tiểu luận thực tập chuyên môn chế tạo máy cdt
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (3.23 MB, 34 trang )
<span class="text_page_counter">Trang 1</span><div class="page_container" data-page="1">
ĐẠI HỌC ĐÀ NẴNG
TRƯỜNG ĐẠI HỌC SƯ PHẠM KỸ THUẬT KHOA CƠ KHÍ
B ÀI TIỂU LUẬN
THỰC TẬP CHUYÊN MÔN CHẾ TẠO MÁY CDT
</div><span class="text_page_counter">Trang 2</span><div class="page_container" data-page="2"><b>LỜI MỞ ĐẦU</b>
Trong thời đại cơng nghiệp hố, hiện đại hóa ngành cơng nghiệp nặng là một trong những ngành mũi nhọn để phát triển đất nước, công nghệ chế tạo máy phải tiên phong đi đầu để thúc đẩy các ngành công nghiệp khác phát triển. Muốn như vậy chúng em phải học tập thật tốt. Trong những năm gần đây, cơ khí đã có những bước nhảy vọt đáng kể. Ngành Cơ khí chế tạo máy là một trong những ngành đào tạo chủ lực của nhiều trường đại học, cao đẳng và trung học chuyên nghiệp trong cả nước.
Chúng em là những người bước cùng với những anh chị đi trước để tiếp tục xây dựng nền kỹ thuật nước nhà sánh ngang cùng với các nước khu vực và thế giới. Ngay từ những ngày bước vào giảng đường chúng em đã ý thức được trách nhiệm bản thân phải phấn đấu học thật tốt. Thời gian qua là cơ hội để mỗi chúng em thể hiên khả năng của nguồn lực trong tương lai có khả năng đến đâu và từ đó có hướng đi cho bản thân.
</div><span class="text_page_counter">Trang 3</span><div class="page_container" data-page="3"><b>Chương 1. NỘI QUY XƯỞNG VÀ QUY TẮC AN TOÀN KHI SỬ DỤNG MÁY1.1. Nội quy xưởng thực tập:</b>
Ra, vào xưởng phải được sự cho phép của trưởng, phó xưởng hoặc giáo viên hướng dẫn thực tập.
Khi vào xưởng tác phong phải nghiêm túc, đúng quy định của nhà trường. Không được tùy tiện sử dụng thiết bị, máy móc, dụng cụ đờ nghề khi chưa được cho phép, hướng dẫn sử dụng.
Cấm viết, vẽ lam bẩn bàn ghế, dụng cụ, bản vẽ học tập, phải có ý thức bảo vệ của cơng.
Khi có sự cố về máy móc, thiết bị, đờ nghề, dụng cụ học tập, ... Thì phải báo cáo với giáo viên hướng dẫn hoặc trưởng phó xưởng để xác định nguyên nhân hư hỏng để có biện pháp xử lí.
Khi thực tập xong phải vệ sinh máy móc, thiết bị, đồ nghề, nền xưởng sạch sẽ, trả và sắp xếp dụng cụ, đồ nghề đúng nơi quy định.
Trước khi ra về phải kiểm tra điện nước bàn giao cho ca sau đầy đủ.
<b>1.2. An toàn khi sử dụng máy:1.2.1. An toàn chung.</b>
Phải nắm vững về nguyên lí hoạt động của máy và cài đặt các bộ phận an toàn đúng chỗ khi sửa máy.
Sau khi tháo một bộ phận nào đó để sửa chữa phải lắp lại ngay, nếu sửa chưa xong phải cắt điện máy và dùng bản ghi “MÁY HỎNG” để người khác không sử dụng.
Phải cho máy chạy để biết không trơn tru chỗ nào mà tra dầu mỡ.
Đối với máy công cụ thông thường không có bộ lý hợp khi thay đổi tốc độ phải dừng máy.
Không được sử dụng máy khi chưa được hướng dẫn.
Không được dùng sức người để thử với bộ phận máy đang chạy.
Phải kiểm tra độ cứng vững của chi tiết gia công, của dụng cụ cắt trước khi cho máy chạy.
Nên nhờ thêm người giúp đỡ khi đưa vật nặng lên máy.
Muốn nghỉ ngơi nên tắt máy, đi nơi khác để nghỉ, không tựa vào máy.
Không được đùa giỡn trong xưởng, khơng trị chụn với người đang sử dụng máy.
Nên giữ gìn nền xưởng sạch sẽ, khơng vứt phơi liệu, các dụng cụ bừa bãi vướng lối đi và dễ gây tai nạn.
Nên làm việc khi có đủ ánh sáng và đủ các vật dụng bảo hộ lao động.
</div><span class="text_page_counter">Trang 4</span><div class="page_container" data-page="4">Khi có sự cố về máy móc, thiết bị phải báo ngay với giảng viên hướng dẫn để có biện pháp xử lí kịp thời.
<b>1.2.2. An toàn khi sử dụng máy tiện.</b>
Trước khi cho máy chạy phải kiểm tra các tay gạt tốc độ, bước tiến đã ở đúng vị trí theo yêu cầu chưa, vật tiện và dao đã gắn trên máy đảm bảo an toàn chưa.
Trước khi tháo hoặc bát mâm cặp vào máy phải cho 1 thanh sắt trịn lờng vào trục máy và mâm cặp để tránh cho mâm cặp khỏi rơi và phải đặt 1 tấm gỗ ở mâm để bảo vệ băng máy.
Tất cả các loại cle như cle mâm cặp, cle ổ dao, ... Phải để đúng nơi quy định. Phải sử dụng tất cả các bộ phận an toàn để đảm bảo an toàn cao nhất.
Không bôi dầu mỡ hoặc siết dao khi máy đang chạy.
Không lấy chiều sâu cắt q lớn trên vật tiện có đường kính nhỏ và dài, vì vậy chi tiết sẽ bị cong và văng ra ngoài.
Nên dùng chống tâm và giá đỡ khi tiện chi tiết có chiều dài lớn. Khơng thay đổi tốc độ khi máy đang chạy.
Phải đeo kính bảo hộ hoặc dùng kính chắn phoi bay ra ngoài văng vào mắt. Không dùng tay để lấy phoi tiện mà phải lấy bàn chải sắt.
<b>Chương 2. PHÂN LOẠI MÁY CÔNG CỤ2.1. Phân loại:</b>
Theo khối lượng người ta chia ra loại nhẹ dưới 1 tấn, loại trung bình dưới 10 tấn và loại nặng 10 tấn trở lên. Ngoài ra có những máy cơng cụ có khối lượng trên 1000 tấn.
Theo độ chính xác của máy: độ chính xác thường, độ chính xác cao, độ chính xác rất cao.
<b>2.1.1. Theo mức đợ gia cơng của máy gờm:</b>
Máy vạn năng có cơng dụng chung để gia cơng nhiều loại chi tiết có hình dạng, kích thước khác nhau. Chúng thường được dùng trong sản xuất đơn chiếc và hàng loạt nhỏ.
Máy chuyên môn hố được dùng để gia cơng một loại hay một vài loại chi tiết có hình dạng tương tự như trục bậc, vòng bi…Loại máy này dùng trong sản xuất hàng loạt như máy gia công bánh răng, máy tiện ren…
Máy chuyên dùng thường được sử dụng trong sản xuất hàng loạt lớn và hàng khối.
<b>2.2. Ký hiệu máy cắt: </b>
<b>- Số 1 là ký hiệu của nhóm máy tiện.</b>
<b>- Số 2 là ký hiệu của nhóm máy khoan, doa.</b>
</div><span class="text_page_counter">Trang 5</span><div class="page_container" data-page="5"><b>- Số 3 là ký hiệu của nhóm máy mài.- Số 4 là ký hiệu của nhóm máy liên hợp.</b>
<b>- Số 5 là ký hiệu của nhóm máy gia công bánh răng.- Số 6 là ký hiệu của nhóm máy phay.</b>
<b>- Số 7 là ký hiệu của nhóm máy bào.</b>
<b>- Số 8 là ký hiệu của nhóm máy cắt đứt kim loại.- Số 9 là ký hiệu của nhóm máy khác.</b>
<b>2.3. Cảm nghĩ về b̉i học thứ 1 ngày 9/1/2023</b>
Sau buổi học đầu tiên thầy sắp xếp nhóm cho những sinh viên trong lớp và thầy sắp xếp cho các nhóm giải thích và nhóm liền kế phản luận về nội dung được nêu ra ở chương 1. Mặc dù thầy có la vì là sinh viên mà khơng biết phản luận sau đó kinh nghiệm rút ra sau buổi học là sau khi được thầy răn dạy qua đó em cũng đã hiểu rõ hơn như thế nào là phản biện.
<b>Chương 3. NHỮNG KHÁI NIỆM CƠ BẢN VỀ CẮT GỌT KIM LOẠI3.1. Định nghĩa cắt gọt kim loại:</b>
Gia công kim loại bằng cắt gọt là một phương pháp gia công kim loại phổ biến trong ngành cơ khí. Q trình cắt gọt kim loại là quá trình con người sử dụng dụng cụ cắt để hớt bỏ bớt lớp kim loại thừa khỏi chi tiết nhằm đạt được những u cầu về hình dáng, kích thước, vị trí tương quan giữa các bề mặt và chất lượng bề mặt của chi tiết gia công.
<b>3.2. Hệ thống công nghệ trong cắt gọt kim loại:</b>
Hệ thống thiết bị dùng để hoàn thành nhiệm vụ cắt gọt được gọi là hệ thống công nghệ, hệ thống công nghệ gồm: máy, dao, đồ gá, chi tiết gia công. Hệ thống công nghệ được viết tắt là: M – D – G – C
Máy có nhiệm vụ cung cấp năng lượng cần thiết cho q trình cắt.
Dao Có nhiệm vụ trực tiếp cắt bỏ lớp kim loại thừa ra khỏi chi tiết nhờ năng lượng của máy cung cấp thông qua các chuyển động tương đối.
Đờ gác có nhiệm vụ xác định và giữ vị trí tương quan chính xác giữa dao và chi tiết gia công trong suốt quá trình gia cơng chi tiết.
Chi tiết gia cơng là đối tượng của quá trình các mọi hậu quả của quá trình các đường phản ánh lên chi tiết gia cơng.
<b>3.3. Các chuyển động cắt gọt và chế độ cắt gọt khi gia công cơ:</b>
Tùy thuộc vào các phương pháp gia công tùy thuộc vào yêu cầu các bề mặt của chi tiết. Hệ thống công nghệ cần tạo ra những chuyển động tương đối nhằm hình thành bề mặt gia công.
</div><span class="text_page_counter">Trang 6</span><div class="page_container" data-page="6">Những chuyển động tương đối nhằm hình thành bề mặt gia cơng, gọi là chuyển động cắt gọt.
<b>3.3.1. Những chuyển động cắt gọt được phân thành 2 loại chủn đợng:</b>
Chuyển động chính.
Chuyển động chạy dao và các chuyển động phụ.
<b>3.4. Chuyển động chính và tốc độ cắt:</b>
Chuyển động chính là chuyển động cơ bản của máy cắt là chuyển động tạo phôi được thực hiện thông qua dụng cụ cắt (phay, khoan) hoặc chi tiết gia cơng (tiện). Nó tiêu hao năng lượng rất lớn nhất.
Chuyển động chính có thể là chuyển động quay trịn như tiện, khoan, phay, mài, doa, cũng có thể là chuyển động tịnh tiến như bào xọc chuốt ...vv
Chuyển động chính có thể do các cơ cấu chấp hành khác nhau thực hiện. Ví dụ do chi tiết thực hiện như trong tiện, do dao thực hiện như trong bào, xọc, phay, khoan, mài…
Số vịng quay hoặc số hành trình kép, kí hiệu là n: là số vịng quay của trục chính hoặc số hành trình kép của đầu bào (xọc) trong một đơn vị thời gian.
Nếu chuyển động chính là chuyển động quay tròn thid tốc độ cắt V được tính:
</div><span class="text_page_counter">Trang 7</span><div class="page_container" data-page="7"><b>3.5. Chủn đợng chạy dao</b>
<b>3.5.1. Chủn đợng chạy dao và lượng chạy dao</b>
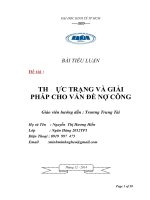
Lượng chạy dao vịng: Là lượng dịch chuyển tương đối giữa dao và chi tiết gia công theo phương chạy dao ứng với mỗi vịng quay (hoặc một hành trình kép) của dao hoặc chi tiết gia cơng. Lượng chạy dao vịng, kí hiệu là F, đơn vị đo mm/vòng (đối với tiện, khoan, phay…), hoặc mm/htk (đối với bào, xọc).
<b>3.5.2. Chuyển động theo phương chiều sâu cắt và chiều sâu cắt t</b>
Chiều sâu cắt t: là khoảng cách giữa bề mặt đã gia công và bề mặt sẽ gia công sau mỗi lần chạy dao.
Khi tiện ngoài chiều sâu t được tính theo công thức: <i>t=<sup>D−d</sup></i>
2 <sup>(</sup><i><sup>mm)</sup></i>
Khi khoan chiều sâu cắt t được tính theo cơng thức: <i>t=<sup>D</sup></i>
2 <sup>(</sup><i><sup>mm)</sup></i>
<i>Hình 3-2 Lượng chạy dao vòng</i>
<i>Hình 3-3 Chiều sâu cắt</i>
</div><span class="text_page_counter">Trang 8</span><div class="page_container" data-page="8"><b>Chương 4. DAO TIỆN</b>
<b>4.1. Các bộ phận, yếu tố và các góc độ cơ bản của dao tiện.4.1.1. Cấu tạo và các yếu tố cơ bản: </b>
Dao tiện gồm thân dao (cán dao) dùng để gá trên ổ dao và đầu dao (phần cắt gọt) là phần dùng để cắt gọt.
Cán dao: Có thể là hình trịn nhưng thường có dạng hình chữ nhật hoặc hình vng. Vật liệu thơng thường là thép 45, có khi người ta làm nguyên khối thép gió tùy thuộc vào u cầu gia cơng của chi tiết và từng cỡ máy, chúng ta có các loại cán dài, ngắn, lớn, nhỏ khác nhau.
Đầu dao: Là phần tham gia chính vào q trình cắt gọt, đầu dao gờm các yếu tố cơ bản
<b>- Mặt thốt: Q trình cắt gọt, phoi thốt ra mặt này.</b>
<b>- Mặt sát: Gờm có mặt sát chính và mặt sát phụ đối diện với mặt gia cơng.</b>
Muốn bảo đảm độ chính xác về kích thước, hình dáng, độ trơn láng của chi tiết
và năng suất lao động, cần phải lựa chọn hình dáng hình học, các góc độ và dạng mặt thốt của dao cho phù hợp.
<i>Hình 4-4 Các bộ phận và yếu tố cơ bản của dao</i>
</div><span class="text_page_counter">Trang 9</span><div class="page_container" data-page="9"><b>4.1.2. Các góc độ của dao: Để xác định các góc độ của dao, ta nghiên cứucác mặt phẳng sau.</b>
Mặt phẳng cơ bản: Là mặt phẳng song song với hướng tiến dọc và ngang của dao. Thông thường mặt phẳng cơ bản chính là mặt tựa của dao lên ổ dao (mặt đế).
Mặt phẳng cắt gọt: Là mặt phẳng tiếp tuyến với mặt cắt gọt và đi qua lưỡi cắt chính của dao. Nếu dao gá ngang tâm với vật gia công, mắt phẳng cắt gọt vng góc với mặt phẳng cơ bản
Mặt cắt chính: Là mặt phẳng vng góc với mặt phẳng cắt gọt, đi qua lưỡi cắt chính của dao.
<b>4.2. Các vật liệu thường dùng làm dao</b>
Để làm phần cắt của dao, người ta có thể dùng các loại vật liệu khác nhau tùy thuộc vào tính chất cơ lý của vật liệu cần gia công, và điều kiện sản xuất cụ thể. Dưới đây lần lượt giới thiệu các nhóm vật liệu làm phần cắt theo sự phát triển và sự hoàn thiện về khả năng làm việc của chúng.
<b>4.2.1. Thép cacbon dụng cụ:</b>
Có hàm lượng cacbon cao, không được dưới 0,7%, thường từ (0,7-132), và lượng P, S thấp (P< 0,035%, s<0,025%) %). Nó có ký hiệu từ Y7 (Y7A) đến Y13 (Y13A). Chữ số là giá trị trung bình ký hiệu thép chất lượng tốt.
Đặc điểm:
<b>- Đạt độ cứng từ 60 - 65 IRC sau khi tôi ở nhiệt độ 800°C (làm nguội</b>
trong nước hoặc dầu) và ram thấp ở nhiệt độ 180° đến 200°c. Độ thâm tôi thấp, nên thường tôi trong nước nên dễ bị nứt.
<b>- Dễ gia cơng, dễ tìm và giá cả hợp lý. Nhưng có nhược điểm là: </b>
</div><span class="text_page_counter">Trang 10</span><div class="page_container" data-page="10">Phạm vi ứng dụng:
<b>- Thép dụng cụ Carbon thường dùng làm lưỡi bào gỗ, lưỡi cưa, lưỡi đục,</b>
giũa, mũi khoan gỗ, mũi dao cạo, dụng cụ đo, khuôn kéo dây...
<b>4.3. Thép hợp kim dụng cụ:</b>
Để tăng cường tính cắt gọt của thép, người ta pha vào thép một số nguyên tố hợp kim như Crôm, Wolfram, Vanadi, Silic, ... Trong đó:
<b>- Crơm làm tăng độ thấm tơi, độ cứng. </b>
<b>- Wolfram làm tăng độ chịu mịn và tính chịu nhiệt. - Vanadi làm tăng độ cứng. </b>
<b>- Silic làm tăng độ cứng và cứng nóng.- Đặc điểm: </b>
<b>- Có hàm lượng Carbon cao > 0,8% </b>
<b>- Đạt độ cứng 65HRC hki tôi trong dầu ở nhiệt độ 850°C - Nhiệt cắt khoảng 400°c </b>
<b>- Vận tốc cắt V = 10 đến 15 m/phút </b>
Các loại thép hợp kim thông dụng như thép 9CrSi, thép CrMn, thép Cr... Thép hợp kim dụng cụ thường dùng để chế tạo các loại dụng cụ cầm tay và gia công ở tốc độ cắt thấp như lưỡi bào, lưỡi cưa, ta rô, bàn ren, dụng cụ đo, khuôn dập ...
<b>4.4. Thép gió: (HSS - High Speed Steel - thép cắt ở tốc đợ cao).</b>
Thực chất thép gió là thép hợp kim, nhưng có hàm lượng hợp kim cao, đặc biệt là các nguyên tố Crôm, Wolfram, Vanadi. Nhờ vậy cho phép cắt với tốc độ cao. Những nguyên tố hợp kim này kết hợp với C tạo thành những cácbit kim loai, có độ cứng cao, chịu mịn tốt, trong đó cácbit Vonfram (WC) đóng vai trị nịng cốt. Dao thép gió sau khi nhiệt luyện có thể đạt được độ cứng 65HRC. Dao thép gió chịu mịn, chịu nhiệt cao, có thể cắt ở nhiệt độ 600°c, với vận tốc cắt v = 30 đến 50m/ph. P - ký hiệu thép gió; số 9,18 - chỉ hàm lượng vonfram trong thép.
Thép P9 có độ hạt mịn, khó nhiệt luyện, khó mài, chịu mài mịn và có tính bền thấp hơn thép P18. Dùng làm dao tiện, dao bào ...
Thép P18 dễ nhiệt luyện, dễ mài sắc và chịu mòn nguội tốt hơn thép P9, nên nó thường được dùng làm dao có hình dáng phức tạp như dao chuốt, dao phay định hình... Ngoài ra cịn có các loại thép gió có năng suất cao như P9K5, P9K10, P1802, PIOK505....
Một vấn đề cần quan tâm nữa là chất lượng thép gió phụ thuộc rất nhiều vào nhiệt lụn. Vì vậy khi nhiệt luyện thép gió cần chú ý một số điểm chủ yếu sau:
Khơng nung thép gió đột ngột đến nhiệt độ cao (nhiệt độ tôi bằng 1300°C) mà phải tăng nhiệt độ dần dần từ 650°C vì thép gió có độ dẫn nhiệt kém. Thơng thường thép gió được nung qua ba lò với nhiệt độ lần lượt 650°C, 850°C và 1300°C.
</div><span class="text_page_counter">Trang 11</span><div class="page_container" data-page="11">Phải ram sau khi tôi (3 lần) mỗi lần trong một giờ (nhiệt độ ram khoảng 560°C). Sau khi ram phải để nguội đến nhiệt độ thường.
<b>4.5. Hợp kim cứng:</b>
Từ năm 1915-1925 ở Mỹ và Đức đã tiến hành thử nghiệm chế tạo hợp kim cứng. ở Liên Xô, hợp kim cứng ra đời vào khoảng năm 1930 1935.
Hợp kim cứng được luyện từ bột của hạt các- bit kim loại nghiền nhỏ trộn với bột Cơban được ép thành hình thù nhất định được thiệu kết ở nhiệt độ nóng chảy của Coban (1900) thành các mảnh dao. Các mảnh này được hàn hoặc ghép với thân dao.
<b>4.5.1. Đặc điểm của dao hợp kim cứng: </b>
Có độ cứng cao: 80 - 92HRC.
Có thể cắt các loại thép cứng, thép đã tơi.
Độ chịu nhiệt cao (>1000°c), cho phép cắt ở tốc độ cao gấp 2 - 3 lần thép gió (V= 50 100) m/ph.
Độ chịu mòn rất cao gấp 1,5 lần thép gió.
Chịu nén tốt hơn chịu uốn (hàm lượng coban càng cao thì sức bền uốn càng cao)
Có thể phân biệt hợp kim cứng thành 3 nhóm chính sau:
Nhóm BK: Gờm các bít Wolfram và Coban). Nhóm BK có độ dẻo vừa, chịu va đập tốt, chịu nhiệt kém. Nó dùng làm dao gia cơng gang, vật liệu phi kim loại.
Nhóm BK gờm các loại sau: BK2, BK6, BK8, BK10...
Nhóm TK gờm 2 các bít (các bít Wolfram + các bít titan và Cơban). Nhóm TK độ cứng, có chịu mịn, độ chịu nhiệt cao, nhưng độ dẻo và độ bền uốn thấp, nó dùng dao gia cơng thép. Nhóm TK gờm các loại sau: T15k6, T5K10...
Nhóm TTK gờm 3 các bít (các bít Wolfram + các bít titan + các bít tan tan và cacbon). Nhóm TTK gờm các loại sau: TT7K12, TT8K6, …
Nhóm TTK dùng để gia cơng thép có độ cứng cao, hoặc thép đã qua nhiệt lụn.
<b>4.6. Vật liệu gớm (sành sứ):</b>
Có thành phần chủ yếu là Oxit nhôm "Al2O3"(đất sét trăng) được ép và thiêu kết thành sứ (gốm). Nó được nghiên cứu từ 1930 và được đưa vào sử dụng sau năm 1950.
<b>4.6.1. Đặc điểm:</b>
Độ cứng cao: 89; 96 HRC
Độ chịu mòn và chịu nhiệt cao (1200°c)
Độ bền uốn kém, khơng chịu được va đập mạnh hoặc khi cắt có rung động. Tính dẫn nhiệt kém nên khi cắt khơng dùng dung dịch trơn nguội.
</div><span class="text_page_counter">Trang 12</span><div class="page_container" data-page="12">Mài sắc bằng đá mài kim cương.
Dao gắn mảnh sứ có thể cắt với tốc độ rất cao (> 1000m/ph) và lượng chạy dao thấp, dùng để gia công tinh.
<b>4.7. Kim cương:</b>
Là vật liệu được coi là có độ cứng tuyệt đối trong tất cả các khoáng chất đã được biết đến nhưng nó rất hiếm và đắt.
Ngoài kim cương tự nhiên người ta còn chế tạo kim cương bằng cách tổng hợp từ than chì (graphit) ở áp lực và nhiệt độ cao. Ưu điểm của kim cương là có độ cứng và độ chịu mòn rất cao, hệ số ma sát khi cắt nhỏ, nên kim cương thường được dùng làm đá mài để mài sắc các dụng cụ cắt nhiệt luyện.... bằng hợp kim cứng, sành sứ. Nó thích hợp cho việc gia cơng tinh và gia cơng sau
<b>4.8. Phân loại dao tiện.</b>
Trên máy tiện người ta sử dụng nhiều loại dao tiện khác nhau:
</div><span class="text_page_counter">Trang 13</span><div class="page_container" data-page="13"><b>4.8.1. Căn cứ vào hướng tiếnTa có dao phải và dao phải</b>
<b>4.8.2. Theo hình dáng và vị trí của đầu dao so với thân dao</b>
<b>4.8.3. Theo kết cấu </b>
Ta có dao liền, dao hàn, dao chắp. Dao liền làm bằng một thứ vật liệu. Dao hàn chắp có phần thân là thép kết cấu, còn phần lưỡi làm bằng nguyên liệu đặc biệt. Dao hàn chắp có loại hàn ghéo vào một miếng lưỡi và có loại kép miếng lưỡi bằng cơ cấu kẹp chặt.
<i>Hình 4-6 Các loại dao phụ thuộc vào hướng tiến của nóa) Dao trái; b) Dao phải</i>
<i>Hình 4-7 Hình dáng của đầu dao</i>
<i>a) Dao đầu thẳng; b) Dao đầu cong; c) Dao cắt:Dao cắt phải, Dao đối xứng, Dao cắt trái</i>
<i>Hình 4-8 Phân loại theo kết cấu</i>
</div><span class="text_page_counter">Trang 14</span><div class="page_container" data-page="14"><b>4.9. Cảm nghĩ buổi học thứ 2 ngày 30/1/2023</b>
Buổi hơm nay có một số nội dung đã học ở học phần lí thuyết của kì trước nhưng em đã quên hết và vẫn bị thầy la nhưng khơng vì thế mà thầy ân cần cầm lại các loại dao để theo hướng của bàn tay trái và phải để phân biệt thế nào là dao hướng tiến trái và dao hướng tiến phải. Kinh nghiệm rút ra sau buổi học là nên học chắc và ôn lại những kiến thức cũ và sau đó thầy có hướng dẫn lại về cách trình bày một bài tiểu luận trên phần mềm Word, thầy chỉ ra những lỗi sai thường gặp của sinh viên trong cách trình bày cũng như phần nội dung. Khơng những thế thầy cịn gửi một file mà thầy đã chỉnh sẳn những vị trí trình bày cần thiết nhất cho một bài tiểu luận để cuối kì nộp lại cho thầy.
<b>Chương 5. DỤNG CỤ ĐO KIỂM (THƯỚC CẶP)5.1. Thước cặp</b>
Thước cặp dùng để đo các kích thước ngoài như chiều dài, chiều rộng, đường kính trụ ngoài… các kích thước trong như đường kính lỡ, chiều rộng rãnh ... và chiều sâu.
Tùy vào khả năng đạt được độ chính xác của thước, người ta chia ra làm 3 loại thước cặp 0.1 mm; 0.05 mm; 0.02 mm.
<b>5.2. Cấu tạo thước cặp</b>
<b>5.2.1. Mô tả: Gồm có một thước chính, một đầu có mỏ thẳng góc với thânthước. Trên thân thước có khắc đơn vị (mm), nếu là hệ mét theo tiêuchuẩn q́c tế.</b>
Cứ 10 khoảng nhỏ có giá trị bằng 10mm và người ta ghi số từ đầu mỏ thước những số bắt đầu từ 0,1,2,3 …
</div><span class="text_page_counter">Trang 15</span><div class="page_container" data-page="15">Tuỳ theo thước dài ngắn mà người ta sử dụng được số đo lớn hay nhỏ
Một thước phụ gọi là d xích n ó cũng có một mỏ thẳng góc giống trên thân thước và có mọng lắp ghép để trượt trên thân thước (song song với thân thước chính trên thân du xích có khắc vạch khác nhau tùy theo từng loại thước).
Khi mỏ du xích khít lại với mỏ thước thì cạnh 2 mỏ thước trùng nhau (lúc này khơng có giá trị số đo nào cả). Khi mỏ du xích ra xa mỏ thước chính chúng ta mới có giá trị số đo sẽ trình bày ở phần sau
Nhiều loại thước có hình thức khác nhau. Tuy nhiên ngun lí mỡi loại đề giống nhau và cịn đo được ngoài, cả trong lỡ và sâu.
<b>5.3. Cách đọc kết quả đo của thước cặp</b>
<b>5.3.1. Cách đo trên thước cặp 0.05 mm.</b>
Bước 1: Dự đoán trước vạch của phần du xích đang nằm ở khoảng nào?
Như trên hình vạch số 0 đang khoảng vị trí gần cuối (Như thế chúng ta có thể đốn khoảng vạch trùng với vạch thước chính có thế nằm ở vị trí từ 7 đến 10 trên vạch du xích.
<i>Hình 5-9 Thước cặp</i>
</div><span class="text_page_counter">Trang 16</span><div class="page_container" data-page="16">Bước 2: Mỗi vạch du xích trên thước cặp loại 0.05 mm cách nhau một khoảng 0.05mm.
<b>5.3.2. Cơng thức tính</b>
Vạch trùng giữa vạch du xích và vạch thước chính nằm ở vị trí vạch thứ 15 kể từ số 0.
Vạch số 0 nằm ở khoảng 27.xx (mm)
Kích thước phần thập phân = Vị trí vạch trùng * Độ chính xác của loại thước = 15*0.05 = 0.75 mm => 27 + 0.75 = 27.75 (mm)
<b>5.3.3. Đối với kích thước số nguyên</b>
Khi số 0 của vạch du xích trùng với bất kì một lằn nào của thước chính và số 10 của du xích cũng sẽ trùng với lằn ly bắt buộc trên thước. Thì ta đọc giá trị đo số nguyên trên vạch thước chính như thông thường.
<b>5.4. Bài tập làm nhóm </b>
<b>5.5. Cảm nghĩ buổi học thứ 3 ngày 6/2/2023</b>
Một buổi học đáng nhớ vì cả lớp, cả em chưa thể xem chính xác được vạch trùng ở trên các loại thước cặp nên thầy cho ngồi tới tận 8 giờ tối với một chiếc bụng đói meo. Cũng nhờ những khó khăn như trời tối càng về sau lại càng khó nhìn được
<i>Hình 5-10 Bài tập nhóm (Thước cặp)</i>
</div><span class="text_page_counter">Trang 17</span><div class="page_container" data-page="17">vạch trùng trên thước qua đó giúp em càng tập trung hơn và trải qua 3 loại thước có độ chính xác khái nhau, mỗi loại thước 2 lần đọc số đo cho thầy kiểm tra và cuối cùng em cũng rút ra được kinh nghiệm sau mỗi lần đọc đúng số đo trên thước, tuỳ mỗi loại thước nhưng chỉ cần để ý vạch số 0 (vạch du xích) nằm ở khoảng nào trong vạch trên thân thước chính là em có thể dự đốn được vạch trùng nằm ở vị trí nào và khoảng cách của mỡi vạch trên du xích tương ứng với độ chính xác của mỡi loại thước.
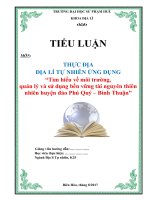
<b>Chương 6. HƯỚNG DẪN SỬ DỤNG MÁY TIỆN NGANG VẠN NĂNG6.1. Tên gọi cách bộ phận, chi tiết trên máy tiện ngang vạn năng 16b05II.</b>
<i>Hình 6-11 Máy tiện ngang vạn năng 16b05II</i>
<small>1. Chân máy.</small> <sup>2. Cần gạt tốc độ </sup><sub>sơ cấp.</sub> <small>3. Báo dầu.</small>
<small>10. Bộ hộp số.</small> <sup>11. Nút khởi động </sup><sub>máy.</sub> <sup>12. Cần gạt tốc độ </sup><sub>quay.</sub>
<small>13. Nút dừng máy.14. Nút15. Mâm cặp.16. Tay quay bàn </small>
<small>19. Chuôi nhọn.20. Nịng ụ động.</small> <sup>21. Tay khóa nịng </sup><sub>ụ động.</sub> <small>22. Tay khóa bàn ụ </small>
<small>động.</small> <sup>23. Tay quay nịng </sup><small>ụ động.</small> <sup>24. Ụ động.</sup>
<small>25. Băng máy tiện.26. Thân máy.</small> <sup>27. Trúc vít me tiện </sup><sub>trơn.</sub> <small>28. Trúc vít me tiện </small>
<small>30. Tay quay tiện </small>
</div>