Metal Casting Made Easy P2 doc
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (586.99 KB, 20 trang )
Complete guide to hobby metal casting.
Resin Coated Silicate Sands.
U
sing cold set resins, mixed with the silica sand can also be used to make cores.
These resins allow you to work the sand for a short time until it starts to go of.
Generally only available in 20 litre drums or larger, so it is not really feasible for the
home founder to do this until some sizeable production runs are planned. There are
several foundry companies that supply these products.
Foseco, a worldwide foundry supply house, has many different kinds of products to
cover every foundry situation. It is well worth your while to investigate using these
products, as they are easy to use and give very repeatable results with all types of
metal casting applications. Ask for the information sheets to be sent to you.
There is no, one, correct way to do things with foundry work. If three different
foundries were visited you would find that they all have different ways & methods of
doing things. You will discover certain methods that will work well for you.
The idea is to get “REPEATABLE RESULTS”, It helps to make notes as you work on
your projects, don’t rely on your memory for details. If you don’t go near your foundry
work for a month or two, you might be lost if you can’t remember a certain process or
method that you used to get a particular result.
An easy way to create special shaped holes in castings is to make up steel cores in
the lathe; they are then set in the pattern before you start ramming up. When the
mould is complete, and the pattern extracted, the steel core is held captive by the
sand. After the pour is complete and the casting has been retrieved from the sand,
you can cut the gates and runners off.
The steel core is then pressed out of the casting. I use this method to make the
spring caps, which are shown in a previous discussion. The method is quick and
easy, and works every time. The steel core is smeared with oil and dipped into a
container of graphite powder. (The graphite coating prevents condensation on the
steel core, which will blow when the hot metal hits it)
Captive Nuts.
Can remain, as part of the casting, a simple way to achieve this is to turn up the nuts
or threaded collars on your lathe to the required size. For secure retention in the
casting, machine some grooves on the outside edge, then locate the nuts in the
mould where required.
The molten metal will run into the grooves during casting. When the metal cools, it
will shrink even tighter onto the captive nut, they are not likely to pull out of the
casting. (The buttons or nuts also act as heat sinks or chills on the metal)
After this operation, holes can be drilled and threaded into the captive nuts to the size
to be used as anchors in the object that you have made. Several captive nuts or
plugs could be installed into the one casting if you wish.
Don’t be to generous with the graphite powder when installing captive nuts into
castings, remember you need them to be held securely, too much graphite may help
to release the nuts if under a heavy load.
Note:
The author does not have a financial interest in the company of Foseco.
Written by Col Croucher Australia. You are entitled to one
Printed edition of this ebook, please respect my copyright and intellectual
Property.
31
Complete guide to hobby metal casting.
Building your gas-fired furnace.
Construction Notes
.
Many ideas can be gleaned from this photograph. The rolled
former can be seen which is set up ready to start placing the
refractory into the wall cavity.
The steel supports are welded to the 2’x1/8”straps formed
around the drum. Wood plugs have been turned up on the
lathe to create holes in the refractory for the burner & also
the exhaust port on the other side of the furnace.
The tall column is for the levers & sliding brackets to be
attached for removing the lid safely from the furnace.
A sub frame was constructed to mount the whole unit on so
that the furnace can be moved around or stored away out of
the road. (The next section deals with building this
furnace.)
Please note:
This overview of building the gas-fired furnace was left in this ebook to quickly show
you some details, the full project is dealt with in depth in the next section.
Go there now
.
Please click the link above to that section if you wish, or click on the bookmark tab to
view all headings.
Rear Side View
The furnace shell is made from an old drum, note the rolled sheet metal former used
to make the furnace walls. The wood plugs create the holes for the burner pipe and
exhaust pipe. Put lots of grease on the plugs to help removal.
Roll some 2” X 1/8” steel straps to go around the drum shell to weld supports and
other fixtures to. Make up some plates to hold the burner inside & outside the
furnace, held together with bolts. Lots of details are clearly visible here. Your furnace
can be scaled up or down to suit your operation.
Roll the sheet metal Former
.
The size you elect to roll the former will be dictated by your crucible, allow about 2” of
area between the furnace wall and the crucible sides. Sheet metal rollers are ideal for
performing this operation, enabling a perfect circle to be formed.
You will need to secure the former with some self-taping screws, to hold it at the
diameter that you require for your furnace. It may be two or three days after ramming
or pouring the furnace walls before you remove the former, so you need to be able to
collapse the former before you can remove it from the furnace.
The furnace featured here was built from scrap materials scrounged from around the
workshop; you can use secondhand steel and discarded materials to make yours
also. The dearest part of the whole furnace construction will be the refractory for the
walls, floor and furnace lid, don’t skimp on this, high quality refractory will outlast any
cheap or inferior materials,
The furnace you see here has been in service for many years, it has virtually been
maintenance free all this time. A burner needs to be constructed, A piece of black
pipe 1 ¾” to 2” in Dia and about 16” long will make a nice burner, again the details
are all revealed in the ebook mentioned above, There is no Rocket science involved
with this, but you need to take care with certain things to make the burner easy to
light and adjust to the optimum heat out-put for your furnace,
Written by Col Croucher Australia. You are entitled to one
Printed edition of this ebook, please respect my copyright and intellectual
Property.
32
Complete guide to hobby metal casting.
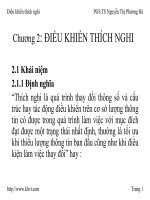
Furnace lid lift arrangement.
Furnace layout.
Furnace Notes
.
Building a gas-fired furnace is really just a lot of
common sense and straightforward planning of the
order in which you do the construction.
The biggest problem facing most people is
designing and building an efficient burner.
The burner (LHS of furnace) designed for the
furnace shown in this picture, is simple but highly
efficient.
It does not have an external flare or a fine jet,
which is unnecessary. The gas line pressure runs
at almost zero. LP gas is fed from a 100lb tank
through an adjustable regulator. A 6 Kilo melt can
be done in less than 35 minutes from a cold start.
T
his image shows the general arrangement of the furnace body, wheels and the lid-
lifting lever.
The lugs on the main upright are quite visible. The lid and the support rods are bolted
to these, the ends of the rods are threaded with nuts either side of the lugs. Which
allow the lid to be adjusted for proper fit on top of the furnace walls.
There are no hard and fast rules for the size of your furnace; it will all hinge around
the size of the crucible that you choose. Always allow at least 2” of free area
between the furnace wall and the crucible. So size up or down depending on what
you want. I built this furnace from ideas of my own after studying other furnaces.
Pour the floor of the furnace first. Make the furnace floor 3” (75mm) thick.
The steel former is rolled to the correct diameter, it is held in place with some wood
wedges as the refractory is poured in. (Refractory can be rammed also) don’t forget
to drill holes in the bottom and the walls of the drum shell to let water drain from the
refractory. When the walls have air dried, remove the former carefully.
You will marvel at the simplicity of the burner design, which is a highly efficient
design and not difficult to build. Please move forward to that project to read more
about it.
Every dimension and component of the furnace is outlined for you in imperial &
metric, no need for guesswork or trying to workout the sizes of things to make, it is
all explained in plain English for you.
Hours of work have been spent laying out an easy path for you to follow to help you
construct a furnace that will last you for years in your home foundry operation.
Written by Col Croucher Australia. You are entitled to one
Printed edition of this ebook, please respect my copyright and intellectual
Property.
33
Complete guide to hobby metal casting.
Scrap metal: what to melt.
Aluminium.
M
ost hobby caster’s are never quite sure what kind of scrap they should melt for
their castings. The best source of Aluminium metal is scrap cylinder heads,
inlet
manifold castings, & gearbox casings if you can be bothered stripping, & cleaning the
muck of them. Try to source your metal privately, or from engine repair workshops.
Scrap metal yards will rip you off when they find out what you are up to.
Beware also of mixing Magnesium in with your scrap, it may catch alight during
melting, it is impossible to put it out.
To Identify magnesium scrap metal, the metal looks grey in colour. Polish a small
area with emery paper. Then apply a small drop of 1 % silver nitrate to the
polished surface. A black stain will appear on the metal. Aluminium will not stain.
Other sources of scrap metal could be from old machinery castings such as wheel
hubs, casings & cover plates etc, If the item is painted and your not sure if it is
Aluminium or not, just place a magnet on the metal, if it sticks, leave it there, as it’s
probably cast iron.
Now, I can hear you asking how on earth does one melt a cylinder head in the little
old crucible I’ve scrounged from another metal caster.
Method 1.
The idea is to take your cylinder head to a machine shop or someone who has a
good sized power hacksaw, or better still a metal band saw, ask them to cut the
cylinder head into small chunks to fit into your crucible!
Quick Tip.
Getting good scrap will be the biggest problem for hobby
metal casters. Most will not be prepared to buy metal
from a commercial supplier. Melting your own is the next
best thing. If you stick with what I have said to melt you
wont go far wrong. Don’t concern your self with metal
compositions yet; leave that for the experts to sort out.
All you want to do is have some metal casting fun!
Aluminium Ingot Stock.
Method 2 (My Favourite)
If you happen to have a charcoal forge stored in the corner of your workshop, drag it
out and get it ready to do some serious melting. Firstly you need a good supply of
charcoal. (Read…. A good large bag full)
You can make it your self. Complete instructions are available free at our web site
Now, you have to make up a square or rectangular shaped iron pot with a handle
attached to one side.
Light up the forge and attach your blower, and set the blast to a low setting, once the
bed of charcoal is burning nice and hot, place the steel pot in the hot coals, place the
first chunk of cylinder head in and just leave it, it will take awhile to start to show
signs of melting.
With a good supply of charcoal, and the right blast, it won’t be long before you will
have to pour the melt into your ingot bar.
The illustration above shows the shape of the ingot bar that I have used, it was made
from a piece of folded heavy gauge metal, the notches were formed from pieces of
angle iron cut to fit and welded inside the ingot bar.
The ingot bars in the photograph weight about 6 Kilos each. When the bar has
solidified, knock it out and get ready to pour the next melt. The stacks of ingots in the
photo were made in an afternoon’s work…. The cost = $00.00. Plus fun time.
Written by Col Croucher Australia. You are entitled to one
Printed edition of this ebook, please respect my copyright and intellectual
Property.
34
Complete guide to hobby metal casting.
Melting scrap bronze metal.
S
ourcing & melting Bronze is going to present another problem for you to solve. The
heat involved in the actual melting is considerably higher than Aluminium, and the
metal losses involved as you melt will also be much higher.
Finding suitable sized scrap bronze is going to make you search harder than you
would for Aluminium. Hunting around junkyards and private places for your metal
may well turn up what you require.
Probably the best source of good bronze metal is going to be by purchasing your
supply from an ingot supply house.
Buying it here will give you the exact metal composition that you need, eg. Silicon
bronze is one of the best types of bronze to melt in your crucible. It is easy to cast,
and does not present any problems while melting, and needs very little if any fluxing
before the pour.
It won’t be cheap to buy, but you will know the exact make up of the metal. If you
were to continue collecting scrap bronze, you will have difficulty determining whether
it is silicon bronze, manganese bronze
*
or perhaps Aluminium bronze
*,
gun metal
bronze etc. All these metals have different fluxing & degassing requirements for
melting and pouring. Some are just too difficult* for the hobby caster to even attempt
to melt & cast.
There is nothing wrong with you experimenting and melting your own scrap, just don’t
get too upset if some of your castings are not turning out as good as you may want
them to.
Try to keep your different metals apart if you can, but with scrap bronze it can be very
hard to tell the difference between the mixes used commercially, even for the
professionals! (Without chemical tests & analysis etc)
An excellent source of bronze is buying the sprues and runners from a foundry
involved in casting bronze art castings for sculptors, they will most likely charge you
only half the normal ingot cost. Art casting foundries use silicon bronze…, which is
very easy to melt & pour.
At least with buying ingots you will be able to cut them up into small pieces with a
power hacksaw, so they will fit easily into the crucible used for melting. Cutting up
chunks of scrap may give you more headaches than it is worth in the long run.
Bronze is a lot more difficult to break down into smaller sizes, and bronze castings do
not smash easily like Aluminium does.
One of the easiest ways to handle larger pieces of scrap bronze is to do all your
melting in another type of furnace called the “Cupola Furnace”, these furnaces are
the most ancient in operating principle, but are still used today in many places.
Cupola furnaces are fuelled by charcoal and require a considerable amount of air
blast to create the high heat needed for melting cast iron or bronze.
We cannot go into the technical aspects of the Cupola Furnace here, as it would take
a large book to cover the subject.
It may be worth your while to investigate this type of furnace as you advance along
the metal casting journey.
Written by Col Croucher Australia. You are entitled to one
Printed edition of this ebook, please respect my copyright and intellectual
Property.
35
Complete guide to hobby metal casting.
Many hobby caster’s usually end up building one of these after a lot of experience
has been acquired with crucible melting, it just seems to be the next step in the long
journey.
Furnace ignition: Lighting up for the first time.
W
hen lighting the furnace for the very first time. It is important to “run” the furnace in
before doing any serious melting with it. The refractory material has to be dried ”very
slowly” so that it cures to a hard tough material to enable it to withstand the
high
temperatures involved with metal casting.
The NEW furnace refractory should be allowed to air dry for several days. Then and
only then can you light the furnace and run it for a maximum of only FIVE minutes
and shut it down and let it cool. Repeat this procedure until no more steam can be
detected issuing from the holes in the side of the furnace. Once it is fully cured then
you can run it for an hour or so, even do your first melt in it to help vitrify the
refractory and cure it fully.
Follow These Steps:
1. Lighting up your furnace for the first time can be a daunting affair. If a simple
practice is adopted, there is nothing to fear from the lighting up of the gas-fired
furnace.
2. The easiest way to light up is to scrunch up a small piece of newspaper and push
this between the furnace wall & the crucible pedestal. (The block that the crucible
sits on in the furnace)
3. Light the paper with a match and let it burn for a few seconds.
4. Turn the cylinder regulator gas valve on very slowly, only let a small amount of
gas flow down the line, a second or two after this you will see & hear a small
flame erupt in the furnace with a pop.
5. If you are using a vacuum cleaner for the blast, switch it on now, but on it’s lowest
setting (some have an adjustable speed control). Bring the air speed up gently
until the flame starts to swirl around the inside walls. It will be running very rich at
this stage.
6. Increase the air blast again, but not too much as the flame may blow out. As the
furnace warms up, and it will very quickly, adjust the Air/Gas ratio until it is
running evenly with a gentle roar. Let the furnace run at this low setting for about
five minutes to warm up. The ideal air/gas mixture is when there is a blue primary
flame, leading out to an orange colour flame coming out of the exhaust port.
7. If the flame blows out SHUT EVERYTHING DOWN INSTANTLY. The starting
process will have to be carried out again. (Put The blower back on to blow
unburnt gas out of the furnace interior, if you don’t do this, any residual gas will
explode and burn you when you go to relight, LPG gas is heavier than air)
8. The furnace will most likely be too hot at this stage, to put your hand in to light the
paper with a match, so use a long instrument to light the paper on the second
time around.
9. Once the lighting sequence has been carried out a few times and you have come
to grips with the behavior of your furnace, lighting up should be a success every
time that you attempt to light up.
• WARNING: DO NOT
leave the furnace unattended while it is running, If there is a
power failure the blower stops, but the gas keeps going, this is a potentially very
dangerous situation, It only requires a small amount of LP Gas MIXED WITH
AIR to create a life threatening situation…Read…. “EXPLOSION”
Written by Col Croucher Australia. You are entitled to one
Printed edition of this ebook, please respect my copyright and intellectual
Property.
36
Complete guide to hobby metal casting.
Common Sand Casting Faults.
Casting Mismatch.
This is what happens when you are not thinking what you are doing while
reassembling the Cope & Drag moulds. The mould was poured only to find the boxes
had been turned around.
This is the very reason we said to colour match one corner
of your mould boxes to avoid this mistake. You think I got mad when I saw this… You
bet… Only one solution, scrap the casting (& remelt it), and re-mould & pour it again!
Cold Pour or Cold Shut
.
The metal was poured way to cold; it cooled even more while traveling through the
cool sand and stopped right at the casting cavity. Sometimes a low sprue height will
also cause this to happen. A combination of factors can at times confuse you to what
actually caused the problem. Some form of temperature control should be used to
monitor the exact temperature that you will pour at. Usually smaller items have to be
poured at higher temps than larger items, simply because larger amounts of hot
metal will keep hotter for longer.
Quick Tip.
Using uncoated steel chills or cores can also cause
steam blows. A good method I have found to prevent
this is to smear some oil on the steel core or chill and
then dunk the core in a box full of fine graphite flakes
or powder. Place the core or chill carefully in the
mould. When the metal is poured, the graphite acts
as a barrier to moisture. It does not affect the chilling
action on the metal.
Steam induced Core Blow.
This steam blow originated from the sand core. The likely cause was the core not
baked long enough. The core may have absorbed moisture from lying around for too
long.
The casting is a clutch slave cylinder. The steam blow has just destroyed the casting.
Looking from the outside you wouldn't know what was wrong with it, as it looked quite
normal, looks can be deceiving. As a pressure vessel this had to be a very good
quality casting, steel chills were inserted while moulding along the barrel & at the end
of the cylinder to promote a dense grain structure. (Chill effect)
Needless to say, some new cores were made and some fresh moulds were made up
and they turned out just fine.
Written by Col Croucher Australia. You are entitled to one
Printed edition of this ebook, please respect my copyright and intellectual
Property.
37
Complete guide to hobby metal casting.
Glossary: Common foundry terms
.
Absorption: Ability of any material to absorb certain gases from the atmosphere.
Use a good flux & degasser to purge gasses from molten metal, especially
Aluminium
Aerating: Reworking & reconditioning your moulding sand with hand sieve/Shovel/or
Motorized riddle. (A great machine for any Foundry!)
Binder: A material such as Bentonite used to bind sand particles together. Foundry
sand and bentonite is mixed in a Muller.
Blowholes: Gassy metal due to lack of de-gassing before pouring. Can also be
caused by wet foundry sand, sand should not stick to your hand when squeeze
tested.
Cast: To pour molten metal into the sand mould. (Cavity)
Chill: Cast Iron or steel objects used to promote rapid solidification of metal, reduces
porosity. Creates very tight metal.
Core Shift: The result of a core moving with the pressure of the metal entering the
mould. Make sure that core prints on the pattern are the correct size for the core
being used.
Crucible: You’re melting utensil, quality crucibles are made from silicon carbide
materials, buy the best you can afford. (Cheap Clay Graphite items are available
also). A make shift crucible can be lined with fire clay.
Dross: The rubbish & oxides that form on top of the melt. Always degas the metal.
Fluidity: The ability of a metal to flow freely when in its molten state. (Correct
temperature)
Flux: Special powders available from foundry supply houses, helps to remove oxides
etc from the melt. (Sprinkle on top of melt to prevent gas pick up from atmosphere)
Gate-In: The last part of the flow channel for the metal before it enters the mould
cavity.
Gated pattern: Patterns & ingates mounted to mould board, saves hand cutting of
runners. (Rapid moulding system, great technique)
Inclusions: Particles and rubbish in finished casting. (Degas metal and blow mould
cavity out)
Ladle: A crucible or refractory lined steel pot used to pour or (ladle metal) from larger
melting device. (Pre heat required before pouring)
Melting Point: Critical temperature that metal turns to liquid form. (This is not the
pouring temperature.)
Mould: Sand/ Metal/ Clay etc, used to make the casting. (Green sand, Permanent
or die cast, Investment casting type of mould)
Moulding Medium: sand used for the mould making process, e.g. green sand/silica
sand/ casting plaster, etc.
Oxidation: The reaction where an element combines with oxygen to form oxides or
dross etc.
Pouring Basin: The top funnel section of the mould. I.e. sprue.
Pyrometer: Special instrument used to determine temperature of molten metal
before pouring.
Refractory: Heat resisting material, used in furnace walls, ladles, moulds &
crucibles. Cupola furnace pouring spouts etc
Riser: A large head of molten metal used to feed casting as it cools. Always feed to
heaviest sections.
Shakeout: The operation of removing your castings from the sand moulds.
Southern Bentonite: Special foundry quality clay used in the refractory, and as a
binder for green mould sands. (Green sand moulds would mould without this
compound)
Written by Col Croucher Australia. You are entitled to one
Printed edition of this ebook, please respect my copyright and intellectual
Property.
38
Complete guide to hobby metal casting.
Judging temperatures by eye.
W
ith a reasonable amount of metal melting and pouring experience, you will soon
get a feel for the correct time to lift the crucible out of the furnace and pour the
casting.
Don’t worry too much if you have some failures; this is just a natural part of the
learning curve that all hobby caster’s go through.
There are times when you think the metal is spot on and ready to pour, only to find
out that it’s not. Experience is a great teacher.
Approximate temperature readings only.
Faint Red: 877 Deg F.
Dull Red 991 Deg F.
Full Blood Red 1051 Deg F
Dull cherry Red. 1196 Deg F
Full Cherry Red 1376 Deg F
Light Cherry 1551 Deg F
Deep Orange 1641 Deg F
Light Orange 1731 Deg F
Yellow 1961 Deg F
Light Yellow 1975 Deg F
White 2210 Deg F
Bright White 2551 Deg F
Dazzling White 2731 Deg F
Looking at hot metal and trying to guess its temperature is really just a guessing
game. You have to view the hot metal under dark conditions. A little difficult if you’re
melting metal in bright daylight. Aluminium is even more difficult to determine what
temperature it is at, because it does not change in colour like molten cast iron or
bronze.
Aluminium looks silver at solid & looks a silvery pink colour when it’s at full melt. The
colour can vary with the amount of light in the foundry. I still like the pine stick method
that I discuss in the book. However the most accurate method is with an industrial
optical pyrometer. You can also make up a thermal couple device and use a cheap
multi meter calibrated to determine the temperature of the melt.
The meter is made using two pieces of dissimilar Alumal metal; they have been
proven to be quite accurate for measuring molten metal, although it can take awhile
to dial in the accuracy.
Written by Col Croucher Australia. You are entitled to one
Printed edition of this ebook, please respect my copyright and intellectual
Property.
39
Complete guide to hobby metal casting.
The Home Metal Foundry.
Y
our home metal foundry will be a constant source of satisfaction & amazement to
you and your friends. As you acquire more confidence with the projects that are
attempted, you will find that after a while, people will ask you to cast small items for
them.
If you feel confident with your skills, by all means, do some outside jobs, whether for
fun, or a paid service is up to you.
Don’t take on a job if it is outside your foundry skills,
it is better to carry out trial and
error casting jobs of your own, rather than practice on other peoples work, which may
end defeating you and suffer the embarrassment of not being able to do the job.
Some people will pick up the required foundry skills quicker than others, that’s OK, it
is better to learn at your own pace, rather than rush things through and not grasp the
skills and techniques needed to successfully mould and pour your own castings.
When you become totally familiar with metal casting, everything will become second
nature, it is a bit like driving a car, you don’t think twice about what to do next do
you? All it takes is practice and lots of learning. Don’t be afraid to seek out others that
might be doing the same as you. Visit mainstream commercial foundries for guided
tours; you’re bound to pick up some really good ideas & new technology.
I still remember the tour we had of the General Motors Holden Foundry at
Fisherman's Bend, Melbourne, Australia, during a foundry course that I was
undertaking. On the last day of the course we were able to take a look at this large
fully computerized manufacturing foundry plant.
The principles of this large foundry were basically the same as what we were doing
during the course, only the scale of the operation was simply huge. The memory still
lives with me today.
Build as much of your own equipment as you can, you will not only save lots of $$$,
but the custom-made gear will suit your operation perfectly. If you have a reasonable
workshop, it should not be too much trouble building your own equipment.
In the next section of this ebook we will be taking you through all the steps to build
your own gas fired furnace as well as a motorised riddle. It’s time to start getting up
to scratch with your metal welding and fabrication skills. Your’e going to have a lot of
fun
Don’t forget the safety aspect of your craft, Molten metal can be very dangerous and
can inflict some nasty injuries, buy the proper safety gear, it’s an investment in you
and your own safety. Do not allow small children in the workshop during metal
casting operations. There will be enough things to look after with out having to worry
about small children at the same time.
Enjoy the fascinating journey into home metal casting, only your imagination &
creativity will limit the things you can make with this craft.
Following this we have some outlines of casting projects completed in the home
foundry which you can read about, and perhaps learn some techniques which will
help you to further your foundry knowledge. These projects were all produced with
basic foundry equipment explained in this ebook.
Written by Col Croucher Australia. You are entitled to one
Printed edition of this ebook, please respect my copyright and intellectual
Property.
40
Complete guide to hobby metal casting.
Home foundry projects.
Project 01:Door hinges.
T
he cast aluminium door hinges, were made from
homemade timber patterns. Pattern dimensions
and details were made to be the same as the
original item, plus a small allowance for shrinkage.
Cast Aluminium Door Hinges
.
Door Hinge Patterns, (Cope)
Door Hinge Pattern: (Drag)
The patterns were made as split patterns and
mounted on both sides of the pattern board, as we
will see in a moment.
This method allows patterns, gates & runners to
be assembled on the mount board permanently
which enables quick remoulding or remaking of
sand moulds. These hinges were one of the first
commercial projects I did to supply a small
specialist English sports car parts supplier. I have
moulded & cast several hundred of these door
hinges, which have been exported all over the
world. This was a small start to my commercial
success as a boutique niche market foundry
operation.
Now we will have a look at the mounted patterns,
which were used to create the castings above.
The master pattern consisted of a flat piece of
timber shaped as per the original. Two round
buttons were turned to make the bosses. A thin
tapered web was made to fit between the buttons.
Then the front was shaped with a cut out. On the
other side of the pattern board another three
round tapered aluminium bosses were machined
and fixed to the centre line of the scalloped top
part of the pattern.
The long tapered raised piece forms the runner that joins up with the short in-gates
attached to the patterns. If you took these images and placed them back-to-back you
would note that all the parts of this layout would match up together. The hole in the
mount board between the patterns on the right (above) is used to place the down
sprue to secure it while the sand is being rammed.
The long runner joins up with the short in-gates attached to the patterns. The lower
bosses on the underneath of the pattern board will match up with the top part of the
pattern. The boss is bored out to accept a thread at a later stage of the production.
If you study the images, and read through this section again you will understand the
idea behind mounting your patterns on a pattern board. Especially if you get into
doing small production runs with your mini foundry operation.
Sometimes it is difficult to get your head around the pattern making process, it is kind
of like photography where you need a negative before you can make a positive print.
Written by Col Croucher Australia. You are entitled to one
Printed edition of this ebook, please respect my copyright and intellectual
Property.
41
Complete guide to hobby metal casting.
T
he negative is always a reverse of the positive, and that pretty well sums up a lot
about pattern making. If you can understand this concept then you will get to
understand pattern making in a new light.
The door hinge patterns could have been all separate components and then
assembled on the mount board before making up the sand moulds.
Simple split patterns are created using this technique; while that is fine if all you want
to do are just a few odd castings. But it can be a real pain to have found all the
pattern bits plus the gates and the runners, and then fiddle around and try and make
your sand moulds.
By mounting the split patterns carefully on the board along with the in gate’s and
runners, will ensure good accurate sand moulds every time you ram your sand.
When mounting the patterns and runners etc. you have to be extremely careful when
measuring and laying out everything on the board,
Start at one side of the mould board and mark out the centre line of your patterns.
On the door hinge patterns above, we marked out three centre lines. When mounting
pattern bosses or projections on the under side, drill very small guide holes through
the patterns and through the mould board. These will serve as your alignment centre
holes.
Next you can determine where you will place the in-gates and runners and any spots
where a riser or feeder may be needed. If your casting has a heavy section close to a
lighter section, feed it generously with metal other wise the heavy section will pull
metal away from the light metal section leaving you with a weak hot tear, and a
porous casting.
The door hinges above may not look like heavy castings, but even they needed to
have generous feeders on the top of the heavy boss at the front of the hinge, the
feeder or riser had to feed metal into the casting for the upper and lower boss!
This is the timber master pattern; the master was used to make three-replica patterns
from aluminium castings. There was a small amount of shrinkage by doing this, so
we made the master pattern slightly oversize to allow for this. Pattern makers rules
allow accurate sizing of patterns to take into account of any shrinkage with any metal
being used for the casting.
Written by Col Croucher Australia. You are entitled to one
Printed edition of this ebook, please respect my copyright and intellectual
Property.
42
Complete guide to hobby metal casting.
The pattern above was made using a total of seven small parts, glued together to
make the one master pattern, several hours were spent making the parts and then
fitting them together to make sure it was right.
Project 02: Clutch slave cylinder.
T
he slave cylinder illustrated here was born
out of the necessity to replace an obsolete
part for a car being restored. The original
equipment supply of parts had dried up. There
was no other alternative but to put on the
thinking cap and make some patterns to
reproduce a new cylinder. This project turned
out to be quite a challenge!
Some lateral thinking had to be done to
develop this project. The original cylinder was
an unusual shape, which did not lend itself to
sand casting very well. As you can see with
the patterns mounted on the board, we have
used the set up of three. This number of three
was arrived at because this was all we could
fit into the steel mould boxes available .The
configuration and layout of the patterns took
awhile to sort out. If you study the photo
opposite you will notice the core prints at the
end of the cylinder, and the feeder or riser’s at
the other end and also the in gate a channel.
The cope or underside of the mould board
secures the other half of the patterns plus the
runner, which delivers the molten metal to the
in-gates. The riser’s shown above are short &
stubby to provide sufficient feed metal while
the casting’s are cooling in the sand mould.
The holes drilled through the mould board
either side of the patterns allow the
registration pins on the ends of the mould
boxes to pass through and engage with the
alignment brackets on the cope mould box.
The mould board is sandwiched between the
cope & the drag. You simply mould the drag
box, and then roll the whole assembly over
and then mould or ram up the cope part of the box. This system makes the whole
process a lot easier than having to assemble the patterns gates & runners separately
in the mould.
Sand Cast Slave Cylinder.
Slave Cylinder Patterns. (Cope side)
Slave Cylinder Patterns (Drag side)
Split patterns were mounted on the
mould board for quick moulding of
small production runs.
The patterns were turned from a timber called jelutong, this timber machines and
sands very well. To get two halves of the pattern we used the old wood turners trick:
(Glue two pieces of timber together by placing brown craft paper between the pieces
being glued, do not over glue.)
Written by Col Croucher Australia. You are entitled to one
Printed edition of this ebook, please respect my copyright and intellectual
Property.
43
Complete guide to hobby metal casting.
A
fter the patterns have been turned carefully to size, split the patterns by inserting a
fine blade into the glue line. The paper will start to part company, keep working the
blade into the glue joint until the paper splits and the two pattern halves are
separated.
Pattern making can take up many hours of your time; there is really no easy way to
achieve good patterns for casting work. If you farm your pattern making out, be
prepared to fork out a lot of money for even relatively simple pattern designs. Do not
be afraid to tackle a pattern-making project.
Project 03: Timing chest back-plate.
The timing chest project was undertaken as a
request from a professional car-rebuilding firm,
wanting replacement parts.
The pattern was made by an experienced pattern
maker; note that I said experienced and not
professional. The results were quite satisfactory as
everything machined correctly and the casting was
sound and showed no porosity. This project is a
very recent accomplishment. It is a far cry from
those first few efforts at metal casting well over a
decade ago.
This casting machined far better than we expected.
The machine marks are quite visible even in this
digital image.
While not a totally complicated casting, it was
complex enough to get the gating and feeding of
the casting right.
Note also the numbers used to identify the casting,
these are cheap stick on plastic letters from the
local craft shop. They did the job very well.
The opposite photo shows the mounted pattern
used to reproduce the timing chest with green sand
moulding; in fact all of the above projects were cast
in green sand moulds.
The pattern is very simple to ram up and cast, now
that all the feeding and gating problems have been
solved.
The first couple of pours produced castings with
cold shuts & incomplete filling of the mould cavity.
Pouring too cold and not having enough static
height in the sprues and risers caused the
problems. After this was determined and
corrections made, every casting has been a complete success since.
Finished T/Chest Casting.
Inside View.
Outside View
Timing chest back plate
pattern.
This project is not for the first time metal caster to attempt, this is shown to let you
know that the equipment explained in this ebook and the other publications was used
to produce these castings. And if there are any doubters out there they are welcome
to come and watch a melt & pour session using this equipment.
You do not require complicated equipment, or expensive tools. If you have the
ability to apply the basic principles and knowledge of sand casting, you will be able to
produce quality sand castings in your own backyard foundry workshop.
Written by Col Croucher Australia. You are entitled to one
Printed edition of this ebook, please respect my copyright and intellectual
Property.
44
Complete guide to hobby metal casting.
The trick is being able to improvise & build as much of your own equipment as you
can. Learn new skills. Successful metal craft workers need the following skills:
• Basic Charcoal Forge operating know-how.
• Welding skills: Manual Metal Arc or MIG welding.
• Basic lathe & machining skills.
• Basic workshop fabricating skills.
Project 04: M.G. T Type Aero Screen Base.
The MG Aero Screens were undertaken for an MG
enthusiast who needed a set of new aero screens
to complete a rebuild project. As luck would have it
he had some parts of the old screen available,
enabling new pattern reproductions to be made.
The quickest way to reproduce the base patterns
cheaply was to use casting plaster to make some
split moulds, so that new patterns could be poured,
not in metal, but using diluted car body filler as the
pattern material. We talked about the method
earlier in the ebook.
The image opposite shows the result of casting
diluted car body filler into split plaster moulds to
obtain perfect reproductions of the old original
castings, the originals were polished so the end
result was quite good.
Of course much rubbing back and repainting of the
body filler patterns were done to obtain the best
possible finish for the new patterns. The patterns
were also built slightly up to take care of shrinkage.
Here we have a different technique to explain,
these are the end caps for the aero screens. Again
they were cast in diluted car body filler material. To
make the mould & to pour these end caps required
an RTV silicon mould process to be done
. You may
remember we talked about this process earlier on
in the book.
The basic method is to create a half mould of the
silicon, let that cure, then do the other half. Let cure
again, part the moulds, and you have a perfect
impression of the object, ready to cast with car body filler, to make the new repro
patterns.
Aero Screen Base & pattern.
Aero Screen Patterns.
Aero Screen End Cap
Patterns.
It’s not really that difficult to digest. The instruction included with these kits is very
detailed, so the chances of you making a mistake are quite low.
Unfortunately, it is expensive to buy; a one-kilo pack is about $53.00US
To employ a pattern maker to reproduce replica patterns of the above items from
scratch would run into quite a bit of money.
Remaking your own patterns is going to save you heaps of dollars, not to mention
the rewards you will feel when you have successfully completed a project such as
this. Using skills like these will help to launch your foundry operation to start to pay
for itself.
Written by Col Croucher Australia. You are entitled to one
Printed edition of this ebook, please respect my copyright and intellectual
Property.
45
Complete guide to hobby metal casting.
Once you have established your self as a quality metal caster, the jobs will soon
start to come to you. It is quite amazing just how word of mouth spreads about who
can do what in the car world.
Do not be surprised, if in a few short years you will be doing more pay jobs for other
people than you will be for your self. And you know what! You have the final say as
to whether you want to do the job or not.
Green sand recipes.
One of my friends who helped to proof read this ebook (Many Times) noted that I
had not made mention of how to mix or make up some green moulding sand, I do
apologize for this, as it should have been in an earlier section of the book.
Lets discuss the issue right now.
Green sand properties:
1. Cohesiveness: The ability of the sand grains to stick together during the
moulding & removal of the pattern. Southern bentonite is clay that is mixed or
mulled into the sand so that all the grains are covered with this special sticky
clay. A mulling machine is almost mandatory for carrying out this operation.
2. Porous: The ability of the sand to pass steam and or vapors through the
sand when the hot metal is poured.
3. Refractoriness: The ability of the sand to withstand the heat of the molten
metal during the casting operation.
At the start of your metal casting and foundry journey I would suggest that you find a
foundry somewhere that is still using the green sand method, ask them to sell you
some prepared moulding sand. This is going to give you sand ready to use, but more
important you will be bale to get to know what it should be like when it is prepared
ready for use. Ask the foundry man questions on how to recondition it when it has
been used for casting. Ask about additives such as bentonite, blacking or sea coal
and other compounds they may use.
The fun will begin when you start to use your foundry sand, you will find out that it
needs reconditioning or retempering with about 6% of water after every casting run.
The heat of the molten metal drives the moisture out of the green sand very quickly.
The retempering can be carried out by hand shovel by cutting, turning & thumping
the sand heap with the back of your sand shovel, or by hand sieving the sand
through a sieve. Be prepared for some blood sweat & tears as you labour away at
getting your sand right.
One of the quickest ways to retemper your sand is to build a Motorized Gyratory
Riddle, this machine will help you to retemper several barrow loads of sand in a very
short time, and the riddle will fluff your sand so that it is absolutely like cool silk. This
machine is fully explained in our sister publication available from our web site.
Getting back to your moulding sand, if you do happen to find a foundry willing to sell
or give some you some sand that is perhaps not as good as it should be. It can be
improved with an addition of Olivine sand and some bentonite, but it will need to be
reworked an awful lot to get it moulding properly again. The Gyratory Riddle
mentioned above would certainly be a big help for that purpose.
A reasonable green sand mix can be made up from the following:
Start with a hundred pound weight of sand
Washed silica sand with a fineness grade of 130 to 160 AFS.
Add Southern bentonite at 4% by weight.
A small amount of wood flour; 1 to 1.5%.
And an addition of sea coal if you can find some, 2% by weight.
Written by Col Croucher Australia. You are entitled to one
Printed edition of this ebook, please respect my copyright and intellectual
Property.
46
Complete guide to hobby metal casting.
An alternative to green sand is of course the Co2 method of making sand moulds &
cores. While some home foundry workers may have advanced to this stage, for most
hobby foundry workers just starting out, I would think they would have more than
enough to contend with by just conquering the green sand method, with out getting
into more complex methods of foundry work.
It pays to hasten slowly with foundry work; it is not the sort of thing that you can
learn in a week, you just have to give your self-time to absorb all the basic knowledge
before venturing into other areas.
Temperature Control Methods.
The temperature at which you pour your mould can either make or break your casting
efforts. There are three ways to arrive at the perfect or near perfect method of
controlling or checking the temperature of the metal in the crucible.
1. Use an industrial pyrometer;
this instrument is not cheap, normally way out
of the reach of the backyard metal caster. But if you want the best, then this is
the way to go.
2. Make your own temperature meter,
yes, you can buy a cheap multi-meter,
some chrome alumel metal tips, some copper wire, ceramic insulators, and
then proceed to make a reasonable meter to measure the temperature of the
melt before you pour. It takes quite awhile to dial in the meter and you have to
be careful when using it. Several people have made and used these to good
effect. Several web sites show the details on how to make them.
3. Work on the KISS method.
Yep, keep it simple and you cant go far wrong,
what I am about to tell you will raise a laugh from several quarters, as well as
the armchair experts who sit at their computers, telling all and sundry on the
metal casting groups how it is all done. Let me tell you that an Old metal
caster showed me this trick, and it is about as good as all the fancy
instruments around, as far as Casting Aluminium is concerned anyway.
The Pine Stick Temperature Method.
Go down to the local timber merchant and buy yourself a piece of radiata Pine. That
is an Australian softwood pine variety. The method may work with other timbers also.
The stick has to measure 1”X1” by 3 or 4 foot long.
The way to use this is to dip the stick into the molten metal, if you experiment as the
metal starts to melt you will find that the pine will not ignite until the temperature
reaches about 740 degree’s, now don’t leave the stick sitting in the metal, this is
done with a quick dip and check when the melt is very liquid.
People laugh at me when I describe this “primitive” method. Keep a close eye on the
melt after you pass the 30 minute mark, when the metal has fully melted, the first
thing you will have to do is “degas” the melt to get rid of the impurities out of the
metal.
After you have finished scooping the dross out of the crucible, it’s time to start
checking with the pine stick, if the metal is on the cool side, the ignition will be slow, if
it is too hot, the ignition of the pine will be instant, when the temperature is about right
the pine will take about one or two seconds to ignite.
Now I know that maybe you or someone else will think I am having you on, well I can
assure you that I am not.
All the projects and castings that are displayed in this ebook have been cast using
this method of temperature checking.
Is it as good as a pyrometer? Well …no, of course it’s not, but after some practice
and experience, it comes a very close second. Couple this method with judging by
Written by Col Croucher Australia. You are entitled to one
Printed edition of this ebook, please respect my copyright and intellectual
Property.
47
Complete guide to hobby metal casting.
eye as some also swear by and you can get pretty close to the correct pouring
temperature in the home foundry set up. It is not as hard as it look’s, try it and you
will see.
Simplicity!
You see, all through this ebook I have preached the simplicity of home metal casting,
yet, I still see people doing casting at home who get them selves tied up in so many
knots regarding the metallurgy, chemistry or the critical temperature of liquidas, that
they miss the whole point of the backyard metal casting craft, and that is to
experiment and create things in metal, working at your own pace without getting
bogged down with the technical aspects of the craft. Some people even give up on
metal casting, and take up lawn bowls!
Now, it is unlikely that NASA will call you to do any wiz-bang hi tech Aerospace
castings.
Start out small; you have to crawl before you walk. Maybe one day you will cast
some high tech castings, this would be a great achievement for you if you did. Then
you can get into some really nice foundry equipment and sophisticated instruments
required for this type of work.
We hope you have enjoyed reading this ebook, I want to encourage you to get your
hands into the sand and start to ram up some moulds, melt some metal and pour
your moulds and hopefully have many successes with your metal casting.
Your imagination and ingenuity will be the only limiting factors to the success with
metal casting. And beware those that tell you that their way is the only way to do a
certain process, there is always an alternative way to carry out a certain process, you
will no doubt come up with your own special ways of doing things.
Good Luck with your moulding & casting work.
.
============)o0o(=============
The end of volume one.
Metal casting made easy.
The next part of this ebook guides you through
building your gas-fired furnace.
Written by Col Croucher Australia. You are entitled to one
Printed edition of this ebook, please respect my copyright and intellectual
Property.
48
Complete guide to hobby metal casting.
Please continue.
Part 02.
A fully illustrated - How to build project.
Illustrations & Written instructions on
How To
Build a gas-fired furnace.
Gleaned from over Fourteen years of
Practical Metal Casting experience
Written & compiled
By
Col Croucher.
Copyright: June 2003.
Written by Col Croucher Australia. You are entitled to one
Printed edition of this ebook, please respect my copyright and intellectual
Property.
49
Complete guide to hobby metal casting.
Building a propane gas fired furnace.
Introduction.
Efficient melting of any metal requires a well designed & easy to operate
furnace. A well-designed furnace does not necessarily mean the furnace is
complicated to construct or operate.
If you’re just starting out in metal casting, there can be a multitude of questions that
need to be answered; the learning curve can be very steep at times because of the
amount of info you have to absorb. Do not fall into the trap and “cram” the learning;
this could be a mistake for you. Take your time to get things clear in your mind from
the outset.
The worst thing that you can do is rush the learning, there is nothing worse than
trying to speed learn a lot of technology and information all at once. This furnace
building e book is designed to take you one more step, along the path to being able
to build and
maintain a very important piece of equipment that is the heart of your
home foundry
set up. Without an efficient furnace your melting and casting
experience could well be one of frustration & disappointment.
The furnace featured in this “how to build” ebook was basically built from scrap
materials found around the author’s workshop. This is not to say that it looks trashy
or is poorly made, far from it, the point I’m making here is that you do not need to
build everything from NEW materials. The only material bought for the furnace
featured here was the refractory for the furnace walls, and a few brass fittings from
the local plumber for the gas line and the custom made gas jet.
Some of the parts in this project need to be custom machined on a lathe, if you don’t
have the luxury of a lathe in your workshop, then perhaps one of your friends will
have one. Although, a lot of metal workers seem to have a lathe these days, it is
almost a must have for the average home engineer in this ever increasing DIY age.
The furnace building project detailed within, is not a difficult one to undertake. If you
follow the instructions and the detailed illustrations, then I feel sure that you will end
up with a furnace that you will feel proud of to show to your fellow metal casters. You
will also need a MIG or ARC welder (Max 150 Amp) to fabricate the furnace.
Please be very careful with your gas connections, although there are no great line
pressures involved with the gas feed to the burner, but a small leak could lead to the
possibility of a dangerous explosion.
Propane gas expands between sixty to one hundred times once exposed to air.
So be very aware. The worst thing that will most likely happen to most people is that
the furnace flame may blow out during the start up of a melt session. (With the
correct start up procedure, burner blowouts are eliminated)
It is not a good practice to light the burner flame of the hot furnace wall. Shut
everything down, blow residual gas out of the furnace and re-light as detailed in the
“furnace operating instructions”.
Enjoy your “How to build project”, use the scroll bar to move to the next page, and we
will get you started with your furnace building project.
Written by Col Croucher Australia. You are entitled to one
Printed edition of this ebook, please respect my copyright and intellectual
Property.
50