Quá trình công nghệ cán cắt
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (486.63 KB, 18 trang )
Công nghệ chế biến lương thực
Quá trình cán cắt trong sản xuất mì
MỤC LỤC
Công nghệ chế biến lương thực
Quá trình cán cắt trong sản xuất mì
I. MỤC ĐÍCH CỦA QUÁ TRÌNH CÁN CẮT:
Quá trình cán cắt có tác dụng tạo hình cho sản phẩm, tăng độ dai cho sợi mì; đồng
thời cũng chuẩn bò cho các quá trình tiếp theo với hình dạng sản phẩm cố đònh, không
biến dạng dưới tác dụng cơ học, nhiệt độ, vật lý, hoá học… Ngoài ra, quá trình cán còn
có tác dụng loại bỏ không khí trong bột nhào, tránh các hiện tượng phồng rộp gây hư
hỏng sản phẩm khi sợi mì qua các công đoạn sử dụng nhiệt như hấp, sấy…
II. YÊU CẦU CỦA QUÁ TRÌNH:
1. Yêu cầu của quá trình cán:
Tấm bột sau khi cán có chiều dày đúng qui đònh, đồng đều, không khuyết tật, bề
mặt phải bằng phẳng, nhẵn bóng, đồng đều, màu sắc vàng đều, không có đốm trắng,
dai và đàn hồi để khi cắt vẫn không bò biến dạng.
2. Yêu cầu của quá trình cắt:
Sợi mì ra khỏi trục cắt phải có kích thước đồng đều, bề mặt sợi bóng, không lẫn bụi
bột và tạp chất, không bò đứt quãng, sợi mì phải quăn đều.
Tóm lại ta có yêu cầu của quá trình cán – cắt như sau:
Cảm quan lá bột
Bề dày lá bột theo từng lô cán
Độ xoắn bột mì
Lá bột phải mòn mềm, không bò rách,
không lốm đốm.
Độ dày lá bột qua từng lô cán phải giảm
dần và độ dày lá bột cuối cùng 0,7 –
0,95mm.
Sợi mì cắt thành sợi rời nhau, quăn đều,
các dợn sóng cùng một kiểu hình, không
dính nhớt và không lẫn tạp chất.
III. ĐẦU VÀO CỦA QUÁ TRÌNH:
Đầu vào của quá trình là bột nhào được làm từ bột mì.
1. Sự hình thành bột nhào:
Bột nhào dùng để làm mì được chuẩn bò từ 2 cấu tử chính là bột và nước. Yếu tố
chính để tạo ra sự liên kết trong bột nhào là gluten. Gluten có khả năng hút nước rất
mạnh, có thể hút một lượng nước gấp 2 lần khối lượng của bản thân. Khi hút nước,
gluten trương lên và đóng vai trò như bộ khung và liên kết với các hạt tinh bột đã
trương nở trên bề mặt bộ khung đó.
Như ta đã biết hàm lượng tinh bột trong bột mì khoảng 65 – 70%. Khi gặp nước
nóng (trên 600C) thì tinh bột bò hồ hóa trở nên dính và là chất liên kết tốt. Song trong
thực tế sản xuất mì sợi người ta nhào bột mì với nước ở nhiệt độ thấp hơn 60 0C do đó
tác dụng liên kết của tinh bột không lớn. Sợi mì dài chính là nhờ tác dụng liên kết của
Trang 1
Công nghệ chế biến lương thực
Quá trình cán cắt trong sản xuất mì
các phần tử gluten. Trong khi nhào, không khí sẽ lẫn vào khối bột và ảnh hưởng xấu
đến chất lượng của bột nhào, làm cho gluten khó trương nở hơn. Bột nhào có lẫn nhiều
không khí thì khi ép sợi mì dễ bò đứt.
Tùy theo yêu cầu tạo hình của các dạng mì sợi mà người ta nhào bột với những tỷ
lệ nước khác nhau. Nói chung độ ẩm của bột nhào vào khoảng 28 – 32,5%.
2. Công thức bột nhào:
Công thức bột nhào phụ thuộc vào yêu cầu của chất lượng sản phẩm, hạng bột và
chất lượng các chất phụ gia. Khi đưa ra công thức sản xuất cần phải chú ý rằng bột có
hàm lượng gluten cao và chất lượng tốt thì nên ưu tiên dùng để sản xuất các dạng mì
sợi chất lượng cao, chiều dài lớn. Trong sản xuất phải quy đònh cụ thể tỷ lệ phế phẩm
được phép trộn thêm vào, thường tỷ lệ này không được vượt quá 12%.
Nếu phụ gia là trứng thì cần phải trộn đều với nước (nhiệt độ nước không quá
0
45 C) rồi mới trộn vào với bột mì. Cho trứng vào bột nhào sẽ làm tăng hàm lượng chất
béo của bột, giảm độ bền cơ học của sợi mì, do đó không cho trứng vào bột nhào khi
dùng bột mì hạng thấp. Nếu phụ gia là sữa, bột cà chua thì ta làm tương tự. Và nói
chung người ta chỉ cho phụ gia trong trường hợp sản xuất mì sợi từ bột mì có chất
lượng cao.
Ngoài ra người ta có thể cho thêm muối 0,8 – 1,5% để cho sợi mì có vò đậm hơn,
muối còn có tác dụng làm cho sợi mì dai hơn, ít bò gãy đứt khi ép hoặc khi cán cắt.
IV.
ĐẦU RA CỦA QUÁ TRÌNH CÁN CẮT:
Sản phẩm của quá trình cán cắt là bột nhào đã được tạo thành những hình dạng
nhất đònh, đó là những sợi mì dài và quăn đều.
V. PHƯƠNG PHÁP THỰC HIỆN QUÁ TRÌNH:
1. Quá trình cán lý tưởng:
Quá trình cán lý tưởng có:
+ Đường kính bằng nhau và tốc độ quay của các cặp trục cũng bằng nhau.
+ Tấm bột chuyển động đều.
+ Các lực tác dụng lên tấm bột: lực ép của trục và trọng lực.
+ Tính đồng nhất và liên tục của thiết bò.
+ Độ đồng đều giữa các tấm bột.
Nhưng trong thực tế thì khó đạt được quá trình cán lý tưởng. Tuy nhiên, ta có thể
điều chỉnh dựa vào kinh nghiệm thực tế.
Trong quá trình cán, sự biến dạng xảy ra tại nơi tiếp xúc giữa bột và trục cán.
Trang 2
Công nghệ chế biến lương thực
Quá trình cán cắt trong sản xuất mì
2. Góc tiếp xúc:
B1
α
h0
h1
α
D
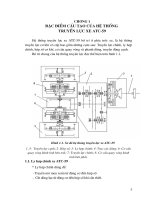
Hình 1: Vùng biến dạng của tấm bột
D: Đường kính trục cán, D = 2R
h0: bề dày của bột trước khi cán
h1: bề dày của bột sau khi cán
∆h: độ giảm bề dày
L0: chiều dài trước khi cán
L1: chiều dài sau khi cán
B0: chiều rộng trước khi cán
B1: chiều rộng sau khi cán
∆B = B1 – B0: độ tăng bề rộng tấm bột
α: góc tiếp xúc (xem hình 2)
e = h1: khoảng hở giữa 2 trục
1
∆h
R − ∆h
= 1 − cos α
hoặ
c
2
cos α =
2R
R
∆h
α
= 2 sin 2
⇒
2R
2
α
1
2∆ h
Hình 2: Góc tiếp xúc
1
α 1 ∆h 2
⇒ sin = (1)
2 2 R
Đối với một thiết bò cán xác đònh, ta biết được bán kính R của trục, ∆h có thể đo
trực tiếp, do đó ta tính được góc tiếp xúc α theo công thức (1).
Trang 3
Công nghệ chế biến lương thực
Quá trình cán cắt trong sản xuất mì
3. Điều kiện ban đầu và đường kính của trục cán:
Tại vùng tiếp xúc, A là điểm tại đó bột bò cán, ngay trước khi đi vào khoảng hở
giữa cặp trục cán. Pn là lực ép theo phương pháp tuyến tại A, P f là lực ma sát tại A, φ
là góc ma sát, α là góc tiếp xúc.
Pn và Pf khi chiếu lên hệ trục toạ độ ta được Pnx, Pny và Pfx, Pfy.
Để quá trình cán xảy ra thì Pfx > Pnx
⇒ Pntanφcosα > sinα
⇒ tanφ > tanα (2)
P
f
hay f > tanα với f = P là hệ số ma sát
n
Công thức (2) chính là điều kiện ban đầu để
bột trở nên nhẵn bóng và liên tục qua khoảng hở
giữa 2 trục. Ta lại có:
α
φ
Pn
P
f
Hình 3: Điều kiện ban đầu
( D / 2 ) 2 − [ ( D − ∆h ) / 2] 2
tan α =
( D − ∆h ) / 2
2∆h
Suy ra D > sin 2' φ (3)
1/ 2
(D
=
2
− ( D − ∆h )
D − ∆h
)
2 1/ 2
(D
⇒ tanφ >
2
− ( D − ∆h )
D − ∆h
)
2 1/ 2
Công thức (3) biểu diễn mối quan hệ giữa đường kính của trục cán với độ giảm bề
dày tấm bột và góc ma sát.
Khi ∆h càng nhỏ thì quá trình cán xảy ra càng dễ. Ngược lại, ∆h càng lớn thì D
càng lớn. Nếu chỉ dùng một cặp trục thực hiện quá trình cán thì vẫn chưa đạt được bề
dày theo yêu cầu. Vì vậy, người ta sử dụng nhiều cặp trục trong quá trình cán, trong
đó có cặp trục thực hiện quá trình cán sơ bộ và cặp trục này thường có đường kính lớn.
Trong công nghệ sản xuất mì ăn liền thì quá trình cán cắt gồm 3 giai đoạn:
+ Cán thô: bột nhào cho qua thiết bò cán thô gồm một cặp trục.
+ Cán tinh: tấm bột sau khi cán thô chuyển qua thiết bò cán tinh là các cặp
trục có khoảng hở để tạo nên bề dày theo yêu cầu. Tuy nhiên, ta có thể thực hiện
cán thô và cán tinh cùng chung một thiết bò.
+ Cắt sợi.
Sau khi cắt, sợi mì được làm quăn đều nhờ sự chênh lệch vận tốc giữa tấm bột và
băng tải trung gian, cuối cùng chuyển qua băng tải để hấp.
VI. CÁC THIẾT BỊ CHO QUÁ TRÌNH:
Trang 4
Công nghệ chế biến lương thực
Quá trình cán cắt trong sản xuất mì
1. Bộ phận tiếp liệu:
Bộ phận tiếp liệu có 2 dạng cơ bản: máng có độ dốc và máng thẳng đứng.
Chiều cao của bột càng nhiều thì áp lực càng cao, vì vậy bột sẽ đẩy qua máy cán
nhiều hơn. Tuy nhiên điều đó không có nghóa là ta phải làm cho lớp bột trong bộ phận
tiếp liệu càng cao, mà ta phải giữ cho lớp bột ở một mức nhất đònh và lưu lượng bột
đưa vào là không đổi. Nếu ta hoàn lưu rìa bột thì cần tính toán tỷ lệ sao cho hợp lý.
Hình 4: Máng tiếp liệu có độ dốc
Hình 5: Máng tiếp liệu thẳng
đứng
2. Thiết bò cán:
2.1. Thiết bò cán 2 trục (cán sơ bộ):
Thiết bò loại này thường dùng để cán sơ bộ (cán thô) bột trước khi cán tinh.
Thiết bò gồm bộ phận tiếp liệu có dạng máng dốc và hai trục quay. Mỗi trục có bộ
phận cạo bột để làm sạch trục. Một số thiết bò có thêm bộ phận khuấy đảo giúp cho
quá trình cán dễ dàng hơn nhất là đối với bột mềm.
Đường kính của mỗi trục khoảng 400mm, bề rộng từ 500 đến 1500mm. Khi bột đưa
vào thiết bò, bột sẽ bò kéo và kẹp chặt giữa 2 trục. Dưới tác dụng nén của 2 trục, bột
biến dạng thành lá bột và được đưa ra ngoài. Đầu ra của thiết bò phụ thuộc vào vận
tốc quay của trục và khoảng cách giữa hai trục. Khoảng cách này thường vào khoảng
từ 15 đến 45mm.
Trang 5
Công nghệ chế biến lương thực
Quá trình cán cắt trong sản xuất mì
Hình 6: Thiết bò cán 2 trục
Bảng 1: Thông số kỹ thuật của thiết bò cán 2 trục (Hãng APV Baker, UK)
Kiểu thiết bò
Đầu ra
Vận tốc quay
Khoàng hở giữa 2 trục
Công suất motor
Khối lượng máy
Loại có bề rộng 1200mm
6000 kg/h
3 m/phút
15 – 45 mm
3 kW
3000 kg
Loại có bề rộng 1000mm
5000 kg/h
3 m/phút
15 – 45 mm
3 kW
3000 kg
2.2. Thiết bò cán 3 trục:
Bộ phận tiếp liệu của thiết bò này có tấm ngăn chia thành 2 phần: phần bột mới và
phần bột rời. Cách sắp xếp 3 trục thể hiện ở hình 5.
1. Trục tạo lực
2. Trục ở phía trên
3. Trục ở phía dưới
4. Tấm ngăn
5. Hoàn lưu rìa bột
Hình 7: Thiết bò cán 3 trục
Trang 6
Công nghệ chế biến lương thực
Quá trình cán cắt trong sản xuất mì
Trục tạo lực (1) và trục ở phía trên (2) đều có rãnh hoặc chỉ có trục (1) có rãnh.
Chúng chính là cặp trục thực hiện quá trình cán sơ bộ. Trục ở phía dưới (3) có bề mặt
nhẵn và có mép để giới hạn chiều rộng của tấm bột trong quá trình cán. Trục (2) và
(3) làm thành cặp trục đònh hướng, đưa lá bột ra ngoài. Mỗi trục đều có bộ phận làm
sạch. Ta thường điều chỉnh trục (2) để thay đổi khoảng cách giữa trục (2) và (3) hơn là
điều chỉnh hơn là điều chỉnh trục (1).
Chiều dài của trục được thiết kế sao cho phù hợp với thiết bò tiếp theo, từ 560 đến
1500mm, trong khi đường kính trục (2) và (3) khoảng 400mm, và trục (3) khoảng
300mm. Vận tốc trục (1) và (2) điều chỉnh sao cho lượng bột mới và lượng bột rời
được đưa vào theo một tỷ lệ thích hợp.
Có 2 loại thiết bò đưa lá bột ra ngoài:
+ Loại đưa ra phía trước (hình 7): thích hợp cho lá bột nhỏ và ngắn.
+ Loại đưa ra phía sau (hình 8): thích hợp cho lá bột có thể kéo dài.
Phía dưới các trục là băng tải bằng cotton hay vải tổng hợp. Để đảm bảo cho quá
trình đưa tấm bột vào thiết bò tiếp theo, băng tải phải được điều chỉnh độ căng và vận
tốc thích hợp.
Bảng 2: Thông số kỹ thuật của thiết bò cán 3 trục (Hãng APV baker, UK)
Kiểu thiết bò
Motor quay trục (kW)
Motor băng tải (kW)
Khoảng hở giữa các trục
Đường kính trục tạo lực
Đường kính trục phía trên
Đường kính trục phía dưới
Bề rộng tấm bột
Kích thước thiết bò
Khối lượng thiết bò (kg)
Loại 1
7,5 max
1,1 max
3 – 16 mm
420 mm
420 mm
300 mm
812, 1016, 1220, 1270
1480 × 1532 × 1650
1480 × 1736 × 1650
1480 × 1940 × 1650
1480 × 1990 × 1650
4253, 4877, 5384, 5420
Trang 7
Loại 2
7,5 max
1,1 max
7 – 20 mm
420 mm
420 mm
230 mm
800
2185 × 1852 × 972
4000
Công nghệ chế biến lương thực
Quá trình cán cắt trong sản xuất mì
Hình 8: Thiết bò đưa lá bột ra phía sau
2.3. Thiết bò cán 4 trục:
Cách sắp xếp 4 trục thể hiện ở hình 9.
Hình 9: Thiết bò cán 4 trục
Trục (1), (2) và (3) làm thành một hệ gồm 3 trục cán tương ứng với thiết bò cán 3
trục đưa lá bột ra phía sau. Trục (3) và (4) cán tấm bột có bề dày theo yêu cầu. Thông
thường thì trục (1) có nhám, trục (2) có đường rãnh, trục (3) và (4) có bề mặt nhẵn.
Khoảng cách giữa trục (2) và (3) từ 5 đến 20mm, có thể thay đổi bằng cách điều
chỉnh trục (2). Còn khoảng cách giữa trục (3) và (4) thì thay đổi bằng cách điều chỉnh
Trang 8
Công nghệ chế biến lương thực
Quá trình cán cắt trong sản xuất mì
trục (4). Riêng khoảng cách giữa (1) và (2) là giữ nguyên. Để quá trình diễn ra đồng
bộ thì vận tốc giữa các trục và băng tải phải thích hợp.
Bảng 3: Thông số kỹ thuật của thiết bò cán 4 trục (Hãng APV Baker)
Đường kính trục
Khoảng hở giữa các trục
Motor quay trục
Motor điều chỉnh
Kích thước thiết bò
Khối lượng thiết bò
2.4.
Trục cán
Trục đònh hướng
420
230
5 – 15 mm
3 – 23 mm
7,5 kW max
1,1 kW max
1560 × 2101 × 2005 với bề rộng lá bột là 812 mm
1560 × 2305 × 2005 với bề rộng lá bột là 1016 mm
1560 × 2509 × 2005 với bề rộng lá bột là 1220 mm
1560 × 2559 × 2005 với bề rộng lá bột là 1270 mm
5470
5977
6484
6563
Hệ trục cán:
Hình 10: Hệ trục gồm 2 cặp trục cán
Hệ trục cán gồm nhiều cặp trục trong đó có một cặp trục đường kính lớn (từ 230
đến 400mm) có bề mặt nhẵn, khoảng cách giữa các cặp trục từ 560 đến 1500mm.
Cũng giống như các loại thiết bò cán khác, vận tốc của hệ trục và băng tải phải điều
chỉnh sao cho đồng bộ. Số cặp trục phụ thuộc vào đặc tính của bột, độ dày yêu cầu
của lá bột và loại thiết bò cán sơ bộ. Thông thường sử dụng hệ gồm 2 hay 3 cặp trục
cán, hệ 4 cặp trục cán dùng cho loại bột rất dẻo cho lá bột có bề dày mỏng.
Khoảng cách giữa cặp trục đầu tiên từ 0 đến 15mm, và cặp trục cuối cùng từ 0 đến
5mm. khoảng hở giữa các trục càng nhỏ thì lá bột có bề dày càng mỏng, và vận tốc
của băng tải tăng sau mỗi cặp trục.
Trang 9
Công nghệ chế biến lương thực
Quá trình cán cắt trong sản xuất mì
Bảng 4: Thông số kỹ thuật của một số hệ trục cán (Hãng APV Baker)
Kiểu thiết bò
Đường kính trục
Khoảng cách trục
Motor quay trục
Motor điều chỉnh
Kích thước thiết bò (mm)
Khối lượng thiết bò (kg)
Loại 1
Loại 2
230 mm
300 mm
0 – 3 mm ở giai đoạn đầu
0 – 3 mm ở giai đoạn đầu
0 – 11 mm ở giai đoạn khác
0 – 15 mm ở giai đoạn khác
3,0 kW (loại thường) max
11 kW max
4,0 kW (vận tốc cao) max
0,55 kW (loại thường)
1,5 kW max
0,75 kW (vận tốc cao)
1500 × 1706 × 1350 với bề
1286 × (bề rộng tấm bột 825)
rộng tấm bột là 812 mm
× 1470
1500 × 1910 × 1350 với bề
rộng tấm bột là 1060 mm
1750 (bề rộng tấm bột là 800 mm), 2030 (bề rộng tấm bột là
1000 mm), 2600 (bề rộng tấm bột là 812 mm), 2987 (bề rộng
tấm bột là 1016 mm), 3340 (bề rộng tấm bột là 1220 mm),
3340 (bề rộng tấm bột là 1270 mm)
3. Thiết bò cắt:
Thiết bò cắt sợi được cấu tạo bề mặt trục cắt có nhiều rãnh, kích thước rãnh bằng
với kích thước sợi mì cắt ra (từ 0,75 – 2mm tuỳ loại mì). Các rãnh giữà trục ăn khớp
với nhau để ép lá bột vào rãnh tạo thành sợi. Mỗi trục có gắn 1 răng lược ăn sát vào
bề mặt trục cắt để tách sợi mì sau khi cắt xong ra khỏi rãnh
Hai trục cắt chuyển động ngược chiều nhau sẽ cắt lá bột thành từng sợi mì, đồng
thời băng mì cũng được chia làm nhiều hàng (vắt mì) nhờ vào các sống dao gắn ở cuối
trục lược cắt.
Sau khi ra khỏi trục lược cắt, các sợi mì di chuyển xuống băng tải đỡ mì ở bên
dưới. Do tốc độ chuyển động của băng tải chậm hơn trục cắt nên các sợi mì bò đùn lại,
tạo sóng, tăng giá trò cảm quan cho vắt mì, đồng thời giúp cho sợi mì sau này không bò
biến dạng nhiều do giãn nở nhiệt.
Hình 11: Tạo gợn sóng
Trang 10
Công nghệ chế biến lương thực
Quá trình cán cắt trong sản xuất mì
Bảng 5: Thông số kỹ thuật của dao cắt
Hình 12: Thiết bò cắt
Hình 13: Thiết bò cắt
Trang 11
Công nghệ chế biến lương thực
Quá trình cán cắt trong sản xuất mì
VII. CÁC YẾU TỐ ẢNH HƯỞNG ĐẾN QUÁ TRÌNH CÁN CẮT :
Chất lượng của sản phẩm sau quá trình cán cắt phụ thuộc vào rất nhiều yếu tố như
hàm lượng và chất lượng gluten, độ đồng đều về kích thước của bột, độ ẩm của sản
phẩm, nhiệt độ của bột nhào, vận tốc ép, số lần cán…
1. Gluten:
Bột dùng để làm các dạng mì sợi phải có hàm lượng gluten trong khoảng 26 – 32%.
Gluten phải có đủ độ dai cần thiết. Gluten xấu và bột không mòn thì bề mặt kém nhẵn,
không bóng. Nếu hàm lượng gluten quá cao (36 – 40%) thì bột đàn hồi mạnh, khó ép
và bề mặt sản phẩm cũng không nhẵn bóng.
2. Độ đồng đều về kích thước:
Độ đồng đều về kích thước của các phân tử bột cũng có ảnh hưởng đến chất lượng
sản phẩm. Bột không mòn đều thì màu sắc của sản phẩm cũng không đều, sản phẩm
kém láng bóng và độ đàn hồi cũng bò ảnh hưởng xấu. Bột mòn đều thì nước dễ dàng
phân bố đều, do đó sản phẩm sẽ đều màu và nhẵn.
3. Độ ẩm của bột nhào:
Độ dai của sản phẩm phụ thuộc rất rõ rệt và độ ẩm của bột nhào. Bột nhào có độ
ẩm cao thì dễ tạo hình, bề mặt sản phẩm thường nhẵn và bóng. Nhưng nếu tăng độ ẩm
quá 33% thì sản phẩm sẽ trở nên chảy, kém đàn hồi và dễ bò đứt. Nếu độ ẩm quá thấp
thí khó tạo hình, áp lực bầu ép phải cao, công suất máy tăng lên.
4. Nhiệt độ bột nhào:
Độ dai của sản phẩm tỉ lệ thuận với nhiệt độ bột nhào (trong một khoảng giới hạn
nhất đònh). Nhiệt độ thích hợp kho bán thành phẩm ra khỏi khuôn là 43 – 46 0C. Nếu
tăng nhiệt độ bột nhào đến 60 0C thì độ dai của sợi mì giảm (do các phần tử protit bò
biến tính).
5. Vận tốc ép:
Vận tốc ép có ảnh hưởng đến chất lượng của mì sợi. Vận tốc ép phụ thuộc vào độ
ẩm của bột nhào, chất lượng và nhiệt độ bột nhào, tiết diện khối ép… Vận tốc ép nhỏ
thì sản phẩm sẽ chắc và bề mặt khá nhẵn bóng, nhưng năng suất của máy ép thấp.
Các loại sản phẩm khác nhau thì có vận tốc ép khác nhau.
Ví dụ:
Dạng mì ống
: 12 – 14mm/s
Dạng mì thanh : 10 – 14mm/s
6. Số lần cán và thời gian cán:
Cán càng nhiều lần thì sợi mì càng chặt. Thông thường cán khoảng 5 ÷ 8 lần.
Thời gian cán quá ngắn thì không đảm bảo độ đồng đều của lá bột. Thời gian quá
dài thì ảnh hưởng năng suất của quá trình.
Trang 12
Công nghệ chế biến lương thực
Quá trình cán cắt trong sản xuất mì
7. Đường kính của trục cán:
Đường kính thì ảnh đến năng suất của quá trình. Nếu đường kính quá nhỏ thì đòi
hỏi vận tốc quay trục phải lớn mới đảm bảo được năng suất của quá trình. Nhưng như
thế thì cần năng lượng lớn để quay motor → tổn hao năng lượng.
8. Bề mặt trục cán:
Đối với trục tạo lực thì đòi hỏi phải có độ nhám nhất đònh. Còn trục cán thì phải có
bề mặt nhẵn để tạo cho lá bột có bề mặt nhẵn bóng.
9. Trục cắt:
Trục cắt có nhiều rãnh, kích thước rãnh bằng với kích thước sợi mì cắt ra, các rãnh
giữà trục ăn khớp với nhau để ép lá bột vào rãnh tạo thành sợi.
10. Vận tốc băng tải:
Vận tốc băng tải chậm hơn trục cắt để các sợi mì đùn lại, tạo sóng, tăng giá trò cảm
quan cho vắt mì, đồng thời giúp cho sợi mì sau này không bò biến dạng nhiều do giãn
nở nhiệt.
Trang 13
Công nghệ chế biến lương thực
Quá trình cán cắt trong sản xuất mì
PHỤ LỤC
Dây chuyền sản xuất mì ăn liền tự động
Trang 14
Công nghệ chế biến lương thực
Quá trình cán cắt trong sản xuất mì
Dây chuyền cán cắt
Thiết bò làm mềm nước
Bồn chứa nước muối
Bồn gia nhiệt nước muối
Bồn đònh lượng nước muối
Thiết bò trộn
Băng tải
Cán sơ bộ
Cán tinh
Cắt sợi
Trang 15
Công nghệ chế biến lương thực
Quá trình cán cắt trong sản xuất mì
Dây chuyền cán cắt trong một phân xưởng
Trang 16
Công nghệ chế biến lương thực
Quá trình cán cắt trong sản xuất mì
TÀI LIỆU THAM KHẢO
Trang 17