Báo cáo Thực tập tốt nghiệp tại công ty Messier Services Asia (MSA) Singapore
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (2.61 MB, 76 trang )
Đồ án tốt nghiệp – Thực tập tại công ty MSA Singapore
!"#$%&#$'"(
)*
– – – – – oOo – – – – –
+,-./
012!3456748#391
– – – – – oOo – – – – –
:;;<=
Họ và tên: $ >?#@#$ >A#
Lớp: !"#$%&#$BC Khóa: DE
Chuyên ngành: F%G"#$%&#$
E A"HI#$HJ3
51!3I#$HJ38H1&#$>KLLHK)CK)'H1KLLHMNCOBCH#$M37)K
C 6>H#$7#M#6H#$KM)1 M7)M#6P2M3M))HM$KLLKQR2>'K)M 2
=)71KLL
S T1"H2HJ LU6*#$
Trong quá trình thực tập, tài liệu sử dụng gồm:
- Component Maintenance Manual (CMM).
- Standard Overhaul Practices Manual (SOPM)
V 0H6 #$1T13W#HX%X'"G#7T#
Nội dung gồm 3 phần:
- Phần I: Tổng quan chung về doanh nghiệp và nội dung thực tập.
- Phần II: Báo cáo nội dung thực tập tại MSA.
- Phần III: Mô tả quá trình bảo dưỡng cơ cấu chấp hành càng đáp
Y T#R0Z[#$6\#
Kỹ sư Roger Khoo – Component Overhaul Division (COD) Engineer -
Messier Services Asia (MSA) - Singapore.
D $">$HM7#HJQ'*HX%X]21/02/2011
^ $">7"#"#]22/06/2011
_`
(Ký và ghi rõ họ tên)
Hà Nội, ngày … tháng … năm 2011
abc
(Ký và ghi rõ họ tên)
Nguyễn Đăng Tuyền – Lớp Cơ Khí Hàng Không – KSCLC K51 1
Đồ án tốt nghiệp – Thực tập tại công ty MSA Singapore
C$ >?#=9d#$
Nguyễn Đăng Tuyền – Lớp Cơ Khí Hàng Không – KSCLC K51 2
Đồ án tốt nghiệp – Thực tập tại công ty MSA Singapore
e,fg<=
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
habc
Nguyễn Đăng Tuyền – Lớp Cơ Khí Hàng Không – KSCLC K51 3
Đồ án tốt nghiệp – Thực tập tại công ty MSA Singapore
(Ký và ghi rõ họ tên)
Nguyễn Đăng Tuyền – Lớp Cơ Khí Hàng Không – KSCLC K51 4
Đồ án tốt nghiệp – Thực tập tại công ty MSA Singapore
e,fg<=
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
=i
(Ký và ghi rõ họ tên)
Nguyễn Đăng Tuyền – Lớp Cơ Khí Hàng Không – KSCLC K51 5
Đồ án tốt nghiệp – Thực tập tại công ty MSA Singapore
C
My report comprises three parts:
PART I: Introduction
PART II: Industrial attachment report.
During the nine weeks of attachment in Messier Service Asia, I have learned the
basic overhaul process and the knowledge about equipment in a Maintenance
Repair Overhaul organization. I practiced the jobs as warranty against OEM in
Component Overhaul Division.
PART III: Landing gear actuator and Flap carriage overhaul process.
The overhaul process in a Maintenance Repair Overhaul always needs to be
improved. In this phase, I would like to present the repair process that is applied
in Component Overhaul Division. This content is the most interesting thing that
I tried to learn within the first half of my internship by understanding the
document and the real process. The purpose of this part is to understand the way
MRO improves their process.
Nguyễn Đăng Tuyền – Lớp Cơ Khí Hàng Không – KSCLC K51 6
Đồ án tốt nghiệp – Thực tập tại công ty MSA Singapore
jkbkk
I would like to extend my sincere thankfulness to Vietnam Airlines, Hanoi
University of Science and Technology, SAFRAN Representative in Vietnam
and Messier Services Asia Pte Ltd and SAFRAN group for giving me this
internship at the end of five years studying.
I would like to thank my professors in my university, Dr. Nguyen Phu Khanh,
Head of Aeronautics, Excellent Training Program, for supporting me.
I won’t able to gain my knowledge and experience without the support of Mr.
Lau Chic Kan, Engineering manager, Mr. Joo Koh, Mr . Chai Kan Kua, and
especially Mr. Roger Khoo who has given me a lot of chance to join the job and
to enjoy the life in Singapore.
I cannot forget to thank the sharing of all employees of company.
Nguyễn Đăng Tuyền – Lớp Cơ Khí Hàng Không – KSCLC K51 7
Đồ án tốt nghiệp – Thực tập tại công ty MSA Singapore
kPkC
Nguyễn Đăng Tuyền – Lớp Cơ Khí Hàng Không – KSCLC K51 8
Đồ án tốt nghiệp – Thực tập tại công ty MSA Singapore
kC
MSA Messier Services Asia Pte Ltd
CMM Component Maintenance Manual
SOPM Standard Overhaul Practice Manual
LDG Landing Gear
OEM Original Equipment Manufacture
NDT Non-Destructive Testing
MRO Maintenance Repair Overhaul
Organization
MPI Magnetic Penetrant Inspection
FPI Florescent Penetrant Inspection
COD Component Overhaul Division
Cad Cadmium
MSI Messier Services International
CRES Corrosion Resistant
CPC Corrosion Protective Compound
i.a.w. In accordance with
Nguyễn Đăng Tuyền – Lớp Cơ Khí Hàng Không – KSCLC K51 9
Đồ án tốt nghiệp – Thực tập tại công ty MSA Singapore
=]bl
I.1. SAFRAN GROUP
SAFRAN is a leading international high-technology group with three core
businesses: aerospace, defence and security. Operating worldwide, the Group
has more than 54,000 employees and generated sales of 10.8 billion euros in
2010.
Through this global presence SAFRAN builds industrial and commercial
relations with the world’s leading prime contractors and operators, while
delivering fast, local service to customers around the world. Comprising a
number of companies, the SAFRAN group holds, alone or in partnership,
world or European leadership positions in its core markets.
Engines and equipment for air and space
SAFRAN develops, produces and markets engines and propulsion systems
for civil and military airplanes and helicopters, ballistic missiles, launch
vehicles and satellites. It also provides a wide range of systems and
equipment for civil and military airplanes and helicopters.
Defense electronics
Operating in the optronic, inertial guidance, electronics and safety-critical
software markets, SAFRAN offers today’s armed forces a complete range of
optronic, navigation and optical systems and equipment for use in the air, on
land and at sea.
A global player in security solutions
SAFRAN offers state-of-the-art solutions to meet the evolving security
requirements of individuals, businesses and governments, based on
multibiometric technologies, smart cards and secure identification and travel
documents.
I.2. Messier Services
Messier Services is jointly owned by two major aerospace equipment
manufacturers that are also the two subsidiaries of the group : Messier-
Dowty (a leader in the design and manufacture of landing gear systems) and
Nguyễn Đăng Tuyền – Lớp Cơ Khí Hàng Không – KSCLC K51 10
Đồ án tốt nghiệp – Thực tập tại công ty MSA Singapore
Messier-Bugatti (a premier manufacturer of braking systems, wheels and
hydraulic equipment).
I.3. KLLHK)B $MHBb7m>
On May 01
st
, 2011, the three SAFRAN subsidiaries Messier-Dowty,
Messier-Bugatti and Messier Services merged to form KLLHK)B $MHB
b7m>, creating a world leader in aircraft landing systems and on-ground
movement.
In combining three highly complementary organizations, Messier-Bugatti-
Dowty will be able provide customers with an expanded portfolio of
integrated landing systems and associated equipment and services required
for the aircraft industry of tomorrow.
K1#727$H1M2##7'MH7#
Messier-Bugatti-Dowty will be better positioned develop new technologies
in response to future market requirements. This includes the increased use of
new materials, such as composites and titanium, while introducing more
Nguyễn Đăng Tuyền – Lớp Cơ Khí Hàng Không – KSCLC K51 11
Đồ án tốt nghiệp – Thực tập tại công ty MSA Singapore
electric technologies, such as Green TaxiingTM, which enables aircraft to
maneuver on the ground without relying on thrust from the main engines.
L7QK)n71 L
Messier-Bugatti-Dowty will also be able to offer fully integrated customer
support and more flexible solutions to meet customer needs. The merger will
also consolidate our worldwide presence, with 6,250 employees servicing
customers in Europe, the Americas and Asia.
I.4. Messier Services Asia Pte Ltd (MSA)
- MSA is a subsidiary of the Original Equipment Manufacturer (OEM):
Messier - Dowty and Messier - Bugatti. The company is a joint venture
between Messier Services International (MSI) (60%) and SIA Engineer
Company (SIAEC) (a company in Singapore) (40%).
- MSA is an MRO organization (Maintenance-Repair-Overhaul organization)
offers extensive repair and overhaul, 24-hour AOG services, distribution and
technical assistance for a wide range of aircraft landing gears and hydro-
mechanical systems.
Nguyễn Đăng Tuyền – Lớp Cơ Khí Hàng Không – KSCLC K51 12
Đồ án tốt nghiệp – Thực tập tại công ty MSA Singapore
= blCokk=
E 7Q37#K#'K)M 23)71KLL
EEbKnH#HH7#
(1) Overhaul
Objective: Overhaul is a process carried out in MRO, that is
to provide the necessary tasks required for certified Repair
Shop i.a.w. Operator’s Regulatory Authority Rules and
Practices, and to be Airworthy until the next mandated Time
Between Overhaul (TBO) period. (Messier-Dowty)
How to do: The process that ensures that the aircraft
component is in complete conformity with all applicable
services tolerances specified in the type certificate holder’s,
7) equipment manufacture’s instruction for continued
airworthiness, 7) in the data which is approved or accepted
by authority. The aircraft component will be at least
disassemble, cleaned, inspected, repaired as necessary,
reassembled and test in accordance with the above specified
data. (SAR-145.5)
(2) Repair
Repair is a process carried out in MRO, that is to restore a
aeronautical product to an airworthy condition to ensure that
the aircraft or component continue to comply with the
design aspects of the appropriate airworthiness requirements
used for issuance of type certificate for the respective
aircraft type, after it has been damaged or subjected to wear.
(SAR-145.5)
Nguyễn Đăng Tuyền – Lớp Cơ Khí Hàng Không – KSCLC K51 13
Đồ án tốt nghiệp – Thực tập tại công ty MSA Singapore
S MLH1P27m1M)7n'K)M 2=)71KLL
SEbKL1)H3H7#
The Overhaul process in MRO is carried out on aircraft component,
to better understand this process, the information need to be known
firstly might be:
Material, dimension, finish coatings as required by OEM at
every surface of part.
Objective of overhaul process in MRO on each part or
component.
Kinds of defect that need to be inspected and removed
within MRO.
(1) Understanding on the part
i. As stated in SOPM, in the drawing of part, the information
of material and the finish codes can be found, that will be
decoded by looking up in Practice Manual. And in CMM, all
finish coatings are listed and indicated in figures to help
MRO build up the part, the information can be found in item
“Repair” or “Fit and Clearance“ in appropriate CMM of
component.
ii. Example of figure [Ref: CMM- repair section]
Nguyễn Đăng Tuyền – Lớp Cơ Khí Hàng Không – KSCLC K51 14
Đồ án tốt nghiệp – Thực tập tại công ty MSA Singapore
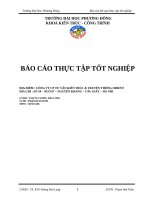
(2) Finishes on surface of high strength steel.
When the finish code of each surface is known, the next step is: look
up in the Practice Manual, section Decoding Finish Code to understand
the finish coating. The follow table will give some detail about coating
on the common surfaces.
Nguyễn Đăng Tuyền – Lớp Cơ Khí Hàng Không – KSCLC K51 15
Chrome plating covers piston rod.
Enamel covers Normal open surface
Đồ án tốt nghiệp – Thực tập tại công ty MSA Singapore
Outward
Surface
0 1 2 3
1. Normal open
surface
Base metal Cad Primer
Enamel
coating
2. Interior or
closed end tube
Base metal
Corrosion
Preventive
Compound
3.Surface
suffering high
pressure or
friction
Base metal Chrome
Primer
(wiped)
4. Top end of
piston
Base metal Cover by oil
5. Hole installed
bushing
Base metal Cad
Primer
(limited
thickness) or
Not Applied.
Cover by
grease
6.Others specified
position
Cad Primer
Nguyễn Đăng Tuyền – Lớp Cơ Khí Hàng Không – KSCLC K51 16
Bushing (yellow color) installed on hole after cad plated
Bushing is a lining of metal or similar material for a hole, to give the protection from wear or to put replaceable material in the hole or larger part not as economically replaceable.
Đồ án tốt nghiệp – Thực tập tại công ty MSA Singapore
(3) Objective of overhaul process in MRO on each part or
component:
i. Thorough inspection, restore dimension / finish
- Remove organic coating; primer, painting, cad (PCS-
2700, SOPM 20-30-02)
- Remove all bushing, lube fitting, etc
- Renewal of all seal, O-ring, retainer
- Strip and replace chrome & nickel plating on condition
- Unless otherwise specified all part must be returned to
design dimension during overhaul.
ii. Meet requirement of corrosion prevention (SOPM 20-60-02)
iii. Maintain reliable and safe landing gear structure.
- Life limited parts, ensure reliable to service for next
overhaul (TBO)
Nguyễn Đăng Tuyền – Lớp Cơ Khí Hàng Không – KSCLC K51 17
Đồ án tốt nghiệp – Thực tập tại công ty MSA Singapore
iv. Remove corrosion and surface defects and restore
component to requirements outlined by OHM/CMM/SOPM
- Implement recommended SL/SB improvement.
When all the parts of component are met all the requirement of
OEM on Overhaul process, the component will be released
certificate to be serviceable.
Nguyễn Đăng Tuyền – Lớp Cơ Khí Hàng Không – KSCLC K51 18
Đồ án tốt nghiệp – Thực tập tại công ty MSA Singapore
SSMLH1P27m1M)7n'K)M 2=)71KLL
(1) The flow chart below gives the basic steps that the part may go
through to be given back to serviceable. This is my understanding
from basic repair procedure, that might be not enough to apply for all
kind of part but easier to make understand.
The flowchart below just brings some information that generally
explains how the part goes through workshop and the first
imagination about the job at each workshop or office.
Nguyễn Đăng Tuyền – Lớp Cơ Khí Hàng Không – KSCLC K51 19
Basic Flowchart of Overhaul Process
(Source: Training document)
Scrap
Incoming
inspection
Disassembly
Cleaning
Stress relief
Part segregation
NDT
Product
verification
Bushing Installation
Painting
Kitting
Assembly
Rework
Testing
Đồ án tốt nghiệp – Thực tập tại công ty MSA Singapore
Nguyễn Đăng Tuyền – Lớp Cơ Khí Hàng Không – KSCLC K51 20
Final inspection
Testing
Đồ án tốt nghiệp – Thực tập tại công ty MSA Singapore
SVbKL1)H3H7#7np7RL
(1) Receiving Inspection
When the component is sent to MSA, the first procedure of process is
the receiving inspection. All the follow job need to be done by the
team:
By using Inspection of customer-owned equipment report,
the team will check Part number, serial number,
modification and quantities of component in accordance
with the OHM/CMM/Receiving check list.
Inspect physical part and documentation: to record all the
sign of damage, broken part, missing part, addition part etc.
Photo taking
Receiver is routed together with the customer’s doc to
Commercial Dept.
(2) Release of Customer Order
Once the component is received, Commercial Dept will issue
Customer Order Job Form. The custom job form and the Work
Record Sheers are routed to the appropriate Team Leader via
planner.
(3) Disassembly
Disassembly will be carried out in accordance with the
OHM/CMM Disassembly section. Thus, all the tool and
equipment needed (fixture, etc). After this step, the component
will be segregated to sub-assembly or part with the respective
number. It is essential that all the bushings present must be
removed from the bores to allow a thorough inspection of the
base metal and to prevent damage during baking. Next, organic
coating, primer, painting will be removed (practices standard:
PCS -2700, SOPM 20-30-02)
(4) Part segregation
Nguyễn Đăng Tuyền – Lớp Cơ Khí Hàng Không – KSCLC K51 21
Đồ án tốt nghiệp – Thực tập tại công ty MSA Singapore
Here, the part or sub-assembly will be assigned a job number, the
process will be controlled by using these job number from now
to the end of process.
The team will separate the scrapped items with the serviceable,
then record scrapped items into the Scrap Log, and order the
replacement part through InfoFlo.
(5) Stress relief
Stress relief is necessary to remove any residual stress built up in
the parts during its operations on the plane. That is to prevent the
part from stress concentration after every process that may
introduce the stress (e.g. machining). The parts will be sent to the
oven for stress relief. This baking process is also known as
annealing where a metal (in this case steel) is heated to a suitable
temperature and the temperature is held constant for a period of
time before being slowly cooled. It is necessary that the parts are
cooled slowly to prevent the build up of thermal stress which
Nguyễn Đăng Tuyền – Lớp Cơ Khí Hàng Không – KSCLC K51 22
Đồ án tốt nghiệp – Thực tập tại công ty MSA Singapore
may occur when a large temperature gradient is induced in the
parts due to rapid cooling.
A second objective for this baking process is to soften the parts
when baked, thus increasing its ductility and reducing the risks
of damage during machining works that will occur later.
The temperature will found in SOPM and may depend on kind of
material. Normally, the high strength steel is often baked in 4h at
375°F/190°C, and material of Aluminium and Titanium have not
to bake.
(6) Non-Destructive Testing
The step is mandatory in MRO. The purpose of this job is to
inspect the defect on or near the surface of part. There are some
kinds of defect: crack (open or close), heat damage.
There are some NDT methods used to detect the respective
defect:
Magnetic Particle Inspection (MPI) is to inspect
ferromagnetic parts only, for two kind of crack (close
and open)
Fluorescent Particle Inspection (FPI) is to inspect
ferromagnetic and non-ferromagnetic material also, but
only for detecting the open crack.
The Nital Etch Test will also be carried out to inspect
for possible heat damage during in service operations.
Eddy current: is to detect the discontinuities of material.
It depends on OEM requirement that which method in these
methods will be carried out for a purpose.
(7) Product verification
This is a very importance job that will determine on what is
the next step for the part. In this job, they will do the visual
and dimensional inspection; it is to check the surface
condition and all dimension specified per CMM. The result
Nguyễn Đăng Tuyền – Lớp Cơ Khí Hàng Không – KSCLC K51 23
Measuring the roughness of machined surface
Đồ án tốt nghiệp – Thực tập tại công ty MSA Singapore
of this will be found in a form “Inspection Condition
Report” (ICR) and will be used for further repair scheme.
i. In general, all information involving the condition of the
part from receiving to delivery is kept in the file,
Component Condition Report.
ii. For Life limited part, this job will record the description,
part No, serial No, record cycle (or time) since new (or
overhaul): time since new –TSN, TSO, CSN, CSO. The
history of part will be traced against Back to birth List,
Folio 12, and Part Movement Traceability Sheet (PMTS).
iii. Here, the delivery report is also generated for each
component and send to customer. That is to ensure proper
maintenance of vital component information after
overhaul and AD or SB modifications were carried out.
(8) Rework (this will be in detail in the part of report on repair
process)
Nguyễn Đăng Tuyền – Lớp Cơ Khí Hàng Không – KSCLC K51 24
Đồ án tốt nghiệp – Thực tập tại công ty MSA Singapore
In this step, the defect found will be repaired per respective
repair scheme, and the part will be returned to the design
condition or accepted as specified in other cases.
(9) Bushing installation
Bushing is a lining of metal or similar material for a hole, to give
the protection from wear or to put replaceable material in the
hole or larger part not as economically replaceable. Bushing is
renewal part in overhaul process. This process can be a part of
assembly, and is called pre-assembly. The bushings, some kinds
of them are fabricated at machine shop of MSA, others are
ordered from outside, that depends on the availability of
material.
(10) Painting
This step will apply the relevant top coats for each position as
specified in CMM, the top coats may be: primer, enamel,
corrosion preventive compound.
(11) Kitting
All parts of component are accumulated in a place where they
are kept in some condition while waiting for assembly.
(12) Assembly
The assembly is carried out in accordance with CMM, this
procedure is much more complicated than disassembly, utilizing
the tool and experiences are required strictly in this step because
of its importance.
(13) Testing
Testing is also carried out in accordance with CMM, testing and
assembly are taken care of by Quality Assurance Department,
because double check is needed.
(14) Final inspection
After the component is certified for released, the inspector shall
perform final inspection. This final step before delivery is to
Nguyễn Đăng Tuyền – Lớp Cơ Khí Hàng Không – KSCLC K51 25