Bài tập lớn Điều khiển hệ thống sấy trong quá trình xeo của nhà máy giấy Bãi Bằng
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (1.18 MB, 32 trang )
<span class="text_page_counter">Trang 1</span><div class="page_container" data-page="1">
<b>CHƯƠNG 1</b>
<b>GIỚI THIỆU TỔNG QUAN CÔNG NGHỆ TRONG NHÀ MÁY GIẤY BÃIBẰNG</b>
<b>1.1. Tổng quan.</b>
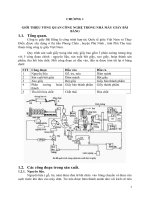
Công ty giấy Bãi Bằng là cơng trình hợp tác Quốc tế giữa Việt Nam và Thụy Điển ,được xây dựng ở thị trấn Phong Châu , huyện Phù Ninh , tỉnh Phú Thọ trực thuộc tổng công ty giấy Việt Nam .
Quy trình sản xuất giấy trong nhà máy giấy bao gồm 5 phân xưởng tương ứng với 5 cơng đoạn chính : nguyên liệu, sản xuất bột giấy, xeo giấy, hoàn thành sản phẩm, thu hồi hóa chất. Mỗi cơng đoạn có đầu vào, đầu ra được tóm tắt lại ở bảng dưới:
2 Sản xuất bột giấy Dăm mảnh Bột giấy
4 Phân xưởng hoàn thành
Giấy bán thành phẩm Giấy thành phẩm 5 Thu hồi hóa chất Chất thải Hóa chất
<b>1.2. Các cơng đoạn trong sản xuất.</b>
<b>1.2.1. Nguyên liệu.</b>Nguyên liệu ( gỗ, tre, nứa) được đưa từ bãi chứa vào băng chuyền và được rửa sạch trước khi đưa vào máy chặt. Tre nứa được băm thành mảnh nhỏ với kích cỡ tiêu
</div><span class="text_page_counter">Trang 2</span><div class="page_container" data-page="2">chuẩn: dài 35mm, rộng 10mm, dày 2.5mm; tiếp đó được chuyển qua máy sàng chọn, đưa vào hệ thống rửa mảnh và qua băng tải tới sân chứa mảnh. Năng suất máy chặt tre, nứa là 20 tấn/giờ. Gỗ được bóc vỏ, rửa sạch rồi đi vào máy chặt mảnh. Mảnh gỗ sau khi được chặt có kích thước là: dài 25-35mm, rộng 10-20mm, dày 3-4mm. Gỗ mảnh được đưa qua sàng chọn, và đưa ra sân chứa mảnh bằng băng tải. Năng suất máy chặt gỗ là 40 tấn/giờ. Tiếp đó, mảnh tre, nứa, gỗ đưa vào nồi nấu bởi hệ thống nấu bằng hơi nóng ở nhiệt độ rất cao thổi vào mảnh.
<b>1.2.2. Sản xuất bột giấy.1.2.2.1.Công đoạn nấu bột.</b>
Bột giấy được sản xuất theo phương pháp sunfat có thu hồi hóa chất. Nguyên liệu được nấu trong 3 thùng, có cấu tạo hình trụ đứng với dung tích mỗi thùng V=145 . Thời gian hồn thành một chu kì nấu là 240 phút kể cả thời gian nạp mảnh. Bột sau khi được chuyển sang bể có dung tích 400 , từ đây bột được chuyển qua máy đánh tơi và được đưa tới bộ phận rửa. Năng suất nấu bột là 150 tấn/ngày.
<b>1.2.2.2.Công đoạn rửa sàng.</b>
Tiếp theo là công đoạn sàng. Bột sau khi được đánh tơi được đưa tới 4 máy rửa lọc chân khơng. Tại đây, bột được rửa sạch, dịch hóa chất thu hồi trong q trình nấu bột (dịch đen lỗng ) có nồng độ 13%. Loại dịch này được đưa đến hệ thống trưng bốc. Bột đen đã được rửa sạch, đưa qua hệ thống sàng gồm 2 sàng áp lực, 1 sàng thô và 3 giai đoạn lọc cát. Các mấu mắt tre nứa hoặc bột sống bị loại ra khỏi bột được đưa xuống sàng cô đặc và xuống vít tải thải ra ngồi.
<b>1.2.2.3.Cơng đoạn tẩy trắng bột.</b>
Bột từ sàng được đưa vào bể chứa bột đen sau đó được tẩy. Cơng đoạn tẩy bao gồm 4 giai đoạn: bột được Clo hóa bởi Clo, sau đó được kiềm hóa để loại bỏ hợp chất màu Cloralignin ra khỏi bột, sau khi được kiềm hóa bột được tẩy tiếp bởi NaClO để đạt độ trắng khoảng 74-78%. Để bột có độ trắng đồng đều theo yêu cầu phải thực hiện theo quy trình tẩy nghiêm túc duy trì thích hợp các yếu tố nồng độ bột, mức tỉ lệ hóa chất tẩy, nhiệt độ, thời gian, và độ pH. Bột sau khi được tẩy trắng được đưa vào bể chứa để chuẩn bị cho quá trình sản xuất giấy.
<b>1.2.3. Xeo giấy.</b>
Trước khi vào máy xeo giấy, bột được đưa qua hệ thống nghiền để làm tăng diện tích tiếp xúc, tăng khả năng liên kết giữa các thớ sợi với nhau, tạo điều kiện cho khả năng hình thành tờ giấy tốt hơn. Sau khi nghiền bột được pha trộn với các phụ gia như cao lanh, nhựa thong, phèn và một số chất khác tùy theo yêu cầu của sản phẩm. Bột đã pha trộn phụ gia trong bể chứa được đưa qua hệ thống phụ trợ: sàng áp lực, lọc cát, và các thành phần khác có ảnh hưởng đến tờ giấy rồi đưa đến hịm phun bột, bắt đầu quá trình sản xuất giấy.
</div><span class="text_page_counter">Trang 3</span><div class="page_container" data-page="3">Hình 2: Hịm phun bột thủy lực 1: Hộp truyền lực 5: Ống nhánh 2: Núm điều chỉnh chảy tràn 6: Ống phân phối
4: Đo lưu lượng
- <i>Hòm phun bột: Nhiệm vụ của hòm phun bột là phân phối một lượng bột đồng</i>
đều trên lưới và ổn định với tốc độ khơng đổi trên tồn bộ bề ngang của lưới và giữ cho dòng bột xáo trộn để chống chảy xốy và phá vỡ sự vón cục của dịng bột đã được hình thành. Bột đã hình thành tờ giấy ướt có độ khơ 18-20%.
Thơng số kỹ thuật :
Chiều rộng: 4150mm
Lưu lượng: max: 0.625 min: 0.167 Lượng tuần hoàn: 10%
Vận tốc thiết kế: 10 m/s
Độ mở môi phun: max: 70 mm min: 5 mm Mơ tơ khí để điều chỉnh độ mở của mơi phun:
- <i>Bộ phận hình thành: việc hình thành tờ giấy được thực hiện giữa hai bề mặt</i>
của lưới đôi. Lưới trong rộng 4350 mm, dài 22000 mm; lưới ngoài rộng 4350 mm, dài 18000 mm. Ưu thế của loại tạo hình như vậy hạn chế bề mặt tự do của dòng chảy trên lưới và cho ta khả năng điều khiển tốt hơn. Trên bộ phận hình thành, nước được thốt ra cả từ 2 phía chiều dài tạo hình và giấy sẽ có bề mặt đồng nhất. Sử dụng nguyên tắc tạo tờ giấy giữa một trục hút mở (gọi là trục tạo hình ) một phần được lưới trong và lưới ngồi bao lại có độ căng nên thuận lợi về thời gian tách nước và độ thấm.
<b>1.2.3.2.Bộ phận lưới</b>
</div><span class="text_page_counter">Trang 4</span><div class="page_container" data-page="4">Ơ công ty giấy Bãi Bằng, hiện nay dung một máy xeo lưới đôi và một máy xeo lưới dài. Hỗn hợp được tách nước giữa hai lưới, ước lượng nước trắng thoát ra qua hai lưới bằng nhau. Cần đảm bảo cho nước thoát ra đều đặn dọc theo chiều dài và chiều ngang. Để đạt được yêu cầu nhất định, việc bố trí cơ cấu thốt nước phải phù hợp với tính chất của bột và lưới xeo. Q trình thốt nước ở đây chủ yếu dựa vào lực hút chân khơng của các hệ thống tấm gạt, hịm phun chân khơng trục bụng chân khơng, lơ hình thành có hút chân khơng. Bộ phận hình thành làm việc với bột có nồng độ khoảng
</div><span class="text_page_counter">Trang 5</span><div class="page_container" data-page="5">Hình 3: Bộ phận lô ép Thông số kỹ thuật của lô ép:
Sức căng chăn và lưới tối đa: 300kp/m Tốc độ: 800m/phút
Áp suất ở ép 1: 60kp/cm Áp suất ở ép 2: 90kp/cm Áp suất ở ép 3: 40kp/cm
Tờ giấy được nén bằng cơ học, nước được tách ra khỏi tờ giấy càng nhiều càng tốt. Sau cơng đoạn hình thành, tờ giấy cịn khoảng 80% nước, ở cơng đoạn ép độ khơ sẽ tăng lên từ 20-40%. Bộ phận ép cịn giúp tăng độ bền và độ nhẵn của tờ giấy.
Bộ phận ép có số lượng cặp ép và cấu trúc khác nhau. Một cặp ép gồm giá đỡ, và 2 hoặc 3 lô. Lô dưới thường được lắp trên một ổ đỡ cố định và lô dẫn động. Sự ép xảy ra ở khoảng giữa lô trong khe ép và tờ giấy được dẫn qua khe ép.
Tờ giấy ướt được chuyển trực tiếp từ lưới tới ổ trục ép chân không được lọc chặn của tổ ép 1. Chức năng quan trọng của lưới ép là chống tạo vết trên tờ giấy. Từ tổ ép 1, tờ giấy được chuyển tới bộ phận ép lưới ở tổ 2. Tổ 2 gồm một lưới nhựa giữa chăn ép và một trục ép phía dưới nhằm giảm áp suất thủy tĩnh trong tuyến ép. Từ chăn 2, tờ giấy được chuyển tới tổ ép chăn 3. Tổ ép này khơng có chăn nên khơng có nhiệm vụ tách nước mà chỉ làm cho tờ giấy nhẵn và phẳng hơn.
<b>1.2.3.4.Bộ phận sấy.</b>
Hình 4: Bộ phận sấy
</div><span class="text_page_counter">Trang 6</span><div class="page_container" data-page="6">Khi tờ giấy ra khỏi bộ phận ép, có độ khơ khoảng 40% và nhiệt độ từ 25- C. Ở giai đoạn này, lượng nước còn lại sẽ được tách ra bằng cách bốc hơi. Nhiệt độ được chuyển qua vùng bay hơi và hơi nước bốc lên đi qua bề mặt của tờ giấy và luồng khí thơng gió. Các phương pháp sấy được sử dụng:
<i>- Sấy trực tiếp : tờ giấy tiếp xúc với lô sấy máy</i>
<i>- Sấy tự do : sấy trong khoảng khơng có sức căng hoặc giữa các lô sấy. Ở giai</i>
đoạn này, giấy được sấy khô đến 94%. Sau đó tờ giấy đi qua bộ phận ép gia nhựa (ép keo ). Ở đây, nước cùng hóa chất được tờ giấy hấp thụ và lượng nước này được làm bay hơi ở bộ phận sấy thứ 2 (bộ phận sấy nhựa). Bộ phận sấy bao gồm 34 lơ sấy ( 24 lơ ở bộ phận sấy chính, 10 lô ở bộ phận sấy nhựa ). Giấy đã sấy khô được làm nguội trên 2 lô làm lạnh. Tất cả các lơ đều có đường kính là 1500 mm, chiều dài của giấy có thay đổi trong quá trình sấy. Sau các lơ ép tờ giấy căng ra. Trong suốt q trình nó được gia nhiệt ở cả 2 q trình sấy chính và sấy nhựa. Điều này thường gây ra sự cố của tờ giấy, các lô được bố trí thành các nhóm dẫn động khác nhau. Trong đó, tất cả các lơ trong một nhóm có cùng tốc độ. Sự chện lệch tốc độ giữa các nhóm dẫn động sẽ được hiệu chỉnh theo độ kéo căng và sự cố của tờ giấy.
Bảng sau đây cho thấy vị trí các lơ và các nhóm trong bộ phận sấy.
</div><span class="text_page_counter">Trang 7</span><div class="page_container" data-page="7">Bộ phận sấy ở nhà máy giấy Bãi Bằng: 36 lơ, trong đó có 34 lô sấy và 2 lô làm
Cấu trúc bộ phận sấy: Tờ giấy được chăn sấy ép sát vào lô sấy. Khi chăn sấy tiếp xúc tờ giấy, lượng ẩm chuyển qua chăn một phần là nước và phần còn lại là hơi bởi vì sự chênh lệch áp suất hơi nước giữa chăn và giấy. Chăn giấy có nhiệt độ thấp hơn tờ giấy vì vậy nhiệt ngưng tụ của hơi sấy tang lên. Chăn sấy được ép sát vào lô sấy bằng lô căng, được điều chỉnh ở một phía bằng lơ lái chăn. Trong q trình vận chuyển qua bộ phận sấy một phần nước được chuyển qua chăn, một phần khác thoát ra ở khoảng giữa các lô sấy. Lượng nước chuyển qua chăn sẽ được tách ra bằng lô sấy chăn. Ở cuối bộ phận sấy là những lơ lạnh có chức năng làm giảm khả năng tích điện của giấy, làm đồng đều độ ẩm của tờ giấy, làm cho tờ giấy sau khi sấy không bị khô cứng mà trở nên mềm hơn.
Cấu tạo của một lơ sấy: Tất cả lơ sấy đều có ống hơi qua đó hơi nước được đưa vào lơ sấy qua một ống nhỏ, ống xi phông được nối từ bên trong lô sấy tới bể nước ngưng ở bên ngồi. Nếu sụt áp là thích hợp thì nước ngưng sẽ được đẩy qua ống xi phông và vào bể nước. Khi ống xi phông đã hết, hơi nước tiếp tục được đẩy vào. Ống xi phơng có thể là loại cố định hoặc di động tức là nó được gắn vào thành lô sấy hoặc quay theo lô sấy.
Nguyên lý làm việc của lô sấy: Hơi nước được đưa vào cửa lơ sấy có áp suất khoảng 300KPa. Các ống xi phông dẫn hơi tới lưới sấy, do nhiệt độ của hơi nóng truyền nhiệt cho nước trong xơ sợi tờ giấy làm cho nước trong tờ giấy bốc hơi ngưng tụ và theo cửa nước ngưng ra ngồi. Q trình sấy được tiến hành một cách liên tục.
Các yếu tố ảnh hưởng đến quá trình sấy: - Áp suất bên trong lô sấy
- Chiều dày của lớp nước ngưng - Độ dày của thành lô sấy
- Nhiệt độ của tờ giấy
</div><span class="text_page_counter">Trang 8</span><div class="page_container" data-page="8">- Độ ẩm của tờ giấy
- Hệ số truyền nhiệt của thành lơ sấy
Thơng gió của bộ phận sấy: Đây là một q trình quan trọng trong cơng nghệ giấy vì nó cải thiện điều kiện lao động, tránh hiện tượng ngưng tụ, bức xạ nhiệt, có tính kinh tế tiết kiệm. Bộ phận thơng gió bao gồm: chụp thơng gió, lơ sấy, bộ trao đổi nhiệt, gia nhiệt cho gió nóng, gia nhiệt cho khơng khí, bộ trao đổi nhiệt cho nước nóng. Phần quan trọng nhất của bộ thu hồi nhiệt là chụp hút có chức năng như là một ống tập trung, tồn bộ hơi nóng được đưa lên trần của chụp hút và đưa qua bộ trao đổi nhiệt. Khơng khí được sấy trên phịng máy và được gia nhiệt tới khoảng 55<small>0</small>C bằng trao đổi nhiệt. Gió nóng sau đó được gia nhiệt tới 80<small>0</small>C trước khi được đưa vào bộ phận sấy.
<b>1.2.3.5.Bộ phận ép quang.</b>
Bộ phận này bao gồm một bộ hay nhiều lô quay tiếp cận với nhau (gọi là máy ép quang). Máy ép quang sẽ đảm bảo độ đồng đều, độ nhẵn bóng bề mặt, tăng độ bền keo, xé, độ chịu bục và thấm khí của tờ giấy.
<b>1.2.3.6.Bộ phận cuộn.</b>
Tờ giấy bán thành phẩm được cuộn lại thành những lô giấy nhờ hệ thống máy cuộn lại và tiếp tục được đưa đến phân xưởng hoàn thành để sản xuất những sản phẩm theo yêu cầu.
<b>1.2.4. Phân xưởng hoàn thành.</b>
Tại phân xưởng hoàn thành, giấy bán thành phẩm được cắt để tạo thành giấy có khổ nhất định ( A0, A1, A2, A3, A4 ), … hoặc để nguyên.
<b>1.2.5. Thu hồi hóa chất.</b>
Dịch đen thải ra sau q trình nấu có chứa lignin , ligno sulphates , và các hóa chất khác . Các hóa chất này được thu hồi tại khu vực thu hồi hóa chất à được tái sử dụng cho quá trình sản xuất bột giấy . Đầu tiên , dịch đen được cô đặc bằng phương pháp bay hơi . Tiếp đó , dịc đen đã cơ đăc được dùng làm nhiên liệu đốt trong nồi hơi thu hồi . Các chất vơ cơ cịn lại sau khi đót sẽ ở dạng dịch nấu chảy trên sàn lị . Dịch nấu chảy chứa chủ yếu là muối carbonate chảy xuống từ trên sàn lò và được giữ bằng nước : chất này gọi là dịch xanh . Dịch xanh này được mang đến bồn phản ứng ( bồn kiềm hóa ) để phản ứng với vôi Ca(OH)2 tạo thành natri hydroxide và calcium carbonate lắng xuống . Phần chất lỏng sẽ được dùng cho quá trình sản xuất bột giấy , cịn calcium carbonate được làm khơ và cho vào lị vơi để chuyển thành calcium oxide bằng cách gia nhiệt . Calcium oxide lại được trộn với nước để hóa vơi . Hình 2 mơ tả chu trình thu hồi háo chất và nấu bột .
</div><span class="text_page_counter">Trang 9</span><div class="page_container" data-page="9">Hình 6: Chu trình thu hồi hóa chất và nấu bột
</div><span class="text_page_counter">Trang 10</span><div class="page_container" data-page="10"><b>CHƯƠNG 2</b>
<b>HỆ ĐIỀU KHIỂN SẤY TRONG XEO GIẤY</b>
Độ ẩm của tờ giấy là một thông số rất quan trọng quyết định đến sự vận hành trơn chu của q trình xeo giấy, nếu độ ẩm khơng được điều khiển một cách hợp lý giấy sẽ bị đứt làm quá trình sản xuất giấy bị ngắt quãng gây ảnh hưởng đến năng suất. Đồng thời nó là một trong những tiêu chí để đánh giá chất lượng giấy. Giá trị độ ẩm của tờ giấy được quyết định trong nhà máy xeo giấy mà quan trọng nhất là cơng đoạn sấy trong buồng sấy. Tính từ đầu xeo đến cuối xeo thì độ ẩm của giấy giảm dần và độ khô của giấy tăng dần, sau công đoạn hình thành tờ giấy độ ẩm cịn khoảng 80% (độ khơ khoảng 20%). Tiếp đó tờ giấy đi qua công đoạn ép ướt độ khô đạt khoảng 40%, từ đây tờ giấy được đưa vào hệ thống sấy. Tại đây tờ giấy được sấy khô và độ khô ổn định đạt khoảng 93 – 94%. Rồi từ đó tờ giấy được đưa tới các công đoạn cuối cùng để cho ra giấy thành phẩm. Vì vậy có thể nói cơng đoạn sấy đóng vai trị quan trọng nhất quyết định đến độ ẩm của tờ giấy và độ ẩm của tờ giấy cũng được điều chỉnh chính tại buồng sấy.
<b>2.1.Vai trò của khâu sấy giấy</b>
Trong một nhà máy giấy thì phân xưởng xeo đóng vai trị quan trọng hơn cả, chức năng chính của nó là sản xuất ra các cuộn giấy thành phẩm từ bột giấy. Trong đó khâu sấy giấy là một thành phẩm có ảnh hưởng nhiều nhất tới chất lượng của tờ giấy. nhiệm vụ chính của khâu sấy là định hình kích cỡ khổ giấy và làm bay hơi phần lớn lượng nước tồn tại trong giấy để đạt độ khô yêu cầu.
Nguyên lý cơ bản của quá trình sản xuất giấy là quá trình loại hơi nước khỏi bột bằng việc ép, ra nhiệt. Tại phần đẩu của dây chuyền xeo hay bột sau khi được phun lên lưới hình thành bởi hệ thống mơi phun thì độ ẩm chiếm tới 99%, trong khi đó ở cuối dây chuyền độ ẩm của giấy chỉ còn lại khoảng 4,5 – 8% trọng lượng của tấm giấy. Quá trình sản xuất giấy trong phân xưởng xeo được mơ tả như hình vẽ sau:
Hình 7: Q trình sấy trong phân xưởng xeo
Như vậy có ba khâu chính trong q trình sản xuất giấy ở phân xưởng xeo: Khâu phun bột lên lưới để hình thành tờ giấy với độ ẩm cỡ 80%, Khâu ép ướt với độ ẩm khi ra khỏi khâu này là 50 - 60% và khâu sấy giấy. Sauk hi ra khỏi khâu sấy, nước
</div><span class="text_page_counter">Trang 11</span><div class="page_container" data-page="11">được loại bỏ từ độ ẩm khoảng 60% xuống khoảng 5%. Từ đó giấy thành phẩm được đưa tới ép quang và cuộn lại.
Hình 8: Ba khâu trong sản xuất giấy phân xưởng xeo
Với mỗi loại nhà máy, việc đầu tư một phân xưởng xeo mới địi hỏi phải có một số vốn rất lớn. Vì vậy việc tang hiệu quả sản xuất và năng xuất là một yếu tố quan trọng để thực hiện thu hổi vốn nhanh và phát huy hiệu quả trong sản xuất kinh doanh. Một trong những yếu tố quan trọng mà người ta quan tâm đến khi đánh giá chất lượng sản xuất giấy là ước lượng nước có trong giấy ( Độ ẩm của tờ giấy thành phẩm). Và hệ thống điều khiển khâu sấy đóng vai trò quan trọng trong việc điều khiển độ ẩm nhằm nâng cao chất lượng cũng như lợi nhuận của nhà máy bời lý do sau:
- Sự biến đổi về độ ẩm của tờ giấy trong q trình sản xuất giấy có thể ảnh hưởng bất lợi đến các khâu xử lý khác trong dây chuyền như: khâu cán, các dây chuyền chuyển đổi hoặc đóng gói … Vì vậy trong q trình sản xuất độ ẩm của tờ giấy được đo và giám sát online, các sản phẩm được kiểm soát lỗi sẽ được loại bỏ nếu vượt quá các giới hạn xác định. Độ ẩm của cuộn giấy có giá trị ổn định và đồng đều sẽ đảm bảo tỷ lệ phế phẩm ít và đạt năng suất cao trong sản xuất cũng như quá trình sản xuất diễn ra trơn chu.
- Trong sản xuất độ khô của tờ giấy thường đạt 90 – 95%, với độ khơ này theo góc độ kỹ thuật, tờ giấy sẽ đạt tiêu chuẩn để đảm bảo khi in, khi viết khơng bị nhịe hay loang mực. mặt khác thì với độ khơ này thì liên kết bề mặt của tờ giấy sẽ đảm bảo được độ bền và dai thích hợp. Nếu độ khơ lớn hơn hoặc nhỏ hơn giá trị này qua thì tờ giấy sẽ dễ bị đứt bởi khô quá hoặc ẩm quá. Xét về mặt kinh tế thì khi hệ thống làm việc ổn định, có thể nâng độ ẩm của tờ giấy lên tới giá trị mong muốn mà không làm ảnh hưởng đến các đặc tình kỹ thuật của giấy thành phẩm. Việc này đem lại hiệu quả kinh tế rất lớn thể hiện qua hai khía cạnh sau: Thứ nhất trong trường hợp sản phẩm được bán theo khối lượng, do vậy việc tăng độ ẩm đòng nghĩa với việc nhà máy bán nước với giá thành cao. Thứ hai là việc tăng độ ẩm sẽ tiết kiệm được năng lượng hơi đưa vào sấy giấy. Do vậy, trong thực tế sản xuất để đảm bảo cả về mặt kỹ thuật và kinh tế, người ta cố gắng điều khiển một cách thích hợp khâu sấy để đảm bảo độ ẩm của giấy thành phẩm trong khoảng 7 – 8% tùy theo chất lượng bột.
</div><span class="text_page_counter">Trang 12</span><div class="page_container" data-page="12">-Một giải pháp khác để tăng năng suất là tăng tốc độ chạy máy. Mà cụ thể ở đây để nâng cao sản lượng giấy thành phẩm người ta thường nâng cao tốc độ truyền động nhằm tăng tốc độ ra giấy. Vấn đề này chỉ có thể đạt được khi cơng suất của hệ thống sấy đáp ứng được nhu cầu.Nó chính là nút thắt cổ chai trong việc nâng cao sản lượng giấy thành phẩm ở các nhà máy giấy. Khi đó khâu sấy sẽ trở thành vấn đề quan trọng cần giải quyết nhằm kiểm soát được độ ẩm của tờ giấy trong giới hạn khi tăng tốc độ chạy máy. Nghĩa là đảm bảo điều khiển được độ ẩm ở tốc độ cao mà vẫn đảm bảo nhu cầu hơi cấp khơng ở áp suất cao nhất.
Vịng điều khiển độ ẩm đã gián tiếp tham gia làm đứt giấy bởi áp suất hơi sấy trong các nhóm lơ sấy. Bởi một vấn đề thường xảy ra là lô sấy sẽ bị nóng q nhiệt khi mà khơng cịn giấy lạnh bao quanh nó nữa (lúc đứt giấy). Do đso khi bắt giấy trở lại nó sẽ gây ra sự cố vì vậy cần có hệ thống kiểm sốt tối ưu hơi sấy trong quá trình đứt giấy tại buồng sấy.
Nhiều đặc tính đánh giá chất lượng của tờ giấy phụ thược vào độ ẩm của tờ giấy như: độ dai, tính co giãn, độ bền chắc và độ cứng.
<b>2.2.Cấu tạo và nguyên lý hoạt động của khâu sấy.</b>
Cách phổ biến nhất để làm bay hơi nước khỏi lướt sấy là sử dụng nhiệt từ hơi quá nhiệt đưa vào trong các lô sấy. Một bộ gồm các lô sấy chứa đầy hơi quá nhiệt là một phương pháp hiệu quả để truyền nhiệt vào tờ giấy. Năng lượng hơi đã được chứng minh có hiệu quả kinh tế hơn bất kỳ phương pháp nào khác. Hơn nữa đây là phương pháp truyền nhiệt ít độc hại và dễ dàng vận chuyển với cơng suất nhiệt cao. Vì hầu hết nhiệt năng dạng hơi được lưu dưới dạng nhiệt ẩn, lượng lớn của nhiệt được truyền đi hiệu quả ở nhiệt độ khơng đổi, đây là một đặc tính hữu ích trong việc sấy giấy cũng như nhiều ứng dụng truyền nhiệt khác. Ngồi ra dạng năng lượng này cịn dung cho việc quay tuabin động cơ thủy lực và ứng dụng trong nhà máy nhiệt điện mà ở nhà máy giấy Bãi Bằng cũng được trang bị.
Khâu sấy được đặt trong buồng sấy của mỗi dây chuyền xeo và được đóng kín cách ly với mơi trường bên ngồi về cơ bản như hình sau:
Hình 9: Buồng sấy trong nhà máy xeo giấy
</div><span class="text_page_counter">Trang 13</span><div class="page_container" data-page="13"><b>2.2.1. Cấu hình khâu sấy trong phân xưởng xeo</b>
Khâu sấy là một buồng sấy dài cỡ hàng chục đến hàng trăm mét tùy thuộc vào công suất yêu cầu của máy xeo giấy. Trong buồng sấy chứa hàng loạt lô sấy được sắp xếp xen kẽ nhau và thường thành hai tầng lô trên và dưới. Các lô sấy này lại được phân thành các nhóm sấy khác nhau tùy thuộc vào áp suất hơi đưa vào lơ sấy trong q trình làm việc.
Khi hơi được đưa vào lơ sấy, nó truyền nhiệt năng tới vỏ lô sấy để sấy giấy đồng thời chuyển thành nước ngưng. Nước ngưng sau đó được thu hồi bởi các ống xiphong và đưa quay trở về nồi hơi. Việc thu hồi nước ngưng hiệu quả đóng vai trị quan trọng trong q trình truyền nhiệt của lơ sấy. Vì vậy cần u cầu để một phần hơi quá nhiệt đi qua các xiphong cùng với nước ngưng để tăng hiệu suất truyền nhiệt cũng như tăng hiệu quả đẩy nước ngưng, khơng khí hoặc các khí khơng thể ngưng tụ ra khỏi các lơ sấy.
Ở máy tốc độ thấp(<300 – 400m/ph) nước ngưng tạo thành một lớp ở dưới đáy của lô sấy. Các loại máy đời cũ thường có nhược điểm này. Khi tốc độ máy nâng cao, nước ngưng bắt đầu bám theo thành lơ sấy phía bên trong và hình thành một lớp nước ngưng dọc theo chu vi của lô sấy. Điều này gây ra một ảnh hưởng tức thời là giảm tải đưa vào lô sấy. Nếu tốc độ qua của lơ sấy chậm lại thì lớp nước ngưng quanh chu vi bên trong của lô sấy sẽ bị phá vỡ.
Vì lý do trên mà hầu hết các lơ sấy trong một máy sấy hiện đại có các thanh sấy bên trong các lơ sấy. Chúng cịn có tên gọi khác là các thanh khuấy. Điều này tạo ra sự truyền nhiệt từ hơi quá nhiệt vào thành lô sấy tốt hơn bởi chúng khuấy đều nước ngưng trong lô sấy.
Để hỗ trợ và đẩy tấm giấy di chuyển qua khu vực sấy, người ta sử dụng các cơ cấu làm khô. Cơ cấu này cũng dung để ép tờ giấy vào bề mặt lô sấy làm tăng hiệu quả truyền nhiệt. Cơ cấu này được dệt bằng các sợi tổng hợp và không hấp thụ nước(còn gọi là bạt tổng hợp). Nước chứa trong tấm giấy sẽ được loại bỏ trực tiếp bằng việc bay hơi qua tấm sợi tổng hợp này vào khơng khí.
Hiện nay trong các máy sấy có hia kiểu bố trí đó là loại đơn và loại kép, chúng khác nhau ở cơ cấu bạt dẫn tổng hợp:
- Cấu hình loại kép là loại cũ hơn như trong hình vẽ dưới, trong cấu hình này có hai tấm bạt tổng hợp. Một tấm sử dụng cho các lô sấy trên, tấm cịn lại sử dụng cho các lơ sấy phía dưới để hỗ trợ ép tấm giấy sát vào bề mặt các lơ sấy. Nhược điểm cảu cấu hình này là khi tấm giấy chuyển từ lô trên xuống lô dưới thì khơng có tầm bạt tổng hợp đỡ nên thường gây ra sự cố đứt và nhăn giấy.
</div><span class="text_page_counter">Trang 14</span><div class="page_container" data-page="14">Hình 10: Cấu hình lơ sấy kép
-Để khắc phục nhược điểm trên ở máy tốc độ cao cấu hình đơn được đưa vào sản xuất. Cấu hình này sử dụng một tấm bạt tổng hợp để hỗ trợ dẫn giấy cho cả lơ phía trên và phía dưới cũng như khi giấy di chuyển giữa các lơ. Cấu hình đơn được minh họa như sau:
Hình 11: cấu hình lơ sấy đơn
Trong buồng sấy trước khi tờ giấy ra khỏi phần sấy sau thì tờ giấy được đi qua hai lơ lạnh (lơ có nhiệt độ thấp) với mục đích giảm nhiệt độ, sự cong vênh của tờ giấy và giảm sự tích điện trong tấm giấy khi ra mơi trường ngồi.
</div><span class="text_page_counter">Trang 15</span><div class="page_container" data-page="15">Hình 12: Hai lơ sấy lạnh ở nhóm sấy cuối cùng
<b>2.2.2. Hệ thống cấp hơi và xử lý nước ngưng trong khâu sấy</b>
Nhiệm vụ của hệ thống cấp hơi và xử lý nước ngưng là cung cấp đủ lượng hơi quá nhiệt cần thiết vào các lô sấy giấy và xử lý loại bỏ nước ngưng từ hơi quá nhiệt. Trong buồng sấy các lô sấy được chia thành các nhóm sấy khác nhau tùy thuộc vào áp suất hơi u cầu, thơng thường có từ năm đến mười nhóm trong một buồng sấy. Áp suất hơi ở mỗi nhóm khác nhau được điều khiển riêng rẽ để đạt được các giá trị mong muốn. Hơi nước trong các lơ sấy có thể coi như là hơi bão hịa vì ln có q trình ngưng xảy ra trên thành lơ sấy, do đó có sự tương quan giữa áp suất hơi và nhiệt độ hơi. Trong thực tế áp suất hơi tỷ lệ với dung lượng sấy, tức là áp suất hơi được tăng dần dần lên tùy theo nhu cầu sấy.
Một phương pháp đơn giản là người ta sử dụng hơi cấp thẳng tới các nhóm lơ sấy khác nhau, sau đó đi tới phần nước ngưng như mơ tả trong hình dưới. Tuy nhiên đây là phương pháp đem lại ít hiệu quả.
</div><span class="text_page_counter">Trang 16</span><div class="page_container" data-page="16">Hình 13: Sơ đồ một nhóm máy sấy bao gồm 6 xi-lanh và một máy đo điều khiển áp suất chung.
Trong thực tế, các nhóm lơ sấy làm việc với áp suất khác nhau có thể được bố trí theo hệ thống phân tầng ( cascade ), đây là cách bố trí hiệu quả để có thế tận dụng được năng lượng hơi sấy. Trong cấu hình này hơi sấy sau khi sử dụng ở trong nhóm có áp suất hơi làm việc cao được đưa tới sử dụng lại ở nhóm sấy có áp suất hơi làm việc thấp hơn.
</div>