Bài giảng nguyên lý cắt gọt gỗ : Lực và hình thái phoi trong cắt gọt cơ bản part 5 potx
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (1.57 MB, 6 trang )
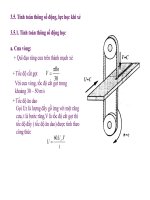
(a) cắt ngang (b) cắt dọc (c) cắt bên
Hình 2.38. Quan hệ giữa lực cản cắt gọt
và góc nghiêng dao
Khi lưỡi cắt nghiêng, đối với góc trước, sự biến hình
của phoi và lực cắt gọt chịu ảnh hưởng của sự tăng lên
của góc nghiêng dao theo công thức trên như sau:
(1) góc trước làm việc tăng theo sự tăng góc nghiêng.
(2) do mặt trước nghiêng, phoi trên phương ngang bị
biến hình do đó làm cho lực cản cắt gọt gia tăng;
(3) chiều thớ thay đổi tương đối với lưỡi cắt.
Với kết quả này, góc nghiêng dao trong khoảng 0
o
~
60
o
, theo sự gia tăng của góc nghiêng dao, phân lực
tiếp tuyến trong cắt ngang giảm dần do góc trước tăng
lên; trong cắt dọc do thay đổi phương hướng của lưỡi
cắt với chiều thớ gỗ, yếu tố cắt bên chiếm tỉ lệ lớn,
những nhân tố này dẫn đến lực cản cắt giảm. Khi cắt
bên, do góc trước làm việc tăng, lúc bắt đầu cắt lực cản
cắt giảm, nhưng phân lực theo phương ngang tăng khi
tỉ lệ cắt dọc tăng. Trong đó, khi góc nghiêng tiếp tục
tăng, bề dài lưỡi làm việc tăng, lực theo phương ngang
của lực cắt dọc có giá trị nhỏ nhất sau đó tăng dần.
Cũng có kết quả nghiên cứu thể hiện trong cắt ván mỏng khi độ dày cắt gọt tăng lên, góc cắt
khá nhỏ có kết luận tương phản với kết luận trên. Mặt khác, theo sự tăng lên của góc
nghiêng dao, phân lực vuông góc cũng tăng dần, trong mặt phẳng cắt gọt, phân lực vuông
góc với vận tốc cắt trong bất kỳ trường hợp nào đều có xu thế tăng lên.
2.4.3. Anh hưởng của điều kiện cắt
a. Độ dày cắt gọt
Quan hệ giữa lực cản cắt gọt và độ dày cắt gọt
Quan hệ giữa lực cản cắt đơn vị và độ dày cắt gọt
Độ dày cắt gọt (depth of cut) tăng lên, tiết
diện cắt gọt tăng theo, do trạng thái tạo phoi
thay đổi từ dạng bẻ gãy sang dạng nén ép, vì thế
lực cản cắt gọt tăng dần. Lúc này góc cắt càng
lớn, độ dày cắt gọt ảnh hưởng đến lực cản cắt
gọt càng lớn, lực cản cắt gọt bắt đầu tăng dần,
về sau tăng theo đường tiệm biến
Khi tăng chiều dày phoi, tỷ suất lực cắt sẽ giảm,
đồ thị có dạng hypecbon, khi chiều dày phoi giảm, tỷ
suất lưc, lực tiêu hao trên một đơn vị tiết diện phoi
tăng lên, và rất lớn khi h < 0.1 mm, như vậy việc
giảm chiều dày phoi quá nhỏ là không kinh tế, như
vậy xu hướng là cần chọn chiều dày phoi thích hợp.
Khi giảm htb đến không thì lực cắt P = Ko, điều đó
cũng có nghĩa là quá trình cắt gọt không tạo ra phoi
mà vẫn tiêu hao năng lượng. Đứng về mặt lý học
hoàn toàn đúng, năng lượng lúc đó tiêu hao vào lực
tác dụng lên một phần của mũi dao và mặt sau.
Nếu xét theo công thức tính lực trong các nội dung trước thì:
Chiều dày phoi h không ảnh hưởng tới lực Pm và lực Ps. Biểu thị tổng lực Pm và Ps
bằng Ko, ta có: Ko = Pm + Ps
Trong cắt bên và cắt ngang, Pt tỷ lệ với h
tb
theo công thức sau:
Pt = K
t
.h
Trong cắt dọc, Pt phụ thuộc vào h
tb
dạng hàm số mũ.
Pt = K
t1
.h - K
t2
h
2
Như vậy tổng lực ở trường hợp cắt bên và cắt ngang khi cắt hở là:
P = Ko + K
t
h
Còn trường hợp cắt dọc khi cắt hở thì ta có:
P = Ko + K
t1
h – K
t2
h
2
Quan hệ giữa độ nhẵn bề mặt gia công
với chiều dày phoi
Hmax = A +B.h
tb
Hmax - độ nhấp nhô bề mặt gia công
A, B –các hệ số
h
tb
– chiều dày phoi
b. Phương hướng cắt gọt
Phoi dạng bẻ gãy trong trường hợp cắt gọt thuận thớ
và ngược thớ
(a) Cắt gọt thuận thớ (b) Cắt gọt ngược thớ
1- nứt trước; 2- chiều cắt gọt; 3- bề mặt gia công nhẵn bóng;
4- bề mặt gia công mấp mô; 5- chiều sắp xếp của sợi gỗ
Theo sự thay đổi của góc nghiêng
thớ, lực cản cắt ngược thớ khi góc
nghiêng thớ gần 10
o
, đạt giá trị nhỏ
nhất. Về sau góc nghiêng thớ tăng dần
theo chiều ngược thớ lực cản cắt tăng
nhanh. Thông thường cho rằng lực cản
cắt đạt được giá trị nhỏ nhất là do khi
cắt trong lúc này công cụ cắt dễ cắt vào
phôi, lưỡi cắt khó trượt lên trên.
Đối với cắt gọt thuận thớ lực cản cắt gọt
tăng lên theo sự tăng lên của góc nghiêng
thớ, khi gần 30
o
~ 40
o
, do tạo ra phoi dạng
bị cắt làm cho lực cản cắt tăng chậm, đến
khi tiếp cận dạng cắt ngang lại tiếp tục tăng.
Khi chuyển từ cắt dọc sang cắt bên, lực
cản cắt gọt giảm dần. Khi góc nghiêng thớ
bằng 0
o
tức cắt gọt trên mặt cắt xuyên tâm
hoặc mặt cắt tiếp tuyến thì lực cản cắt gọt
thay đổi không đáng kể, khi cắt gọt ở nửa
mặt cắt tiếp tuyến thì lực cắt gọt có giá trị
lớn nhất
Quan hệ giữa độ nhẵn bề mặt
với góc gặp thớ
Kết quả nghiên cứu cho thấy: chất
lượng gia công giảm dần khi tăng góc
từ 0 đến 20
0
và xấu nhất trong khoảng
=25- 35
0
, sau đó chất lượng lại tăng dần,
khi tăng góc từ 35 – 90
0
c. Vận tốc cắt gọt
Quan hệ giữa độ nhẵn bề mặt với góc gặp thớ
Quan hệ giữa tốc độ cắt với lực cắt
Khi tăng tốc độ cắt thì khoảng tiếp xúc giữa gỗ và
mặt sau của dao giảm đi. Nếu tốc độ cắt nhỏ thì các
phần tử gỗ đàn hồi, chúng dễ có khả năng tiếp xúc
với mặt sau. Ngược lại, tốc độ cắt lớn hơn tốc độ đàn
hồi, một số phần tử gỗ sẽ không kịp gây áp lực trong
khoảng tiếp xúc ở mặt sau, lực sẽ giảm. Tuy nhiên
đến giới hạn tốc độ nào đấy, khoảng tiếp xúc sẽ gần
như không đổi,, lực ở mặt sau sẽ cố định theo. Ngược
lại ở mặt trước tốc độ cắt làm các phần tử đang ở
trạng thái đứng yên chuyển sang trạng thái chuyển
động với tốc độ lớn, khi đó gây ra lực quán tính, lực
này tỷ lệ với bình phương tốc độ cắt do đó làm tăng
rất nhanh lực tác dụng lên mặt trước.
Quan hệ giữa độ nhẵn bề mặt với tốc độ cắt.
Quan hệ giữa độ nhẵn bề mặt với tốc độ cắt.
Khi tăng tốc độ cắt tức là tăng tốc độ phá huỷ
mối liên kết giữa các phần tử gỗ, khi quá trình
cắt gọt xảy ra nhanh hơn sự biến dạng của các
phần tử gỗ, lúc đó các phần tử gỗ tiếp cận giữa
dao và gỗ không kịp biến dạng, tạo điều kiện
nâng cao chất lượng bề mặt gia công.
Hệ số hiệu chỉnh vận tốc cắt a
v
Vận tốc cắt (m/s) 10 20 30 40 50 60 70 80 90 100 110 120
a
V
1,0 1,02 1,04 1,05 1,1 1,15 1,2 1,25 1,35 1,4 1,45 1,5