Bài giảng nguyên lý cắt gọt gỗ : Chuẩn bị và nâng cao chất lượng dao cụ cắt gọt gỗ part 9 pptx
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (316.89 KB, 6 trang )
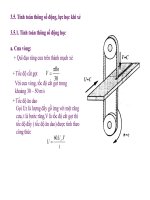
H×nh 5.61. C¬ cÊu l¾p
lìi ca ®Üa
H×nh 5.62. §Þnh híng lìi ca ®Üa theo chiÒu däc
* Cân bằng dao phay và kiểm tra độ lệch tâm. Nh chúng ta đã biết đai bộ phận dao
phay làm việc trong điều kiện rất đặc biệt; tốc độ vòng quay lớn, bề mặt gia công yêu
cầu độ chính xác cao, phức tạp Nh trục dao phay thờng quay với vòng quay lớn
(3000 60000 vòng/ph), chỉ cần có sự sai lệch trọng lợng là 1/1000kg, đặt xa tâm 5
10cm sẽ gây ra lực ly tâm 9,0 3600N. Vì vậy, sai số của dao cụ trong chế tạo và trong
lắp dao có ảnh hởng rất lớn đến kết quả gia công. Do đó, đối với dao phay ngoài việc
kiểm tra những thông số thông độ dài, thông số góc cần có những vấn đề kiểm tra riêng.
Đó là độ cân bằng của dao.
- Cân bằng lỡi dao phay dọc. Để tránh hiện tợng đảo tâm trục phay do lực ly tâm
mà do chênh lệch trọng lợng dao gây ra, dao cần phải đợc cân bằng cả về trọng lợng
giữa các dao, cả phân bố trọng lợng. Nếu trên trục dao lắp hệ dao đối xứng có trọng
lợng nh nhau, lực ly tâm sẽ bị triệt tiêu.
Nguyên lý cân bằng đợc trình bày ở hình 5.63. Quá trình cân bằng đợc tiến hành
hai bớc, cân bằng từng dao và xét phân bố trọng lợng. Nếu trên dụng cụ cân bằng
(hình 5.63) chúng ta đặt dọc dao, xê dịch quả cân để kim cân bằng quay ngợc dao 180,
kim vẫn cân bằng, trọng lợng dao phân bố đều. Nếu kim mất cân bằng, trọng lợng dao
phân bố không đều, dùng phơng pháp bù trọng lợng, chúng ta biết đợc trọng lợng
không cân bằng, tiến hành nhiều cách thêm, bớt và thử nhiều lần để đạt đến cân bằng.
Cân bằng các cặp lỡi dao hay tất cả các lỡi dao cùng gá trên một trục phay cũng
tiến hành tơng tự. Để tiến hành điều này đặt lỡi dao theo chiều ngang chính tâm (hình
5.63c). Hiện nay ngời ta dùng cân vi điện tử cho phép xác định chúng một cách nhanh
chóng và chính xác hơn. Độ chính xác yêu cầu là 0,25% trọng lợng một lỡi.
* Cân bằng loại dao phay liền khối và dao lắp cùng ổ dao. Cân bằng dao đợc
tiến hành theo ba bớc: cân bằng tĩnh, cân bằng động và kiểm tra độ đảo tâm.
Cân bằng tĩnh đợc tiến hành trên dụng cụ chuyên dụng (hình 5.64a). Nếu
dao đợc cân bằng chúng ta xoay dao và đặt bất kỳ vị trí nào dao cũng đứng yên.
Cân bằng động dao phay chỉ cần tiến hành đối với dao có chiều dài tơng đối
lớn so với đờng kính của nó. Cân bằng động đợc tiến hành sau khi cân bằng
tĩnh. Để cân bằng động ngời ta dùng thiết bị chuyên dụng (hình 5.64b), cho trục
dao quay với tốc độ nhất định. Nếu dao mất cân bằng về trọng lợng theo chiều
dài, chúng sẽ gây dao động. Nhờ dao động ký mà ghi lại biên độ dao động. Theo
chuẩn đã thử trớc sẽ biết đợc trọng lợng phần mất cân bằng. Quá trình cân
bằng động dao phay hoàn chỉnh khi đạt độ sai lệch còn 3,05,0 g/cm.
Kiểm tra độ đảo tâm của trục và dao. Kiểm tra này đợc tiến hành trên máy,
dao đợc quay với tốc độ bằng tốc độ làm việc của dao. Kiểm tra này thực chất là
kiểm tra hoạt động cả của dao và cả của máy. Phơng thức kiểm tra nh hình
5.64b. Độ đảo tâm cho phép của dao phay không quá 0,04 mm. Độ đảo dọc trục
không quá 0,01 mm.
H×nh 5.63. C©n b»ng lìi
dao phay d¹ng th¸o rêi
H×nh 5.64. C©n b»ng tÜnh, ®éng
vµ kiÓm tra ®é ®¶o trôc dao liÒn khèi
vµ dao rêi cïng æ dao
H×nh 5.65. C©n b»ng dao phay ngãn
mòi khoan