THIẾT BI CÔNG NGHỆ CHẾ BIẾN VÀ KIỂM SOÁT CHẤT LƯỢNG RAU QUẢ
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (1.09 MB, 24 trang )
BỘ CÔNG THƯƠNG
KHOA CÔNG NGHỆ THỰC PHẨM
__________
CÔNG NGHỆ CHẾ BIẾN VÀ KIỂM SOÁT CHẤT LƯỢNG
RAU QUẢ
ĐỀ TÀI: PHÂN LOẠI, LÀM SẠCH,
GỌT VỎ, TẠO HÌNH
Tp.Hồ Chí Minh, ngày 9 tháng 9 năm
Mục Lục
1.
2.
3.
4.
1.
PHÂN LOẠI..................................................................................................................................4
1.1.
Cơ sở khoa học...........................................................................................................................4
1.2.
Mục đích cơng nghệ và phạm vi thực hiện.............................................................................4
1.3.
Phương pháp và thiết bị............................................................................................................5
1.4.
Các biến đổi của nguyên liệu....................................................................................................7
1.5.
Xác định mối nguy và kiểm soát mối nguy.............................................................................7
LÀM SẠCH...................................................................................................................................9
2.1.
Cơ sở khoa học...........................................................................................................................9
2.2.
Mục đích cơng nghệ và phạm vi thực hiện.............................................................................9
2.3.
Mục đích cơng nghệ và phạm vi thực hiện.............................................................................9
2.4.
Phương pháp và thiết bị..........................................................................................................10
2.5.
Các biến đổi của nguyên liệu..................................................................................................13
2.6.
Xác định mối nguy và kiểm soát mối nguy...........................................................................13
GỌT VỎ.......................................................................................................................................14
3.1.
Cơ sở khoa học....................................................................................................................14
3.2.
u cầu...................................................................................................................................14
3.3.
Mục đích cơng nghệ và phạm vi thực hiện.............................................................15
3.4.
Phương pháp thực hiện và thiết bị........................................................................................15
3.5.
Các biến đổi của nguyên liệu..................................................................................................17
3.6.
Xác định mối nguy và kiểm sốt mối nguy...........................................................................17
TẠO HÌNH..................................................................................................................................19
4.1.
Cơ sở khoa học.........................................................................................................................19
4.2.
u cầu......................................................................................................................................19
4.3.
Mục đích cơng nghệ và phạm vi thực hiện...........................................................................20
4.4.
Phương pháp tạo hình và thiết bị..........................................................................................20
4.5.
Các biến đổi của nguyên liệu..................................................................................................21
4.6.
Xác định mối nguy và kiểm soát mối nguy...........................................................................22
PHÂN LOẠI
Page 2
1.1.
Cơ sở khoa học
Phân loại là quá trình phân riêng các nguyên liệu dựa trên sự khác nhau về một
hoặc một số tính chất đặc trưng nào đó. Một số dấu hiệu sau thường được sử dụng để
thực hiện quá trình phân loại:
-
Khối lượng
-
Kích thước
-
Hình dạng
-
Đặc trưng quang học
-
Trạng thái, khí động
-
Tính chất bề mặt…
Trong đó có 4 tính chất phân loại chính là:
-
Khối lượng
-
Kích thước
-
Hình dạng
-
Đặc trưng quang học
1.2.
Mục đích cơng nghệ và phạm vi thực hiện
Q trình phân loại sẽ gọt các nguyên liệu không đạt yêu cầu, đảm bảo chất
lượng nguyên liệu, trên cơ sở đó, đảm bảo chất lượng của sản phẩm ln ổn định.
Q trình phân loại giúp đảm bảo nguyên liệu đạt được độ đồng nhất về một số
tính chất cơng nghệ nào đó như kích thước,hình dạng…
Ngồi ra, q trình này cịn nâng cao giá trị cảm quan của sản phẩm do độ đồng
đều cao…
Như vậy, q trình phân loại có các mục đích cơng nghệ:
Chuẩn bị: q trình phân loại sẽ chuẩn hóa nguồn ngun liệu, chuẩn bị
cho các q trình gia cơng tiếp theo.
Hồn thiện: q trình phân loại sẽ góp phần nâng cao giá trị của sản
phẩm.
Page 3
1.3.
-
Phương pháp và thiết bị
Phân loại dựa trên khối lượng
Thiết bị sử dụng : cân lò xo, cân điện tử
Quá trình phân loại này thường được thực hiện bằng các cân lị xo hoặc cân điện
tử. Thơng thường, các thiết bị này được lắp trên đường vận chuyển nguyên liệu trong
quy trình cơng nghệ. Khi khối lượng của một phần tử trong ngun liệu khơng đạt u
cầu, có thể dùng cơ cấu thanh gạt hoặc dùng khí nén để loại phần tử đó ra. Q trình
thường được điều khiển bằng máy tính.
Hình 1.1 Phân loại bằng cân
-
Phân loai dựa trên kích thước
Sử dụng sàng, trục lăn có kích thước biến thiên.
Phương pháp phân loại dựa trên kích thước thường có độ chính xác kém hơn so
với dựa trên khối lượng nhưng chi phí thực hiện thường rẻ hơn. Kích thước của nguyên
liệu dạng vật liệu rời thường phụ thuộc vào một số thơng số vật lý như đường kính,
chiều dài hay mức độ lồi, lõm của nguyên liệu. Đối với các loại ngun liệu có hình
dạng cân đối (hình cầu như cà chua, các loại quả có múi, hoặc hình trụ như dưa leo...)
thì quá trình phân loại được thực hiện dễ dàng hơn.
Page 4
Hình 1.2 Thiết bị phân loại dạng trục lăn
-
Phân loại dựa trên hình dạng
Phương pháp phân loại này thường được áp dụng khi nguyên liệu có lẫn các loại
tạp chất hoặc nguyên liệu không đạt yêu cầu về chất lượng nhưng có kích thước và
khối lượng giống như phần ngun liệu mong muốn. Phương pháp này thường được sử
dụng phổ biến trong quá trình phân loại các loại hạt.
-
Phân loại dựa trên tỷ trọng
Nguyên tắc của phương pháp là dựa trên sự khác nhau giữa tỷ trọng của phần
nguyên liệu mà ta mong muốn với phần còn lại. Phương pháp thường hay sử dụng là
phương pháp khí động hoặc phương pháp tuyển nổi.
-
Phân loại dựa trên tính chất quang học
Trong thực tế, tính chất thường hay sử dụng để phân loại nhất là màu sắc của
nguyên liệu. Thường màu sắc liên quan đến độ chín của nguyên liệu (trái cây), các lỗi
trên bề mặt nguyên liệu. Quá trình phân loại này có thể được thực hiện bằng phương
pháp thủ cơng trên các bàn hoặc băng tải phân loại và sử dụng tế bào quang điện.
Page 5
Hình 1.3 Thiết bị phân loại nguyên liệu theo màu sắc
Ngồi ra, q trình này cũng có thể được thực hiện một cách liên tục và tự động
bằng cách sử dụng các tế bào quang điện.
Ngoài các phương pháp kể trên, cịn một số phương pháp phân loại khác cũng
có thể được sử dụng như: phương pháp phân loại bằng tĩnh điện, phương pháp phân
loại dựa trên tính chất bề mặt.
1.4.
Các biến đổi của nguyên liệu
Trong quá trình thực hiện có thể làm tổn thương đến thành phần nguyên liệu bên
trong vỏ và cỏ thể gây ra một số phản ứng hóa học.
1.5.
Xác định mối nguy và kiểm sốt mối nguy
Page 6
Bảng 1. Xác định mối nguy và kiểm soát mối nguy ở công đoạn phân loại
Page 7
T
T
1
Cơn
g
đoạ
n
Xác định
mối nguy
tiềm ẩn
2
3
4
Sinh
học
1
Phâ
n
loại
Hóa
học
Kh
ả
năn Diễn giải
g
lý do
xảy
khả
ra năng xảy
ra
Mức
độ
nghiê
m
trọng
5
6
Nh
ỏ
Dư
hóa
chất
CIP
máy
Nh
ỏ
Đá
sỏi
7
Xả hóa
chất khi
CIP
khơng
sạch
Vừa
Cơng
đoạn đầu
Lớn tiên sau
khi thu
hái Page 8
8
Mứ
c1
Nhỏ
Vừa
Vật
lý
Biện
pháp
Diễn
Đán phịng
giải do
h
ngừa
mức độ giá
cần
nghiêm rủi
thiết
trọng
ro
đối với
mối
nguy có
ý nghĩa
Hàm
lượng
hóa chất
dư phải
được
kiểm
sốt tốn
thời
gian và
tiền của.
Trong
q
trình
phân
loại có
máy
sang
Mứ
c2
Mứ
c2
9
Có
ph
ải
là
CC
P
ha
y
kh
ơn
g?
(sơ
đồ
cây
)
10
Khơng
cần biện
Kh
pháp
ơng
kiểm
sốt
Tn
thủ
HDCV
CIP
máy
Kiểm
tra hóa
chất dư
sau CIP
Kh
ơng
Cịn qua
khơ
cơng
đoạn
ng
rữa
2. LÀM SẠCH
2.1.
Cơ sở khoa học
Làm sạch (cleaning) là quá trình gọt các tạp chất ra khỏi nguyên liệu, bán thành
phẩm hoặc thành phẩm.
Tạp chất có kích thước rất đa dạng có thể được phân loại như sau:
-
Tạp chất vơ cơ: cát, đá, thủy tinh, kim loại...
-
Thực vật: rơm rạ...
-
Động vật: cơn trùng, sâu bọ...
-
Hóa chất sử dụng trong nơng nghiệp: dư lượng thuốc trừ sâu...
-
Vi sinh vật: các vi sinh vật và sản phẩm sinh ra từ quá trình hoạt động của
chúng.
2.2.
Mục đích cơng nghệ và phạm vi thực hiện
Một quá trình làm sạch phải thỏa mãn các yêu cầu sau:
Đảm bảo về hiệu quả của quá trình phân riêng sao cho lượng tạp chất bị loại ra
là nhiều nhất, đồng thời, lượng tổn thất nguyên liệu là thấp nhất
Đảm bảo yêu cầu về sự tái nhiễm bẩn: tạp chất sau khi được phân riêng phải
được gọt rời hoàn tồn ngun liệu, để chống khơng thể đi vào ngun liệu quay lại.
Quá trình và thiết bị phải được thiết kế để hạn chế hiện tượng tái nhiễm bẩn trở
lại đối với thực phẩm đã được làm sạch như bụi và nước thải.
Hạn nhế đến mức thấp nhất sự phát sinh ra dòng chất lỏng. Các dòng thải này
càng lớn thì nguy cơ tái nhiễm càng cao và cần chi phí xử lý lớn.
2.3.
Mục đích cơng nghệ và phạm vi thực hiện
Mục đích chính của q trình làm sạch là chuẩn bị. Quá trình làm sạch thường là
một trong các cơng đoạn đầu tiên trong quy trình cơng nghệ. Q trình làm sạch sẽ làm
cho các tính chất của ngun liệu đạt u cầu của quy trình cơng nghệ sản xuất nhằm
đảm bảo quy trình sản xuất được vận hành tốt và sản phẩm thu được có chất lượng đạt
yêu cầu. Đồng thời, q trình này cịn giúp kéo dài thời hạn sử dụng của sản phẩm.
2.4.
Phương pháp và thiết bị
Page 9
-
Phương pháp làm sạch khơ
Phương pháp làm sạch khơ có một số ưu điểm như chi phí thực hiện quá trình
thấp và dễ vận hành, lắp dặt. Tuy nhiên, quá trình làm sạch khơ thường có nguy cơ tái
nhiễm bẩn cao và khả năng cháy nổ lớn nếu quá trình khơng được kiểm sốt một cách
chặt chẽ.
Sàng – rây: phân riêng các thành phần có trong nguyên liệu dựa trên sự khác nhau về
kích thước (sàng: vật liệu rời có kích thước > 1mm, rây: vật liệu rời có kích thước
<1mm).
Làm sạch theo phương pháp chà sát: Sự cọ sát giữa các hạt nguyên liệu cũng như
giữa nguyên liệu với phần chuyển động của thiết bị làm sạch có thể làm yếu đi hoặc
loại bỏ các tạp chất bám trên bề mặt của nguyên liệu.
Làm sạch theo phương pháp khí động: Là phương pháp làm sạch dựa trên sự khác
nhau về tính chất khí động của tạp chất và nguyên liệu. Khi một dòng hỗn hợp vật liệu
rời được đặt trong dịng khí, dưới tác động của q trình chuyển khí, các hạt vật liệu rời
có thể bị lơi cuốn bởi dịng khí hoặc đứng n, hoặc rơi xuống do tác dụng trọng lực.
Làm sạch bằng từ trường: Nguyên tắc của phương pháp làm sạch bằng từ trường là
dựa vào sự khác nhau của tương tác giữa từ trường với nguyên liệu và tạp chất. Phương
pháp này thường được sử dụng để gọt các tạp chất có tính từ như kim loại ra khỏi
nguyên liệu.
Một số phương pháp làm sạch khác: làm sạch bằng tĩnh điện, sử dụng tia gamma, tia
X…
-
Làm sạch ướt
Là phương pháp hiệu quả để gọt các tạp chất bám chặt vào bề mặt của nguyên
liệu. Phương pháp làm sạch ướt có thể được sử dụng kết hợp với các chất tẩy rửa và
chất vệ sinh.Tuy nhiên cịn có vài nhược điểm lớn. Trước hết, khi dùng phương pháp
Page 10
ướt để làm sạch, ta cần một lượng nước sạch khá nhiều, do đó tăng chi phí xử lý nước
cấp. Đồng thời khi dùng một lượng nước nhiều như thế cho quá trình làm sạch thì tăng
thêm nguồn nước thải, tăng mức độ ơ nhiễm mơi trường, tăng chi phí xử lý mơi trường
do đó tăng chi phí sản xuất. Nhược điểm lớn tiếp theo liên quan đến khả năng hư hỏng
nguyên liệu. Bề mặt nguyên liệu như quả, củ khi bị ướt sẽ hỏng rất nhanh, do đó, khi
làm sạch theo phương pháp này thường có cơng đoạn làm ráo. Một vấn đề nữa là khi
sử dụng phương pháp ướt để làm sạch là chú ý tới việc quản lý nguồn nước về số
lượng cũng như chất lượng, đảm bảo vấn đề vệ sinh trong nhà máy.
Ngâm: Khi ngâm nguyên liệu, đất bám trên nguyên liệu trở nên mềm và một số phần
được gọt ra cùng với cát, đá và các tạp chất có độ ma sát lớn hơn khác. Để tăng cường
hiệu quả của quá trình làm sạch có thể lắp thêm cánh khuấy trong thiết bị hoặc kết hợp
thổi khí vào trong hỗn hợp nguyên liệu và nước.Có thể dùng nước nóng và chất tẩy rửa
để hỗ trợ q trình rửa đặc biệt là ngun liệu có lẫn các tạp chất như dầu. Trong quá
trình ngâm cũng có thể sử dụng các dung dịch hóa chất có tính oxy hóa để tăng cường
hiệu quả làm sạch.
Page 11
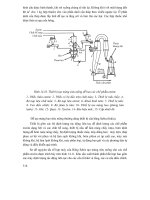
Hìn
h 2.1 Thiết bị ngâm rửa
Rửa xối: là phun nước lên nguyên liệu với một áp lực nhất định, dưới tác dụng của áp
lực nước, chất bẩn sẽ được gọt ra và đi theo dịng nước.
Hình 2.2 Thiết bị rửa xối
Rửa tuyến nổi: trong phương pháp này thì tạp chất và nguyên liệu được phân riêng
nhờ khác nhau về khả năng nổi trong nước. Theo đó, tạp chất như: đất, cát, kim loại…
thường nặng hơn và có xu hướng chìm xuống, cịn ngun liệu thì nổi lên trên.
Rửa kết hợp với sóng siêu âm: khi nguyên liệu được đặt trong mơi trường có sóng siêu
âm với tầng số 20 – 100 KHz, sẽ làm cho bề mặt nguyên liệu liên tục được hình thành
Page 12
các bọt khí và bị phá hủy ngay lập tức, tạp chất sẽ được gọt ra khỏi nguyên liệu khi cho
vào trong nước.
2.5.
Các biến đổi của nguyên liệu
Thông thường, quá trình làm sạch dẫn đến một số biến đổi khơng mong muốn
đối với nguyên liệu. Phổ biến nhất trong quá trình làm sạch là hiện tượng tổn thương
cơ học đối với bề mặt nguyên liệu, nhất là đối với các loại nguyên liệu thực vật có vỏ
mềm. Do đó nguyên liệu sau khi làm sạch, nên đưa vào quy trình sản xuất ngay, vừa
hạn chế hiện tượng tái nhiễm, vừa hạn chế các biến đổi do tổn thương cơ học trong quá
trình làm sạch gây ra.
2.6.
Xác định mối nguy và kiểm soát mối nguy
Bảng 2. Xác định mối nguy và kiểm sốt mối nguy ở cơng đoạn làm sạch
Page 13
T
T
Cơn
g
đoạ
n
Xác định
mối nguy
tiềm ẩn
1
2
3
Sin
h
học
4
Vi
sinh
vật
gây
bện
h
Dư
hóa
chất
CIP
máy
1
Làm
sạch
Khả
năng
xảy
ra
Vừa
Nhỏ
Hó
a
học
Dư
lượ
ng
thuố
c
trừ
sâu
Vừa
Mức
độ
Diễn giải nghiê
lý do
m
khả
trọng
năng
xảy ra
5
Cịn ở
thiết bị
nếu vệ
sinh
khơng
đạt
Xả hóa
chất khi
CIP
khơng
sạch
Diễn
giải do
mức độ
nghiêm
trọng
6
7
Vừa
Lượng
vi sinh
vật bám
vào
ngun
liệu
nhiều
khi thu
hoạch
Vừa
Dư
lượng
thuốc trừ
sâu cịn
xót trong
q trình
Vừa
thu
hái( tron
g 3 tháng
Page 14
sau khi
xịt
thuốc)
Hàm
lượng
hóa chất
dư phải
được
kiểm
sốt tốn
thời
gian và
tiền của.
Khơng
ngấm
hồn
tồn,
cịn quy
trình gọt
vỏ
Có
Biện phải
pháp
là
phịng
Đán
CCP
ngừa hay
h
cần
giá
khơ
thiết ng ?
rủi
ro đối với
mối
(sơ
nguy
đồ
có ý
cây)
nghĩa
8
Mứ
c3
Mứ
c2
Mứ
c2
9
Tn
thủ
hướng
dẫn
cơng
việc
CIP
máy
Tn
thủ
HDCV
CIP
máy
Kiểm
tra hóa
chất dư
sau CIP
10
Khơ
ng
Khơ
ng
Thu
hoạch
Khơ
đúng
ng
thời
hạn quỵ
định
3. GỌT VỎ
3.1.
Cơ sở khoa học
Gọt vỏ là quá trình loại bỏ vỏ hoặc phần không ăn được của nguyên liệu nhằm
làm tăng chất lượng của sản phẩm, đặc biệt là ngoại hình.
3.2.
Yêu cầu
Trong quá trình gọt vỏ, vấn đề quan trọng là cần phải đảm bảo chi phí quá trình
gọt vỏ thấp nhất trình gọt vỏ. Để đảm bảo chi phí hợp lý, cần quan tâm các yếu tố sau:
-
Tổn thất nguyên liệu: trong quá trình gọt vỏ, cần chú ý là độ sạch càng tăng thì
tổn thất nguyên liệu càng cao.
-
Năng lượng.
-
Lao động.
Trong quá trình gọt vỏ yêu cầu quan trọng nhất là bề mặt của nguyên liệu phải sạch
và khơng bị tổn thương.
3.3.
Mục đích cơng nghệ và phạm vi thực hiện
Q trình gọt vỏ thường có mục đích chuẩn bị. Đây thường là một trong những
cơng đoạn đầu tiên trong quy trình sản xuất các sản phẩm từ nguyên liệu củ, trái, hạt...
Nguyên liệu sau khi đươc làm sạch sẽ được bóc gọt vỏ rồi đưa vào các quá trình chế
biến tiếp theo.
3.4.
-
Phương pháp thực hiện và thiết bị
Phương pháp sử dung tác nhân hơi nước
Phương pháp này thường áp dụng cho các nguyên liệu dạng củ. Nguyên liệu
được cho vào trong thùng chứa có khả năng chịu áp suất, quay với tốc độ 4-6
vòng/phút. Hơi nước bão hòa (áp suất 1500kPa) được thổi vào thùng trong một thời
gian xác định sẽ làm nhiệt độ của bề mặt ngun liệu (lớp vỏ) tăng nhanh cịn bên
trong thì tăng. Sau đó, áp suất sẽ được giảm nhanh làm cho hơi nước được hình thành
dưới lớp vỏ và làm vỏ được gọt ra. Tiếp đó, nước được phun vào ngun liệu để loại
hết các vết vỏ cịn sót lại trên nguyên liệu. Ưu điểm của phương pháp này là lượng
nước tiêu tốn ít, tổn thất thấp, bề mặt nguyên liệu ít bị tổn thương, năng suất cao (có
Page 15
thể đạt 4500kg/h) và việc thu gom, xử lý chất thải dễ dàng. Nhược điểm: vốn đầu tư
lớn cho thiết bị chịu áp và lị hơi, vấn đề an tồn lao động trong quá trình sản xuất.
Hình 3.1 Máy gọt gọt vỏ khoai tây
-
Phương pháp gọt vỏ bằng cơ giới
Phương pháp sử dụng dao
Phương pháp này thường được áp dụng cho các loại quả citrus vì vỏ quả mềm
và dễ gọt ra. Trong thiết bị này, dao cắt được gắn cố định, nguyên liệu sẽ chuyển động
kết hợp với tự xoay quanh nó và bị nén vào dao. Phương pháp này có ưu điểm là ít làm
tổn thương quả và tổn thất nguyên liệu.
Page 16
Hình 3.2 Máy gọt, gọt vỏ dứa
Phương pháp sử dụng lực ma sát
Nguyên liệu sẽ được đưa vào trục quay làm bằng carborundum hoặc đặt vào các
chén xoay (cũng được làm bằng carborundum). Bề mặt ma sát sẽ làm lớp vỏ gọt ra.
Sau đó, nguyên liệu sẽ được rửa lại bằng nước. Ưu điểm của phương pháp này là chi
phí đầu tư thiết bị và chi phí. năng lượng thấp, khơng có những biến đổi bất lợi do
nhiệt. Tuy nhiên, phương pháp này cũng có một số các hạn chế sau: tổn thất cao, quá
trình thu hồi chất thải khá phức tạp, năng suất tương đối thấp.
-
Phương pháp dùng hóa chất
Trong phương pháp này, nguyên liệu được nhúng vào trong dung dịch kiềm l-
2%(w/w) đã được gia nhiệt đến 100-120°C. Dưới tác dụng của kiềm trong điều kiện
nhiệt độ cao, lớp vỏ sẽ được làm mềm và được loại ra bằng việc phun nước vớí áp lực
cao. Nhược điểm của phương pháp này là làm sậm màu và sử dụng lượng nước nhiều,
thu hồi và xử lý vỏ khó. Hiện nay, có thể thay thế q trình phun nước áp lực cao bằng
hơi nước (tương tự như trong phương pháp dùng hơi nước). Ngồi ra, cũng có thể gọt
vỏ bằng cách dùng hóa chất kiềm kết hợp vứi dùng lực ma sát để gọt vỏ. Theo đó,
nguyên liệu được xử lý với dung dịch kiềm 10%(w/w), sau đó, nguyên liệu được gọt
vỏ bằng các đĩa cao su hoặc các trục. Phương pháp này giúp làm giảm lượng nước tiêu
thụ, hạn chế tổn thất và dễ thu hồi lượng vỏ thải ra.
-
Phương pháp nhiệt
Phương pháp này áp dụng cho các nguyên liệu có vỏ dễ cháy như củ hành, tỏi.
Băng tải mang nguyên liệu đi qua bề mặt được gia nhiệt đến 1000°C. Khi đó, lớp vỏ sẽ
bị cháy và được gọt ra bằng việc phun nước áp lực cao. Ưu điểm của phương pháp này
là tổn thất nguyên liệu thấp (khoảng 9%). Nhược điểm của phương pháp này là tiêu tốn
nhiều năng lượng.
3.5.
Các biến đổi của nguyên liệu
Page 17
Trong q trình thực hiện có thể làm tổn thương đến thành phần nguyên liệu bên
trong lớp vỏ gây nên sự tổn thất chất chiết và tạo điều kiện cho một số phản ứng hóa
học xảy ra.
3.6.
Xác định mối nguy và kiểm soát mối nguy
Bảng 3. Xác định mối nguy và kiểm sốt mối nguy ở cơng đoạn gọt vỏ
Page 18
T
T
1
Cơn
g
đoạ
n
Xác định
mối nguy
tiềm ẩn
2
3
Sinh
học
4
Vi
sinh
vật
từ
mơi
trườ
ng
bên
ngồ
i
Dư
hóa
chất
CIP
máy
3
Khả
năng
xảy ra
Nhỏ
Nhỏ
Diễn
giải lý
do khả
năng
xảy ra
5
Tốc độ
gọt vỏ
của máy
nhanh,
có nước
rửa sau
q
trình gọt
vỏ
Xả hóa
chất khi
CIP
khơng
sạch
Mức
độ
nghi
êm
trọn
g
6
Vừa
Vừa
Gọt
vỏ
Hóa
học
Dư
lượn
g
cịn
sót
Vừa
Trong
q
trình
ngâm
ngun
Page 19
liệu
trong dd Vừa
NaOH,
Biện
pháp
Diễn
Đán phịng
giải do
h
ngừa
mức độ giá
cần
nghiêm rủi
thiết
trọng
ro
đối với
mối
nguy có
ý nghĩa
7
Sau gọt
vỏ có
q
trình
rửa để
hỗ trợ
Hàm
lượng
hóa chất
dư phải
được
kiểm
sốt tốn
thời
gian và
tiền của.
Khơng
kiễm
sốt
được
lượng
NaOH
vào bên
trong
8
Mứ
c2
Mứ
c2
Mứ
c3
Có
ph
ải
là
CC
P
ha
y
kh
ơn
g?
(sơ
đồ
cây
)
9
10
Khống
chế
nhiệt độ
và thời
gian
khơ
ng
Tn
thủ
HDCV
CIP
máy
Kiểm
tra hóa
chất dư
sau CIP
Kh
ơng
Khống
chế
nồng độ
và hàm Kh
ơng
lượng
hóa chất
4. TẠO HÌNH
4.1.
Cơ sở khoa học
Tạo hình là một q trình sử dụng các tác động cơ lý để tạo cho sản phẩm có
hình dạng và khối lượng nhất định.
Trong quy trình sản xuất, một loại sản phẩm có thể có hình dạng, kích thước và
khối lượng khác nhau.
4.2.
u cầu
Tuy nhiên, kích thước, hình dạng và khối lượng của sản phẩm được xác định bởi
nhiều yếu tố khác nhau.
Dưới đây là một số yếu tố quan trọng:
-
-
Không được làm dập nát biến màu nguyên liệu khi cắt thái
-
Đạt được hình dáng kích thước, khối lượng theo yêu cầu.
-
Tận dụng được nguyên liệu, giảm tỷ lệ hao hụt khi cắt thái nguyên liệu.
Yêu cầu của người sử dụng: ngoài yêu cầu về dinh dựỡng và các tính chất cảm
quan như màu sắc; mùi vị, trạng thái...
-
u cầu về cơng nghệ: hình dạng và kích thước sản phẩm phải đảm bảo sao cho
việc thực hiện các quá trình tiếp theo sau khi tạo hình được dễ dàng.
-
Yêu cầu về thiết bị: hình dạng và kích thước của sản phẩm phải đảm bảo sao
cho q trình gia cơng tạo hình được thực hiện dễ dàng.
-
Yêu cầu trong quá trình bảo quản, vận chuyển và phân phối: khi thiết kế hình
dạng và kích thước sản phẩm cần phù hợp để quá trình vận chuyển và bảo quản
được dễ dàng và ổn định, cần quan tâm đến độ bền cơ học của sản phẩm.
4.3.
Mục đích cơng nghệ và phạm vi thực hiện
Tạo hình nhằm mục đích:
Đa dạng hóa sản phẩm được tạo ra.
Giúp rau quả tăng khả năng thẩm thấu.
Đồng thời làm giảm thể tích cho bao bì.
Page 20
Từ đó, q trình tạo hình có hai mục đích cơng nghệ chính là chuẩn bị và hồn
thiện.
Chuẩn bị: Mục đích của q trình tạo hình là tạo sản phẩm có kích thước
và hình dạng phù hợp, đảm bảo cho q trình chế biến được diễn ra một
cách thuận lợi.
Hồn thiện: một q trình gia cơng có mục đích hồn thiện khi nó làm
tăng giá trị hàng hóa của sản phẩm. Việc tạo hình cho sản phẩm làm tăng
giá trị của sản phẩm, đặc biệt là giá trị cảm quan và chất lượng sử dụng
của sản phẩm.
4.4.
Phương pháp tạo hình và thiết bị
Việc lựa chọn phương pháp và thiết bị tạo hình phụ thuộc vào tính chất của
ngun liệu, u cầu về hình dạng, kích thước của sản phẩm và khả năng về vốn đầu tư
sản xuất. Dưới đây sẽ trình bày một số phương pháp tạo hình phổ biến trong công nghệ
thực phẩm.
Phương pháp nén ép: trong phương pháp nén ép, dưới tác dụng của áp lực,
nguyên liệu sẽ được nén chặt lại, cổ thể nén thành hình dạng nhất định (với khn ép
có hình dạng phù hợp như khi ép khn tạo hình trong sản xuất đậu hũ) hoặc nén ép
thành tấm lớn rồi cắt định hình.
Phương pháp dập hình: trong phương pháp này các khn có hình dạng trước sẽ
được dập xuống, khối nguyên liệu tạo thành sản phẩm có hình dạng khác nhau. Sản
phẩm tạo hình điển hình theọ phương pháp này là tạo hình bánh bích quy trước khi
thực hiện q trình nướng.
Kẹo cũng có thể được tạo hình nhờ phương pháp dập hình. Theo đó, kẹo sau khi
quật (hoặc cán) sẽ được tạo thành dạng hình chóp. Đỉnh của hình chóp được máy vuốt
kẹo kéo ra tạo thành tấm có chiều rộng và chiều dày xác định, sau đó được máy dập
thành viên.
Page 21
Phương pháp rót khn: trong phương pháp này, thường ngun liệu có dạng
lỏng hoặc dạng paste, được rót vào khn có kích thước và hình dạng cho trước, sau đó
được hóa rắn rồi gọt khn. Ngồi phương pháp dập hình, kẹo cũngcóthể được tạo
hình bằng phương pháp rót khn. Theo đó, khối bán thành phẩm sẽ được rót vào các
khn có kích thước và hình dạng cho trước. Các khn này được gắn vào các băng
tải. Sau khi rót khn xong, băng tải sẽ đưa bán thành phẩm đến khu vực làm nguội,
dịchđường sẽ được kết tinh và sau đóđược gọt khụơn,khn sau đó lại được chuyển
đến khu vực rót. Phương pháp này có thể được sử dụng để rót khn cho các loại kẹo
có nhân dạng lỏng hoặc để phủ chocolate cho kẹo. Tùy theo loại kẹo mà khuôn có thể
được làm từ các loại vật liệu khác nhau.
Phương pháp cán cắt: theo phương pháp này, nguyên liệu thường được cán
thành tấm phẳng với chiều dày xác định, sau đó được cắt thành sợi.
4.5.
Các biến đổi của nguyên liệu
Trong quá trình tạo hình, chủ yếu là các tác dụng cơ lý lên nguyện liệu, do đó
các biến đổi trong q trình tạo hình thường khơng nhiều, chủ yếu là các biến đổi về
vật lý.
4.6.
Xác định mối nguy và kiểm soát mối nguy
Bảng 4. Xác định mối nguy và kiểm sốt mối nguy ở cơng đoạn tạo hình
Page 22
T
T
1
Cơn
g
đoạ
n
Xác định
mối nguy
tiềm ẩn
2
3
Tạo
hình
Hóa
học
Vật
lý
Diễn
giải lý
do khả
năng
xảy ra
4
Sinh
học
4
Khả
năng
xảy ra
Mức
độ
nghi
êm
trọn
g
6
5
khơng -
Dư
hóa
chất
CIP
máy
Nhỏ
-
Xả hóa
chất khi
CIP
khơng
sạch
Vừa
-
Khơng -
Biện
pháp
Diễn
Đán phịng
giải do
h
ngừa
mức độ giá
cần
nghiêm rủi
thiết
trọng
ro
đối với
mối
nguy có
ý nghĩa
7
_
Hàm
lượng
hóa chất
dư phải
được
kiểm
sốt tốn
thời
gian và
tiền của.
-
TÀI LIỆU THAM KHẢO
Page 23
8
-
Mứ
c2
-
9
Tn
thủ
HDCV
CIP
máy
Kiểm
tra hóa
chất dư
sau CIP
-
Có
ph
ải
là
CC
P
ha
y
kh
ơn
g?
(sơ
đồ
cây
)
10
-
Kh
ơng
-
[1] Lê Văn Việt Mẫn, Lại Quốc Đạt, Nguyễn Thị Hiền, Tôn Nữ Minh Nguyệt,
Trần Thị Thu Trà, Công nghệ chế biến thực phẩm, NXB ĐHQG Tp.HCM, 2010.
[2] Bài giảng Công nghệ chế biến rau quả, Trường Đại học Công Nghiệp Thực
Phẩm Thành phố Hồ Chí Minh.
Page 24