Hệ thống điều khiển CNC potx
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (260.31 KB, 10 trang )
HỆ THỐNG ĐIỀU KHIỂN CNC
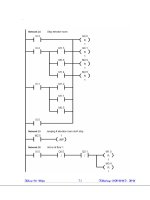
1. Kiến trúc của máy công cụ CNC và lưu đồ vận hành gia
công:
Hình 1. Kiến trúc của máy công cụ CNC và lưu đồ vận hành gia công
2. Các thành phần trong hệ thống truyền động máy CNC
Các hệ thống biến đổi các lệnh từ NC thành các chuyển động máy
được chỉ ra trong hình 2. Hình 2.a mô tả cơ cấu điều khiển động cơ
servo và bộ truyền động. Động cơ servo, bắt nguồn từ “servue” của
tiếng Latin, là thiết bị thực hiện chính xác yêu cầu đã cho. Các lệnh
từ NC làm quay động cơ servo, động cơ servo quay được truyền đến
vít me bi thông qua khớp nối, vít me bi quay tạo thành chuyển động
tịnh tiến của đai ốc, và cuối cùng bàn máy và phôi cùng chuyển động
tịnh tiến. Nói tóm lại, cơ cấu điều khiển động cơ servo điều khiển vận
tốc và moment xoắn của bàn máy thông qua thiết bị điều khiển động
cơ servo của mỗi trục dựa trên các lệnh điều khiển từ NC.
Hình 2. Cơ cấu điều khiển của máy công cụ
Hình 2.b miêu tả đơn vị trục chính bao gồm trục động cơ và bộ phần
truyền động.
Động cơ quay truyền qua trục chính đến trục chính thông qua dây
đai và tỉ số vận tốc phụ thuộc vào tỉ lệ kích cở của 2 puly. Gần đây,
các động cơ cảm ứng được sử dụng như động cơ trục chính của các
máy công cụ bởi vì động cơ cảm ứng tốt hơn động cơ DC về mặt kích
cở, khối lượng, quán tính, hiệu suất, tốc độ, và việc bảo trì.
3. Các vòng điều khiển CNC
Vị trí và vận tốc được dò từ 1 cảm biến được phản hồi về 1 mạch
điện điều khiển, động cơ servo sử dụng trong máy CNC điều khiển
liên tục để cực tiểu hóa sai số vận tốc và sai số vị trí (hình 3). Hệ
thống điều khiển phản hồi bao gồm 3 vòng điều khiển độc lập cho
mỗi trục của máy công cụ, vòng điều khiển phía ngoài cùng là vòng
điều khiển vị trí, vòng điều khiển ở giữa là điều khiển tốc độ, vòng
điều khiển trong cùng là vòng điều khiển hiện hành. Nói chung, vòng
điều khiển vị trí được đặt trong NC và các vòng điều khiển khác thì
đặc trong thiết bị điều khiển động cơ servo. Tuy nhiên, không có tiêu
chuẩn tuyệt đối về vị trí các vòng điều khiển và các vị trí có thể khác
nhau dựa trên ý định của người thiết kế.
Hình 3. 3 loại vòng điều khiển trong máy CNC
Trong hệ thống trục quay của máy công cụ, điều khiển phản hồi
của tốc độ được áp dụng để duy trì tốc độ quay ổn định.
Bộ dò được gắn trên trục của động cơ servo hoặc phần chuyển
động và hệ thống điều khiển được phân thành 4 loại theo vị trí mà bộ
dò được gắn.
3.1. Vòng điều khiển nửa kín
Vòng điều khiển nửa kín là cơ cấu điều khiển phổ biến và có cấu
trúc như trong hình 4.a. Trong loại này, vị trí bộ dò được gắn trên trục
của động cơ servo và dò theo góc quay. Độ chính xác vị trí của trục bị
ảnh hưởng lớn đến sự chính xác của trục ví me bi. Vì lý do này, các
vít me bi với độ chính xác cao được phát triển và được sử dụng rộng
rãi. Dựa vào độ chính xác của vít me bi, vấn đề với độ chính xác được
khắc phục thông qua thực tiển sản xuất.
Nếu cần thiết, bù về sai số ăn khớp và bù về sai số khe hở có thể
được sử dụng trong NC để mà tăng độ chính xác vị trí. Phương pháp
bù sai số ăn khớp hiệu chỉnh hệ thống điều khiển động cơ servo để
mà loại bỏ sự tích lũy về sai số vị trí. Phương pháp bù khe hở, bất cứ
khi nào hướng di chuyển bị thay đổi, các xung thêm vào tương ứng
lượng khe hở được gởi tới hệ thống điều khiển động cơ servo.
Hình 4. Phân loại cơ cấu điều khiển theo phương pháp dò dữ liệu vị trí
3.2. Vòng điều khiển kín
Việc thực thi vòng nửa kín phụ thuộc vào độ chính xác của vít me
bi và có thể tăng độ chính xác vị trí thông qua bù ăn khớp và bù khe
hở. Tuy nhiên, nói chung, lượng khe hở có thể bị thay đổi theo khối
lượng của phôi và vị trí và sai số ăn khớp tích lũy của vít me bi thay
đổi theo nhiệt độ. Ngoài ra, bởi vì chiều dài của vít me bị giới hạn cho
nhiều lý do thực tế, 1 cái giá và 1 hệ thống điều khiển bánh răng
được sử dụng máy công cụ dạng lớn. Tuy nhiên, độ chính xác của giá
thì bị giới hạn. Trong trường hợp này, vòng điều khiển kín được chỉ ra
trong hình 4.b thì được áp dụng. Trong vòng điều khiển kín, vị trí máy
dò được gắn trên bàn máy và sai số vị trí thật sự được phản hồi về hệ
thống điều khiển. Vòng điều khiển kín và nửa kín thì giống nhau
ngoại trừ vị trí của đầu dò, và độ chính xác vị trí của vòng kín thì rất
cao. Tuy nhiên, tần số cộng hưởng của thân máy, sự tiến gián đoạn,
sự mất chuyển động có ảnh hưởng đến đặc tính động cơ servo bởi vì
thân máy bao gồm vòng điều khiển vị trí.
Sự khác biệt giữa vị trí điều khiển và vị trí dò tìm xuất hiện và
động cơ servo quay với vận tốc tương ứng để giảm sai số xuống. Việc
giảm tốc độ liên quan đến độ lợi của vòng điều khiển vị trí. Độ lợi là
yếu tố quan trọng để xác định đặc tính của hệ thống động cơ servo.
Nói chung, khi độ lợi tăng, tốc độ đáp ứng và độ chính xác động tăng.
Tuy nhiên, độ lợi cao làm cho hệ thống servo mất ổn định. Trong vòng
điều khiển kín, nếu tần số cộng hưởng của hệ thống điều khiển máy
không đủ lớn hơn độ lợi, hệ thống vòng điều khiển trở nên mất ổn
định. Vì vậy, cần thiết để tăng tần số cộng hưởng của hệ thống điều
khiển máy, và vì điều này, cần thiết để tăng độ cứng vững của máy,
giảm hệ số ma sát bề mặt, và loại bỏ nguyên nhân làm mất chuyển
động.
3.3. Vòng điều khiển hổn hợp
Trong vòng điều khiển kín, cần thiết để giảm độ lợi xuống thấp khi
gặp khó khăn để tăng độ cứng vững cân xứng đến trọng lượng của
đối tượng chuyển động hoặc giảm sự mất chuyển động trong trường
hợp máy nặng. Nếu độ lợi quá thấp, mặc dù sự thực thi trở nên kém
đi đặc biệt đối với thời gian đạt vị trí và độ chính xác. Trong trường
hợp này, vòng điều khiển hổn hợp được chỉ ra trong hình 4.c được sử
dụng.
Trong điều khiển hổn hợp, có hai loại vòng điều khiển: vòng điều
khiển nửa kín và vòng điều khiển kín. Điều khiển nửa kín khi vị trí
được dò từ trục của động cơ, và điều khiển vòng kín, dựa trên tỉ lệ
tuyến tính. Trong vòng điều khiển nửa kín, có thể điều khiển độ lợi
cao bởi vì máy không bao gồm trong hệ thống điều khiển. Vòng điều
khiển kín tăng độ chính xác bởi sự bù sai số mà vòng điều khiển nửa
kín không điều khiển. Bởi vì vòng điều khiển kín được sử dụng cho bù
sai số vị trí, nó thích ứng tốt trong trường hợp độ lợi thấp. Bởi sự kết
hợp vòng điều khiển kín và điều khiển nửa kín, có thể đạt được độ
chính xác cao với độ lợi cao trong trường hợp điều kiện máy kém.
3.4. Vòng điều hở
Không giống như các vòng điều khiển đã đề cặp bên trên, vòng
điều khiển hở không có phản hồi (hình 5). Vòng điều khiển hở được
áp dụng trong trường hợp độ chính xác của điều khiển không cao và
sử dụng động cơ bước. Bởi vì điều khiển hở không cần một máy dò và
mạch điện phản hồi, nên cấu trúc rất đơn giản. Vì vậy, độ chính xác
của hệ thống thì ảnh hưởng trực tiếp bởi độ chính xác của động cơ
bước, vít me bi, và bộ phận truyền động.
Hình 5. Vòng điều khiển hở
4. Các thành phần của hệ thống điều khiển số CNC
Hình 6. Cấu trúc của CNC
Hình 7. Hoạt động bên trong của hệ thống CNC
Theo quan điểm về chức năng, hệ thống CNC bao gồm đơn vị MMI,
đơn vị NCK, đơn vị PLC, được trình bày trong hình 6. MMI (đơn giao
tiếp người – máy), cung cấp giao diện giữa NC và người sử dụng, thực
hiện điều khiển hoạt động của máy, hiển thị tình trạng máy, cung
cấp các chức năng cho hiệu chỉnh chương trình và truyền thông. NCK
(đơn vị điều khiển trung tâm), được xem như là cái lõi của hệ thống
CNC, biên dịch phần chương trình và thực thi việc nội suy, điều khiển
vị trí, và bù sai số dựa trên phần chương trình được biên dịch. Cuối
cùng, NCK điều khiển hệ thống servo và gia công phôi. PLC (bộ điều
khiển logic lập trình được) điều khiển sự thay đổi dao cụ, tốc độ trục
chính, thay đổi phôi, tín hiệu xử lý vào/ra và đóng vai trò điều khiển
hành vi của máy ngoài trừ điều khiển động cơ servo.
Thứ tự hoạt động bên trong của hệ thống CNC được thể hiện trên
hình 7.
Hình 8 chỉ ra khái niệm cấu trúc của máy CNC theo quan điểm
phần cứng và phần mềm.
Hình 8. Các thành phần của hệ thống CNC
Theo quan điểm phần cứng, máy công cụ CNC bao gồm hệ thống
điều khiển số, hệ thống điều khiển động cơ và máy công cụ. Tín hiệu
ra của vị trí điều khiển được gởi đến hệ thống điều khiển động cơ, hệ
thống điều khiển động cơ vận hành động cơ servo bởi điều khiển vận
tốc và điều khiển moment, và cuối cùng, động cơ servo làm di
chuyển phần chuyển động thông qua bộ phận truyền động. Trong hệ
thống CNC, các modun xử lý các chức năng của đơn vị MMI, đơn vị
NCK, đơn vị PLC bao gồm bộ xử lý chính, hệ thống ROM và hệ thống
RAM, lưu trữ tương ứng các trình ứng dụng, phần chương trình gia
công và chương trình PLC. Modun xử lý thì được kết nối với một giao
diện được gắn các phím tín hiệu vào, hiển thị điều khiển, tín hiệu đầu
vào bên ngoài và hệ thống bus truyền dữ liệu. Vì vậy, kiến trúc của
hệ thống CNC thì tương tự máy tính đa xử lý. Hệ thống CNC có một
thiết bị tương tự/số tín hiệu vào/tín hiệu ra cho việc truyền thông trực
tiếp với các máy bên ngoài và giao diện truyền thông được kết nối
thiết bị điều khiển động cơ.