ĐỀ CƯƠNG CÔNG NGHỆ CHẾ tạo máy 1 ( Chuẩn)
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (433.68 KB, 20 trang )
1
ĐỀ CƯƠNG CÔNG NGHỆ CHẾ TẠO MÁY 1
CHƯƠNG 1: NHỮNG KHÁI NIỆM CƠ BẢN
Câu 1: quá trình công nghệ,các thành phần của quá trình công ngệ,lấy ví dụ và phân tích được.
Trước tiên ta phải hiểu về quá trình sản xuất: là quá trình con người tác động vào tài nguyên thiên nhiên
để biến nó thành sản phẩm phục vụ con người, quá trình công nghệ là một phần của quá trình sản xuất, nó
trực tiếp làm thay đổi trạng thái hình học và tính chất cơ lý của đối tượng sản xuất.
Các thành phần của quá trình công nghệ:
*)Nguyên công: là 1 phần của quá trình công nghệ được hoàn thành liên tục tại một chỗ làm việc do một
hay một nhóm công nhân thực hiện. là đơn vị cơ bản của quá trình công nghệ được dùng để hoạch toán
giá thành sản phẩm.
Ví dụ:
Hình vẽ(trang 12)
Nếu ta tiện đầu A xong rồi trở đầu ngay để tiện đầu C thì vẫn thuộc 1 nguyên công vì vẫn đảm bảo tính
chất lien tục trên đối tượng sản xuất và tại 1 vị trí làm việc. nhưng nếu ta tiền đầu A cho cả loạt chi tiết
xong rồi mới trở lại tiện đầu C cho cả loạt chi tiết thì nó đã thành 2 nguyên công vì đã không đảm bảo
tính lien tục trên một đối tượng sản xuất .
*)Gá: là 1 phần của nguyên công được hoàn thành trong 1 lần gá đặt chi tiết gia công. Một nguyên công
có thể gồm 1 hay nhiều lần gá.
Vd: hình vẽ trên. Để tiện trụ bậc A,B,C ta thực hiện 2 lần gá:
Lần 1: gá lên 2 mũi chống tâm và truyền moomen quay bằng tốc vào amwtj A để gia công các bề mặt
B,C.
Lần 2: đổi đầu truyền momen quay bằng tốc vào mặt C để gia công bề mặt A.
*)Vị trí: là 1 phần của nguyên công được xác định bởi vị trí của chi tiết so với máy hoặc dao, như vậy 1
lần gá có thể có 1 hoặc nhiều vị trí.
Vd:khoan 4 lỗ (phi)10 cách đều của chi tiết dạng đĩa tròn xoay trên máy khoan thì mỗi lỗ khoan là 1 vị trí
Hình vẽ(trang 14)
*)Bước: là 1 phần của nguyên công tiến hành gia công một hoặc 1 tập hợp về mặt bằng 1 hay 1 số bộ dao
với 1 chế độ cắt không đổi trong suất thời gian gia công.
Vd: một nguyên công gia công đoạn trục như hình(trang 14) ta cắt làm hai bước
1
2
B1: tiện thô với chế độ cắt S1,V2,t1. B2: tiện tinh với chế độ cắt S2,V2,t2
Hình vẽ(trang 14)
*)Đường chuyền dao: là 1 phần của bước để hớt(cắt) đi 1 lớp vật liệu có cùng chế độ cắt và bằng cùng 1
dao cắt.
Vd: trong bước tiện tho mặt trụ có thể dung cùng 1 chế độ cắt, cùng 1 dao để hớt làm 2 lần, mỗi lần là 1
đường truyền dao
Hình vẽ(trang 15)
*)Động tác: là 1 hành động của 1 công nhân để điều khiển máy gia công hoặc lắp ráp. Động tác tuy đơn
giản nhưng là yếu tố rất quan trọng trong việc thực hiện tự động hóa quá trình sản xuất.
Vd: như việc ta bấm công tắc, quay ụ dao, đẩy ụ động….
Câu 2: các dạng sản xuất và đặc điểm của từng dạng? cách xác định dạng sản xuất và nhịp sản
xuất.
A: các dạng sản xuất và đặc điểm.
*) sản xuất đơn chiếc. đặc điểm là sản lượng hàng năm ít, thường 1 đến vài chục chiếu, sản phẩm không
ổn định, chu kỳ chế tạo không được xác định, mức độ chuyên môn hóa thấp.
*) sản xuất hàng loạt. đặc điểm sản lượng hàng năm không quá ít, sản phẩm tương đối ổn định, chu kỳ
chế tạo được xác định, múc độ chuyên môn hóa trung bình.
Được chia làm 3 loại: sx hàng loạt nhỏ(hình thức gần như sx đơn chiếc), sx hàng loạt vừa, sx hàng loạt
lớn( hình thức gần như sx hàng khối).
*) sx hàng khối. đặc điểm: sản lượng hàng năm rất lớn, sản phẩm rất ổn định, chu kỳ chế tạo được xác
định, trình độ chuyên môn hóa sản xuất cao.
B: cách xác định dạng sản xuất và nhịp sản xuất.
Dạng sx: là 1 khả năng đặc trưng cho quy mô sx giúp cho việc xác định đường lối, biện pháp công nghệ
để chế tạo ra sản phẩm đạt được các chỉ tiêu kinh thế-kỹ thuật.
Các yếu tố đặc trưng cho dạng sản xuất: sản lượng, tính lặp lại của quy trình sản xuất, tính ổn định của
sản phẩm, mức độ chuyên môn hóa trong sản xuất
Nhịp sản xuất: là khoảng thời gian lặp lại chu kỳ gia công hoặc lắp ráp nghĩa là trong khoảng thời gian
này từng nguyên công của quy trình công nghệ được thực hiện đồng bộ và sau khoảng thời gian đó 1 đối
tượng sản xuất được hoàn thiện và được chuyển ra khỏi dây truyền sản xuất.
2
3
CHƯƠNG 2: CHẤT LƯỢNG BỀ MẶT
Câu 1: chất lượng bề mặt chi tiết máy? Các yếu tố đặc trưng cho chất lượng bề mặt chi tiết máy?
Nguyên nhân gây nên tính cơ lý bề mặt chi tiết máy?
*)Chất lượng bề mặt chi tiết máy: được đánh giá bởi các yếu tố kích thước, hình dáng, vị trí tương quan,
chất lượng bề mặt.
*)các yếu tố đặc trưng: gồm 3 yếu tố:1, hình dáng lớp bề mặt: độ sóng, độ nhám…2,trạng thái và tính
chất cơ lý lớp bề mặt: độ cứng, chiều sâu biến cứng, ứng suất dư…3, phản ứng của lớp bề mặt với môi
trường làm việc: tính chống mòn, khả năng chống xâm thực hóa học, độ bền mỏi…
*) nguyên nhân gây nên tính cơ lý bề mặt
+ hiện tượng biến cứng của lớp bề mặt là khi gia công dưới tác dụng cảu lực cắt mạng tinh thể của lớp
kim loại bị biến dạng ở trước và sau lưỡi cắt, dẫn đến hiện tượng xuất hiện ứng suất giữa các hạt kim loại
làm cho độ cứng, độ bền của lớp bề mặt tăng lên, độ dẻo dai giảm suống, tính dẫn từ lớp bề mặt thay đổi,
kết quả tổng hợp là lớp bề mặt cứng nguội, chắc lại và có độ cứng tế vi cao.
mức độ bền cứng và chiều sâu biến cứng phụ thuộc vào tác dụng của lực cắt, mức độ biến dạng dẻo của
kim loại và ảnh hưởng của nhiệt độ trong vùng cắt.
+ứng suất dư
a. Khi cắt lớp vật liệu mỏng, trường lực xuất hiện gây nên biến dạng dẻo không đều dẫn tới hiện
tượng ứng suất dư
b. Do chính lệch thể tích giữa lớp kim loại lớp bề mặt và bên trong .lớp kim loại bên ngoài có xu
hướng tăng thể tích nhưng không tăng được=>gây nên ứng suất nén, để cân bằng bên trong gây ra
ứng suất kéo
Câu 2: trình bày ảnh hưởng của chế độ cắt đến chất lượng bề mặt chi tiết máy?
1. ảnh hưởng tới độ nhám bề mặt
a. vận tốc: tốc độ cắt ảnh hưởng rất lớn tới độ nhám bề mặt
+ khi cắt thép C ở tốc độ thấp, nhiệt độ cắt sinh ra không co, phoi kim loại tách dễ, biến dạng lớp
kl không nhiều nên độ nhám bề mặt thấp
+ khi tăng tốc độ 15-20m/p thì nhiệt độ, lực cắt tăng gây nên biến dạng dẻo mạnh ở mặt trước và
sau của dao>kl bị nóng chảy>hình thành lẹo dao>làm tăng độ nhám bề mặt chi tiết gia công
+ nếu tiếp tục tăng tốc độ cắt, lẹo dao bị nung nóng nhanh hơn vùng kl biến dạng dẻo bị phá hủy>
lẹo dao bị cuốn đi nên độ nhám lại giảm.
+ khi gia công kl giòn> làm tăng độ nhám bề mặt. tăng tốc độ cắt thì hiện tượng vỡ vụn kl giảm
và độ nhấp nhô bề mặt cũng giảm.
3
4
b. ảnh hưởng của bước tiến dao S
+ có ảnh hưởng tới mức độ biến dảng dẻo và biến dạng đàn hồi bề mặt gia công làm độ nhám
thay đổi.
+ S=0.02-0.15mm/v thì bề mặt g/c có độ nhấp nhô tế vi giảm
+S<0.02 mm/v hoặc S>0.15mm/v thì độ nhấp nhô tế vi tăng
nên chọn S=0.02-0.15 mm/v để đảm bảo độ nhẵn bong.
c. ảnh hưởng của chiều sâu cắt t
+chiều sâu cắt t không ảnh hưởng đáng kể, tuy nhiên nếu chiều sâu cắt t lớn sẽ tạo rung động làm
cho độ nhám tăng. Nếu chiều sâu cắt t nhỏ làm dao bị trượt trên bề mặt gia công làm độ nhám
cũng tăng
2. ảnh hướng tới độ cứng bề mặt
+ khi thay đổi chiều sâu cắt bằng cách tăng lực cắt thì mức độ biến dạng dẻo bề mặt tăng
+ vận tốc tăng làm giảm thời gian tác dụng của lực gây biến dạng> mức độ biến cứng bề mặt giảm.
Câu 3: trình bày sự ảnh hưởng rung động của hệ thống công nghệ đến chất lượng bề mặt gia công?
1. Quá trình rung động trong hệ thống công nghệ tạo ra chuyển động tương đổi có chu kỳ giữa dụng
cụ cắt với chi tiết gia công làm thay đổi ma sát gây nên độ song và nhấp nhô tế vi trên bề mặt chi
tiết gia công.
2. Rung động của hệ thống công nghệ trong quy trình cắt không những làm tăng dộ nhám bề mặt và
độ song, làm mòn dao nhanh mà còn làm cho lớp kim loại bề mặt bị cứng nguội và hạn chế khả
năng cắt gọt
3. Rung động làm cho vị trí tương đối giữa dao và vật gia công thay đổi theo chu kỳ, nếu tần số
thấp, biên độ lớn sẽ gây ra song bề mặt. nếu tần số cao, biên độ thấp sẽ sinh ra độ nhám bề mặt.
4. Khi hệ thống công nghệ có rung động, độ sóng, độ nhấp nhô tăng nếu lực cắt tăng, chiều sâu cắt
lớn và tốc độ cao.
Câu 4: phân tích các yếu tố mang tính chất hình học của dụng cụ cắt đến chất lượng bề mặt chi tiết
máy?
Qua thực nghiệm có mối quan hệ giữa các thống số: độ nhám Rz, lượng chạy dao S, bán kính mũi dao r:
s>0.15 mm/v thì Rz=S2/(8r).
s<0.1 mm/v thì Rz=S2/(8r)+(hmin/2)(1+(r*hmin)/S2)
hmin: chiều dày phoi min có thể cắt được
-
Nếu thay đổi góc nghiêng chính, nghiêng phụ thì chiều cao và hình dáng của độ nhám sẽ thay đổi.
Bán kính mũi dao thay đổi thì Rz thay đổi.
Lượng mòn U tăng thì Rz tăng
4
5
*) ảnh hưởng đến độ biến cứng bề mặt
- nếu góc trước gama tăng từ giá trị âm tới giá trị dương thì múc độ và chiều sâu lớp biến cứng chi tiết
sẽ giảm
*) ảnh hưởng tới ứng suất dư
- khi giảm góc trước gama thì ứng suất dư nén tăng
Câu 5: trình bày ảnh hưởng của chất lượng bề mặt chi tiết máy đến khả năng chống mòn, độ bền,
chống ăn mòn hóa học của chi tiết máy và độ chính xác mối lắp ghép?
1: ảnh hưởng đến tính chống mòn.
a. ảnh hưởng của độ nhấp nhô tế vi: do bề mặt 2 chi tiết tiếp xúc nhau có nhấp nhô tế vi nên trong
giai đoạn đầu của quá trình làm việc, 2 bề mặt này tiếp xúc nhau ở 1 số đỉnh nhấp nhô, Stx thực
tế
bị mài mòn làm khe hở lắp ráp tăng, đó là hiện tượng mòn ban đầu.
- khi chiều cao nhấp nhô tế vi giảm, diện tích tiếp xúc các đỉnh nhấp nhô tăng, áp suất giữa chúng
giảm và lượng mòn ban đầu giảm, vì giai đoạn đầu ứng với thời gian chạy rà kết cấu, sau đó là
giai đoạn mòn bình thường và chậm( giai đoạn làm việc của chi tiết), cuối cùng là mòn khốc liệt
và đi tới phá hỏng.
b. ảnh hưởng của lớp biến cứng bề mặt
Lớp biến cứng bề mặt chi tiết máy có tác dụng nâng cao tính chống mòn và nó hạn chế hiện tượng tính
biến dạng dẻo toàn phần của chi tiết máy, qua đó hạn chế hiện tượng chảy và mòn kim loại.
c. ảnh hưởng của ứng suất dư tới tính chống mòn
ứng suất dư ở lớp bề mặt chi tiết máy nói chung không có ảnh hưởng đáng kể tới tính chống mòn, nếu chi
tiết máy làm việc trong điều kiện ma sát bình thường.
còn ứng suất dư bên trong xét trên toàn diện của chi tiết máy có thể ảnh hưởng đến tính chất và cường độ
mòn của chi tiết máy.
2: ảnh hưởng tới độ bền mỏi của chi tiết máy
a. ảnh hưởng của độ nhám
độ nhấp nhô tế vi ảnh hưởng tới độ bền mỏi của chi tiết máy nhất là tải trọng chu kỳ có đổi dấu vì đây
là các nhấp nhô tế vi có ứng suất tập trung lớn, có khi vượt quá giới hạn mỏi của vật liệu. ứng suất dư
này sẽ gây ra các vết nứt tế vi ở đáy nhấp nhô đó là nguồn gốc phá hủy chi tiết máy
b. ảnh hưởng của lớp biến cứng bề mặt
bề mặt bị biến cứng có thể làm tăng độ bền mỏi khoảng 20%
chiều sâu và mức độ biến cứng ảnh hưởng tới độ bền mỏi quả chi tiết vì nó hạn chế việc gây ra các
vết nứt tế vi, gây phá hủy chi tiết nhất là bề mặt có ứng suất dư nén
5
6
c. ảnh hưởng của ứng suất dư.
ứng suất dư nén trên lớp bề mặt chi tiết có tác dụng làm tăng độ bền mỏi còn ứng suất dư kéo làm
giảm độ bền mỏi.
3: ảnh hưởng tới tính chống ăn mòn hóa học
a. ảnh hưởng của độ nhấp nhô tế vi
các chỗ lõm bề mặt do nhấp nhô tế vi tạo ra là nơi chứa các tạp chất, hóa chất ăn mòn.
Quá trình ăn mòn dọ theo các sườn nhấp nhô làm gẫy vỡ nhấp nhô cũ, và hình thành nhấp nhô mới.
b. ảnh hưởng của lớp biến cứng bề mặt
biến dạng dẻo và biến cứng về mặt kim loại có mức độ khác nhau tùy theo hướng các tinh thể kim
loại và thành phần cấu tạo của chúng=> có thể dung phương pháp mạ để chống ăn mòn hóa học.
Câu 6: các phương pháp đảm bảo chất lượng bề mặt chi tiết máy?
Để đảm bảo chất lượng bề mặt chi tiết máy cần phải:
+ chọn phương pháp gia công hợp lý: có khả năng đặt độ nhám yêu cầu.
+chọn chi tiết phù hợp với hình dáng, kihcs thước cần gia công
+chọn chế độ cắt hợp lý
Để tạo lớp cứng nguội bề mặt có thể dung các phương pháp: phun bi hoặc lăn bi, nhiệt luyện, hóa luyện,
điện hóa
*) chú ý:
- khi tăng hoặc giảm lượng chạy dao S
- gia công vật liệu giòn có chất lượng bề mặt tốt hơn vậ liệu dẻo
-góc trước gama nên có giá trị âm
-nên chon chiều sâu cắt nhỏ
-sử dụng dung dịch trơn nguội phù hợp
-bán kính mũi dao lớn
-độ mòn dụng cụ nhỏ.
CHƯƠNG 3: ĐỘ CHÍNH XÁC GIA CÔNG.
6
7
Câu 1: Thế nào là độ chính xác gia công? Các yếu tố biểu thị độ chính xác gia công?
Trả lời: *,Độ chính xác gia công của 1 chi tieetsmasy là mức độ giồng nhau về hình dáng hình học, về
*.Các yếu tố biểu thị độ chính xác gia công:
- Độ chính xác kích thước: đánh giá bằng sai số của kích thước thật so với kích thước lý tưởng cần có và
được thể hiện bằng dung sai của kích thước đó.
- Độ chính xác vị trí tương quan giữa 2 bề mặt thực chất là sự xoay đi một góc nào đó của bề mặt này so
với bề mặt kia, được đánh giá theo sai số về góc yêu cầu giữa vị trí bề mặt này vs bề mặt kia trong hai
mặt phẳng tọa độ vuông góc với nhau và được ghi thành 1 điều kiện ký thuật riêng trên bản vẽ thiết kế.
- Độ chính xác hình dáng hình học đại quan là mức độ phù hợp lớn nhất của chi tiết với hình dáng hình
học lý tưởng của nó như độ côn, độ ô van…
- Độ sóng bề mặt là chu kỳ không phẳng của bề mặt chi tiết máy được quan sát trong phạm vi nhỏ(1100mm)
- Sai lệch hình học tế vi là sai số của bề mặt thực quan sát trong một miền rất nhỏ khoảng 1 mm2
Câu 2: Trình bày phương pháp đạt độ chính xác gia công bằng pp cắt thử từng kích thước riêng
biệt, pp tự động đạt kích thước? cho Ví dụ?
Trả lời:
- PP cắt thử từng kích thước riêng biệt: Phôi đc vạch dấu và cắt đến đường vạch dấu.Cắt thử 1 phần mặt
gia công và kiểm tra nếu đạt kích thước yêu cầu thì cắt tiếp, nếu không đạt thì chỉnh lại du xích máy.
ƯĐ: + Đạt độ chính xác của kích thước mà không cần máy chính xác.
+ Lợi trừ ảnh hưởng của lượng mòn dụng cụ.
+ Tận dụng đc các phôi kém chính xác.
+ Không cần đồ gá phức tạp để xác định vị trí phôi trên máy.
NĐ: + Năng suất thấp.
+ Cần bậc thợ cao vì độ chính xác gia công tùy thuộc vào tay nghề bậc thợ.
+ Độ chính xác phụ thuộc vào chiều sâu cắt nhỏ nhất.
+ Thợ phải làm việc căng thẳng nên dễ gây ra phế phẩm
=> Phù hợp sản xuất nhỏ.
7
8
-
PP tự động đạt kích thước: dùng trong sản xuất hàng lợt lớn, hàng khối.
ƯĐ: + Đảm bảo độ chính xác gia công, giảm bớt phế phẩm.
+ Độ chính xác gia công hầu như không phụ thuộc vào trình độ tay nghề công nhân đứng máy
và chiều dày lớp phoi bé nhất có thể cắt được bởi vì lượng dư gia công sẽ lớn hơn bề dày lớp phoi bé
nhất có thể cắt đc.
+ chỉ cần cắt 1 lần là đạt kích thước yêu cầu, do đó năng suất cao.
+ Nâng cao hiệu quả kinh tế.
NĐ + Phí tổn về thiết kế, chế tạo đồ gá cũng như phí tổn về công , time điều chỉnh máy và dao lớn có
thể vượt quá hiệu quả.
+ Phí tổn về chế tạo phôi chính xác không bù lại được nếu chi tiết gia công quá ít khi tự động đạt
kích thước ở nguyên công đầu tiên.
+ Nếu chất lượng dụng cụ kém mau mòn thì kích thước đã điều chỉnh sẽ bị phá vỡ nhanh chóng.
Câu 3: Thế nào là độ cứng vững và độ mềm dẻo của hệ thống công nghệ? Phên tích sự ảnh
hưởng độ cứng vững của hệ thống công nghệ tới độ chính xác gia công khi tiện gá trên hai mũi
tâm?
Trả lời: Độ cứng vững là khả năng chống lại biến dạng của nó khi có ngoại lực tác dụng vào. Tuy
nhiên đôi khi ta phải chia nhỏ chi tiết ra cho dễ gia công, lúc này cần phải lựa chọn PP phù hợp để
vẫn bảo đảm việc gia công và độ cứng vững.
Độ mềm dẻo là khả năng biến dạng đàn hồi của hệ thống công nghệ dưới tác dụng của ngoại lực.
Phân tích ảnh hưởng:
8
9
Câu 4: Phân tích sự ảnh hưởng của độ chính xác của máy, dao, đồ gá và tình trạng mòn của
chúng đến độ chính xác gia công?
* Ảnh hưởng của máy:
9
10
- Xét trường hợp gia công chi tiết trục trên máy tiện.
+ nếu đường tâm trục chính máy tiện không song song với sống trượt của thân máy trong mặt phẳng
năm ngang (hoặc đứng) thì khi tiện chi tiết gia công sẽ có hình côn( hoặc hypecboloit).
+ Nếu sống trượt không thẳng trên mp nằm ngang sẽ làm cho quỹ đạo chuyển động của mũi dao
không thẳng , làm cho đường kính chi tiết gia công chỗ to chỗ nhỏ.
+ Độ lệch tâm của mũi tâm so với tâm quay của trục chính sẽ làm cho đường tâm của chi tiết gia công
không trùng với đường tâm của 2 lỗ tâm đã được gia công trước để gá đặt.
- Xét trường hợp gia công chi tiết trên máy phay:
+ Nếu trục chính máy phay không thẳng vuông góc vs mp của bàn máy theo phương nằm ngang thì
mp phay sẽ không sông song vs mp đáy của chi tiết đac đc định vị trên bàn máy. Độ không song song
này chính bằng độ không vuông góc của đường tâm trục chính trên cả chiều rộng của chi tiết gia công
+ nếu trục chính máy phay đứng không thẳng vuông góc với mp của bàn máy theo phuong dọc của
bàn máy thì bề mặt gia công sẽ bị lõm.
* Ảnh hưởng của đồ gá:
Nếu đồ gá chế tạo có sai số hoặc bị mòn sau một time sử dụng sẽ làm thay đổi vị trí tương quan giữa
máy, dao và chi tiết gia công, do đó gây ra sai số gia công.
Để đảm bảo độ chính xác gia công , độ chính xác của đồ gá đc chế tạo phải cao hơn ít nhất 1 cấp so
vs độ chính xác của kích thước cần đạt được trên đồ gá đó.
* Ảnh hưởng của dụng cụ cắt:
Độ chính xác chế tạo dụng cụ cắt mức độ mài mòn của nó và sai số gá đặt dụng cụ trên máy đều ảnh
hưởng đến độ chính xác gia công.
Khi gia công bằng các dụng cụ định kích thước(mũi khoan, khoét,doa,chuốt…) thì sai số chế tạo dụng
cụ ảnh hưởng trực tiếp đến độ chính xác gia công.
Câu 5: Phân tích ảnh hưởng do biến dạng nhiệt của hệ thống công nghệ đến độ chính xác gia
công?
Trả lời:
a, Ảnh hưởng do biến dạng nhiệt của máy.
Khi máy làm việc, nhiệt độ sinh ra ở các bộ phận khác nhau là khác nhau, sinh ra biến dạng không
đềuvà máy sẽ mất chính xác,ảnh hưởng đến độ chính xác gia công.
Để giảm biến dang nhiệt của máy có những biện pháp:
- Kết cấu của máy phải đảm bảo điều kiện tỏa nhiệt tốt.
- Các bộ phận của máy được bố trí sao chotrong quá trình làm việc nhiệt sinh ra tương đối đều.
b, Ảnh hưởng do biến dạng nhiệt của dao cắt.
Tại vùng cắt, hầu hết công cơ học cần thiết cho quá trình cắt đều chuyển thành nhiệt. Tùy theo chế độ
cắt, vật liệu làm dao, vật liệu gia công mà tỷ lệ phân nhiệt phân bố vào phoi, chi tiết gia công, dụng cụ
cắt và tỏa ra môi trường xung quanh sẽ khác nhau.
c, Ảnh hưởng do biến dạng nhiêt của chi tiết gia công.
Một phần nhiệt ở vùng cắt truyền vào chi tiết gia công, làm nó biến dạng và gây ra sai số gia công.
Nếu chi tiết được nung nóng toàn bộ thì chỉ gây ra sai số kích thước, còn nếu bị nóng không đềuthì
còn gây ra cả sai số hình dáng.
10
11
Câu 6: Các nguyên nhân gây ra rung động?Sai só do rung động ảnh hưởng đến các yếu tố nào của
độ chính xác gia công? Biện pháp giảm rung động?
Trả lời:
•
•
Rung động cững bức:
- Nguyên nhân:
+ Các chi tiết của máy, dụng cụ cắt hoặc chi tiết gia công thực hiện chuyển động quay nhưng
không được cân bằng.
+ Các chi tiết truyền động trong máy có sai số gia công hoặc lắp ráp.
+ Phôi có lượng duq gia công không đều, bề mặt gia công không liên tục.
+ Các mặt tiếp xúc của các bộ phận máy có khe hở.
+ Do môi trường xung quanh tác động.
- Biện pháp:
+ Nâng cao độc cứng vững của hệ thống công nghệ.
+ Các chi tiết truyền động cần chế tạo và lắp ráp có độ chính xác cao.
+ Tiến hành cân bằng động với các chi tiết thực hiện chuyển động quay.
+ Tạo phôi chính xác. Tránh các bề mặt không liên tục.
+ Giảm các yếu tố ảnh hưởng bởi môi trường xung quanh.
Rung động tự phát.
- Nguyên nhân:
+ Khi cắt lớp phoi quá mỏng
+ vật liệu phôi không đồng nhất.
+ Chế độ cắt không hợp lý, xuất hiện lẹo dao…
- Biện Pháp:
+ Tránh cắt lớp phoi quá rộng và quá mỏng.
+ Chọn tốc độ cắt hợp lý sao cho không nằm vào vùng xuất hiện lẹo dao.
+ Dùng dung dịch trơn nguội để giảm bớt mòn dao.
+ Nâng cao độ cứng vững của hệ thống công nghệ.
+ Sử dụng các trang bị công nghệ giảm rung.
Câu 7: Phân tích ảnh hưởng do chọn chuẩn và phương pháp gá đặt chi tiết đến độ chính xác gia
công?
Trả lời:
Quá trình gá đặt chi tiết lên máy cũng có sai số và ảnh hưởng trực tiếp đến độ chính xác gia công. Khi gá
đặt không hợp lý, sai số do gá đăt lớn và ảnh hưởng đến độ chính xác gia công.
εgđ+εc+εk+εdg=
εc^2+εk^2+εdg^2)
Sai số gá đặt cơ bản do quá trình gá đặt quy định.
Sai số gia công phải nhỏ hơn sai số gá đặt chi tiết.
Câu 8: Phân tích ảnh hưởng của PP đo và dụng cụ đo đến độ chính xác gia công?
Trả lời:
Trong quá trình chế tạo , việc kiểm tra, đo lường cũng gây ra sai số và ảnh hưởng đến độ chính xác gia
công.
11
12
Sai số do dụng cụ đo : do chế tạo dụng cụ đo không chính xác. Do mòn dụng cụ đo.
Sai số do phương pháp đo: do PP đo không chính xác, chọn dao đo không thích hợp, trình độ của người
đo: chọn chuẩn, cách đọc, lực đo không đều.
Chương 4:chuẩn
Câu 1:
-chuẩn là tập hợp những đương thẳng, mặt phẳng, điểm mà căn cứ vào đó người ta xác định được các vị
trí của các bề mặt,đường hoặc điểm của chi tiết, hoặc của các chi tiết khác khi lắp ghép.
-dựa vào mục đích và yêu cầu sử dụng,chuẩn được phân chia ra nhiều loại:
Chuẩn thiết kế: là chuẩn dùng trong thiết kế,được hình thành khi lập các chuỗi kích thước trong
quá trình thiết kế.có 2 loại chuẩn thiết kế:chuẩn thực và chuẩn ảo.
Chuẩn công nghệ
Chuẩn gia công:là chuẩn dùng trong gia công.nó dùng để xác định các vị trí của
đường,điểm,mặt phẳng trong quá trình gia công.nó luôn luôn là chuẩn thực.
♦ Chuẩn thô:là chuẩn dùng những bề mặt chưa gia công làm chuẩn.
♦ Chuẩn tinh:là chuẩn dùng những bề mặt đã gia công làm chuẩn.nếu chuẩn tinh đã
chọn để gia công,nó còn được dùng trong quá trình lắp ráp thì nó là chuẩn tinh
chính,không được dùng thì là chuẩn tinh phụ.
Chuẩn lắp ráp là chuẩn dùng để xác định vị trí tương quan của các chi tiết khác nhau của máy
trong quá trình lắp. nó có thể trùng với mặt tì lắp ráp hoặc không.
Chuẩn kiểm tra là chuẩn để căn cứ vào đó để kiểm tra hay đo lường các kích thước, các yếu
tố hình học của chi tiết máy.
Ví dụ và phân tích tự nghĩ đê.
Câu 2:
Gá đặt chi tiết trước khi gia công gồm 2 quá trình:định vị và kẹp chặt.
Có 2 phương pháp gá đặt chi tiết trước khi gia công là rà gá, và phương pháp tự động đạt kích
thước.
• Rà gá có 2 cách là rà gá trực tiếp trên máy và rà gá theo dấu vạch sẵn.phương pháp này
người công nhân dùng mắt với các dụng cụ như bàn rà,đồng hồ đo,mũi rà để xác định vị
trí của chi tiết so với máy hoặc với dụng cụ cắt.được dùng trong sản xuất đơn chiếc hay
hàng loạt nhỏ do nó năng suất thấp,độ chính xác không cao,loại trừ được ảnh hưởng của
mòn dao,không cần đồ gá phức tạp.
• Phương pháp tự động đạt kích thước.phương pháp này thì dụng cụ cắt đã có vị trí tương
quan cố định so với vật gia công.vị trí này được đảm bảo nhờ các cơ cấu định vị của đồ
gá. Ngược lại thì chi tiết gia công cũng phải có vị trí xác định với dụng cụ hay bàn
máy.phương pháp này được sử dụng trong sản xuất hàng loạt lớn và hàng khối do nó có
độ chính xác cao, đạt được kích thước sau 1 lần cắt.
Câu 3:
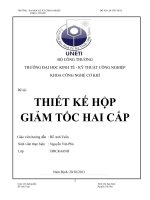
Chi tiết ở trong không gian tọa độ đềcác có 6 bậc tự do chuyển động là tịnh tiến ox,oy,oz.quay
quanh ox,oy,oz.
12
13
z
6
4
5
2
3
1
x
y
Nguyên tắc định vị 6 điểm cho ta định vị chi tiết trong không gian.dựa vào nguyên tắc này
chúng ta phải hạn chế cả 6 khả năng chuyển động của chi tiết trong không gian,để cố định chi
tiết khi gia công.
Trong hình, mặt phẳng xoy khống chế 3 bậc tự do
•
•
•
Điểm 1 khống chế tịnh tiến theo oz
Điểm 2 kết hợp với 1 hạn chế quay õ
Điểm 3 kết hợp 1 hạn chế quay quanh oy.
Mặt phẳng yoz khống chế 2 bậc tự do.
• Điểm 4 hạn chế tịnh tiến ox.
• Điểm 5 kết hợp với 4 hạn chế quay quanh oz.
Mặt zox hạn chế tịnh tiến oy.
Như vậy 6 bậc tự do của chi tiết đã bị khống chế, khi đó ta coi chi tiết là 1 vật rắn tuyệt đối.
Không phải khi nào cũng cần hạn chế 6 bậc tự do, mà tùy theo các nguyên công cần gia công để xác định
số bậc tự do cần hạn chế.
Các trường hợp định vị
•
Định vị không hoàn toàn là 6 bậc tự do của chi tiết không được hạn chế hết
Vd: gá chi tiết trên 2 mũi tâm,hạn chế quay quanh oz,oy.tịnh tiến theo ox,oy,oz.
13
14
z
x
y
•
•
Định vị hoàn toàn là tất cả 6 bậc tự do của chi tiết đều được hạn chế.
Siêu định vị là trường hợp có 1 bậc tự do bị hạn chế quá 1 lần.
Câu 4
Các bậc tự do bị hạn chế.
Khối v ngắn:hạn chế 2 bậc tự do tịnh tiến oz và oy.
Khối v dài:hạn chế 4 bậc tự do tịnh tiến oy,oz và quay quanh oy và oz.
Chốt ngắn hạn chế 2 bậc tự do tịnh tiến ox,oy.
Chốt trụ dài hạn chế 4 bậc tự do,tịnh tiến ox,oy và quay 0x,oy.
Chốt trám hạn chế 1 bậc tự do.theo kết cấu thì thường chống xoay,đôi khi chông tịnh tiến.
Mặt phẳng định vị 3 bậc tự do.tịnh tiến oz,quay oz,oy.
Câu 5:
Các nguyên tắc chọn chuẩn thô
Nt1:nếu chi tiết có 1 mặt không gia công thì nên chọn mặt ấy là chuẩn thô vì sẽ làm cho sự thay đổi vị trí
tương quan giữa các mặt gia công và không gia công là nhỏ nhất.
Nt2:nếu có nhiều bề mặt không gia công thì chọn mặt nào có yêu cầu độ chính xác vị trí tương quan cao
nhất là chuẩn thô.
Nt3:nên chọn bề mặt có lượng dư gia công nhỏ,đèu là chuẩn thô vì nó làm giảm lượng cắt gọt,giảm làm
mất lớp kim loại tốt.
Nt4:chọn mặt phẳng bằng phẳng,không có đậu ngót,đậu rót,ba via làm chuẩn.như thế sẽ dễ gá đặt,không
ảnh hưởng tới sai số chi tết.
Nt5:chuẩn thô chỉ nên dùng 1 lần duy nhất trong quá rình gia công.
14
15
Các nguyên tắc chọn chuẩn tinh
Nt1:nên chọn chuẩn tinh chính làm chuẩn vì nó sẽ đc dùng trong lắp ráp,nên sẽ đảm bảo đc độ chính xác.
Nt2:cố gắng chọn chuẩn định vị trùng với gốc kích thước để sai số chuẩn =0;
Nt3:chọn chuẩn sao cho khi gia công chi tiết không bị biến dạng bởi lực kẹp và lực cắt.
Nt4:chọn chuẩn sao cho kết cấu đồ gá đơn giản nhất
Nt5:nên chọn chuẩn thống nhất trong quá trình gia công.vì thay đổi sẽ gây sai số tích lũy về sau.
CHƯƠNG 5.
Câu 1: tại sao phải có nguyên công chẩn bị phôi? Trình bày các phương pháp và thiết bị sử dụng để
gia công chuẩn bị phôi?
Có nguyên nhân công chuẩn bị phôi vì mục đích:
- giảm sai số nhằm đảm bảo độ chính xác chi tiết, đảm bảo tuổi bền của máy, dụng cụ và sử dụng hợp lý
thiết bị
- Giảm sai số in dập ở các nguyên công sau
- Tiết kiệm vật liệu
Các phương pháp và thiết bị sử dụng để gia công chuẩn bị phôi:
- Làm sạch phôi: có thể thực hiện bằng dòng khí nén , bằng dòng nước hoặc dòng cát có áp lực nhất định.
- Nắn thẳng phôi: Nắn bằng búa tay ngắm bằng mắt thường, nắn bằng máy ép với dụng cụ chuyên dùng,
nắn thẳng trên máy cán ren phẳng, Trên máy chuyên dùng
- Cắt phôi: cưa tay, cắt trên máy cưa cần, cắt trên máy cưa đĩa, cưa đai, cắt bằng bánh ma sát, máy chuyên
dùng, cắt bằng khí oxy, bằng điện hồ quang...
- Gia công lỗ tâm làm chuẩn phụ thống nhất để định vị tri tiết dạng trục. Các phương pháp gia công: tùy
theo quy mô sản xuất việc gia công lỗ tâm có thể thực hiện trên máy khoan, máy tiện( Khi sản xuất nhỏ)
hoặc máy chuyên dùng.
Câu 2: Trình bày khả năng công nghệ của phương pháp tiện? Các phương pháp gá đặt khi tiện.
Tiện có thể tạo được nhiều hình dạng bề mặt khác nhau như các mặt trụ trong và ngoài, các mặt côn
trong và côn ngoài, các mặt đầu, vai, các mặt định hình tròn xoay, ren trong và ren ngoài.
Độ chính xác đạt được của phương pháp tiện phụ thuộc vào các yếu tố sau:
- Độ chính xác của bản thân máy tiện như độ đảo trục chính, sai lệch hoặc độ mòn của sống trượt, độ lệch
tâm của ụ giữa trước và ụ sau.
- Độ cứng vững của hệ thống công nghệ
15
16
- Tình trạng của dụng cụ cắt
- Trình độ tay nghề của người công nhân
Tùy theo vị trí bề mặt gia công, tính chất gia công ( thô, bán tinh, tinh) mà chất lượng đạt được có thể
khác nhau:
- Độ chính xác kích thước từ cấp 13- 6
- độ nhám từ Rz= 80-20μm
- Độ chính xác về bề mặt tương quan như độ đồng tâm giữa các bậc của trục giữa mặt trong và mặt ngoài
có thể đạt tới 0.02mm tùy thuộc vào phương pháp rà gá đặt phôi
Năng suất gia công bằng phương pháp tiện nói chung là thấp nhật là khi độ cứng vũng của chi tiết kém
Các phương pháp gá đặt khi tiện:
- Gá trên mâm cặp 3 chấu tự định tâm ( chuẩn là mặt trong, mặt ngoài)
- Gá trên mâm cặp bốn chấu không tự định tâm
- Gá trên mâm cặp 3 chấu và một đầu chống tâm
- Gá đặt bằng ống kẹp đàn hồi ( chuẩn là mặt trong hoặc mặt ngoài)
- Gá trên hai lỗ tâm
- Gá trên các mũi tâm lớn
- Gá trên các loại trục gá
- Gá trên các loại đồ gá chuyên dùng khác
16
17
Câu 3: Trình bày các phương pháp cắt khi tiện trụ ngoài và tiện ren? Biện pháp nâng cao năng
suất khi tiện.?
Các phương pháp cặt khi tiện trụ ngoài và tiên ren:
Khi tiện thô các mặt trụ ngoài ta cắt theo các phương pháp sau:
- Cắt theo lớp là phương pháp cắt mà việc cắt gọt sẽ thực hiện theo từng lớp. Phương pháp này có độ
cứng vững tốt, lực cắt nhỏ nên có thể đạt được độ chính xác cao nhưng năng suất không cao
- Cắt theo đoạn: là phương pháp cắt để đạt kích thước theo yêu cầu từng đoạn. Phương pháp này có năng
suất cao nhưng lượng dư lớn và không đều nhau, lực cắt lớn và độ cững vững giảm xuống
- Cắt phối hợp: đây là cách cắt phối hợp của 2 cách trên, nó có thể hòa hợp được nhược điểm của 2
phương pháp đó
Khi tiện tinh, việc chọn phương pháp nào cắt còn phụ thuộc vào cách ghi kích thước, cách chọn chuẩn và
độ chính xác yêu cầu.
Khi tiện ren trong sản xuất hàng loạt và đơn chiếc: phải thực hiện bằng nhiều đường chuyển dao nên năng
suất thấp.Để tăng năng suất khi tiện ren thường sử dụng các cơ cấu rút dao nhanh, dùng dao răng lược
hoặc tiện ren gió lốc. Khi tiện ren có thể tiến dao theo hướng kính hoặc tiến dao nghiêng.
Biện pháp nâng cao năng suất khi tiện:
-Sử dụng nhiều dao cắt 1 lúc: thay dao cắt thông thường bằng tổ hợp nhiều dao. Khi gia công mỗi dao chỉ
cắt một phần của chiều dài chi tiết do vậy đạt được năng suất cao.
-Sử dụng máy có 2 bàn dao( Máy bán tự động) : người ta sử dụng phương pháp này trong sản xuất khi
lượng dư gia công lớn
- Tăng chế độ cắt: Nếu điều kiện kĩ thuật cho phép như máy đủ công suất , kẹp chi tiết tốt, dụng cụ cắt
đảm bảo.. Có thể tăng chế độ cắt lên cao để tăng năng suất.
Ngoài ra, khi gia công nên tưới dung dich trơn nguội để kéo dài tuổi thọ của dao và giảm thời gian phụ
Câu 4: Khả năng công nghệ của phương pháp phay? Nêu các loại dụng cụ cắt được sử dụng khi
phay mặt phẳng? Trong sản xuất hàng loạt lớn loại dụng cụ nào được sử dụng nhiều? Tại sao?
Khả năng công nghệ của phương pháp phay: tùy thuộc vào loại dụng cụ, loại máy móc được sử dụng,
phay có thể gia công được nhiều dạng bề mặt khác nhau như:
-Phay mặt phẳng: chi tiết gia công được gá đặt trực tiếp lên bàn máy hay trên các đồ gá chuyên dùng để
thực hiện chạy dao.
- Phay rãnh, phay bậc: chi tiết được gá lên đồ gá chuyên dùng khống chế từ 3-6 bậc tự do, hay gá trên đồ
gá vạn năng ( đầu chia độ, ê tô, mâm xoay) ,
- Phay định hình: có thể được thực hiện bằng 2 cách là phay bằng dao định hình và chép hình theo mẫu
17
18
Các loại dụng cụ cắt được sử dụng khi phay mặt phẳng có thể thực hiện bằng dao phay trụ trên máy phay
ngang hoặc bằng dao phay mặt đầu trên máy phay đứng.
Trong sản xuất hàng loạt lớn dạo phay mặt đầu được sử dụng nhiều. Vì:
- Có khả năng dùng dao phay có đường kính lớn và đạt năng suất cao.
- Độ cứng vững của trục dao cao hơn dao phay trụ
- Có thể cắt được nhiều mặt khác nhau cùng 1 lúc
- Dễ chế tạo các loại dao răng chắp, dễ mài.
Câu 5: Trình bày đặc điểm của phương pháp khoan? Biện pháp khắc phục để nâng cao năng suất
và chất lượng khi khoan?
Khoan là phương pháp gia công lỗ có đường kính từ ø0.1 - ø80mm (thông thường < ø35mm) đối với các
lỗ lớn, nếu khoan 1 lần không đủ công suất, có thể khoan lỗ nhỏ rồi khoan lỗ lớn dần
Dụng cụ khoan có nhiều loại, để gia công lỗ ( l/d <5) thông thường dùng mũi khoan ruột gà
Độ chính xác gia không khi khoan : cấp chính xác đạt từ cấp 12-13 và R a= 3,2-12,5μm. Đối với các lỗ sâu
( l/d>5), khi gia công phải dùng mũi khoan đặc biệt( mũi khoan lòng súng) và có thể đạt được chất lượng
cao hơn
Khoan chỉ đạt độ chính xác thấp
Biện pháp để tăng năng suất và nâng cao năng suất và chất lượng khi khoan:
- Sử dụng kết cấu hợp lý vad tiên tiến của mũi khoan để cho phép nâng cao chế độ cắt
- Dùng đồ gá để giảm thời gian phụ và bỏ nguyên công lấy dấu
- Dùng đầu rowvone để giảm thời gian thay daoo khi gia công nhiều bước trên một nguyên công
- Cng cấp dung dịch trơn nguội để làm nguội mũi khoan, dễ thoát phoi và giảm lực cắt.
Câu 6. Khả năng công nghệ phương pháp bào và xọc.
Bào và xọc là phương pháp gia công có tính vạn năng cao,có chuyển động cắt đơn giản: bào chuyển
động theo phương ngang,xọc theo phương đứng.
- Bào có thể gia công được mát phẳng ,mặt định hình là đường sinh thẳng, đặc biệt khi gia công chi tiết
hẹp và dài. Độ chính xác khi bào thô :đạt cấp 13-12, Rz=80.Bào tinh Đạt từ cấp 8-7.Rz=2.5 và bào tinh
mỏng đạt từ cấp 7-6,Rz=1.25-0.63
- Xọc chủ yếu gia công rãnh then, với các rãnh thông.
-Năng suất bào thấp:
•
Dụng cụ cắt bằng 1 lưỡi .
18
19
•
•
Tổn thất trên hành trình chạy ko.
Vận tốc cát bị hạn chế.
Câu 7
-Biện pháp gá đặt khi mài tròn ngoài có tâm:
Chuẩn định vị : Chi tiết được gá trên 2 mũi tâm hoạc 1 đầu kẹp trong măm cawoj còn đầu kia
tâm.
chống
- Biện pháp gá đặt mài tròn vô tâm:
Chuẩn định vị chính là bề mặt đang gia công.
- Đặc điểm phương pháp mài vô tâm:
•
•
•
•
Năng suất cao.
Dễ tự động hóa.
Có độ cứng vững cao hơn so với khi mài có tâm.
Không đảm bảo được đô tâm giũa các mặt và không mài các mạt gián đoạn
Câu 8:
- Các phương pháp mài phẳng:
+ Mài phẳng bằng đá trụ: Phương pháp này đảm bảo độ chính xác và độ nhẵn bóng bề mặt cao vì dễ tưới
dung dịch trơn nguội ,dễ thoát phoi, nhưng năng suất thấp.
+ Mài phẳng bằng đá mài mặt đầu:
Dùng phương pháp này có thể nâng cao năng suất,tiết kiệm đá,mở rông khả năng công nghệ.
Tuy nhiên :độ chính xác và độ bóng bề mạt thâp hơn so vói mài bằng đá trụ do khó tưới dung dịch,khó
thoát phoi…
- Mài phẳng bằng đá mài mặ đầu mở rộng khả năng công nghệ vì:
Câu 9. Phương pháp gia công tinh bằng biến dạng dẻo.
- Bản chất: Dưới tác dụng của dụng cụ có độ cứng cao hơn vật liệu gia công,các nhấp nhô trên bề
mặt gia công bị biến dạng dẻo và ép xuống ,làm giảm chiều cao nhấp nhô và tạo thành các vết nhăn tế vi
mới.
- Đặc điểm :
•
•
Đạt cấp chính xác:7-6. Ra= 0.1-0.05
Chất lượng bề mặt gia công phụ thuộc vào tỉ lệ Pt/Pk, nếu giá trị đó tiến đến giá trị min.Ra
=0.02-0.01.
- Các phương pháp gia công ting biến dạng dẻo:
19
20
+ Lăn ép mặt phẳng mặt trụ ngoài và lỗ
+ Nong lỗ ngắn bằng bi và lỗ dài bằng chày nong.
Câu 10.
- Đặc điểm chung phương pháp gia công bằng điện vật lí và điện hóa
• Chất lượng và tính chất gia công không phụ thuộc vào tính chất cơ lí của vật liệu.
• Có thể đạt độ chính xác cao.
• Không cần đến dụng cụ có độ cứng cao hơn vật liệu gia công.
• Tiết kiệm được nguyên vật liệu.
• Công nghệ đơn giản.
• .Dễ cơ khí và tự động hóa.
• Năng suất không cao nhưng gia công được các chi tiết bề mặt mà các chi tiết khác không làm dk.
- Các phương pháp gia công bằng điện lí:
• Gia công kim loại bằng tia lluwar điện.
• Gia công vật liệu bằng chùm tia lazer.
• Gia công vật liệu bằng siêu âm.
- Các phương pháp gia công bằng điện hóa:
• Mài điện hóa.
• Chuốt điện hóa.
• Tẩy bavia bánh răng bằng điện hóa..
20