn tạo Cyclo hexan là 72,1 Kcal/mol. Vì vậy ở 500 0C chỉ xảy ra
phản ứng tạo benzen.
Đây là những phản ứng thu nhiệt độ và giảm áp suất thì hiệu suất
hydrocacbon thơm tăng lên.Theo các số liệu và nghiên cứu đã công bố cho
thấy việc tăng tỷ lệ H2/ RH có ảnh hởng không nhiều đến cân bằng của phản
ứng đehdro hoá naphten và sự ảnh hởng này có thể bù lại bằng cách tăng nhiệt
độ của quá trình. Ngoài ra khi hàm lợng hydrocacbon naphten tăng lên trong
0
Đồ án tốt nghiệp
Thảo
5
SV: Lê Ngọc
Trờng ĐHBK Hà Nội
Khoa Công nghệ Hoá Học
nguyên liệu cao thì quá trình Reforming sẽ làm tăng rõ ràng hàm lợng
hydrocacbon thơm. Do đó cho phép ta lựa chọn và sử lý nguyên liệu: hoặc để
thu các hyđrocacbon thơm riêng biệt( BTX ) hoặc để tăng hyđrocacbon thơm
có trị số octan cao cho xăng.Phản ứng tăng trị số octan của xăng còn phụ
thuộc hàm lợng n-parafin cha chuyển hoá trong sản phẩm vì chúng có trị số
octan khá thấp. Do đó, ngoài phản ứng dehydro hoá naphen còn phải tiến hành
phản ứng khác sao cho đạt hiệu quả quá trình Reforming.
III.2- Dehydro vòng hoá n- parafin tạo thành chất thơm.
Đây là phản ứng quan trọng nhất của quá trình reforming xúc tác. Vì nhờ
phản ứng này mà biến đổi đợc một lợng lớn n-parafin có trị số octan rất thấp
thành các hyđrocacbon thơm có trị số octan cao ( biển đổi n- C 7 có trị số octan
bằng 0 thành toluen có trị số octan bằng 120).
n
C7H16
+ 4H2
R
R-C-C-C-C-C-C
+ 4H2
Phản ứng này cần xúc tác hai chức năng đó là chức năng axit và chức
năng kim loại, là phản ứng thu nhiệt điển hình, tăng thể tích lớn, phản ứng tiến
hành ở nhiệt độ cao và áp suất thấp.
Phản ứng dehydro vòng hoá n-parafin xãy ra khó hơn so với phản ứng
của naphten. Chỉ có ở nhiệt độ cao mới có thể nhận đợc hiệu suất hydro
cacbon thơm đáng kể.
Năng lợng của phản ứng khi dùng xúc tác Cr 2O3/ Al2O3 thì thay đổi từ
25 - 40 kcal/mol khi dùng xúc tác Pt/ Al 2O3 thì thay đổi từ 20 - 30 kcal/mol.
Tốc độ phản ứng tăng khi tăng chiều dài của mạch cacbon trong phân tử nparafin. điều đó cũng dẫn tới hàm lợng hydrocacbon thơm trong sản phẩm
phản ứng cũng tăng lên.
Bảng 1: ảnh hởng của nhiệt độ và chiều dài mạch cacbon tới hằng
số cân bằng của phản ứng dehydro vòng parafin.
Phản ứng
4000K
6000K
8500K
-12
n C6H14
C6H6 + 4H2
3,82.10
0,67
3,68.105
n C7H16
C7H8 + 4H2
6,54.10-10
31,77
9,03.105
-10
n C8H18
C6H5 C2H5 + 4H2 7,18.10
39,54
1,17.107
-9
n C9H20 C6H5 - C2H5 + 4H2
1,42.10
65,02
1,81.107
Đồ án tốt nghiệp
Thảo
6
SV: Lê Ngọc
Trờng ĐHBK Hà Nội
Khoa Công nghệ Hoá Học
Khi tăng nhiệt độ hằng số cân bằng của phản ứng dehydro vòng hoá
tăng rất nhanh, nhanh hơn so với các phản ứng đehydro hoá naphten. Nhng
tốc độ hydro hoá lại rất nhạy so với sự thay đổi áp suất hoặc tỷ số H 2/RH
nguyên liệu.
III.3. Các phản ứng izome hoá:
Ngời ta chia phản ứng izome hoá thành hai loại:
a. Izome hoá n parafin izo parafin
n C7H14 metyl hexan.
b. Dehydro Izome hoá alkyl xyclopetan xyclohexan
CH3
+ 3H2
Phản ứng đồng phân hoá naphten vòng 5 cạnh thành vòng 6 cạnh là
phản ứng có hiệu ứng nhiệt thấp 5 kcal/mol, nên khi tăng nhiệt độ thì cân bằng
chuyển dịch về phía tạo ra vòng naphten 5 cạnh. Nhng phản ứng đehydro hoá
xyclohexan có tốc độ khá lớn khi ta dùng xúc tác chứa kim loại Pt. Tại nhiệt
độ 5000c nồng độ cân bằng của Metyl xyclopentan là 95% còn của
xyclohexan là 5%. Nhng do tốc độ của phản ứng dehydro hoá xãy ra rất
nhanh, nhờ đó mà cân bằng của phản ứng đồng phân hoá có điều kiện chuyển
hoá thành xyclohexan. Nh vậy nhờ phản ứng dehydro hoá naphten có tốc độ
cao mà phản ứng dehydro izome hoá alkyl xyclo pentan tạo đợc nhiều hydro
cacbon thơm.
-
Izome hoá alkyl thơm.
C2H5
CH3
CH3
III.4.Các phản ứng hydro cracking parafin và naphten.
- Đối với parafin thờng xảy ra phản ứng hydrocracking và hydro
gemolyse.
RCCR1
RCH3(izo) + R1 CH3(izo) + Q=11Kcal/mol
R1
RCCR1
R2CH3 + CH4 : phản ứng hydrogenolyse
- Đối với naphten.
Đồ án tốt nghiệp
Thảo
R2
7
SV: Lê Ngọc
Trờng ĐHBK Hà Nội
+ H2
Khoa Công nghệ Hoá Học
R3H
R4H + R3H + Q = 20 Kcal/mol
Ngoài ra cũng còn có các phản ứng hydrodealkyl hoá các hydrocacbon
thơm:
R
+ H2
C6H6 + RH + Q = 12 13 Kcal/mol
Sản phẩm của các phản ứng này là các hợp chất izoparafin chiếm phần
chủ yếu và vì phản ứng xảy ra theo cơ chế ioncacboni nên xản phẩm khí thờng
chứa nhiều C3, C4 và C5, rất ít C1 và C2. Tác dụng của phản ứng này trong quá
trình reforming là góp phần tăng trị số octan cho sản phẩm nhờ tạo ra nhiều
izoparafin. Nhng lại làm giảm thể tích sản phẩm lỏng và đồng thời cũng làm
giảm hiệu suất hydro.
III.5. Phản ứng tạo cốc.
Sự tạo cốc trong quá trình reforming là không mong muốn. Nhng do tơng tác của các olefin, diolefin và các hợp chất thơm đa vòng ở nhiệt độ cao
tạo thành cốc. Phản ứng tạo cốc là một loại phản ứng phức tạp, các nghiên cứu
và thực thế sản xuất cho thấy sự tạo cốc phụ thuộc vào nhiều yếu tố:
- Nhiệt độ phản ứng.
- áp suất của hydro.
- Độ nặng của nguyên liệu.
III.6. Cơ chế phản ứng Reforming xúc tác [1].
Trong quá trình reforming dùng xúc tác đa chức năng: Chức năng
hydro, dehydro hoá do kim loại đảm nhiệm; chức năng izome hoá, vòng hoá
và hydro cracking do tâm axit đảm nhiệm và pơhản ứng xãy ra theo cơ chế
ioncacboni.
Các giai đoạn có thể xảy ra xen kẽ nhau. Có nghĩa là trong khi giai đoạn
này cha kết thúc thì giai đoạn khác đã bắt đầu nhờ sự tồn tại tâm xúc tác axit
Đồ án tốt nghiệp
Thảo
8
SV: Lê Ngọc
Trờng ĐHBK Hà Nội
Khoa Công nghệ Hoá Học
bên cạnh những tâm xúc tác kim loại mà các giai đoạn có thể xảy ra nối tiếp
hoặc gần nh đồng thời xảy ra.
Các phản ứng chính của quá trình reforming:
Naphten
n-C7
M
aren + H2
A, M
aren + H2
A
n- C7
izo- C7
n- C6
Benzen + H2
Trong đó:
M : Là tâm kim loại.
A : Là tâm axit.
Xét sơ đồ reforming n hexan.
- H2
A
+
M
A
- H2
H
M
A
- H2
C1 C5
A
+A
+A
- H2
M
M
Tốc độ giai đoạn đóng vòng nhỏ hơn nhiều so với giai đoạn dehydro
nên khi Reforming naphten thì dễ hơn nhiều so với parafin.
Từ sơ đồ này ta thấy sau quá trình reforming, n-hexan biến dổi thành
izo-hexan, xyclohaxan và benzen,. Tất cả các cấu tử này điều là cấu tử cao
octan.
Ngoài ra còn xãy ra một lợng đáng kể các phản ứng hydro cracking.
CnH2n + 2 + H2
CmH2m +2 + CmH2m +2
Độ axit của xúc tác có ảnh hởng lớn đến phản ứng này.Độ axit còn lớn
thì phản ứng hydrocracking xãy ra càng mạnh.
IV. Xúc tác Reforming.
Xúc tác sử dụng trong quá trình Reforming là loại xúc tác lỡng chức
năng.
Đồ án tốt nghiệp
Thảo
9
SV: Lê Ngọc
Trờng ĐHBK Hà Nội
Khoa Công nghệ Hoá Học
Chức năng oxy hoá - khử có tác dụng làm tăng tốc độ của phản ứng
hydro hoá - khử hydro.
Chức năng axit: có tác dụng thúc đẩy các phản ứng theo cơ chế ion
cacbon nh đồng phân hoá và hydro cracking,vòng hoá.
IV.1. Bản chất của xúc tác Reforming [2].
Trớc đây ngời ta dùng các chất xúc tác axit nh MOO2/ Al2O3. Loại xúc
tác này rẻ tiền, bền với lu huỳnh, song có nhợc điểm là hoạt tính thấp nên quá
trình Reforming phải thực hiện ở điều kiện cứng (vận tốc thể tích thấp, nhiệt
độ cao), ở điều kiện này các phản ứng hydro cracking xảy ra mạnh. Để tăng
độ chọn lọc của quá trình phải duy trì áp suất thấp, nhng sự giảm áp lại thúc
đẩy quá trình tạo cốc nên không kéo dài đợc thời gian làm việc của xúc tác. Vì
vậy năm 1949 xúc tác Pt/Al 2O3 đợc đa vào công nghệ Reforming xúc tác. Xúc
tác Pt có hoạt tính cao, độc chọn lọc tốt và độ ổn định hơn nhiều so với xúc
tác M0. Do có độ hoạt tính và độ ổn định cao nên xúc tác Pt có thể tiến hành ở
điều kiện khắt khe hơn mà vẫn đạt hiệu quả tốt. Nhìn chung xúc tác
Reforming gồm 2 thành phần.
- Kim loại Pt.
- Chất mang có tinh axit.
IV.1.1. Chất mang có tính axit.
Chất mang có thể là Al2O3 hoặc Al2O3 SiO2. Độ axit của nó có vai trò
đặc biệt quan trọng khi chế biến nguyên liệu với hàm lợng lớn Pt. Các tâm
axit kích động phản ứng hydro cracking của các parafin và phản ứng đồng
phân hoá, vòng hoá parafin.
Chất mang Al2O3 phải có tính tinh khiết (hàm lợng Fe và Na không quá
0,02% trong lợng). Để tăng độ axit của chất mang ngời ta thêm vào đó các
hylogen hữu cơ (C2H4Cl2, CH3chất lợng). Vì Clo ngoài tác dụng tăng độ axit,
nó còn có tác dụng làm ổn định độ phân tán của Pt do nó tạo ra các phức hợp
của Pt với Al2O3. Một trong những phức hợp của Pt với xúc tác Clo là nó ít đẩy
phản ứng cracking trong điều kiện reforming phản ứng. Hàm lợng so với xúc
tác, kích thớc hạt xúc tác vào khoảng 2 mm bề mặt riêng 200m 2/g. Ngoài
Al2O3, SiO2, Aluminosilicat còn có thể dùng zeolit làm chất mang.
IV.1.2. Kim loại Pt.
Thành phần kim loại chính của xúc tác reforming là Pt. Nó thờng đợc đa vào xúc tác dới dạng dung dịch của axit H 2PtCl6. Pt có hoạt tính rất ổn định
Đồ án tốt nghiệp
Thảo
10
SV: Lê Ngọc
Trờng ĐHBK Hà Nội
Khoa Công nghệ Hoá Học
và tốt với phản ứng dehydro hoá naphten và dehydro hoá đóng vòng parafin
tạo hợp chất thơm. Ngoài ra nó còn thúc đẩy quá trình no hoá các hợp chất
olêfin, diolêfin làm giảm quá trình tạo cốc trên bề mặt xúc tác. Thờng Pt trên
xúc tác chiếm từ 0,3 0,7% khối lợng, chất lợng của xúc tác đợc đánh giá
qua các tính chất nh: độ hoạt tính, độ chọn lọc, độ bền,.
Do đó, một xúc tác reforming tốt cần phải tăng tốc độ của các phản ứng
chính. Tỷ số giữa phản ứng tạo cốc và phản ứng cơ bản là phải cực tiểu.
Để có xúc tác reforming tốt, khi chế tạo chúng ta phải có điều chỉnh tơng quan giữa hai chất xúc tác sao cho độ chọn lọc mong muốn.
Độ chọn lọc đợc đánh giá thông qua biểu thức:
R=
Dehydrovònghoá
Hydrocracking + hydroizomehoá + dehydrovònghóa
Giá trị R càng lớn thì độ chọn lọc càng cao. Do vậy việc tạo nên sự cân
bằng giữa hai chức của xúc tác giữ vai trò chủ đạo khi chế tạo xúc tác
reforming. Để điều chỉnh tơng quan giữa hai chức của xúc tác ngời ta thấy
rằng Pt chỉ chiếm 1% bề mặt chất mang.
Ngày nay, ngoài việc cải tiến các công nghệ reforming ngời ta cũng đa
ra những loại xúc tác mới có độ hoạt tính, độ chọn lọc và độ bền cao hơn. Đó
là xúc tác đa kim loại, trong đó Pt là kim loại cơ bản và còn có các kim loại
khác nh Re, cd, . Dới đây là đặc điểm của một số xúc tác reforming đợc chế
tạo ở các nớc và hãng khác nhau (Bảng 2).
Bảng 2: Đặc điểm của một số xúc tác reforming.
Chỉ tiêu
Pt % khối
lợng
Re, %
khối lợng
Ir và Me
khác
Halogen
Fe,% khối
lợng
Na
Trọng lợng rót,
Kg/m3
A.56
A.64
Nga
Nga
0,58
0,6
KP-1
Nga
KP-104
Nga
H-3
Mỹ
RY302
Pháp
RD
0,36
0,53
0,33
0,6
0,55
0,55
0,43
Mỹ
R20
Mỹ
Fl0
Cl0
Cl0
Cl0
Cl0
Cl0
Cl0
0,01
0,02
0,02
0,02
0,01
0,02
0,03
0,01
0,02
0,02
0,02
0,05
0,01
0,02
-
600
600
630
630
820
800
730
0
Đồ án tốt nghiệp
Thảo
11
SV: Lê Ngọc
Cl0
-
Trờng ĐHBK Hà Nội
d, mm
Cao, mm
Bề mặt
riêng
m2/st
Khoa Công nghệ Hoá Học
2,6
4
1,8
-
1,8
6
1,8
6
1,6
-
1,5
4,5
2,2
2,2
-
180
-
-
250
300
260
180
IV.2.Những yêu cầu đối với xúc tác reforming [1]
Xúc tác cần có độ hoạt tính cao đối với phản ứng tạo hydro cacbon
thơm có đủ hoạt tính đối với phản ứng đồng phân hoá parafin và có hoạt tính
thấp đối với phản ứng hydro cracking.
-
Xúc tác phải có độ chọn lọc cao
-
Xúc tác phải có độ bền nhiệt và khả năng tái sinh tốt.
Xúc tác phải bền với các tác nhân gây ngộ độc (các hợp chất của
lu huỳnh, nitơ, ôxy, nớc muối của kim loại năng và các tạp chất khác).
Xúc tác phải có độ ổn định cao (khả năng bảo toàn hoạt tính ban
đầu trong suốt thời gian làm việc).
-
Xúc tác có giá thành rẻ.
IV.3. Sự thay đổi tính chất của xúc tác (làm giảm hoạt tính) trong quá
trình làm việc [2].
Do trong xúc tác vẫn còn một lợng nhỏ tạp chất hữu cơ chứa S, N2, O2
hay kim loại nặng, mà trong quá trình làm sạch cha triệt để. Do vậy mà trong
khi làm việc gây ngộ độc xúc tác, làm giảm hoạt tính xúc tác. Nhng trong quá
trình làm việc, xúc tác còn bị thay đổi các tính chất vật lý khi tiếp xúc với
nhiệt độ cao và thờng xuyên phải tiếp xúc với các độc tố kể trên. Sự thay đổi
tính chất của xúc tác Reforming khi làm việc có thể chia làm hai loại sau:
Những thay đổi có tính chất tạm thời (có thể khôi phục lại tính chất ban
đầu bằng quá trình tái sinh xúc tác) nh sự tạo cốc hay sự ngộ độc thuậ nghịch
của các hợp chất oxy, nitơ, lu huỳnh.
Những thay đổi vĩnh viễn (không có khả năng tái sinh) nh sự thiêu kết
các tâm hoạt của Pt ở nhiệt độ cao làm giảm độ phân tán của Pt và giảm hoạt
tính của xúc tác. Sự thay đổi này còn dễ xảy ra đối với xúc tác đơn kim lọai.
Chính sự thay đổi trên sẽ làm lão hoá xúc tác và đến một lúc nào đó thì cần
thay thế xúc tác mới để đảm baỏ hoạt tính chung của xúc tác không đổi, để
hiệu suất và chất lợng xăng ổn định trong suốt quá trình.
Đồ án tốt nghiệp
Thảo
12
SV: Lê Ngọc
Trờng ĐHBK Hà Nội
Khoa Công nghệ Hoá Học
IV.4.Vai trò của xúc tác trong khi cải tiến quá trình reforming.
Quá trình hiện đại hoá công nghệ reforming công nghiệp dầu mỏ phát
triển, nhìn chung gồm các giai đoạn:
Tìm kiếm cách chế tạo xúc tác mới có hiệu quả cao gắn liền với cải tiến
trang thiết bị và công nghệ. Ưu điểm nổi bật nhất của xúc tác đa kim loại là
tốc độ trơ hoá xúc tác của nó nhỏ hơn nhiều so với các xúc tác đơn kim loại.
Điều đó cho phép giảm áp suất quá trình xuống còn 1,4 ữ 1,5MPa khi làm
việc với dây chuyền xúc tác cố định, còn với dây chuyền xúc tác chuyển động
còn thấp hơn nữa, chỉ 0,5 ữ 1MPa. Trong những năm của thế kỷ này, hãng
UOP đã xây dựng dây chuyền với lớp xúc tác chuyển động CCR làm việc với
áp suất còn thấp hơn nữa, chỉ khoảng 3,5at (50PSi). Khi giảm áp suất, độ chọn
lọc của xúc tác cao, nhất là khi chế biến nguyên liệu có hàm lợng Parafin lớn.
Khi đó làm tăng vai trò của phản ứng dehydro vòng hoá n - parafin: 50ữ60
hydrocacbon thơm đã nhận đợc từ chuyển hoá n - parafin. Do đó trị số octan
của sản phẩm xăng rất cao (RON > 100).
Nhợc điểm cơ bản của xúc tác đa kim loại là nhạy với các hợp chất lu
huỳnh, Nitơ và hơi nớc. Vì thế nguyên liệu cần thiết phải qua hydro hoá làm
sạch triệt để loại bỏ các tạp chất có hại. Các hãng chế tạo xúc tác Reforming
nổi tiếng đợc giới thiệu ở bảng sau đây:
Loại xúc tác
D
R16 - R20
R22, RD150
R130 thế hệ mới
E501
L
Hãng chế tạo
CHEVRON
UOP
UOP
UOP
Engelgard
Ashahi chemical
Kim loại kích hoạt
Re
Re
Ge
Re
Pb
IV.5. Tái sinh xúc tác reforming.
Sau một thời gian làm xúc tác hoạt tính của xúc tác giảm đáng kể so với
xúc tác mới. Sự giảm hoạt tính là do sự tạo cốc bám trên bề mặt của xúc tác,
che lấp các tâm hoạt tính làm kết tụ các tính thể Pt và hàm lợng Clo giảm
đáng kể trong quá trình làm việc. Để khôi phục khả năng làm việc ngời ta
dùng các biện pháp tái sinh xúc tác sau:
Đồ án tốt nghiệp
Thảo
13
SV: Lê Ngọc
Trờng ĐHBK Hà Nội
Khoa Công nghệ Hoá Học
IV.5.1. Phơng pháp oxy hoá.
Phơng pháp này đợc thực hiện bằng cách đốt cốc bằng ôxy không khí ở
nhiệt đọ từ 300 5000C. Sau khi tái sinh xúc tác đạt đợc hoạt tính lẫn tái sinh
xúc tác cần thay thế bằng xúc tác mới.
IV.5.2.Bổ sung hợp chất Clo.
Sau một thời gian làm việc Clo trên chất mang giảm dần. Để khắc phục
ngời ta thêm hợp chất chứa Clo vào không những có tác dụng nâng cao độ
hoạt tính axit mà còn có tác dụng tách các hợp chất kim loại lắng đọng trên
xúc tác hàm lợng Fe, Pb, và bitmut giảm rõ rệt.
Hàm lợng Clo trên xúc tác đợc khống chế ở mức 1% khối lợng, nếu quá
lớn (khoảng 1,4 %) thì có tính chất phân huỷ mạnh dẫn đến tăng hiệu suất khí
là điều không mong muốn trong quá trình reforming.
IV.5.3.. Phơng pháp khử.
Sau khi đốt cốc, xúc tác đợc khử bằng hydro để hoàn nguyên các tâm
kim loại và giải phóng các hợp chất lu huỳnh lắng đọng trên xúc tác. Quá
trình thờng tiến hành ở áp suất cao (P 2at) và nồng độ H2 10%.
Đồ án tốt nghiệp
Thảo
14
SV: Lê Ngọc
Trờng ĐHBK Hà Nội
Khoa Công nghệ Hoá Học
Chơng II
Công nghệ reforming
I. Nguyên liệu và sản phẩm.
I.1. Nguyên liệu:
Trong quá trình reforming, nguyên liệu thờng dùng cho quá trình là phân
đoạn xăng chất lợng thấp có nhiệt độ sôi ts = 62 ữ 1800C.[2][3]
Tuy nhiên để đạt đợc trị số octan cao thì các phân đoạn đợc sử dụng đó là 85 ữ
1800C hoặc là 105 ữ 1800C. Với mục đích là nhận các hydrocacbon thơm
riêng biệt thì nguyên liệu đợc lựa chọn sẽ khác và ở phân đoạn hẹp.[2, 9]
-Để sản xuất benzen : nguyên liệu có ts 62ữ 850C
-Để sản xuất toluen : nguyên liệu có ts 85ữ 1200C
-Để sản xuất xylen : nguyên liệu có ts120ữ 1400C
Nguyên liệu chính của quá trình reforming xúc tác thờng đợc ngời ta
lấy là phân đoạn xăng chng cất trực tiếp từ dầu thô, nguyên liệu này chứa
15ữ75% n-parafin và 18ữ50% naphten, ngoài ra ngời ta còn dùng phân đoạn
xăng có NO thấp của quá trình chế biến nhiệt khác.
Thành phần cất của nguyên liệu có ảnh hởng nhiều đến hiệu suất và
chất lợng sản phẩm. Nếu thành phần cất có nhiệt độ sôi quá rộng, có chứa
nhiều phần nhẹ sẽ làm cho hiệu suất và chất lợng xăng giảm xuống. Nguyên
liệu thuận lợi nhất cho quá trình sản xuất các cấu tử octan cao(NO > 100) là
phân đoạn sôi 105ữ 1400C hay phân đoạn 105ữ 1800C. Tuy vậy nâng cao trị
số octan của xăng sẽ làm cho hiệu suất xăng giảm xuống.
ảnh hởng đến quá trình reforming xúc tác không chỉ là thành phần cất
mà còn quan trọng hơn đó là thành phần hoá học của phân đoạn nguyên liệu.
Trong nguyên liệu có chứa các loại hợp chất khác nhau của parafin, của
naphten của hydrocacbon thơm.
Nếu hàm lợng của naphten càng cao, nhất là xyclohexan và các dẫn
xuất của nó càng nhiều thì phản ứng dehydro hoá xảy ra càng triệt để và hàm
lợng aren sẽ tăng lên. Điều đó có nghĩa là quá trình reforming dễ xảy ra, lúc
Đồ án tốt nghiệp
Thảo
15
SV: Lê Ngọc
Trờng ĐHBK Hà Nội
Khoa Công nghệ Hoá Học
này điều kiện mềm, độ khắt khe nhỏ mà vẫn cho hiệu suất, chất lợng xăng
cao.
Nếu nguyên liệu chứa nhiều hợp chất parafin thì các phản ứng của
parafin chỉ góp phần nhỏ để tạo ra hydrocacbon thơm bằng phản ứng dehydro
vòng hoá (điều này chỉ đúng với các xúc tác thế hệ cũ) còn đại bộ phận sẽ
tham gia isome hoá và hydrocracking. Còn đối với xúc tác thế hệ mới ngày
nay thì phản ứng dehydro vòng hoá n-parafin xảy ra là chủ yếu và góp phần
tăng đáng kể các cấu tử cao octan trong xăng.
Đối với phản ứng hydrocracking, sẽ làm giảm hiệu suất H 2 do tiêu hao
trong phản ứng này. Do vậy, thành phần hoá học của nguyên liệu trong điều
kiện reforming xúc tác sẽ xác định cả hiệu suất H 2 tạo ra trong quá trình. Đối
với các thế hệ xúc tác cũ thì việc có mặt parafin cao sẽ làm giảm hiệu suất khí
H2 mạnh.
Nếu nh mục đích là sản xuất hydrocacbon thơm thì cần phải tiến hành
loại bỏ các hydrocacbon thơm ra khỏi nguyên liệu. Lý do là mặc dù lợng
hydrocacbon thơm ban đầu trong nguyên liệu là thấp ( nhất là nguyên liệu từ
phân đoạn xăng cất trực tiếp) nhng việc có mặt các cấu tử này sẽ ảnh hởng đến
xu hớng tạo ra hydrocacbon thơm, nó làm giảm tốc độ phản ứng dehydro hoá
hay dehydro vòng hoá. Hãng UOP có đa ra một phơng pháp đánh giá về
nguyên liệu rất hiệu quả. Đó là đánh giá thông qua chuẩn số tơng quan KUOP.
Nó đợc xác định bằng biểu thức toán học nh sau:[2]
KOUP = 12,6 ( N + 2 Ar )/ 100
N: là hàm lợng % naphten.
Ar: là hàm lợng % aren.
Trong các loại nguyên liệu của quá trình refoming xúc tác, K UOP đặc
biệt N + 2Ar thay đổi trong một khoảng rộng (tổng N + 2Ar có thể thay đổi từ
30 - 80). Nếu KUOP =11 thì nguyên liệu thì Aren một vòng. Nếu K UOP =12 thì
nguyên liệu chứa một hỗn hợp bằng nhau giữa hydrocacbon vòng và
hydrocacbon parafin.
Nh vậy một nguyên liệu tốt và thuận lợi cho quá trình reforming là
nguyên liệu chứa nhiều N và quá trình sẽ dễ nhận đợc reformat có NO cao.
Hiệu suất reformat và hydro sẽ tăng khi tăng hàm lợng hydrocacbon
naphten và hydrocacbon thơm trong nguyên liệu, điều này có thể đợc rút ra từ
bảng sau:
Đồ án tốt nghiệp
Thảo
16
SV: Lê Ngọc
Trờng ĐHBK Hà Nội
Khoa Công nghệ Hoá Học
Bảng 1. ảnh hởng của thành phần nguyên liệu đến quá trình reforming
xúc tác. Xúc tác KP 104, P =1,5 MPa, t0C = 475.
Chỉ tiêu
Nguyên liệu
Mật độ Kg/m3
Thành phần cất, C
10%
50%
90%
đến 85
69%
54
68
75
Chỉ tiêu
Nguyên liệu
đến 85
Thành phần RH%
RH thơm
8
RH naphten
29
RH parafin
63
MON sạch
69
Hiệu suất xăng %
Hiệu suất H2
RH thơm
Trị số octanMON
Trị số octan RON
Phân đoạn sôi
85 - 105 105-120
120
140
722
735
751
6,4
1,3
37
76
78
94
95
97
112
113
116
140 -180
751
126
128
131
148
450
159
Phân đoạn sôi
85 - 105
105-120 120 10 140-180
86,0
2,2
57
79
88
9
33
58
51
Sản phẩm
27,5
2,3
62
83
93
12
29
59
-
16
30
54
44
39,8
2,2
6
4
94
14
25
61
27
88,4
2,3
69
86
97
Các tạp chất phi hydrocacbon trong nguyên liệu đều phải có một giới
hạn nhất định. Đặc điểm là các loại hợp chất của lu huỳnh và Nitơ trong
nguyên liệu phải giảm tới mức cực tiểu và nhỏ hơn giới hạn cho phép. Vì các
hợp chất này chỉ làm tăng tốc độ các phản ứng ngng tụ tạo nhựa, tạo cốc gây
ngộ độc xúc tác, giảm nhanh hoạt tính xúc tác. Vì thế nguyên liệu trớc khi đa
vào reforming xúc tác đều phải đợc qua công đoạn xử lý, các hợp chất olefin,
diolefin và cả kim loại do nhiễm bẩn vào nguyên liệu reforming .Trong quá
trình chế biến các hợp chất phi hydrocacbon sẽ đợc loại ra ở dạng khí nh
NH3, H2S, để đạt chỉ tiêu về chất lợng cho nguyên liệu reforming xúc tác.
Bảng 2. Hàm lơng cho phép các hợp chất phi hydrocacbon có mặt trong
nguyên liệu reforming xúc tác.
Hàm lợng lu huỳnh
Hàm lợng Nitơ
Hàm lợng Oxi
Đồ án tốt nghiệp
Thảo
Max
Max
Max
17
0,5
0,5
0,5
PPm
PPm
PPm
SV: Lê Ngọc
Trờng ĐHBK Hà Nội
Khoa Công nghệ Hoá Học
Hàm lợng Clo
Hàm lợng các kim loại
Hàm lợng Asenic
Hàm lợng Chì
Hàm lợng Cu
Max
Max
Max
Max
Max
PPm
PPm
PPm
PPm
PPm
0,5
1
20
5
I.2 Xử lý nguyên liệu trớc khi đa vào quá trình Refoming
I.2.1 Sơ lợc quá trình hydro hoá làm sạch
Nguyên liệu naphta, xăng (có thể dùng cả kerosen, gasoil khi xử lý các
nguyên liệu này) đợc trộn với hydro để tiến hành phản ứng ở nhiệt độ và áp
suất cao. Các phản ứng hóa học sẽ xảy ra cùng với quá trình hydrodesunpua
hoá là no hoa olefin và thơm, demetal hoá và hydrocracking, khi mục đích của
quá trình naỳ là xử lý nguyên liệu cho quá trình reforming xúc tác thì
hydrodesunfua hoá và demetal hoá là nhiệm vụ chính của công đoạn này.
Những hydrocacbon chứa lu huỳnh và các tạp chất khác chứa trong nguyên
liệu sẽ đợc phản ứng vói hydro trên xúc tác co hoặc Ni/Mo trên chất mang để
tạp chất này đợc tách ra một cách chọn lọc và nhờ đó các đặc tính nguyên
liệu đợc cải thiện.[2][3]
Các tạp chất khác nh hợp chất chứa Nitơ, oxy và kim loại khi phản ứng
hydro sẽ tạo ra các hợp chất amoniac, nớc và các hydrogenat kim loại. Các
hợp chất amoniac, nớc và các hydrogenat kim loại. Các hợp chất olefin đợc no
hoá nhờ vậy đợc cải thiện độ ổn định của sản phẩm.
* Các loại phản ứng xảy ra trong quá trình hydro hoá làm sạch.
a. Tách lu huỳnh: Đa lu huỳnh trong các hợp chất nh: Mecaptan,
Thiofen,.. ra dạng dễ loại bỏ nh H2S [2]
Mecaptan : R - SH + H2
RH + H2S
Sunfit R - S - R + 2H2
2RH + H2S
Disunfit: R - S - S - R + 3H2
2RH +2H2S
S
Sunfit vòng:
+ 2H2
C4H10 + H2S
Thiofen:
S
+ 4H2
C4H10 + H2S
b. Tách Nitơ: Nitơ đợc loại bỏ ra dới dạng NH3
- Pyrydin:
Đồ án tốt nghiệp
Thảo
N
+ 5H2
18
C - C -C - C + NH3
SV: Lê Ngọc
Trờng ĐHBK Hà Nội
Khoa Công nghệ Hoá Học
+ 4H2
Quinolin
C-C-C
+ nh 3
n
- Pyrol
C
C
C
NH
C
+ 4H2
C4H10 + NH3
c. Tách oxy
Tách oxy: OH
Phenol
+ H2
+ H2O
d. Phản ứng với olefin
Olefin + H2
Parafin
Cụ Thể olefin thẳng: C - C = C - C - C + H2
C5 H12
Olefin vòng:
+ H2
Naphten
I.2.2. Điều kiện công nghệ.
Điều kiện công nghệ của quá trình quyết định chất lợng nguyên liệu sau
xử lý.
a. Nhiệt độ phản ứng[2][3]
Nhiệt độ của nguyên liệu vào cácbon có vai trò quan trọng để thúc đẩy
phản ứng hydro hoá lám sạch. Khi tăng nhiệt độ quá trình thì quá trình
đesunfuahydro hoá giảm. Nói chung nhiệt độ nguyên liệu vào tuỳ thuộc vào
yêu cầu sản phẩm, hoạt tính của xúc tác và yêu cầu của tốc độ sản phẩm
b. áp suất [2][3]
Việc nâng cao áp suất có lợi cho các phản ứng trong quá trình khi nâng
cao áp suất thì lợng cốc sẽ giảm, xúc tác làm việc đợc càng lâu.
Lựa chọn áp suất làm việc liên quan đến mức độ tiêu hao hydro cả hai
thông số này sẽ xác định áp suất riêng phần hydro trong reactor.
áp suất cao thì tốt cho phản ứng nhng do điều kiện tối u về kinh tế cho
nên không thể cao quá .Thông thờng ngời ta phải tìm tối u giữa các điều kiện
thông số kỹ thuật và kinh tế .
c) Tốc độ không gian thể tích (LHSV)[2]
Đây là (lợng Naphta trong nguyên liệu / lợng xúc tác) chứa trong
reactor trong thời gian là 1h . Đơn vị nó là h -1.Khi LHSV càng cao thì dẫn đến
chất lợng sản phẩm giảm
d,Tỷ lệ H2/RH [2]
19
Đồ án tốt nghiệp
SV: Lê Ngọc
Thảo
Trờng ĐHBK Hà Nội
Khoa Công nghệ Hoá Học
Đây là dòng H2 tuần hoàn trên tốc độ của dòng Naphta nguyên liệu
<m /m3>
Tỷ lệ này cao thì chất lợng sản phẩm càng tốt
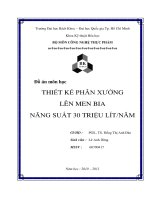
Sơ đồ hệ thống hydro hoá làm sạch .[2]
3
Khí không ng ng
E
4
V
4
H
1
V
1
E
V
2
3
V
2
V
2
E
E
1
3
Nạp liệu
Hydro
sơ đồ hydro hoá làm sạch phần cấ t nhẹ (naphta, keroen hoặc
diezel)
V Reactor
V Thiết bị thu đỉnh
E Thiết bị trao đổi nhiệt
1
V Thiết bị tách
V Tháp phân đoạn
2
3
4
3
E Thiết bị trao đổi nhiệt E Thiết bị ng ng tụ
E Thiết bị ng ng tụ
H Thiết bị đốt nóng
1
4
2
1
I.3. .Sản phẩm của quá trình reforming xúc tác
Sản phẩm của quá trình gồm xăng có trị số octan cao, hydro cacbon
thơm và khí hydro kỹ thuật.
I.3.1. Xăng.
Chất lợng xăng phụ thuộc vào chất lợng xúc tác, nguyên liệu và chế độ
công nghệ của quá trình. Tuỳ theo thành phần hoá học và thành phần cất của
nguyên liệu mà ta có thể nhận đợc xăng có chất lợng khác nhau.
Dới đây là bảng chỉ rõ sự phụ thuộc của chất lợng ổn định vào thành
phần khác nhau của nguyên liệu trong quá trình Platforming. (Bảng 4).
Chỉ tiêu của xăng ổn định Hàm lợng của parafin trong nguyên liệu, % kh.l
40
< 65
< 40
20
0,785
0,798
0,796
0,772
3
d4 g/cm
Thành phần cất, oC
Đồ án tốt nghiệp
Thảo
20
SV: Lê Ngọc
Trờng ĐHBK Hà Nội
Nhiệt độ sôi đầu
10%
50%
90%
Nhiệt độ cuối
Thành phần hoá học,%kh.l
Olefin
Hydrocacbon thơm
Parafin + Naphten
Trị số MON
Ron
Khoa Công nghệ Hoá Học
49
82
135
172
202
42
76
137
170
214
58
97
141
171
199
58
110
141
168
205
2,2
59
38,8
80
89
0,9
65
33,7
85
95
1,0
62
37
80
89
0,5
68,5
31
85
95
Xăng reforming xúc tác có thành phần chủ yếu là hydrcacbon thơm và
izoparafin, còn hàm lợng olefin không quá 3%, naphten không quá 10% xăng
này có tỉ số octan phân bố không đều, do các hợp chất thơm lại tập trung ở
phân đoạn có nhiệt sôi cao.
I.3.2. Các hydro cacbon thơm.
Các hydro cacbon thơm nhận đợc từ quá trình reforming xúc tác bezen,
tohren, xylen (B, T, X) là nguyên liệu tổng hợp hữu cơ hoá dầu.
I.3.3. Khí hydro kỹ thuật
Khí hydro kỹ thuật là khí chứa hydro có hàm lợng lớn hơn 80% và là
sản phẩm quan trọng của quá trình reforming xúc tác. Khí hydro này một
phần đợc tuần hoàn lại quá trình reforming, còn phần lớn đợc dẫn sang bộ
phận làm sạch, xử lý nguyên liệu và các phân đoạn sản phẩm cất. Đây là
nguồn hydro rẻ tiền nhất trong tất cả các quá trình sản xuất hydro.
II. Các yếu tố ảnh hởng đến quá trình.
Có 4 thông số công nghệ quan trọng nhát cần quan tâm trong quá trình
đó là: nhiệt độ, tốc độ nạp liệu riêng thể tích LHSV, áp suất và tỷ lệ mol
H2/RH của nguyên liệu.
II.1. Nhiệt độ:
Quá trình reforming xúc tác tiến hành trong điều kiện nhiệt độ là
520ữ5400C. Khi điều kiện áp suất và tốc độ nạp liệu riêng không đổi, nếu
giảm nhiệt độ sẽ dẫn tới tăng hiệu suất xăng, giảm hiệu suất khí, giảm sự tạo
cốc và đồng thời giảm lợng hydro cacbon thơm, tức là giảm chất lợng xăng.
Ngợc lại, nếu tăng nhiệt độ sẽ dẫn tới tăng hàm lợng của hydro cacbon thơm;
Đồ án tốt nghiệp
Thảo
21
SV: Lê Ngọc
Trờng ĐHBK Hà Nội
Khoa Công nghệ Hoá Học
tức là giảm hiệu suất xăng, giảm hàm lợng hydro trong khí tuần hoàn. Song
bên cạnh đó cũng tăng cờng phản ứng hydro cracking làm hiệu suất tăng lên
và mức độ cốc hoá cũng tăng lên. Nh vậy, khi tăng nhiệt độ thì lợng hydro
cacbon thơm tạo thành tăng lên làm cho trị số octac của xăng tang lên. Nhng
nhiệt độ chỉ tăng tới mức cho phép, nếu tăng quá cao thì sự tạo cốc tăng lên
làm giảm hoạt tính xúc tác và thời gian làm việc của xúc tác vì có 4 lò phản
ứng nên ngời ta có các phơng án điều chỉnh nhiệt độ sau:
- Tăng từ T1 T4, phơng án này là tốt nhất.
- Chọn T1 = T2 = T3 = T4, phơng án này đạt yêu cầu trung bình.
- Giảm T1 T4, phơng án này không đạt yêu cầu.
II.2. áp suất
Các phản ứng chính của quá trình reforming xúc tác đều là các phản
ứng tăng thể tích, điển hình nhất là phản ứng dehdro hoá naphten thành
hydrocacbon thơm và phản ứng dehdro vòng hoá parafin. Do đó, theo quan
điểm nhiệt động thì khi tăng áp suất sẽ cản trở quá trình tăng thể tích, có nghĩa
là cản trở phản ứng chính tạo ra hydrocacbon thơm.
Còn khi làm việc ở áp suất hydro thấp sẽ cho phép tăng trị số octan của
xăng, tăng cả hiệu suất xăng và giảm lợng khí và tăng hàm lợng H2 trong khí.
Nhng tốc độ tạo cốc lại tăng lên, điều này làm giảm thời gian làm viẹc của
xúc tác và tần số tái sinh xúc tác sẽ tăng lên. Vì vậy, ngời ta phải khống chế áp
suất sao cho vừa phải để thu đợc hàm lợng hydrocacbon thơm cao và tránh tạo
cốc. Nhng ngày nay ngời ta đã chế tạo đợc các loại xúc tác hoạt tính cao đồng
thời độ chọn lọc cũng cao, do đó lợng cốc tạo thành giảm cực tiểu và dễ tái
sính. Vì vậy và cho phép trong các công nghệ reforming áp dụng áp suất của
quá trình ngày một thấp. Những thay đổi mới nhất là từ năm 1971, hãng UOP
đã đa ra công nghệ xúc tác chuyển động với tái sinh xúc tác liên tục (CCR),
công nghệ này cho phép giảm áp suất từ 20kg/cm 2 xuống còn 10ữ12kg/cm2 và
khi xúc tác thế hệ mới ra đời, công nghệ này cho phép giảm áp suất xuống còn
3 đến 3,5kg/cm2 (Hãng UOP và FIN).
II.3. Tốc độ nạp liệu riêng thể tích hay thời gian tiếp xúc.
Tôc độ nạp liệu vùng thể tích là lợng naphta nguyên liệu trên lợng xúc
tác chứa trong thiết bị phản ứng trong một đơn vị thời gian là 1 giờ (LHSV).
Khi tăng lu lợng nguyên liệu hay giảm lợng xúc tác trong thiết bị phản ứng thì
hiệu suất xăng và nồng độ khí hydro trong khí tuần hoàn tăng lên, trong nồng
Đồ án tốt nghiệp
Thảo
22
SV: Lê Ngọc
Trờng ĐHBK Hà Nội
Khoa Công nghệ Hoá Học
độ khí đó hiệu suất khí hydro cacbon nhẹ giảm do tốc độ phản ứng hydro
cracking và hydro genolyn giảm. Tuy nhiên, nếu tăng tốc độ nạp liệu riêng thể
tích quá lớn thì thời gian phản ứng rất nhỏ, khi đó chỉ có mọt lợng nhỏ
naphten chuyển thành hydro cacbon thơm. Vì vậy, mặc dù hiệu suất xăng có
tăng nhng chất lợng xăng lại giảm. Do đó, ta phải tăng tốc độ nạp liệu này tới
giá trị tối u để thu đợc xăng có hiệu suất và chất lợng cao.
Tốc độ nạp liệu riêng thể tích này thờng là 1,2 2 h-1. Nếu giảm tốc độ
này thì dẫn tới hiệu suất xăng và hydro, tăng hiệu suất hydro cacbon khí, giảm
nồng độ hydro trong khí tuần hoàn và làm tăng lợng cốc bám trên bề mặt của
xúc tác.
II.4. Tỷ lệ hydro trên nguyên liệu (H2/RH)
áp suất hydro trong thiết bị là yếu tố quan trọng để tránh sự tạo cốc.
Chọn tỷ số tuần hoàn khí chứa hydro phụ thuộc vào các yếu tố, thành phần
phân đoạn nguyên liệu, độ khắt khe của quá trình và trị số octan của xăng.
Tỷ số mol hydro (N) đợc tính chuyển qua đại lợng số tuần hoàn khí khi
chứa hydro (W,m3/m3 nguyên liệu) theo biểu thức sau:
W = 2,24.10 3.
N
M.[H 2 ]
Trong đó: mật độ nguyên liệu
[H2]: Nồng độ hydro trong khí tuần hoàn, %mol.
M: Khối lợng trung bình mol của nguyên liệu khi thời gian làm việc
liên tục của xúc tác lớn hơn 6 tháng xăng thu đợc chỉ có trị số octan RON =
95 thì W = 1500 1800 m 3/m3 (H2/RH = 8 - 9). Còn nếu nhận xăng có RON
= 85 thì W = 1200 1500 m3/m3 (H2/RH = 5 - 7)
Nếu nguyên liệu chứa nhiều naphten thì tỷ số H2/RH phải nhỏ để thu
nhiều hydro cacbon thơm.
II.5. Độ khắt khe của quá trình reforming xúc tác.
Độ khắt khe của quá trình chính là điều kiện khó khăn hơn của xúc tác.
Độ khắt khe càng cao thì xúc tác càng giảm hoạt tính, giảm thời gian làm việc
và tăng tầng số tái sinh xúc tác nhng bù vào đó là xằn có trị số octan cao.
Đối với mỗi loại nguyên liệu và mỗi loại xúc tác khác nhau thì độ khắt
khe của quá trình là: tăng nhiệt độ hoặc giảm tốc độ nạp liệu hoặc giảm áp
suất, giảm tỷ lệ H2/RH.
Đồ án tốt nghiệp
Thảo
23
SV: Lê Ngọc
Trờng ĐHBK Hà Nội
Khoa Công nghệ Hoá Học
Trong thực tế ngời ta không chỉ chú ý tới chất lợng xăng mà còn quan
tâm tới chất lợng xăng thu đợc. Vì vậy tăng độ khắt khe thờng chỉ áp dụng
bằng cách giảm áp suất của hệ thống và giảm tỷ lệ H2/RH, ít khi giảm tốc độ
nạp liệu hay tăng nhiệt độ quá trình cao hơn so với thiết kế.
III. Dây chuyền công nghệ của quá trình Reforming xúc tác
Quá trình reforming xúc tác với lớp xúc tác cố định đầu tiên đợc áp
dụng trong công nghiệp vào năm 1940 và khi đó dùng xúc tác molipden. Song
quá trình này nhanh chóng đợc thay thế bởi các công nghệ mới hơn, vì quá
trình này tạo cốc quá nhanh trên xúc tác. Vào năm 1949, Reforming xúc tác
sử dụng xúc tác trên cơ sở kim loại Pt ra đời và quá trình này liên tục đ ợc cải
tiến. Kể từ đó đến nay nhiều nghiên cứu cải tiến đã đợc thực hiện theo hớng
cải tiến xúc tác và cải tiến công nghệ và đã mang lại những kết quả đáng kể.
Bảng 7 cho thấy tiến trình cải tiến về xúc tác và công nghệ trong công
nghiệp dầu khí.
1940
Reforming xúc tác đầu tiên sử dụng xúc tác milipden
1949
Phát triển xúc tác Pt
1950-1960 Rất nhiều quá trình refoming xúc tác đợc phát triển từ xúc tác Pt
1960
Phát triển xúc tác đa kim loại (ngoài Pt còn có các kim loại khác)
1970
Quá trình refoming tái sinh xúc tác liên tục ra đời
1990
Ra đời quá trình refoming xúc tác mới (new reforming)
- Ngày nay, quá trình của quá trình CCR với áp suất thấp và có thể làm
việc ở áp suất 3,5at. Hầu hết quá trình Reforming mới đợc xây dựng đều là
quá trình CCR. Phát triển quá trình CCR thực ra chỉ có hai hãng UOP và IFP
(FIN). Đến năm 1996 UOP đã có 139 nhà máy và FIN có 48 nhà máy CCR.
Đồ án tốt nghiệp
Thảo
24
SV: Lê Ngọc
Trờng ĐHBK Hà Nội
Khoa Công nghệ Hoá Học
* Thiết bị chính của quá trình:
Thiết bị chính của quá trình reforming xúc tác là thiết bị phản ứng.
Thiết bị phản ứng của quá trình reforming xúc tác phổ biến nhất là loại
hình trụ,chế tạo bằng thép và chia thành hai loại sau:[2, 6]
Loại thứ nhất là loại thiết bị phản ứng với việc dẫn nguyên liệu khí vào
theo hớng dọc trục và loại nguyên liệu khí vào theo hớng xuyên tâm.
Loại thiết bị phản ứng theo hớng dọc trục là loại hỗn hơp khí , nguyên
liệu đợc dẫn vào theo hớng dọc trục lớp xúc tác theo hớng từ trên xuống dới.
ở đầu ống lõi vào có cấu tạo đặc biệt để phân phối dòng nguyên liệu và khí
theo tất cả tiết diện của thiết bị .
Loại này vỏ làm bằng thép các bon và lớp lót giữa bằng bê tông phun .
Và xúc tác cho vào trong thành thết bị cho thành một lớp liên tục trong toàn
bộ thiết bị để tăng khả năng phân chia hơi trong toàn bộ thiết diện của lớp
xúc tác và để tránh mất mát xúc tác lên phía trên lớp xúc tác và ở phía dới lớp
xúc tác ngời ta cho hạt sứ đệm ngoài .Và để đo nhiệt độ trong thiết bị phản
ứng ngời ta dùng pin nhiệt điện.
Loại này có thể giữ đợc ở lớp trên xúc tác các sản phẩm bị ăn mòn, và
loại này có sức cản thuỷ lực lớn.
Loại thứ hai là loại thiết bị phản ứng dẫn nguyên liệu + khí vào
theo hớng xuyên tâm .
Loại này có cấu tạo vỏ ngoài giống hệt loại trên ở chỗ là :dẫn hỗn
hợp khí + nguyên liệu vào theo hớng xuyên tâm và dòng hơi chuyển động
trong thiết bị phản ứng theo dòng hơi xuyên tâm từ trên xuống dới. Để đạt
mục đích này thì ống dẫn hơi có lỗ xúc tác trong thiết bị phản ứng 1 là liên tục
.Để tránh mất mát phía trên và phía dới ngời ta cho lớp hạt sứ đệm .Loại này
có sức cản thuỷ lực nhỏ hơn hơn nhiều so với loại thiết bị dọc trục. Nếu dùng
loại này thì giảm đợc sức cản thuỷ lực chung của hệ thống thiết bị phản
ứng.Nhng loại nay có yếu điểm chung là không giữ các sản phẩm ăn mòn ở
lớp trên cùng xúc tác.
ở môi trờng hyđrô và điều kiện nhiệt độ 5250c và áp suất 20-40 at dễ
gây ăn mòn kim loại.Vì vậy phía trong vỏ kim loại của thiết bị phản ứng cần
có một lớp bê tông phun. Ngoài ra phía trong thiết bị phản ứng đặt 1 cái cốc
bằng thép đột lỗ , giữa hai thành cốc và thiết bị phản ứng là thiết bị ngăn
cách .Và nhiệt độ bề mặt kim loại không cao quá 150 0C-nhiệt độ này phải đợc
kiểm tra bằng pin nhiệt điện, nếu nhiệt độ ở lớp này cao quá dễ gây ăn mòn
và làm hỏng thiêt bị phản ứng.
Đồ án tốt nghiệp
Thảo
25
SV: Lê Ngọc