Machining of High Strength Steels With Emphasis on Surface Integrity by air force machinability data center_12 pptx
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (1.29 MB, 9 trang )
tial stress concentration location. Furthermore, cra-
ters and pits normally exhibit shallow depth-to-width
ratios and are normally only present a problem from
the ‘cosmetic appearance’. Cracks in the surface are
normally classied as either ‘micro-’ , or ‘macro-cracks’ ,
with these cracks having depth-to-width ratios of >4,
typically they can promote:
•
Reductions in: mechanical strength; fatigue life;
plus creep resistance
87
,
•
Increases in the susceptibility to stress-corrosion
88
,
•
Probability increase in a surface material break-out
and generation of debris,
•
Surface delamination and fatigue.
Cracks may be considered as either separations, or
narrow ruptures that interrupt the surface continuity
and normally include sharp edges, severe directional
changes, or both. Macro-cracks can usually be visu-
ally inspected with the naked eye, conversely micro-
cracks obviously require microscopic examination.
Oen these cracks are complex metallurgical interac-
tions which are exacerbated by an ‘abusive’ machine
regime, leading to an unacceptable surface condition.
A crack’s origin can be the result of several multifari-
ous phenomena, typically they can be an inter-granu-
lar attack that might be degraded by surface dissolu-
tion, via chemical processes. Whenever preferential
intergrannular attack takes place, it can additionally
promote a grain boundary network of micro-cracks
that can extend beneath the surface, tracing-out and
following the underlying grain boundaries. Even mi-
cro-cracks should not be ignored, as they can aect
the component’s functional performance, because they
act as a potential source for macoscopic crack fatigue.
Hence, once a crack has been generated it cannot be
successfully resealed, owing to subsequent contamina-
tion and continuous chemical reactions. In fact, the
process of fatigue failure (i.e. see Fig. 190 bottom-right
for photomicrographs of a cranksha’s fatigue failure
87 ‘Creep’ , is: ‘e time-dependent plastic deformation of materials
that occur under constant load at relatively high temperatures
and low stresses’.
88 ‘Stress-corrosion cracking’ (SCC), is: A combined mechanical
and chemical failure mechanism in which a non-cyclic tensile
stress [below the yield strength] leads to the initiation and prop-
agation of fracture in a relatively mild chemical environment’.
mechanism) can be characterised by three discrete
steps:
1.
Crack initiation – where a minute crack forms at a
particular site, such where a high stress concentra-
tion occurs,
2.
Crack propagation – during which time at which
the crack incrementally advances with each stress
cycle
89
,
3.
Final failure – rapidly occurs, once the advanc-
ing crack has reached a critical size being close to
‘speed of sound’: Mach 1 – and is a catastrophic
failure mechanism.
White-Layers
e so-called ‘white-layers’
90
that can appear when
‘abusive machining’ certain ferrous work-hardening
materials, are a result of microstructural and metal-
lurgical alterations to the machined sub-surface layers
of a workpiece (Fig. 189c). is undesirable and un-
wanted ‘white-layer’ condition is visually apparent (i.e.
when a taper-section through the machined surface
has been taken), as it resists standard etchants and the
consequence is a visible ‘white-layer’ – when viewed
under an optical microscope.
89 ‘Striations’ , (also known as ‘Beach-’ , or ‘Clamshell-marks’
– see Fig. 190bottom-right), are concentric ridges that expand
away from the initial crack site(s), frequently appearing in a
circular, or as a semi-circular radial pattern.
NB is ‘striation eect’ is analogous to that of a stone be-
ing dropped into a still pond – with the stone entry being the
equivalent of the initial crack site, while the radial/circular
waves generated, are akin to the cumulating concentric stress
ridges – until they intersect with the pond’s bank [ie free-sur-
face].
90
‘White-layers’ , are a metallurgically unstable sub-surfaces
exhibiting a very hard localised state, with a supplementary
heat-aected zone (HAZ) beneath it, which is soer than the
overall bulk hardness of the workpiece’s matrix – hence, this
metallurgical instability. ‘White-layers, can be classied de-
pending upon whether it resulted from: mechanical; chemi-
cal; or thermal events, which also directly relates to machined
workpiece factors such as: strain; strain-rate; heating/cooling
rates; plus environmental conditions.
NB In the past, ‘white-layers’ were known by several terms,
such as: ‘white-phases’; ‘white-etchings’; ‘hard-etchings’; etc.
– depending upon the variety and type of ‘white-layering’ pro-
duction.
Chapter
Figure 189. The inuence of the cutting edge’s condition on the resultant machined surface integrity .
Machinability and Surface Integrity
In Fig. 189c, a ‘white-layer’ (i.e. for this ferrous
drilled part, being a localised untempered martensitic
phase of 63 H
Rc
91
) exists beneath the recast and rede-
posited layer, in this case produced by a ‘dull’ drill’s
cutting lips and margins. Due to the fact that the recast
layer (i.e. heat-aected zone – HAZ) has a similar met-
allurgy to that of the ‘white-layer’ , with the delineation
of these ‘white-layers’ regions and their accompany-
ing HAZ’s are not clearly dened. is latter HAZ is a
complex metallurgical condition, comprising of some:
untempered martensite (UTM); over-tempered mar-
tensite (OTM), while beneath these layers, the bulk
substrate material remains unaected. e thickness
of these ‘white-layer’ zones is strongly inuenced by
both the actual plastic deformation created here and,
to a lesser degree, by the thermal inuence of the pas-
sage of the tool’s edge over the machined surface as
heat penetrates into the locality of the component’s
surface. Probably the worst ‘abusive machining’ condi-
tions that can exist, are when drilling holes in work-
hardening materials having long length-to-diameter
ratios (i.e. L/D ratios of >12:1) with inadequate cool-
ant supply, creating high levels of friction, this condi-
tion being exacerbated by an ineciency produced by
a ‘dulled’ drill’s cutting lips.
Virtually all tooling even the most sharp – the no-
table exception here being monolithic faceted natu-
ral diamond cutting edges, have a nite tip radius of
≈8 µm (i.e. see Fig. 184 – high-lighting the tool tip
‘rounding eect‘), this results in increased forces and
tool wear, which can transform the surface metallurgy
by thermo-mechanical generation. e case has al-
ready been made concerning the fact that machining
processes impart residual stresses into the surface lay-
ers, as indicated in the schematically-represented mill-
ing conditions shown in Fig. 190 and graphically, in
Fig. 191 for a series of milling operations where preset
‘wear lands’ were generated on the cutter’s teeth prior
to workpiece machining. is latter case (Fig. 191) of
articially-inducing a controlled ‘wear land’ onto the
face-milling cutter’s individual tooth (i.e. with the other
teeth removed, hence, acting as ‘Fly-cutter‘), then aer
91 By way of comparison of this untempered martensitic ‘white-
layer’ phase, a conventional high-speed steel (HSS) milling
cutter’s teeth would have had a maximum hardness aer heat-
treatment of 62 H
Rc
, which clearly signies the true local hard-
ness of these ‘white-layers’.
several milling passes plotting the residual stress levels
from the surface and into the 4340 steel workpiece’s
substrate under standardised cutting data (i.e the steel
specimens having previously been quenched and tem-
pered to a bulk hardness of 52 H
Rc
). Hence, the eect
of these dierent induced tool wear rates and their
inuence in terms of their respective magnitudes and
depths, can clearly be seen. Even when the cutting edge
has ‘sharp tooth’ , a certain degree of tensile residual
stress was apparent in the immediate surface region.
Here, directly under this tensile stress zone, the stress
concentration changed to one of compression (i.e. to
a depth of ≈50 µm). As each milling cutter tooth ank
became steadily more worn, the substrate compression
layer also increased in magnitude, which could lead to
considerable workpiece distortion, once the clamping
forces had been released – particularly if only one-side
of the part was milled (i.e. see Fig. 186b).
If the forces involved in the machining process ex-
ceed the ow stress, plastic deformation occurs and
the structure is deformed. In the case o ductile materi-
als, the plastic ow can create a range of degenerative
surface topography characteristics, such as: burrs; laps;
BUE residue; plus other unwanted debris deposits. If
this deformation becomes severe as a result of exces-
sive plastic ow, any grains adjacent to the surface
may become fragmented to such an extent that little,
or no metallic structure can be metallographically re-
solved, therefore ‘white-layering’ will result. Normally,
a ‘white-layer’ region extends to quite a small depth
beneath the surface, in the region of 10 to 100 µm, de
-
pending upon the severity of the ‘abusive regime’ of
surface generation. Considering Fig. 191 once again,
as can be seen, the residual stress is indicated along the
vertical axis, here instead, it is alternatively possible
to superimpose a micro-hardness axis – see Fig. 191
circular inset graph. A note of care is required when
changing the vertical axis from residual stress to that
of micro-hardness, as they are two distinct quantita-
tive values. As mentioned the hardness prole closely
approximates that of the residual stress curve, however
in the latter case, instead of tensile stress at the in the
surface region, the sub-surface layer could equally be
compressive in nature.
‘White-layers’ must be avoided under all occasions,
because of the unstable metallurgical condition, com-
pounded by the fact that the these regions act as po-
tential stress-raisers for any critically-engineered com-
ponent and can lead to premature failure, or at worse,
catastrophic failure in-service.
Chapter
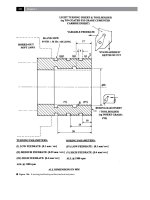
Figure 190. Typical fatigue characteristics within the component’s surface region, being inuenced by the mode of
milling: up-cut or down-cut
.
Machinability and Surface Integrity
Figure 191. Comparison of the residual stresses in some milled surfaces, obtained with articially-
induced tooth wear lands. [After: Field & Kahles, 1971]
.
Chapter
Altered Material Layers
So that an impression of the altered material layers
(AMLs) that can occur for a diverse range of: surface
and sub-surface topographical features; dierent met-
allurgical processes; mechanical applications and uses;
Table 13 has been constructed, to high-light their par-
ticular inuence on functional performance. In the
majority of cases given in Table 13, the inuence of
these sub-surface defects tends to be of signicance,
especially with respect to an ‘abusive regime’ produc-
ing a machined ‘white-layer’. In some instances, the ‘al-
tered material zone’ (AMZ), can aect component in-
service performance in a variety of ways. For example,
where thein-service tribological situations produce ei-
ther re-deposited, or recast layers in the surface region,
it has been known that such defects will inuence wear
and aect reliability. is oen undetected sub-surface
Table 13. The inuence of substrate features on function
Surface integrity: sub-surface features
Function: Metallurgy Deformation Deposits Stress
UTM
or
WL
OTM
rev
Aust IGA WL Plastic
defn
Burrs Cracks Tears
and
laps
Tool
frags
Redp
matl
Res
stress
Wear
Strength
Chemical
attack
Fatigue
Magnetism
Bearings
Seals
Friction
Forming
Bonding and
adhesion
Key: : strong inuence on function; : some inuence on function; : possible inuence on function
Abbreviations: UTM: untempered martensite; OTM: over-tempered martensite; Aust rev: austenitic reversion; IGA: intergranular attack; WL:
white-layer; Plast defn: plastic deformation; Tool frags: tool fragments; Redp matl: re-deposited material; Res stress: residual stress.
[After: Griths et al., 2001]
.
Machinability and Surface Integrity
condition degrades the functional performance, due
to the fact that they are the product of hard, brittle and
unstable layers, with tensile residual stresses present.
ese factors, combined with an acute alteration to the
bulk substrate, are likely to ‘spall’ (i.e. delaminate and
break-away). Conversely, if a sub-surface feature pro-
duces severe plastic deformation, evidence has shown
in particular for the die and tool industry, that some
dies benet from increased life due to enhanced abra-
sion resistance.
From Table 13, the design engineer can see that by
simply selecting a production process without an inti-
mate knowledge of how components are to be manu-
factured will inevitably aect the subsequent part’s
in-service application. Moreover, due regard must be
given to the machined workpiece’s potential sub-sur-
face state, as this condition will inexorably lead to
problems in terms of potential impairment of its ser-
vicing needs and reliability.
Surface integrity Manipulation – Burnishing
Par t’s for Surface Improvement
Burnishing and in particular roller burnishing (Fig.
192) is a very fast production technique for improving
both the nish and dimensional accuracy of either an
internal, or external surface, by pressure rolling with-
out removal of workpiece material. Roller burnishing
is a cold-working process, that produces a ne surface
texture by the application of the planetary rotation of
hardened rolls over the previously machined bored, or
turned surface (Fig. 192c). Moreover, unlike the pri-
mary forming process of cold-rolling which normally
produces large sectional changes, roller burnishing
involves cold-working just the surface layers of the
workpiece, to improve the surface structure.
Roller burnishing tooling (Fig.192a) can be used
for minute diameter adjustment down to 25 µm, allow
-
ing component dimensional accuracies of ±0.006 mm
to be obtained. e action of roller burnishing causes
plastic deformation of the workpiece’s previously ma-
chined surface. At a given depth below the burnished
surface, the material is elastically deformed and at-
tempts to spring back. is action, gives rise to com-
pressive stresses at the surface and tensile stresses in
the elastically-deformed zone. is complex stress
interaction increases the resistance of the material to
fatigue failure, because any external forces must rstly
overcome these residual stresses.
e potential for cracking that can occur due to
the interaction between the static and tensile stresses
in the metal and a corrosive medium is termed ‘stress
corrosion cracking’. During roller burnishing, these
tensile stresses are eliminated when the burnising
tool compresses the workpiece surface. Likewise, any
pits, scratches and porosities in the surface, which
might otherwise collect reactive substances and con-
taminants, are eliminated, hence, roller burnishing in-
creases the corrosion resistance of the material.
Crystalline materials typied by their metal lattices,
are never completely without aws. e atomic lattice
will always contain built-in irregularities of various
types. ese so-called atomic dislocations reduce the
strength of the material, as less force is necessary to
alter the atomic lattice. Dislocation motion of atoms
is a complex subject, which goes beyond the scope of
the present text, however, it can be said that upon the
application of an external load (i.e. burnishing tool-
ing), because the lattice is invariably not perfect, less
force is necessary to defrom the structure. Here, an at-
tempt is made to inhibit the movement of dislocations
by means of diering hardening procedures. Cold-
working increases the number of dislocations and one
would expect the material to become soer, but in fact,
the opposite eect transpires. is increased hardness
takes place, because there are so many dislocations as
a result of cold-working, that they prevent and restrict
each other’s motion, as a result the surface hardens.
is is what occurs in roller burnishing, as the material
is displaced and the net result is that it becomes both
harder and stronger – due to dislocation obstructions.
By way of a cautionary note, both Rockwell and
Brinell hardness testing methods cannot realistically
obtain surface hardnesses readings satisfactorily,
therefore it is recommended that the Knoop test (Fig.
192b) should be used, then converted with a suitable
‘hardness comparison chart’ – see the appropriate table
in Appendix 12.
is completes a brief synopsis of a discussion on
certain aspects of both machinability and surface in-
tegrity, which hopefully conveys the importance of the
machining activities and the resulting machined sur-
face condition. Considerably more space could have
been devoted to a comprehensive review of these top-
ics, but space was limited, this is the reason for a rea-
sonably comprehensive list of references – for a more
in-depth discriminating reading on these important
machining and related issues.
Chapter
Figure 192. Roller burnishing improves the metallurgical properties of the previously machined surface. [Courtesy of Sand-
vik Coromant]
.
Machinability and Surface Integrity
References
Journals and Conference Papers
Albrecht, P. New Developments in the eory of Metal-cut-
ting Process – Part 1: e Ploughing Process in Metal Cut-
ting. ASME J. of Engg. For Ind., Vol.82, 348–358, 1960.
Bayoumi, A.e., Xie, Q. and Hamdan, M.N. Eect of Cutting
Conditions on Dynamic Properties and Surface Integrity
of Work Material. WEAR, Vol. 146, 301–312, 1991.
Bellows, G., Field, M. and Kohls, J.B. Inuence of Material
and its Metallurgical State on Surface Integrity. In: Inu-
ence of Metallurgy on Machinability, ASM Pub. (Ohio),
272–295, 1975.
Bonifácio, M.E.R. and Diniz, A.E. Correlating Tool Wear,
Tool Life, Surface Roughness and Tool vibration in Fin-
ish turning with Coated Carbide Tools. Wear, Vol. 173,
137–144, 1994.
Boothroyd, G. Temperatures in Orthogonal Metal Cutting.
Proc. of IME., Vol. 177, 789, 1963.
Bridgman, P.W. In: Phys. Rev., Vol. 48, 825, 1935; ibid.
Proc. American Acad. Arts Sci., Vol. 71, 386, 1937; ibid,
J. Appl. Phys., Vol. 8(5), 328, 1937; ibid, J. Appl. Phys.
Vol.14(6), 273, 1943; and ibid, e Physics of High Pres-
sure, G. Bell & Sons Ltd. (London), 1949.
Brinksmeier, E., Cammett, J.T., König, W., Leskovar, P.,
Peters, J. and Tönsho, H.K. Residual Stresses: Measure-
ment and Causes in Machining Processes. Annals of the
CIRP, Vol. 31(2), 1982.
Chou, K.Y. and Evans, C.J. White Layers and ermal Mod-
elling of Hard Turned Surfaces. Int. J. of Mach. Tools
& Manufact., Vol. 39, 1863–1881, 1999.
Dagnell, J. Machinability Test by a Drilling Method. Annals
of the C.I.R.P., Vol. XV, 301–308, 1967.
Dillion, O.W., DeAngelis, R.J., Lu, W.Y., Gunasekera, J.S.
and Deno, J.A. e Eects of Temperature on the Ma-
chining of Metals. J. Mater. Shaping Technol., Vol. 8,
23–29, 1990.
Dornfeld, D.A. Monitoring of the Machining Process by
Means of Acoustic Emission Sensors. In: Acoustic Emis-
sion: Current Practice and Future Directions, ASTM
STP 1077, W. Sachse, J. Roget and K. Yamaguchi, ASTM
(Philadelphia), 328–344, 1991.
Dornfeld, D.A. König, W. and Ketteler. Aktueller Stand
von Werkzeug- und Prozess-überwachung bei der Zer-
spanung. Neuentwicklungen in der Zerspantechhnologie.
Proc. Of the CIRP/VDI Conf., Düsseldorf, 363–376,
1993.
El-Wahib, A.I. and Kishawy, H.A. A New Method to Im-
prove the Surface Quality During CNC Machining. Int. J.
Prod. Res., Vol. 38(16), 3711–3723, 2000.
Eyada, O.S. Reliability of Cutting Forces in Machinability
Evaluation. Proc. of FAIM’92, CRC Press, Inc. (Florida),
937–946, 1992.
Ernst, H. and Merchant, M.E. Chip Formation, Friction and
High Quality Machined Surfaces. In: Surface Treatment
of Metals, ASM Pub. (NY), Vol. 29, 299, 1941.
Fathailal, M., Danai, K. and Barber, G. Eect of Flank
Wear on the Topography of Machined Surfaes. Tribology
Trans., Vol. 36(4), 693–699, 1993.
Feather, J.J. Using Value Analysis to Target Customer Service
Process Improvements. Ind. Engg. Solutions, 33–39, May
1998
Fick, A.E. [Laws of Diusion], Annals of Physics (Leipzig,
Germany), Vol. 170, 59, 1855.
Field, M. and Kahles, J.F. Review of Surface Integrity of
Machined Components. Annals of the CIRP, Vol. 20(2),
153–163, 1971.
Gorzkowski, E. and Sathyanarayanan, E. Machinability.
Cutting Tool Engg., 54–58, Feb., 1999.
Griths, B.J. Problems in Measuring the Topography of Ma-
chined Surfaces Produced by Plastic Deformation Mecha-
nisms. WEAR, Vol. 109, 195–205, 1986.
Griths, B.J. Manufacturing Surface Design and Monitor-
ing for Performance. Surface Technology, Vol. 1, 61–69,
1988.
Griths, B.J. and Furze, D.C. Tribological Advantages of
White Layers Produced by Machining. Tans. of ASME
– J. of Tribology, Vol. 109, 338–342, April 1987.
Griths, B.J. Deciencies in Surface Specications. Proc. of
Lamdamap III, Computational Mechanics, 465–474,
1997.
Griths, B.J. Mechanisms of White Layer Generation with
Reference to Machining and Deformation Processes.
Trans. of ASME – J. of Tribology, Vol. 109, 525–530,
July, 1987.
Gugger, M. Getting to the Bottom of Chatter. Cutting Tool
Engg., 54–60, April, 2000.
Hirao, M. Determining Temperature Distribution on Flank
Face of Cutting Tool. J. Mater. Shaping Technol., Vol. 6,
143–148, 1989.
Kackar, R.N. O-line Quality Control Parameter Design
and the Taguchi Method. J. of Quality Tech., Vol. 17(4),
176–188, Oct., 1985.
Kasahara, N., Sato, H. and Tani, Y. Phase Characteristics
of Self-excited Chatter in Cutting. J. of Engg, for Ind.,
393–399, Vol. 114, Nov. 1992.
Kennedy, B. Calming Chatter – Strategies for Minimising
Tool Chatter. Cutting Tool Engg., 28–35, July, 2004.
Kirchheim, A., Schaner, G. and Wolfer, P. Piezoelektrische
Sensoren zur kombinierten Messung von Kräen und
Acoustic Emission für die Prozessüberwachung. Int.
CIRP/VDI Konferenz: Überwachung von Zerspan- und
Umformprozessen, Düsseldorf, 30–31.3, 1995.
Kohls, J.B. Metallurgical Damage in Drilling and Hole Qual-
ity. In: Inuence of Metallurgy on Hole Making Opera-
tions, ASM Pub. (Ohio), 145–158, 1978.
Chapter