Bài giảng nguyên lý cắt gọt gỗ : Lực và hình thái phoi trong cắt gọt cơ bản part 1 doc
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (1.45 MB, 10 trang )
2.1. Định luật tổng quát cắt về lực trong cắt gọt cơ bản
Sơ đồ tổng quát lực
trong cắt gọt cơ bản
Ph = Pm + Pt + Ps
Qh = Qm + Qt + Qs
Ft
Fm
Fs
Qt
Ft = Pt + Qt
Fm = Pm + Qm
Fs = Ps Qs
Chương 2. Lực và hình thái phoi trong cắt gọt cơ bản
-Lực cắt xuất hiện tại 3 khu vực : vùng tiếp xúc của
mặt trước của dao cắt và phoi, vùng tiếp xúc của
mũi dao cắt và phoi, vùng tiếp xúc của mặt sau của
dao cắt và phoi.
- Lực cắt trong cắt gọt cơ bản là lực được tổng hợp
từ 3 khu vực tiếp xúc giữa dao và gỗ như trên.
2.2. Phân tích và xác định lực trong cắt gọt cơ bản
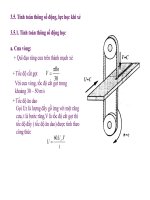
2.2.1. Lực tác dụng lên mũi cắt của dao
H×nh 2.2. Lùc t¸c dông lªn mòi c¾t
Trong phần trên chúng ta đã biết mũi cắt
có tác dụng phân tách phoi ra khỏi phôi
theo mặt ranh giới là mặt cắt. Xét hình
bên. chúng ta thấy ở cung bnc của mũi cắt
chịu áp lực p như nhau. Chia cung bc
thành hai phần, bn nằm trên mặt cắt và nc
nằm dưới mặt cắt. Trên cung nc lấy một
góc vi phân dβ1, chúng ta có cung vi phân
.dβ1, tổng áp lực p.β1. (bề rộng B = 1).
Khi dao chuyển động, dưới tác dụng của
tổng áp lực p.β1, xuất hiện lực ma sát
f.p. β1, (f là hệ số ma sát), chiếu hai
thành phần lực đó theo phương tốc độ V
và vuông góc với nó. Chúng ta có:
1 1 1 1 1
dp p. .cos .d f.p. .sin .d
1 1 1 1 1
dQ p. .sin .d f.p. .cos .d
Lực tác dụng lên mũi cắt phụ thuộc gỗ, độ độ tù
và các thông số góc của dao cắt
P
m
= p..[( cos + sin) + f.( sin - cos +2)]
Q
m
= p..[( sin - cos + 2) - f.( cos - sin )]
Cũng tiến hành tương tự, đối với bn chúng ta có:
2 2 2 2 2
dp p. .cos .d f.p. .sin .d
2 2 2 2 2
dQ p. .sin .d f.p. .cos .d
Tổng hợp các thành phần lực trên theo hai chiều ta được:
m 1 2
dp dp dp
1 1 1 1
p. .cos .d f.p. .sin .d
2 2 2 2
p. .cos .d f.p. .sin .d
+
m 1 2
dQ dQ dQ
2 2 2 2
p. .sin .d f.p. .cos .d
1 1 1 1
p. .sin .d f.p. .cos .d
Lực tác dụng lên mũi cắt sẽ là tích phân của lực dpm và dQm, trong đó đối với dp1
và dQ1 giới hạn từ 00 đến 900 + α, còn đối với dp2 và dQ2 giới hạn từ 00 đến γ.
Sau khi tích phân và biến đổi toán học, chúng ta có lực Pm, Qm ở mũi cắt là:
2.2.2. Lc tỏc dng lờn mt trc ca dao
Lc tỏc dng lờn mt trc dao dao ct
Lực tác dụng lên mặt trớc hình
thành theo hai giai đoạn.
+ Giai đoạn một: là giai đoạn từ khi
phoi bắt đầu trợt vào mặt trớc cho tới
khi sự tiếp xúc giữa phoi và mặt trớc
bắt đầu ổn định.
Coi tổng áp lực tác dụng lên mặt
trớc của dao ở giai đoạn này là N1, lực
ma sát là F1. Chiếu N1và F1 lên phơng
chuyển động của dao ta có lực cắt ở mặt
trớc, chiếu N1và F1 lên phơng vuông
góc với phơng chuyển động của dao ta
có lực đẩy ở mặt trớc.
+ Giai on th hai: l khi dao i c quóng ng x2, tng ng vi tng lc
tỏc dng lờn mt trc khụng i, vựng tip xỳc a2b2 n nh, ỏp lc trờn mt
trc a2b2 tng i n nh v phõn b coi nh ng u
Lực Pt có tác dụng nén phoi, lực
Qđ có tác dụng uốn phoi. Dới tác
dụng của lực cắt Pt thì phoi bị nén,
sinh ra thành phần lực phụ Q
,
đ cùng
chiều với Qđ.
Lực tác dụng lên mặt trớc dao dao cắt
Coi tổng áp lực tác dụng lên mặt
trớc của dao ở giai đoạn này là N2,
lực ma sát là F2. Chiếu N
2
và F
2
lên
phơng chuyển động của dao ta có
lực cắt ở mặt trớc Pt, chiếu N
2
và F
2
lên phơng vuông góc với phơng
chuyển động của dao ta có lực đẩy ở
mặt trớc Qđ.
Coi ỏp sut trờn on ab l c nh (xột trờn mt n v b rng ca cnh
ct B = 1). Vy tng ỏp lc mt trc s l:
N = ab.
c
; hay l:
c
x
N
cos
Lc ma sỏt F l:
c
x
F N.f .f.
cos
Qđ = Qđ
1
,
+ Qđ
2
,
=
c
.h.tgδ(1- ftgδ) + µ .
c
. h. tgδ. (tgδ +f)
Theo phương V:
Qđ
1
,
=
c
.x.(1- f tgδ) ≈
c
.h.tgδ(1- ftgδ)
Theo phương vuông góc với V:
Pt =
c
. x. (tgδ +f) ≈
c
. h. tgδ. (tgδ +f)
ở đây:
c
- ứng suất chèn dập; x - là quãng đường đi.
Dưới tác dụng của lực Pt phoi bị nén. Vì vậy, theo chiều lực Qđ
,
còn có một thành phần lực
phụ, lực phụ đó là: Qđ
2
,
= µP
t
Vậy theo phương vuông góc với V, ta có:
Từ công thức, chúng ta thấy, lực tác dụng lên mặt trước của dao phụ thuộc vào
góc cắt, hệ số ma sát, tức là phụ thuộc vào độ ẩm, chất lượng bề mặt của mặt
trước dao, phụ thuộc vào ứng suất
c
, tức là tính chất của gỗ, loại gỗ… cuối cùng
phụ thuộc vào quãng đường đi, trong giai đoạn đầu dưới dạng phương trình bậc
nhất. Điều này hoàn toàn phù hợp với kết quả nghiên cứu của A.E.Dôlatarep và
nhiều tác giả khác. Song ở giai đoạn 2 thì lực tác dụng lên mặt trước của dao cắt
không phụ thuộc vào x nữa mà phụ thuộc vào chiều dày phoi h, tức là lúc ứng
suất ổn định. Lực tác dụng lên mặt trước của dao, không phụ thuộc vào độ tù dao.
2.2.3. Lực tác dụng lên mặt sau của dao
Mũi cắt của dao luôn tồn tại độ tù hữu
hạn, do đó sau quá trình cắt thì lớp gỗ ở
bề mặt cắt sau khi bị nén sẽ đàn hồi trở
lại, khi đó gây nên áp lực và ma sát.
Gỗ có tính dị hướng, dị tính nên các
hiện tượng sảy ra ở mặt sau với các
trường hợp cắt khác nhau là không giống
nhau, ta có thể phân ra hai trường hợp để
nghiên cứu:
+ trường hợp cắt bên và cắt dọc
+ trường hợp cắt ngang.
a. Khi cắt bên và cắt dọc
Tại m bất kì trên mặt sau cd, ta có
ứng suất tại m do gỗ gây ra là:
No = C
#
. y
Trong đó:
C
#
- hệ số dàn hồi của gỗ (N/cm
3
)
y - lượng nén ứng với vị trí m
Chiếu thành phần áp lực N và ma sát
F lên phương cắt gọt, ta có thành phần lực
cắt như sau:
Ps = C
#
.
2
. cos ( f- tg )/ 2tg
Chiếu thành phần áp lực N và ma sát
F lên phương vuông góc với phương cắt
gọt, ta có thành phần lực đẩy như sau:
Qs = C
#
.
2
. cos
2
( 1 + f )/ 2tg
Tổng áp lực và lực ma sát trên mặt sau là:
N = C#.
2
.( 1- sin
2
)/ 2sin
F = f.N = f. C#.
2
.( 1- sin
2
)/ 2sin
Từ hai công thức, ta thấy lực tác dụng lên mặt sau của dao cắt, khi cắt bên và
cắt dọc phụ thuộc vào: hệ số đàn hồi C, mà hệ số đàn hồi C phụ thuộc vào loại
gỗ, độ ẩm, cấu tạo gỗ v.v Vì vậy, Ps và Qs cũng phụ thuộc vào các yếu tố này.
Lực Ps và Qs phụ thuộc vào độ tù
, với số mũ bậc 2, phụ thuộc vào hệ số ma sát
và góc α, điều đáng chú ý là lực tác dụng lên mặt sau dao cắt không phụ thuộc vào
chiều dày của phoi h. Trong trường hợp này, áp lực ở mặt sau có xu hướng nén các
phần tử gỗ ở mặt cắt, làm cho các phần tử vật chất gỗ sít lại với nhau. Nếu ứng suất
nén do ngoại lực gây ra,
n
ng
, áp lực đó làm cho bề mặt gia công nhẵn hơn.
Nếu trên giới hạn phá huỷ, thì làm các thớ gỗ bị nứt, xơ, từng phần tử bị nhăn hoặc
bong lên, chất lượng gia công kém.
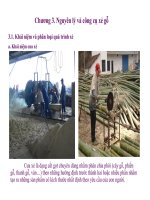
b. Khi cắt ngang
Khi dao chuyển động thực hiện
quá trình cắt gọt, các thớ gỗ bị
uốn cong và xoay đi so với vị trí
ban đầu một góc .
Giá trị góc phụ thuộc vị trí của
thớ gỗ, tính chất gỗ và trị số lực
trên mặt sau.
Lùc t¸c dông lªn mÆt sau dao trêng hîp c¾t ngang
Sau khi dao chuyển động, các thớ sau khi bị uốn có xu hướng đàn hồi trở lại vị
trí ban đầu, trong quá trình đàn hồi trở lại đó các thớ gỗ trà sát, tác động một lực
lên mặt sau của dao
Lấy một thớ gỗ bất kì có
chiều dày x tại điểm m
trên mặt sau cd của dao.
x là khoảng cách từ thớ gỗ
tới điểm 0.
Xem thớ gỗ có chiều dày
x như một dầm chịu uốn
và bị biến dạng trong môi
trường đàn hồi gỗ.
Theo Makenzi thì chiều dày này khoảng 1,0 mm, ứng suất uốn của thớ gỗ đó
được tính theo công thức sau:
σ
3
max
V
2
u
E'
4,5E ' (N / mm )
E
ở đây: E' - mô đun đàn hồi nén của nền; E - mô đun đàn hồi uốn của dầm.