Giáo trình Công nghệ trải và cắt bán thành phẩm - Trường Cao đẳng Nghề An Giang
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (1.93 MB, 54 trang )
TUYÊN BỐ BẢN QUYỀN
Tài liệu này thuộc loại sách giáo trình nên các nguồn thơng tin có thể được phép
dùng nguyên bản hoặc trích dùng cho các mục đích về đào tạo và tham khảo
Mọi mục đích khác mang tính lệch lạc hoặc sử dụng với mục đích kinh doanh thiếu
lành mạnh sẽ bị nghiêm cấm.
LỜI GIỚI THIỆU
Hòa chung sự phát triển của các ngành khoa học kỹ thuật, ngành Công nghệ Dệt May - Thời trang cũng đang tiến những bước tiến dài và mạnh mẽ. Công nghệ
thông tin đã len lỏi vào trong các quá trình sản xuất từ những mặt hàng quần áo
thông thường đến những sản phẩm thời trang cao cấp. Nhờ Công nghệ thông tin,
việc tự động hóa sản xuất ngành may đạt hiệu quả kinh tế cao. Mặc dù vậy, so với
các ngành công nghiệp dịch vụ khác như cơ khí, xây dựng hay viễn thơng… thì
mức độ tin học hóa sản xuất của ngành may vẫn chưa cao. Phần lớn Công nghệ
thông tin được áp dụng ở khâu triển khai sản xuất như khâu thiết kế sản phẩm…
còn ở các khâu khác trong q trình sản xuất việc ứng dụng Cơng nghệ thơng tin
còn gặp nhiều trở ngại.
Nằm trong khối kiến thức về môn cơ sở môn học “công nghệ trải và cắt BTP”giúp
sinh viên ngành may nắm bắt những kiến thức cơ bản về Mô đun trải vải và cắt bán
thành phẩm là mô đun chuyên môn nghề trong danh mục các môn học, môđun đào
tạo tự chọn của nghề May thời trang.
Mô đun trải vải và cắt bán thành phẩm mang tính tích hợp giữa lý thuyết và thực
hành, là một phần trong q trình sản xuất may cơng nghiệp địi hỏi kiến thức
chun mơn vững vàng, vừa địi hỏi sự linh hoạt, sáng tạo, có thể vận dụng cụ thể
vào trong sản xuất ngành may sau khi ra trường.
Nội dung môn học “công nghệ trải và cắt BTP” như sau:
Bài 1: Trải vải
Bài 2: Cắt bán thành phẩm
1
Bài 3: Đánh số, phối kiện bán thành phẩm
Bài 4: Hạch toán bàn cắt
Bài 5: Điều hành quản lý quy trình cắt bán thành phẩm
Trong quá trình biên soạn tài liệu này chắc chắn sẽ không tránh khỏi những sai sót
khơng mong muốn, rất mong nhận được sự đóng góp ý kiến của đồng nghiệp, các
em sinh viên tài liệu này hoàn thiện trong lần chỉnh sửa sau.
Xin chân thành cảm ơn.
An giang, ngày
tháng
năm 2020
Người biên soạn
Trần Thị Hồng Nhị
2
MỤC LỤC
Lời giới thiệu……………………………………………………………….
1
Mục lục……………………………………………………………………..
3
Giáo trình mơ đun Cơng nghệ trải và cắt BTP……………………………..
5
BÀI 1: TRẢI VẢI
I.
Công đoạn trải vải
………………………………………………………………………………..6
II.
Công đoạn sang mẫu
………………………………………………………………...…………….13
BÀI 2: CẮT BÁN THÀNH PHẨM
I.
Công đoạn chuẩn bị cắt
……………………………………………………………….........................16
II.
Công đoạn cắt vải
……………………………………………………..........................................20
BÀI 3: ĐÁNH SỐ, PHỐI KIỆN BÁN THÀNH PHẨM
I.
Đánh số ……………………………………………………………...22
II.
Bóc tập và phối kiện bán thành phẩm……………………………….29
III.
Cơng đoạn ép dán …………………………………………………...31
BÀI 4: HẠCH TỐN BÀN CẮT
I.
Khái niệm …………………………………………………………..35
II.
Cách hạch toán bàn cắt ……………………………………………..36
3
BÀI 5: ĐIẦU HÀNH QUẢN LÝ QUY TRÌNH CẮT BÁN THÀNH PHẨM
I.
Quản lý quá trình cắt bán thành phẩm ……………………………...39
II.
Các tài liệu kỹ thuật phân xưởng cắt………………………………..39
III.
Thực hiện theo kế hoạch cắt…………………………………………51
IV.
Tổ chức quản lý trong phân xưởng cắt……………….……………..51
TÀI LIỆU THAM KHẢO…………………………………….……54
4
GIÁO TRÌNH MƠ ĐUN CƠNG NGHỆ TRẢI VẢI VÀ CẮT BÁN THÀNH
PHẨM
Tên mơ đun: CƠNG NGHỆ TRẢI VẢI VÀ CẮT BÁN THÀNH PHẨM
Mã mơ đun: MĐ 21
I. VỊ TRÍ, TÍNH CHẤT CỦA MƠ ĐUN:
1. Vị trí:
Mơ đun trải vải và cắt bán thành phẩm là mô đun chuyên môn nghề trong
danh mục các môn học, môđun đào tạo tự chọn của nghề May thời trang.
2.Tính chất:
Mơ đun trải vải và cắt bán thành phẩm mang tính tích hợp giữa lý thuyết và
thực hành, là một phần trong quá trình sản xuất may cơng nghiệp địi hỏi kiến thức
chun mơn vững vàng, vừa đòi hỏi sự linh hoạt, sáng tạo.
II. MỤC TIÊU MƠ ĐUN:
1.
Về kiến thức:
Trình bày được các phương pháp trải vải, sang dấu trên sơ đồ.
Trình bày được các phương pháp cắt vải.
Trình bày được các phương pháp đánh số trong ngành may.
2.
Về kỹ năng:
Trải vải đúng nguyên tắc, đảm bảo yêu cầu kỹ thuật.
Thực hiện cắt bán thành phẩm đảm bảo yêu cầu kỹ thuật và an toàn lao
động.
Thực hiện việc bóc tập, đánh số đúng quy định, đảm bảo yêu cầu kỹ thuật.
3.
Về năng lực tự chủ và trách nhiệm: Rèn luyện tính cẩn thận, chính xác và
sắp xếp các công việc trong bộ phận cắt một cách hiệu quả và khoa học.
5
BÀI 1 : TRẢI VẢI
Giới thiệu:
Nguyên liệu trong ngành may bao gồm các sản phẩm của ngành kéo sợi và ngành
dệt như: chỉ vải, vải lót, vải dựng... Ngồi ra, còn là sản phẩm của các ngành phụ
thuộc khác như móc, dây kéo, thun...Nắm được tính chất ngun liệu, chúng ta sẽ
sử dụng chúng có hiệu quả kinh tế cao hơn trong sản xuất, sẽ bảo quản vật liệu tốt
hơn, tránh được lỗi do chất lượng của nguyên phụ liệu khơng đảm bảo Ngun
phụ liệu may có những tính chất chung, đồng thời cũng có những tính chất
riêng.
Mục tiêu:
Trình bày được các phương pháp trải vải.
Trải vải đảm bảo quy cách và yêu cầu kỹ thuật, tiết kiệm nguyên liệu
Nội dung chính:
I. CƠNG ĐOẠN TRẢI VẢI:
1. Khái niệm:
Trải vải là cách đặt chồng lên nhau nhiều lớp vải tương đương nhau về khổ cũng
như chiều dài trên bàn cắt để sang sơ đồ trên bàn vải. Sau đó, cắt theo sơ đồ đã
giác nhằm mục đích: khi cắt một chi tiết sản phẩm, ta được cùng một lúc số lượng
chi tiết bằng số lớp của bàn vải.
2. Công đoạn chuẩn bị trải vải:
− Chuẩn bị các chi tiết rập cứng.
− Tỉ lệ cỡ vóc trong bàn trải phải phù hợp với đơn đặt hàng.
− Kiểm tra sơ đồ đã giác đã có đủ số lượng trong 1 sản phẩm hay chưa.
− Các cuộn vải có chiều dài khác nhau thì cần phải có phương án trải khác
nhau.
− Trước khi trải, vải phải được ổn định sức căng ở trạng thái tự do.
6
3. Cách xác định chủng loại vải, khổ vải, mặt vải:
a. Xác định chủng loại vải:
ě Vải là sản phẩm của ngành dệt và là nguyên liệu của ngành may. Vải được
làm ra từ xơ, sợi theo nhiều cách khác nhau bằng phương pháp dệt hay liên kết kỹ
thuật.
ě Mục đích của việc xác định chủng loại vải là để thuận tiện cho việc sử dụng
vải trong các lĩnh vực khác nhau. Người ta phân chủng loại vải như sau:
+ Theo thành phần xơ, sợi:
• Vải đồng nhất: được dệt từ một loại xơ hay sợi duy nhất. Ví dụ: vải bơng,
vải lanh, lụa…
• Vải khơng đồng nhất: được dệt từ hai hệ sợi ngang và dọc được sử dụng từ
những loại xơ hay sợi khác nhau. Tuy nhiên mỗi hệ sợi là một loại sợi đồng nhất
với nhau. Ví dụ: một hệ là sợi bơng cịn hệ kia là sợi len, sợi tơ tằm hay sợi hố
học.
• Vải pha: phổ biến là sợi pha. Ví dụ: vải katê là loại vải có sợi bơng pha
polyester, sợi len pha visco.
+ Theo cơng dụng của vải:
• Vải dân dụng: vải dùng cho may mặc, dùng cho sinh hoạt (khăn bàn, tấm
trải giường, mền…)
• Vải cơng nghiệp: là loại vải phục vụ trong sản xuất như vải lót da nhân tạo,
vải
bạt,
vải bao bì…
+ Theo phương pháp sản xuất:
Có nhiều loại và được phân chia thành các dạng như vải mộc, vải xù lơng,
vải trơn nhẫn, vải nhiều màu, vải nhiều lớp…
• Vải mộc: là vải lấy trực tiếp từ máy dệt, chưa qua khâu hoàn tất. Loại vải
này
cứng,
7
thấm nước kém, mặt vải khơng đẹp, có nhiều tạp chất. Vải thường được dùng trong
các ngành cơng nghiệp khác.
• Vải xù lơng: trên đầu sợi có các sợi nổi lên do vòng sợi tạo nên. Ta thường
gặp ở các dạng khăn lơng, vải nhung.
• Vải trơn nhẫn: là loại vải khác với vải xù lông, trên mặt vải không có các xơ
che phủ các đường dệt, mặt vải trơn nhẫn.
• Vải nhiều màu: vải sọc, sarơ.
b. Xác định khổ vải:
ě Khổ vải là chiều rộng tấm vải. Nó được xác định là đường vng góc với
biên vải và được đo từ mép biên này sang mép bên kia của cây vải. Khổ vải phải
được kiểm tra ít nhất 3 lần/ 1 cây, tại 3 vị trí đầu cây, giữa cây và cuối cây ở tất cả
các cuộn.
ě Tuỳ theo cách sử dụng mà ta có các khổ vải qui định khác nhau sao cho
dùng để cắt bán thành phẩm sẽ tiết kiệm được nhiều vải nhất. Người ta thường chia
2 loại khổ vải sau:
+ Loại khổ hẹp: thường có chiều rộng từ 70, 75, 80, 90 cm.
+ Loại khổ rộng: thường có chiều rộng từ 1.2m, 1.4m, 1.6m, 1.8m, ….
c. Xác định mặt vải:
8
Tuỳ thuộc vào kiểu dệt, cách hồn tất, in bơng,…. Mặt phải thường rõ ràng,
màu
sắc
đậm hơn, chất lượng mặt vải đẹp hơn, ít bị lỗi, lỗ kim ở biên láng nhất. Vải có hoa
văn thì mặt phải thể hiện rõ hoa văn. Đối với các loại vải quần tây, vải kaki thì khi
ta nhìn vào mặt phải thể hiện rõ dấu sắc.
4. Các phương pháp và công nghệ trải vải:
a. Phương pháp trải vải: tuỳ theo tính chất của các loại vải: vải có 2 mặt giống
nhau, vải có mặt phải - mặt trái, vải một chiều…ta áp dụng những phương pháp
trải vải sau:
ě Phương pháp trải vải zigzac: (trải vải liên tục)
Trong cách trải vải này, các lớp vải được đặt 2 mặt phải úp vào nhau,
+
2 mặt trái úp vào nhau từng đôi một không cắt đầu bàn. Chiều của mỗi lớp vải
ngược nhau.
+
Ưu điểm: thích hợp với loại vải uni, vải hoa văn tự do; tận dụng được
cơng suất trải.
+
Nhược điểm: khơng thích hợp với loại vải nhung, hoa văn 1 chiều,
hao phí đầu bàn nhiều, dễ gây nhầm lẫn mặt vải khi đánh số và may.
ě Phương pháp trải vải cắt đầu bàn có chiều: (trải vải gián đoạn, trải vải một
chiều)
+
Các lớp vải được đặt mặt phải và mặt trái úp vào nhau, các lớp vải đi
cùng chiều. Lớp vải trải xong sẽ được cắt đầu bàn, công nhân đi về điểm xuất phát.
Một lượt đi về của công nhân là không tải.
9
+
Ưu điểm: thích hợp với tất cả các loại vải uni, vải hoa văn tự do, đặt
biệt thích hợp với các loại vải nhung, vải có hoa văn 1 chiều, giảm hao phí đầu
bàn, ít nhầm lẫn mặt vải khi đánh số và may.
+
Nhược điểm: công suất trải vải thấp, thời gian trải một bàn trải lâu.
ě Phương pháp trải vải cắt đầu bàn không chiều: (trải vải 2 chiều)
+
Là kiểu trải vải tương tự như kiểu zigzac nhưng mỗi lớp vải đều có
cắt đầu bàn.
+
Ưu và nhược điểm: kết hợp ưu và nhược điểm của 2 phương pháp
trên.
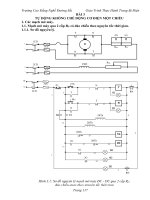
b. Thiết bị và dụng cụ trải vải:
ě Bàn trải: rộng dài tuỳ thuộc vào sơ đồ sản phẩm và điều kiện của doanh
ngiệp.
Thơng thường thì bàn dài tối thiểu 6m, tối đa 16m; rộng từ 1 – 2m. Mặt bàn phải
phẳng, trơn láng.
ě Thước dài bằng gỗ, trơn láng để gạt phẳng lớp vải.
ě Máy cắt dầu bàn, dao hoặc kéo: cắt đầu lớp vải.
ě Kẹp sắt, kim ghim và các vật nặng để chận các lá vải.
ě Giá đỡ trục cây vải.
ě Máy trải vải tự động.
10
Máy cắt đầu bàn
Máy trải vải tự động kiểu liên kết
khối
c. Công nghệ trải vải:
ě Kiểm tra chiều dài bàn vải:
+
Chiều bài bàn vải là chiều dài đúng theo sơ đồ cộng thêm hao phí 2
đầu bàn (khoảng 2cm).
+
Trải sơ đồ cho phẳng lên mặt bàn, mép sơ đồ song song với mép bàn
cắt, dùng viết chì hoặc viết lơng lấy dấu chính xác chiều dài lên mặt bàn.
+
Sau đó cuộn sơ đồ lại và trải một lớp giấy lót bên dưới bàn vải để
thuận lợi cho quá trình cắt bán thành phẩm sau này.
− Trải vải:
+ Cắt bỏ phần xấu ở đầu cây vải thẳng theo canh sợi ngang, đảm bảo độ
vuông cạnh thẳng sợi ở đầu cây.
+ Hai người đứng ở hai bên của bàn vải, tay nắm mép biên và cùng lúc dẫn
vải sang phía đầu bàn vải bên kia , đặt chính xác dấu gạch đầu bàn, dùng vật nặng
chặn giữ đầu cây vải. Trong lúc quay trở lại, một người sẽ đi biên chính, người còn
lại dùng cây gạt theo chiều dọc vải cho phẳng toàn bộ mặt vải.
+ Khi trở về đến đầu bàn, dùng kéo, dao hoặc máy cắt đầu bàn , cắt chính xác
theo
gờ
cắt.
11
Sau đó, nắm đầu cây vải dẫn tiếp lớp thứ hai, thao tác lập lại đúng như lớp thứ
nhất.
+ Trong quá trình trải, đồng thời kiểm tra chất lượng nguyên liệu, nếu phát
hiện lỗi thì dùng phấn đánh dấu vị trí có lỗi để dễ thay thân sau này. Nếu vải có lỗi
nặng, thì cắt bỏ đoạn đó hoặc báo với lãnh đạo xí nghiệp để có hướng giải quyết cụ
thể.
+ Chiều cao bàn vải (số lớp) phụ thuộc vào chất liệu vải và do phòng kỹ thuật
quy định.
- Yêu cầu kỹ thuật của bàn vải:
+ Bàn vải phải êm phẳng, khơng cong vênh.
+ Chiều dài bàn vải phải chính xác theo chiều dài sơ đồ và cộng hao phí 2 đầu
bàn.
+ Số lớp trên bàn vải phải đầy đủ theo yêu cầu của tài liệu cắt.
Công nghệ trải vải
12
II. CÔNG ĐOẠN SANG MẪU:
1. Sang lại sơ đồ trên bàn vải:
Có nhiều cách sang lại sơ đồ lên bàn vải, nhưng có 3 phương pháp được sử
dụng ở nước ta hiện nay:
a. Phương pháp xoa phấn:
− Sử dụng sơ đồ 1:1
− Sơ đồ sau khi giác xong đem đi đục lỗ.
− Đặt sơ đồ lên bàn vải, chặn giữ để sơ đồ không bị xô lệch.
− Xoa phấn lên sơ đồ đã đục lỗ. Sau đó, lấy sơ đồ ra , trên bàn vải hiện lên sơ
đồ được vẽ bằng bụi phấn.
− Lưu ý:
+ Khi lấy sơ đồ ra, ta gấp đơi hai đầu sơ đồ, mặt có phấn ở trong rồi mới
cuộn sơ đồ lại, để mặt phải sơ đồ không bị dơ khi sang dấu bàn vải khác.
+ Một sơ đồ chỉ nên sử dụng không quá 50 bàn vải. Nếu nhiều hơn, sơ đồ sẽ
bị nhàu nát, co lại khơng cịn chính xác nữa.
b. Phương pháp cắt sơ đồ cùng bàn vải:
− Sử dụng sơ đồ tỉ lệ 1:1
− Đặt sơ đồ đã giác đạt yêu cầu, không đục lỗ lên bàn vải. Dùng kẹp, kẹp thật
chắc
và cắt cùng bàn vải.
− Phương pháp này tốn nhiều thời gian sang lại sơ đồ nhưng cắt chính xác và
dễ kiểm tra trường hợp sai hỏng do người giác sơ đồ hay do người cắt.
c. Phương pháp vẽ lại mẫu trên sơ đồ:
− Sử dụng sơ đồ tỉ lệ 1:5
13
− Nhìn theo sơ đồ đã giác (sơ đồ mini), ta giác lại mẫu trên sơ đồ rồi vẽ lại sơ
đồ
lên bàn vải bằng phấn ăn màu thật mảnh.
− Phương pháp này tốn thời gian nhưng nét vẽ mảnh, độ chính xác cao (phải
cắt nát đường phấn để tránh dơ).
Sơ đồ đã giác dạng mini
2. Kẹp bàn vải:
− Dùng kẹp sắt, kẹp chắc các đầu vải ở các mép nhằm chống xơ lệch vải trong
q trình cắt và vận chuyển, không ảnh hưởng đến chi tiết của bản giác.
− Để có thể kiểm tra chi tiết bề mặt vải trước khi cắt, ta chọn phương pháp trải
mặt phải lên trên mặt trái xuống dưới.
− Khi trải xong để bản giác lên trên cùng.
14
15
BÀI 2: CẮT BÁN THÀNH PHẨM
Giới thiệu:
Sau đó vải được cắt bằng máy cắt phù hợp. Những máy này có thể là máy cắt theo
đường với phương thức hoạt động tương tự máy cưa; phần cắt có lưỡi dao quay;
máy có lưỡi nghịch đảo cưa lên và xuống; khn chết tương tự máy ép dập; hoặc
các loại vi tính hóa sử dụng lưỡi cưa hoặc tia laser để cắt vải theo hình dạng mong
muốn.
Mục tiêu:
Trình bày được các phương pháp cắt bán thành phẩm.
Cắt bán thành phẩm đảm bảo thông số kích thước và yêu cầu kỹ thuật.
Đảm bảo an tồn cho người và thiết bị.
Nội dung chính:
I. CƠNG ĐOẠN CHUẨN BỊ CẮT VẢI:
1. Thiết bị cắt: gồm các loại thiết bị
− Máy cắt đẩy tay: Gồm hai loại một là máy cắt dao đĩa và hai là máy cắt dao
thẳng. Dùng để phá chi tiết lớn.
− Máy cắt vòng: (Máy cắt cố định) dùng để cắt gọt những chi tiết nhỏ và chính
xác.
− Máy cắt tự động: Máy cắt bằng tia (laser hay nước) thực hiện quá trình cắt
bằng cách lập trình trên máy tính.
− Kẹp sắt.
− Găng tay sắt ( thiết bị bảo hộ bắt buộc ).
2. Yêu cầu của q trình cắt:
− Bám sát quy trình cơng nghệ sản xuất.
16
− Khâu kiểm tra chất lượng sản phẩm được tiến hành sau mỗi bước công việc
bằng cách tự kiểm tra và chuẩn bị kĩ thuật.
− Bán thành phẩm phải được cắt đúng mẫu, đường cắt trơn đều không răng
cưa, các chi tiết phải đối xứng nhau (nếu có) phải đối nhau khơng cùng chiều.
− Kiểm tra kích thước sơ đồ và bàn trải vải.
− Kiểm tra sơ đồ, khổ vải, số lượng chi tiết.
− Kiểm tra độ đều và sức căng của vải, độ phẳng của bàn trải vải.
− Kiểm tra độ nghiêng của mép xếp bằng.
Máy cắt tay dao đĩa
Máy cắt tay dao thẳng
17
Máy cắt vịng có lỗ phun khí
Máy cắt tự động
18
Găng tay sắt
3. An tồn lao động trong q trình cắt:
− Trước khi cắt phải kiểm tra phích điện, ổ cắm, dây dẫn điện vào máy xem
đầu dây có bị hỏng không.
− Không được tự động sửa chữa các bộ phận liên quan đến điện trong máy khi
máy bị rò điện.
− Trong khi cắt phải luôn để dây điện của máy cao hơn phần lưỡi dao, khơng
để dây điện lịng thịng trước máy.
− Trong q trình cắt phải ln mang găng tay sắt.
− Khi tắt máy phải hạ chân vịt, dao máy dừng hẳn thì mới bng máy.
− Hết ca làm việc, phải rút điện, để đúng nơi quy định.
19
II. CÔNG ĐOẠN CẮT VẢI:
1. Các phương pháp cắt vải:
a. Cắt phá:
- Sử dụng máy cắt tay, dùng để chia bàn vải ra nhiều nhóm chi tiết nhỏ. Có
như thế khi cần cắt các chi tiết bằng máy cắt tay hay máy cắt vòng mới dễ lách
máy và đảm bảo được độ chính xác của bàn cắt.
b. Cắt thơ:
- Sử dụng máy cắt tay, cắt các chi tiết lớn hoặc từng mảng chi tiết nhỏ rồi
chuyển những chi tiết này sang máy cắt vòng.
c. Cắt tinh (cắt gọt):
- Sử dụng máy cắt vịng. Thường dùng để cắt lại cho chính xác các chi tiết đã
cắt
thô
rồi.
Các chi tiết cắt loại này thường là các chi tiết nhỏ: cổ, cầu vai, đô, trụ tay,…
- Một số bàn của máy cắt vịng có lỗ phun khí để giảm ma sát giữa vải và mặt
bàn.
2. Buộc bán thành phẩm:
- Sau khi đã cắt xong, người công nhân cắt sẽ buộc riêng biệt tất cả các chi tiết
của một sản phẩm lại, để chuyển sang các cơng đoạn tiếp theo.
- Mục đích buộc bán thành phẩm: để phân biệt tất cả các cỡ vóc có trên 1 bàn
cắt và tránh nhầm lẫn khi đem đi đánh số.
➢ Tiến trình cắt tại một cơng ty may:
Sử dụng sơ đồ sao giấy tỉ lệ 1:1.
• Bước 1: Áp mẫu giấy giác sơ đồ lên bàn vải, trải phẳng cân đối sơ đồ lên lớp
vải trên cùng.
• Bước 2: Dùng kẹp sắt, kẹp định vị mẫu giấy và bàn trải vải tại các đường
biên không làm ảnh hưởng đến kích thước và hình dáng của các chi tiết.
20
• Bước 3: Quan sát bàn vải để lựa chọn những vị trí có thể đưa dao cắt, cắt
phá sơ đồ ra nhiều nhóm nhỏ.
• Bước 4: Tiến hành dùng máy cắt tay cắt các chi tiết lớn ( cắt thô ). Khi cắt,
ta cắt liên tục không được ngừng dao để tránh tạo răng cưa hoặc lẹm hụt chi tiết.
Khi cắt, cần cắt lần lượt hết cạnh này sang cạnh khác chứ khơng cắt nhiều chi tiết
cùng 1 lúc.
• Bước 5: Sau khi đã cắt thơ tồn bộ các chi tiết lớn theo yêu cầu kỹ thuật,
người ta dùng kẹp sắt kẹp chặt nhóm chi tiết cịn lại để chúng không bị xô lệch các
lớp vải trước khi đem cắt chính xác.
• Bước 6: Các chi tiết nếu cần cắt tinh 1 cách chính xác thì phải chuẩn bị rập
thiếc (rập cứng) và chuyển các chi tiết sang máy cắt vòng.
Lưu ý:
- Các chi tiết sau khi đã sử dụng máy cắt và cắt theo đúng yêu cầu kỹ thuật, cần
phải kiểm tra lại về TSKT, về hình dáng,… trước khi chuyển chúng sang bộ phận
khác.
- Với những mã hàng có yêu cầu bấm dấu hoặc khoan dấu ngay trên bàn vải, cần
có biện pháp kiểm tra kỹ về những điểm bấm dấu, khoan dấu trước khi chuyển
sang cho các bộ phận sau.
Máy khoan dấu
21
BÀI 3: ĐÁNH SỐ, PHỐI KIỆN BÁN THÀNH PHẨM
Giới thiệu:
Tránh hiện tượngloang màu và nhầm lẫn các lớp vải với nhau. Đồng thời
kiểm tra lại số lớp vải đã trải, tiện lợi cho khâu rải chuyền và kiểm tra số sản phẩm
trên chuyền
Mục tiêu:
Biết phương pháp đánh số và phối kiện bán thành phẩm.
Đánh số đúng phương pháp đúng vị trí đảm bảo vệ sinh cơng nghiệp.
Phối kiện bán thành phẩm đúng chủng loại, màu sắc, kích cỡ.
Nội dung chính:
I. ĐÁNH SỐ:
1. Khái niệm: là dùng các dụng cụ cần thiết đánh số lên vị trí quy định (phần
đường may) của chi tiết
2. Mục đích:
➢ Tránh hiện tượng loang màu và nhầm lẫn các lớp vải với nhau.
➢ Kiểm tra được số lớp vải đã trải trên một bàn vải.
➢ Dễ dàng cho khâu bóc tập: Khi muốn bóc tập 1 nhóm chi tiết, ta khơng cần
đếm số chi tiết cần lấy ra mà chỉ cần lật đến lá vải cần thiết là đã lấy ra được
số lớp vải mong muốn.
➢ Tiện lợi cho việc điều động rải chuyền và kiểm tra số bán thành phẩm trên
chuyền.
➢ Dễ dàng phân biệt bề mặt vải trong quá trình may.
Vì vậy, nhờ có q trình đánh số ở trên mà người cơng nhân giao hàng dễ dàng
bóc tập và phối kiện phát cho phân xưởng may và từ đó người tổ trưởng hay quản
đốc phân xưởng may có thể biết trong ca sản xuất đã sản xuất ra bao nhiêu sản
phẩm.
22
Căn cứ vào văn bản đã có thì người cơng nhân may sẽ biết được mặt có đánh số
là phải hay trái để q trình lắp ráp sản phẩm khơng bị nhầm lẫn.
3. Các phương pháp đánh số:
_ Dùng decal phản màu vải: là loại băng keo giấy phía trên bề mặt có số thứ tự
cần thiết, bề trái có dán 1 lớp keo mỏng, khi cần có thể gỡ số.
_ Dùng các loại bút: chì, sáp,…phản màu với màu vải.
+ Ưu điểm: Tiện lợi, nhanh, rẻ tiền, dễ sử dụng.
+ Nhược điểm: Dễ bị nhầm số, nhảy số, số bị loang ra ngồi chi tiết sẽ
khơng
giặt được.
_ Dùng phấn đánh số: (phấn bay) phương pháp này đảm bảo vệ sinh công
nghiệp, nhưng dễ bị nhầm số và nhảy số.
_ Dùng máy đánh số:
+ Máy dán số:
• Ưu điểm: chữ số rõ ràng, chính xác, nhanh, dễ sử dụng, rất tiện lợi.
• Nhược điểm: Phương pháp này khá tốn kém, khó xử lý nếu keo dính q
chặt
vào vải.
+ Máy đánh số tới:
• Ưu điểm: chính xác, dễ thực hiện, khơng nhầm số, khơng nhảy số.
• Nhược điểm: sản phẩm dễ bị dơ, khó xử lý tẩy khi muốn hủy số.
23
Máy dán số
Máy đính số tới
Tất cả các phương pháp trên đều được sử dụng rộng rãi trong các xí nghiệp
may tùy theo yêu cầu, đặc điểm của mã hàng và điều kiện thực có của xí nghiệp.
4. Ngun tắc đánh số:
_ Tùy theo loại nguyên liệu mà quy định rõ việc đánh số được thực hiện trên
bề trái hay bề phải của chi tiết.
_ Cần đánh số trong diện tích đường may của chi tiết, chiều cao của số không
được vượt quá 2/3 độ rộng đường may, đảm bảo sau khi may xong thì khuất số.
_ Đánh số phải quan sát lá giấy trên mặt để phát hiện số bàn, cỡ vóc có đúng
với phiếu hạch tốn bàn cắt hay không.
_ Đánh số theo thứ tự từ 1 cho đến hết từng màu một.
_ Cần có bản vẽ quy định vị trí đánh số và vị trí ép mex.
24
CƠNG TY CP MAY TÂY ĐƠ
BẢNG HDĐS số:
XÍ NGHIỆP MAY 1
Tổ: 6
BẢNG HƯỚNG DẪN ĐÁNH SỐ VÀ CUNG CẤP BÁN THÀNH PHẨM
K/hàng: FOB – TD
MÃ HÀNG: AH – TD
SỐ LƯỢNG: 991 sp
11
CARO
Giao hàng ngày :
S
VẢI CHÍNH
BÀN
CẮT
5+6+7+8+11+12
#1
5+6+7+8+11+12
#1
1
2
3
4
Bàn
may
Vóc
Số
Số thứ tự
lượng
CT
1
39/40
128
1
-->
128
2
39/40
128
129
-->
256
3
41/42
128
257
-->
384
4
41/42
128
385
-->
512
5
39/40
8
513
-->
520
6
39/40
8
521
-->
528
7
41/42
8
529
-->
536
8
41/42
8
537
-->
544
9
37/38
129
545
-->
673
10
37/38
129
674
-->
802
11
37/38
8
803
-->
810
12
37/38
8
811
-->
818
5+6+7+8+11+12+1
5
13
41/42
8
819
-->
826
5+6+7+8+11+12+1
6
14
39/40
8
827
-->
834
TT
TS
TAY
ĐƠ
PHỐI KEO
NGÀY
GIAO
25