Bài giảng nguyên lý cắt gọt gỗ : Chuẩn bị và nâng cao chất lượng dao cụ cắt gọt gỗ part 8 pps
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (1.62 MB, 11 trang )
Hình 5.49. Sửa mối hàn nối lỡi ca vòng
Bảng 5.12. Chất kết dính dùng nối hàn lỡi ca vòng
Tên chất kết dinh Mã hiệu
Thành phần hoá học, %
Nhiệt độ
nóng chảy C
0
Bạc
Đồng
Kẽm Tạp chất
Bạc
CP-45
45 30 245 05 720
Bạc
CP-65
65 20 145 05 700
Đồng - kẽm
M-42
42 565 15 820
-62
62 380 0 900
10.5. Lắp dao cụ vào máy
10.5.1. Những yêu cầu chung
Khâu lắp dao cụ vào máy là một trong những nhiệm vụ của khâu mà những ngời chuẩn bị,
chăm sóc phải tiến hành. Cần nhấn mạnh rằng máy tốt, dao cụ tốt nhng khâu chăm sóc và
lắp dao cụ vào máy không tốt ảnh hởng trực tiếp đến chất lợng, năng suất, tuổi thọ của
máy thậm chí có nhiều trờng hợp xẩy ra tai nạn lao động. Vì vậy, khâu lắp dao cụ vào
máy đã đợc quan tâm của nhiều ngời trong nghiên cứu, trong sản xuất Các nớc tiên tiến
trên thế giới khâu lắp dao cụ đợc tiến hành nhờ những ngời có tay nghề cao và có nhiều
kinh nghiệm. Yêu cầu và nội dung của khâu lắp đặt máy gồm các nội dung và các bớc sau:
kiểm tra chất lợng dao cụ đã đợc chuẩn bị, kiểm tra máy sẽ đợc lắp dao cụ, kiểm tra các
dụng cụ đồ nghề của khâu lắp đặt và chạy thử máy sau khi lắp. Sau đây là nội dung của khâu
lắp đặt dao cụ vào máy của một số khâu công nghệ
+ Lắp lỡi ca sọc
Khâu kiểm tra lỡi ca sọc gồm:
Sai số kích thớc cho phép đối với ba đại lợng chiều dài, rộng và dày là:
-Theo chiều dài L 2 mm
-Theo chiều rộng B 0,5 mm
-Theo chiều dày b 0,12 mm
Độ chênh lệch chiều dày b trong phạm vi một lỡi ca không quá 0,09mm. Độ côn
theo chiều rộng không quá 1mm. Độ uốn cong theo các cạnh không quá 0,3mm trên
độ dài một mét.
Sai số về góc và kích thớc của răng nh sau:
Theo bớc răng t 0,5mm
-Theo độ cao răng h 0,5mm
-Theo thông số góc 2
o
Các mặt của bản ca cần đợc là phẳng và mài đạt độ bóng 8, không đợc có vết nứt,
dấu vết chèn đập của vật nặng. Lợng bóp me răng ca sọc đợc tính, chọn (bảng 3.11),
Gá tấm ngàm kẹp vào ca cùng đi với lỡi ca (hình 5.50).
Hình 5.50. Tấm gà ngàm kẹp
Phơng pháp gá chủ yếu là dùng đinh tán, tiến hành trên máy hoặc bằng thủ công, lỗ có
đờng kính lớn hơn đờng kính đinh tán 0,5 mm. Về cấu tạo tấm gá gần nh nhau, chỉ khác
nhau bề dài (chiều rộng lỡi ca), từ B = 80 180 mm. Còn các thông số khác (hình 5.50).
Các tấm ngàm kẹp phải song song với bản ca. Phía sống và hai đầu phải trùng với cạnh
ca. Cạnh vát của ngàm kẹp, tấm ngàm kẹp phải vuông góc với đờng nối mũi răng ca (theo
chiều dài), nếu gá lỡi ca trực tiếp với ngàm kẹp thì phải đảm bảo độ lệch tâm căng ca giữa
ngàm dới và ngàm trên. Sau khi gá, hai mặt của tấm ngàm kẹp đợc mài sơ bộ đảm bảo độ
phẳng và tổng chiều dày cả ca và hai tấm ngàm kẹp không chênh lệch quá khe hở lắp ca ở
ngàm kẹp là 0,4 mm.
Căng ca trong khung ca.
Để căng ca dùng các loại ngàm kẹp nêm (hình 5.51a,c), loại ngàm kẹp đơn kiểu vít (hình
5.51b), loại này cho phép căng hệ lỡi ca, khoảng cách giữa chúng là 24 26 mm, vít có dạng
ren tam giác, bớc 1 mm, khoảng chiều dài của ren là 14 16 mm. Nhợc điểm của loại này là
thời gian căng ca lớn, không có khả năng tự điều chỉnh lực căng ca. Song đơn giản, trọng lợng
không lớn lắm, ổn định theo chiều ngang, chiều dọc và theo hớng chuyển động của gỗ, lắp dễ
dàng.
Ngàm kẹp kiểu cam lệch tâm (hình 5.51a), loại này cho phép căng hệ lỡi ca có khoảng cách
giữa chúng từ 19 21 mm. Lợng lệch tâm cam xoắn ốc là 10 mm, dạng kết hợp với nêm. Góc
nghiêng của nêm ít nhất 6o để đảm bảo độ ma sát.
u điểm của loại này là thời gian căng ca ít, tự động điều chỉnh ứng suất căng, song dễ bị xê
dịch lỡi ca.
Hiện nay, để tự điều chỉnh ứng suất căng ca (ứng suất này thay đổi trong quá trình làm việc
nh: lỡi ca bị nóng do ma sát, do biến dạng), ngời ta dùng loại ngàm kẹp có nêm đàn hồi.
H×nh 5.51. Ngµm kÑp c¨ng
ca trong ca säc
Yêu cầu độ căng của lỡi ca sọc là = 100 140 N/mm2, do bị nóng trong lúc ca mà ứng
suất giảm, khoảng từ 60 80%, với nhiệt độ nóng 25o 60o, nếu căng để đạt ứng suất theo
yêu cầu với các loại ngàm kẹp trên, lúc nguội khung ca chịu lực tác dụng Qc = 81 180 2 =
2900 N đối với một lỡi ca, tổng lực này sẽ rất lớn.
Để giải quyết vấn đề này ngời ta có mấy hớng sau đây.
Dùng nêm đàn hồi (hình 5.52), với loại nêm này, khi ca giãn ra theo chiều dài tính
chất cơ học, nêm sẽ tự điều hoà, nhờ độ đàn hồi của nêm mà ca lại đợc căng, ứng
suất đạt đợc gần ứng suất ban đầu. Loại này đơn giản, tuy mức độ điều hoà không
cao. Dùng cơ cấu thuỷ lực (hình 5.53), có khả năng căng đồng thời một lúc toàn bộ
hệ thống ca, nhờ áp lực của dầu qua bộ truyền thuỷ lực đến từng xilanh. Mỗi
xilanh thuỷ lực tác dụng trực tiếp đến nêm căng ngàm kẹp. Loại ngàm kẹp có hệ
thống thuỷ lực này có thể tự động điều chỉnh áp lực dầu, cố định ứng suất căng, đảm
bảo an toàn. Với loại ngàm kẹp này cho phép giảm thời gian căng ca rất nhiều,
song có nhợc điểm là làm tăng trọng lợng của bộ phận chuyển động tịnh tiến khứ
hồi, tăng lực quán tính. đặc tính của một số ngàm kẹp căng bằng thuỷ lực (bảng
5.13).
Chúng ta biết phần chịu tác dụng của lực nhiều nhất là phía có răng ca, hay nói
cách khác, phần này cần có ứng suất cao hơn những vùng khác của lỡi ca. Để đạt
đợc điều này ngời ta có thể căng lệch tâm (hình 5.54).
Hình 5.52. Nêm đàn hồi để căng
lỡi ca sọc
Hình 5.53. Nêm thuỷ lực để căng
lỡi ca sọc
H×nh 5.54. C¨ng
lÖch t©m lìi ca
säc
+ Lắp lỡi ca vòng
Nội dung của khâu kiểm tra lỡi ca vòng gồm: kiểm tra độ chính xác độ dài và thông số góc
(bảng 5.17).
Bảng 5.17. Chỉ tiêu kiểm tra thông số độ dài và thông số góc của lỡi ca vòng
Dạng lỡi ca Thông số độ dài (mm) Thông số góc (độ)
Bề rộng B Bề dày b Chiều dài L
Chiều cao răng ca hr
Xẻ phá 6 0,05 50 0,3 2
Xẻ lại 4 0,05 50 0,3 2
Lợn 2 0,04 30 0,2 1
Căng và chỉnh lỡi ca vòng: lỡi ca vòng có khoảng tự do dài, vì vậy dễ dao động, độ
cứng vững thấp. Vì vậy độ chính xác mạch xẻ kém hơn so với ca sọc; lúc đặt lỡi ca vòng
vào bánh đà cần phải đạt những yêu cầu nhất định.
Lỡi ca đặt lên bánh đà phải đảm bảo cho răng ca lồi ra khỏi mép của bánh đà suốt trong
cả thời gian làm việc. Ca phải có độ căng nhất định tb = 50 60N/mm2 đối với ca xẻ
phá, tb = 30 40 N/mm2 đối với ca vòng lợn. Lỡi ca phải nằm trong mặt phẳng định
hớng theo cả chiều đứng và theo chiều ngang
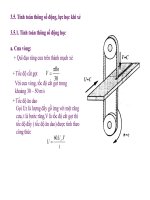
C¸c ph¬ng ph¸p c¨ng ca (h×nh 5.59).
H×nh 5.59. C¬ cÊu c¨ng lìi ca vßng
+ Lắp lỡi ca đĩa vào máy
Trớc lúc lắp lỡi ca đĩa vào máy cần kiểm tra chất lợng chuẩn bị lỡi ca. Các thông
số độ dài gồm: đờng kính lỡi ca nhỏ nhất Dmin và lớn nhất Dmax, bớc răng t, chiều
cao răng hr ca theo từng loại máy và từng dạng ca theo các công thức (3.272 3.287)
đã chỉ dẫn ở chơng 3. Thông số góc phải đợc chọn đúng theo (bảng 3.23 3.28).
Lợng nhô của lỡi ca khỏi phôi xẻ tối thiểu c= 10 mm hoặc đợc tính theo công thức
sau
(D - đờng kính lỡi ca).
Khi lắp lỡi ca vào máy cần đảm bảo những yêu cầu sau: mặt bản ca phải vuông
góc với tâm trục ca. Đĩa ốp và ca phải đảm bảo lực ép cần thiết, tâm trục ca phải
trùng với tâm đĩa ca, ca đĩa xẻ dọc đặt đúng vị trí tơng quan với dao tách mạch.
Phơng án phổ biến để lắp ca đợc trình bày ở hình 5.61.
DC
Lỡi ca đặt trực tiếp lên trục ca với khe hở không quá 0,1 mm, độ đảo tâm không vợt 0,03
mm. Đờng kính đĩa ốp có thể tính theo công thức thực nghiệm dựa vào đờng kính (D) đĩa
ca:
Do = 5
D
= (0,3 0,4)D
D